Лидеры




Популярный контент
Показан контент с высокой репутацией 02.03.2015 во всех областях
-
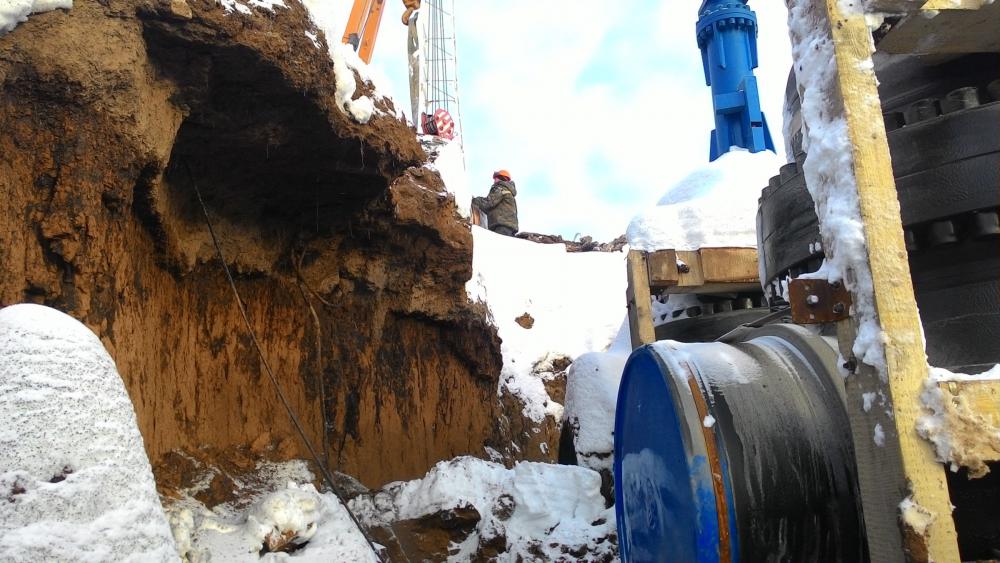
Поделюсь фотками. Моя работа только на улице. Варим 1220мм стенка 16 -18 мм. на фасонине потолще. Работаем в Улу - теляке. На Транснефть.
 9 баллов
9 баллов -
Рассказ лётчика... Аэропорт Гамбурга. Мы только приземлились и рулим к терминалу, за нами в ожидании посадки 4 самолёта: Люфгаза (Германия), Фидекс (грузовик), БритишАирвейс (Англия), и в верхнем эшелоне опоздавший на 4 часа ИЛ-86 Аэрофлота. Очередь Люфганзы, но посылая на х.. диспетчера наш ИЛ чтобы сэкономить топливо начинает снижение. Служба наземного контроля, грозя всеми карами земными и понимая что русским всё пох.., пытается развести самолёты и пропустить ИЛ. Бритиш и Фидекс на посадку ещё не зашли и подчиняясь диспетчеру пропускают ИЛ. А пилот Люфганзы уже видя полосу вступает в перепалку с русскими, мол кагого х.., он немец, на немецком самолёте, в родной германии, должен заходить на 2-й круг и пропускать грёбаных русских? Получив ответ: "Потому что вы суки войну проиграли!", затихает. И бросает фразу: "Хорошо ещё жидов в воздухе нет!" На что пилот Бритиша на идеальном английском предупреждает немца что это мол "не корректно", так о евреях... Все благополучно сели, а через час к нам в комнату отдыха зашли сотрудники авиационной безопасности и вежливо попросили пройти с ними на опознание, т. к. пилота Люфганзы который ругался с русскими отпи...или в туалете, выбили пару зубов, и спустили в унитаз удостоверение пилота. И кроме русских это сделать никто не мог. Отпи...ли героя знатно... Морда в крови, передних зубов нет... Но облом, из экипажа Аэрофлота он не узнал никого. А остальные "цивилизованные" не причём... Мы готовимся к вылету, рядом с нами тот самый сокол из Люфганзы. Как тут, без команды диспетчера, в очередь на взлёт (отличительная черта наших лётчиков) вместо Люфганзы встаёт Бритиш. Немца прорывает, орёт диспетчеру, что это не аэропорт, а п...ец, что сесть ему мешают русские, а взлететь англичане... То, что мы с первым пилотом услышали на частоте Бритиша от их командира экипажа, повергло нас в шок. На русском языке с явным одесским акцентом мы услышали: - Ребята, скажите этому фашисту, пусть таки заткнёт е...льник. А то мы с Фимой (второй пилот) ещё раз ему пи..ды дадим от всего еврейского народа!8 баллов
-
Беглый "батерфляй" по "черняге". Ширина 16, присадка 3.
7 баллов
-
в продолжение http://websvarka.ru/talk/topic/1798-foto-s-raboty/page-46?do=findComment&comment=133719 капец конечно-бетон неделю как залили,до сих пор сыроват.навесили,всяко-разно приварили. И как всегда,ч/з заднее место.калитка первоначально-вовнутрь(и замок становился замечательно,с родной ответкой) ВНЕЗАПНО оказалось,что калитку надо наружу.. полсмены изобретал ответку из кусочка листа и прута -варили-пилил..подгонял.. мрак. по предыдущему опыту-воткнул переборку,потому как проходили уже такую муть с *наружной* калиткой и замком..(летом-2мм разошлись колонны от нагрева-и все,замок не работает.) сегодня распорки убрали и подгрунтовали. завтра красить..температура -4C...пАйдет.. ps.*хозяйка*(заказчик-ее сын) -а чего у вас под калиткой такой зазор -так плитка вроде будет.. -а вы придумайте пока что-нибудь,чтобы собачка не выскакивала... ...... -,,,@@@... лепим,потом если чО-отломаем.. ----------------- 03.03. покрасили,целофан ободрали..Ффсеее)))
7 баллов
-
http://www.youtube.com/watch?v=T65SwzHAbes5 баллов
-
вот как то так
3 балла
-
Полноценный , конечно , лучше , но , за неимением кухарки , " водят дружбу " с дворником Мысль за этот механизм в голове крутилась давно , но как её реализовать и , самое главное , из чего , всегда заходила в тупик . На глаза попалась "шелезяка" неизвестного происхождения и чудом избежавшая сдачи в металлолом . Лишнее -убрал,вал - заменил, подшипник реанимировал , оснастил рабочей поверхностью с заранее просверленными отверстиями под фланцы - в моём случае самые ходовые 57-е и 108-е. Массу реализовал по-простецки . Перед сваркой пару витков запаса кабеля и никаких проблем . Привод - вручную , у нас ещё каменный век , но в закоулках мозга крамольная мысль уже копошится . Из первых впечатлений - значительно удобнее , чем плясать вокруг стыка с горелкой .
3 балла
-
Точная дата, наверное - не самое главное... Стараюсь прежде всего пользоваться поиском и читать форум. Вопросы стараюсь задавать только, если указанная выше мера никак не помогла. Во время изучения забавные иногда сообщения попадаются. Типа: "-Я специалист по сверхспециальносекретным сталям. - Что варил? - Не помню... - Чем Варил? - Не знаю! Сверхсекретное производство. Завязали глаза перед тем как завели в цех. А развязали только когда всё, что варил улетело в космос и меня вывели из цеха..." К сожалению не являюсь специалистом даже по самым простейшим сталям... 1976 г.р., В 1998 г. После пяти лет храпа на лекциях, прогнали из Московского Института Инженеров Транспорта (МИИТ ныне МГУ ПС) с факультета (Промышленное и гражданское строительство), со специальности строительных конструций, дали какую то синюю открытку с советским гербом и надписью "Диплом", вручили значок "ромбик" и грубо обозвали напоследок инженером-строителем. Трудовая деятельность началась мгновенно и шикарно! Пришёл в СУ-41 ОАО "Мосгоргидрострой". Начальник СУ спросил меня кто я такой и что умею. Сказал, что я - инженер, могу строить дома, заводы, дворцы, стадионы... Руководитель резко оживился и с радостью сообщил: "Это же хорошо! Такой бравый парень и такой образованный! Такие нам нужны! Поедешь в Некрасовку, отстойник для дерьма строить... (железобетонные очистные сооружения московской канализации)... Из её недр я и вырос в нынешнего "специалиста"... Прошёл некий путь от бетонщика и мастера в структурах подрядчика, до руководЯтела проекта в структурах Заказчика. Не такая уж быстрая дорога оказалась, хотя для строителя 17 лет - не стаж... К сварке пришёл следующим образом. Строить приходилось не только отстойники, но и другие здания и сооружения как ни странно. Примерно половина из них были сборными (металлоконструкции и железобетон). Поначалу всё было нормально, так как "в школе учили", с расчётами обоснованиями и здравым смыслом. Но чем дальше от Советского Союза, тем сильнее становился сумасшедший дом. Множество совершенно посторонних людей, видевших в строительстве только огромные оборотные средства, со стремительностью диареи ломанулись в отрасль, причём сразу на руководящие посты. Профильное образование, производственный опыт и знание отрасли были объявлены - ненужными предрассудками и началась борьба с инакомыслящими - высококвалифицированным рабочим персоналом и ИТРовцами. Персонал стали набирать по принципу "знание русского языка не менее пары слов" и "опыт работы в строительстве не менее одной хижины из композитного материала (солома +навоз) в родном ауле". В общем при проверке качества пришлось ещё сильнее изучать дефекты сварных соединений. Потом как то попутно попробовал варить на досуге. До сих пор помню свой первый, выбранный и купленный лично "гусь-131". Естественно, я не Пётр-I, но со временем стало казаться, что свет расплавленной стали греет и успокаивает нервы не хуже камина. Так и стал "вареником". Дохода от этого получать не стремлюсь, варю практически только знакомым, но иногда удаётся отбить стоимость аргона )) Со временем, надеюсь из "вареника" стать нормальным сварщиком...2 балла
-
2 балла
-
Бак резервного водоснабжения
2 балла
-
Парк горелок пополнился моделью 9-F.Пришли только головы 9 и 20.Шланг-пакет собрал сам.
2 балла
-
Раз в неделю проезжаю мимо этого дома и только сегодня обратил внимание- респект хозяину!
2 балла
-
День добрый ! Товарищи, а как вы относитесь к более расширенному опросу ? Собственно из-за чего возник вопрос, у меня просто сессия и мне надо для сдачи экзамена по маркетингу сделать опрос, опрашивать про виды чая или чего другого не хочется , вот я и хочу про выбор сварочного оборудования. Ну а вторая причина связана с названием темы. Когда встал для меня вопрос о покупке инвертора, я довольно долго не мог определиться, и как и автор темы пробовал посмотреть рейтинг сварочников... , вот и хотелось бы и рыбку съесть.... Начало темы: Рейтинг производителей сварочных аппаратов1 балл
-
Загрузка: 10.66 Mbps | Закачка: 13.74 Mbps | Проверка связи: 55 ms С вайфая дома.1 балл
-
@круазик, Где такой взять можно?Как называется?А потоньше такой бывает,как на америкосских?1 балл
-
@ооо ринат, находите в поиске аналог нашей стали, смотрите к какому классу нержавеющих сталей она относится ,берете книгу Николаев "Сварка в машиностроении" том 2 и находите ответы на свои вопросы1 балл
-
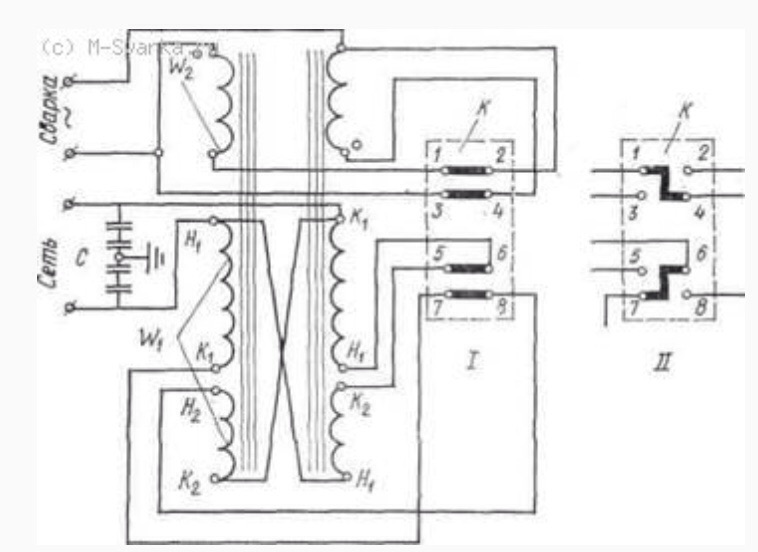
Да, исполнение трансформатора может выпускаться в двух видов, с переключением сетевой и без него. Я же рассматриваю трансформатор с переключением сетевой обмотки! Последовательное подключение первичной обмотки дает нам питание на двухфазную сеть 380V, при параллельном соединении обмоток - подключение на однофазную сеть 220V. (ток ХХ при этом возрастает.) При такой схеме переключения возникает не большой разбег коэффициента трансформации, для его устранения делается параллельное переключение вторичной обмотки, путем изменения числа витков для сохранения выходных параметров. А регулировка, тока осуществляется перемещением вторичной обмотки относительно первичной (сближая на "+", или удаляя на "-"). Ну это так, к слову... И вы не смотрите на таблицу "Технические данные" так как она наверняка составлена из старых источников. Я, когда учился в школе уже на 8-м классе, по просьбе директора и трудовика варил решетки на окнах. Варил ТДМ-мом неминуемый как тысячник (опознавательного шильдика не имел). Сердечник имел размер метр в высоту и весил он около 200 килограмм, и был без крышки. Так вот на нем тоже стоял переключатель 220/380. Почему помню, потому что трудовик по ошибке переключил его на 220V и начал цеплять провода в щитовой, при этом выбил 100А плавкую вставку. После переключения его в режим 380V, он спокойно подключился. Так же у меня стоит дома ТДМ-300, но немного другого исполнения, с подключением его только на 380V. Ток регулируется выдвижным якорем из сердечника. К чему пишу.... Да к тому, что аппаратов множество и всех не перечислить. С виду два одинаковых аппарата снаружи, могут быть разными по исполнению и подключению внутри. На одних аппаратов может переключатся только вторичка, на других только первичка, на третьих и то и другое параллельно! А здесь мы рассматриваем аппарат который нам описали, но не показали фото "железа" с обмотками и переключателем. И вы уже на первых моих словах делаете поспешные выводы, что на этом аппарате может быть, а что не может быть! И не надо обращать внимание на то что пишут в тех характеристиках, манагеры там все что угодно напишут, лишь бы у них покупали. Я же только сделал предположение из написанного автором темы! А не заявил, что этот транс имеет возможность работать как на 220V так и на 380V1 балл
-
Есть нормы по применению защитных и активных газов. Аргон это защитный газ, углекислота - активный. Это означает, что аргон только изолирует от атмосферы, а углекислота участвует в металлургических(химических) реакциях с металлом сварочной ванны. Поэтому и разрабатываются специальные газовые смеси для разных материалов и с различным составом. Газовая смесь 82\18 или 80\20 или 75\25 это для чернухи, 98\2 95\5 это нержа причем в смеси для нержи может быть что кислота, что кислород. Газовая смесь является не защитным, а активным газом даже если в ней большая часть аргона. ЗЫ: Это кстати базовые знания и раз уж вы учитесь, то будьте любезны прочитайте хотя бы профильный учебник для фазанки.1 балл
-
@Александр ПАНЧ 11,Первая попытка с вашем Панч 11-2мм.: Сварка ТИГ в аргоне. Выпускной коллектор от иномарки. В пульсе 83А/35А (по 0,5с) но в начале поставил 100А/45А и успевает немного закипеть чугун но и потом, когда сделал меньше, в самом начале поджога дуги (хоть и на присадке) пытается вскипеть и есть парочка пор после зачистки. Немного пытался проковывать но очень легко (сцикотно как то отломить). Фреза берет без особых затруднений.
1 балл
-
@дмитров,
1 балл
-
@morgmail,реально пострадавшими являются только родственники(те кому он был дорог), остальное ("соратники по борьбе")только видимость сочувствия с возможностью попиариться на могилке. Из опыта, кто больше всех орет: не забудем, поможем-почти всегда забывают кошелек дома в других брюках.Для общего фона это событие, как для паровоза снежинка, сверкнуло в луче, через секунду...вообщем караван идет.1 балл
-
@morgmail, можно зайти к человеку в профиль и посмотреть карту. это и сообщение выше будут удалены как флуд.1 балл
-
http://websvarka.ru/talk/topic/5013-faq-po-tig/ Поверьте, так действительно будет быстрее... Сначала придётся потратить какое то время, но потом здорово сэкономите... На поднятый Вами вопрос там тоже можно найти ответ: http://websvarka.ru/talk/topic/5013-faq-po-tig/?p=122102 Сам так же читал и спрашивал, если что то было действительно непонятно...1 балл
-
Реставрация.Сплав Цам.С правой стороны отколотый фрагмент.Наплавка и последующая обработка.
1 балл
-
Острога щуку по лиманам гонять
1 балл
-
6-метров,ток макс.300амп.
1 балл
-
??? Ну и что? там и труп лежит с прошлого века, ну и что? Еврейские же погромы не начались, по крайней мере пока, так, свои своего завалили, мелочи одним словом.1 балл
-
Абсолютно любые работы нужно проводить со снятием давления. Даже простые. Всегда бывают 'неожиданности'. Один раз так тонул, что не передать.1 балл
-
@levd, самый простой способ, зачеканить, верхней частью молотка, а потом и заварить можно, даже под давлением, но Вам лучше не рисковать, а зачеканить ...1 балл
-
Пока зачищайте от краски и ржавчины место работы. Ну и собирайтесь с волей пекануть электродом пару раз . И воду перекройте.1 балл
-
@валера1963, Ну а что тут такого нормальная машина и дуга хороша на ней, может даже и не один инвертор по этому показателю за пояс заткнет.Ну а так все от начальства зависит и аппараты и горелочки, значить экономят а сэкономленные на свои прихоти тратят. Тут был в Электростали, внука в бассейн возил около бассейна по фасаду стоят флаг штоки метров по 6 в высоту и сделаны из нерж. трубы двух диаметров , подошел посмотрел шовчики (жаль фотика не было, в следующий раз возьму) так вот не капли ржавчины они не обработаны и прямо как только из под горелки и просто загляденье, а штокам этим лет 30-35 и какой техникой их сваривали уж не кто и не скажет наверное.1 балл
-
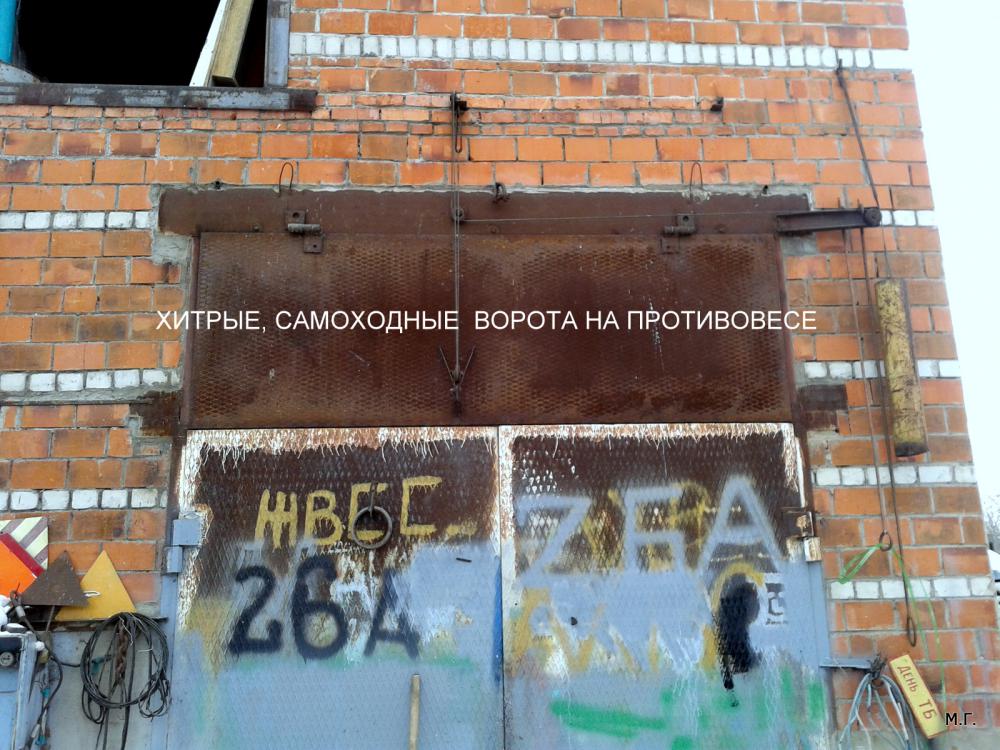
Ворота поставили ещё по первому снегу, а сегодня приваривали запоры.
1 балл
-
Поставили на ремонт Камаз, так как расход масла увеличился. Двигатель китайский, рядная шестерка, проехал чуть больше 100 тыс. км. Шатуны вообще уникальные, впервые такие вижу
1 балл
-
стало на работе как т о темновато всмысле територия,шеф говорит возми там трубы сделай типа стойки высотой так метра 3-4,ну взял но сделал по своему,на фото не все моменты потому как и держак в руке и сотка .... вид нашей територии ,последнее фото сделал вот минут 20 назад выдёргивали на работу... труба на 50,прут 18,высота 6400, прожектора 5 штук ДРЛ 250, покрасить шеф не дал ибо сильно торопился изза нагоняя сверху,ну а подключать мне пришлось при -32 не очень удачная погодка
1 балл
-
По всему интернету комиксы на основе этого, ну я на свой лад подправил немножко http://cs621928.vk.me/v621928196/1341c/wOj-7wKDth4.jpg1 балл
-
Здравствуйте. Как и обещали, костюм Георгия теперь - выставочный образец.
1 балл
-
Это дом-мастерская моего корешка, на фото только часть техники.
1 балл
-
Доделал таки надрамник. Окончательно сваривал все прямо на шасси, что бы потом проблем с отверстиями крепежными не возникло. Косынками все как следует усилил. Потом приступил к кузову. Фото пока не делал, но там в основном вырезал ништяки, оставленные сварщиками до меня. :-) фото ремонта позже будут. А тут привезли ребятам новую резину, а это лишний повод разжиться новой кувалдочкой. Вот какой-то вал приперли. А вот уже непосредственно "шиномонтаж")))
1 балл
-
Будем монтировать вот этот кузов На вот это шасси Начал с надрамника, который стоит между шасси и кузовом. Он с машины "перевертыша", еще и самопал в грубой форме. Порезал на части, что еще пригодится - в сторонку Почти все разделял по швам кислородом. Кое что почистил и усилил там где погнило и полопалось. Примерка на кузов. На самом кузове тоже кроилова хватает, без работы не останусь. По мере продвижения буду выкладывать еще фото, а пока на закуску- три обломанных болта м22 на бульдозере. Один вообще под корень. Делаем вот такую штуковину из гайки Вставляем, привариваем и выкручиваем
1 балл
-
Классная идея.
1 балл
-
http://www.youtube.com/watch?v=HFGGQe8hmZQ1 балл
-
По теме рыбалки http://www.youtube.com/watch?x-yt-ts=1422579428&v=NdDFtv-dwIw&x-yt-cl=851144041 балл
-
http://f5.s.qip.ru/wn26qC6M.jpg http://leaks.gunm.ru/wp-content/uploads/2015/01/354_original-400x400.jpg1 балл
-
Комментарий с форума:1 балл
-
http://i08.fotocdn.net/s3/75/public_pin_m/117/2338223178.jpg1 балл
-
1 балл
-
Металл похожий на медь, - разобрал держатель из комплекта, потёр напильником... http://f5.s.qip.ru/IA4wMlCB.png попробовал на магнит-магнитит!1 балл
-
Дня три сидели безвылазно, потом стали через день в кухняк ставить. Потом через десять дней вызвал нас к себе ротный и на полном серьезе спросил, готовы ли мы покаяться что бы вернуться в лоно колектива. Я сказал что мне и на губе не плохо. Отправили еще на пять суток. В тот момент я был согласен до дембеля просидеть даже без кухняка))))) В роте что ждет было не ясно. А когда с губы пришел то еще две недели ставили в кухняк. А меж кухняками в наряд по роте. Короче постигал примудрости военного ремесла. Два года искаженной реальности. А духам со мной общаться потом запрещали старослужащие))) Что б крамолу в умы не сеял. Хотя когда прошел год пришли молодые с конвертиками на которых был выведен адрес военной прокуратуры. Я дико ржал над своим призывом, которые по духанке не раз говорили, щас типо потерпим попрогибаемся а потом с молодых свое вернем. Вернули, ага. Прокурорские как нагрянут так сразу всем всего привозили) Наш главный дембель смотрящий по роте на отбытие заказал нам: спортивный костюм, сумку спортивную, красовки, форму купить и закустарить, гитару, CD плеер, пять или семь тыщ деньгами. Не помню уже. И это на восемьнадцать духов. Красава!1 балл
-
@Менгон, эхххх пряжечка устав забыла)) надо нарядики посчитать)))) и помнится прикол с армии...сборка-разборка ну забыл чел отстегнуть магаз дрыняняяя за крюк...шмяк на спуск а ротный (всё это время ствол был направлен ему в пузо) и говорит так устало и тоскливо -а был бы щас магаз заряжен..ты бы так и стоял и давил на крючёк и глазами хлопал и давил бы даже когда патроны кончатся и страшилка из личного в тире отстреливались побежали клеить мишени..моя отлипла и упала вниз в яму спрыгнул...наклеил..а наверх не допрыгнуть пока из найденых стульев строил пирамиду чтоб вылезти все уже убежали на рубеж..залегли и только я допрыгнул..уцепился за борт..подтянулся и высунул морду как над башкой БАНГ!! БАНГ!!! ору ..-нихт шизен..мая капитулирен...гитлер капуууут!!!! военрук бледный-отставить огонь и вот иду я обратно к рубежу и лежат винтари рыльцами ко мне...и вижу их дырочки..как глаза ...такие холодные и злые и так смотрят на меня..прямо в сердце внимательно смотрят на расстрелах люди наверно тоже смотрели в дула и чуяли тоже самое1 балл
-
Мне очень сильно кажется, что для такого экстримального вида спорта, как дрифт нужно покупать заводские детали. + изменение конструкции завода, не сильно приветствуется. Я бы не стал экономить на своей безопасности и купил бы заводскую деталь. Лично мне кажется (могу и ошибаться) что укороченное ухо заваренно не айс, потому что если на обеих деталях сделать Х-образную фаску и выставить зазор, то шов получится несколько шире.Удлиненное ухо еще хуже. Вот если бы вы выложили только прихваченную деталь, да еще для наглядности рядом со швом спичку положили было бы яснее. Согласен, что это не самая нагруженная деталь в автомобиле, но, как кто-то писал, что самая лучшая сварка - это когда без сварки вообще. Заварить можно, и грамотные люди найдутся, знающие марки сталей и с опытом. Но экстримальным должен быть спорт, а не его снаряд (в данном случае автомобиль).1 балл