Лидеры




Популярный контент
Показан контент с высокой репутацией 31.01.2015 в Сообщения
-
Вот сегодня раскидал на пол рисунок теперь середину надо заполнить продолжение следует
 10 баллов
10 баллов -
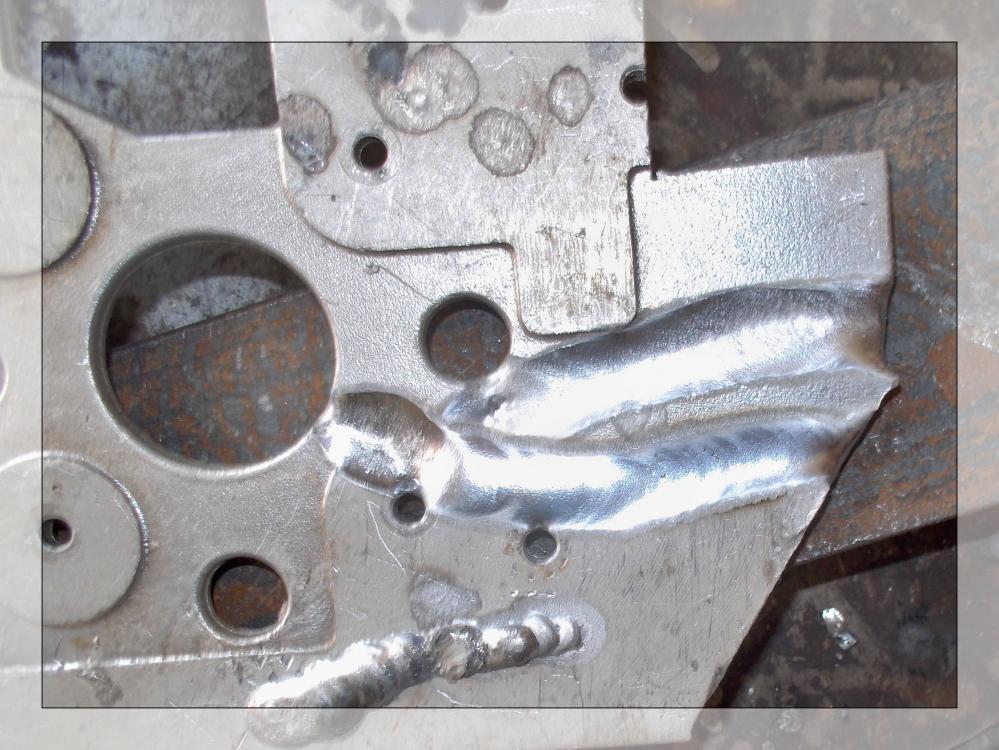
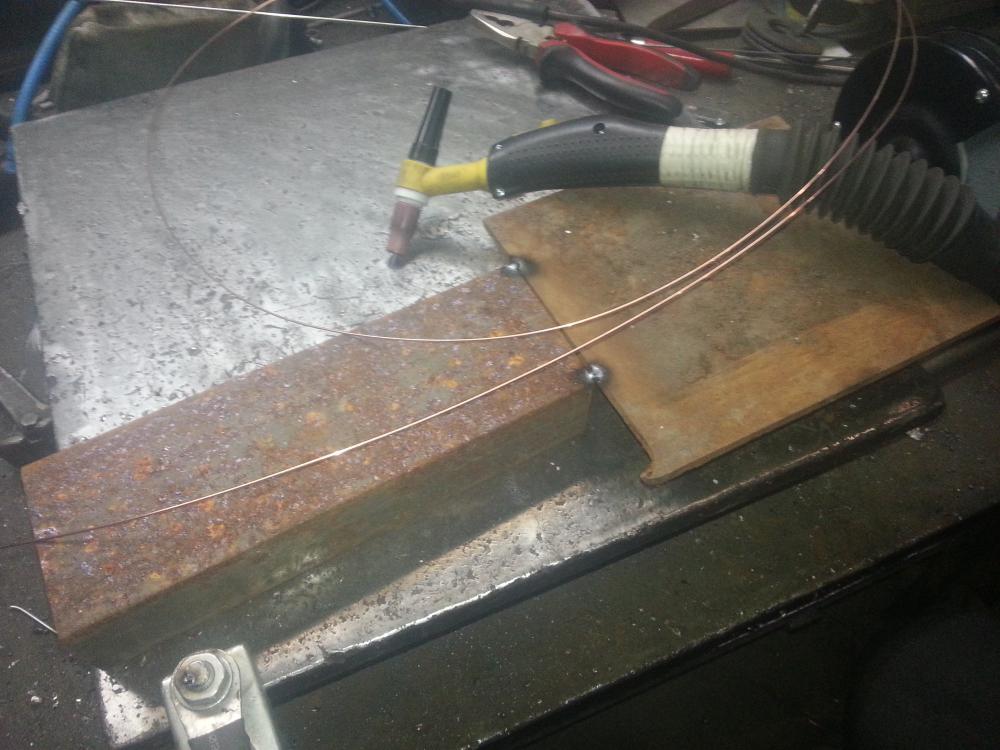
Ремонт и восстановление вилок КПП.Восстановление изношенных участков, производил наплавкой.Чтобы избежать перегрева,после каждого прохода давал детали остыть.После наплавки предварительная обработка(Напильник),после подварки участков с недостаточными габаритами, шлифовка.Замер оптимальных размеров вёл от "маячка".Как заметно на фото,одна из вилок потеряла перпендикулярность,правка с подогревом.Теперь и отдавать клиенту можно.
5 баллов
-
4 балла
-
1) Цитата: "...от многих причин, в том числе от температуры атмосферного воздуха..." Замечено неоднократно и не только мною, что при пониженной t0 C воздуха швы более "светлые". 2) Если варишь с фартуком, то при его снятии от шва, даже при достаточном (но неполном) остывании, шов моментально меняет цвет от серебряно-жёлтого на розово-фиолетовый.3 балла
-
По теме рыбалки http://www.youtube.com/watch?x-yt-ts=1422579428&v=NdDFtv-dwIw&x-yt-cl=851144043 балла
-
малоуглеродистая сталь нержавеющая сталь
3 балла
-
http://www.welding.su/articles/electrods/electrods_210.html2 балла
-
Доколхозил я свой гроверс,сделали смену полярности,готовлю его к сварке чугуна.
2 балла
-
@IliaZH, надо смотреть, на сколько ампер автомат в щитке Вашей квартиры, какого сечения и из какого материала (алюминий, медь) проводка в квартире. Если автомат-на 16 А, как минимум-то не вопрос, а проводка-не менее, чем 2,4 квадрата, то варите спокойно. Если на кухне имеется электропечь со своей персональной розеткой, то, чтоб с гарантией-подключитесь в эту розетку. В старых домах с алюминиевой проводкой могут быть неприятности. То, как эти провода соединяли в распредкоробках-тайна. До тех пор, пока где-то и что-то не подгорит/коротнёт. И приходится искать, что и где... Цепляться в подъездном щитке-определённый риск. Можно случайно что-то коротнуть и, в лучшем случае, погасить подъезд... Да и не известно, как на подобные деяния смотрит эксплуатирующая организация. Где-то-сквозь пальцы, а иной раз за самовольное подключение-такой штраф могут выписать! К тому же, мир, как говорится, не без добрых людей... Доброхотов всегда хватало. Настучат в Горэлектросеть, РЭУ, да, мало ли ещё куда. Может и комиссия оперативненько примчаться, да с полицией. У моих коллег-были прецеденты, когда за самовольное подключение в подъездном щитке в обход квартирного счётчика, даже если вся работа прошла без эксцессов, их круто нахлобучивали. Приезжал "коллектив хищников", выписывал крупный штраф и на вполне законных основаниях изымался варочный аппарат.2 балла
-
Стырено у соседей:2 балла
-
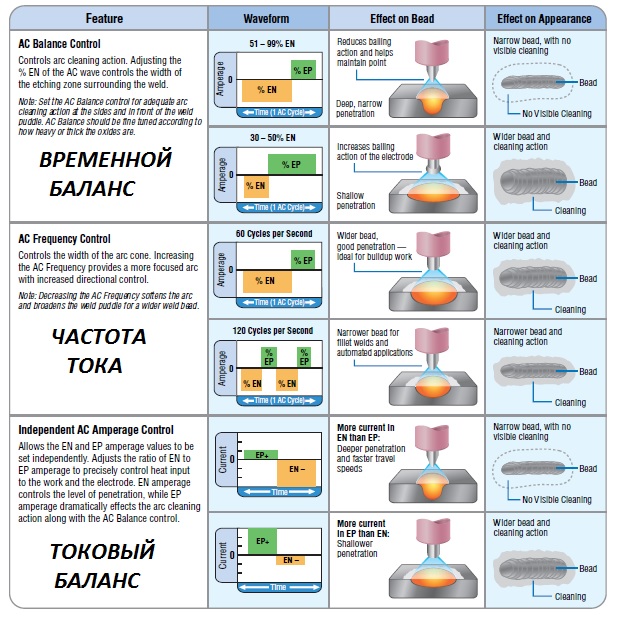
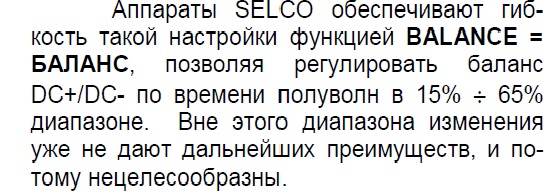
Гибкое управление АС током, рассмотрим на примере двух самых приспособленных (личное мнение) под алюминий аппаратов серии Genesis 1700-3200ac/dc и Dynasty350-700ac/dc. Оба аппарата имеют несколько форм АС тока, временной баланс АС тока, раздельный баланс по току EP+, EN- (в советских книгах - сварка на ассиметричном токе) , регулировку частоты АС тока Genesis 20-200гц , Dynasty 20-400гц, импульсный режим АС тока. Genesis 2200 Самое главное при сварке Ал сплавов, это очистка от оксидной пленки за это отвечает EP+, и сохранность вольфрама и за это тоже отвечает EP+, а за тепловложение и проплавление отвечает EN-. Временным балансом можно добиться сохранности электрода, но в ущерб очистке но у нас есть еще токовый баланс и мы можем легко добиться отличной очистки металла и сохранности электрода, например поставив EP+ 200А а EN- 100А (это пример и все зависит от вашей задачи), а временной баланс можно поставить EP+ 20% , частоту опять все от задачи и будет счастье вольфрам цел , очистка отличная и проплавление какое нужно. Можно наоборот действовать, токовый баланс EP+ 100А , а EN- 200А , но тогда нужно изменить временной баланс в пользу EP+ ну например 45% ну и частотой и формой амплитуды подбирать задачу. Таким образом можно добиться сварки острым электродом 2,4мм на токах выше 200А, и горелке облегчение и металл начинает плавится быстрее чем на ТИР315 на токе близком к 300А и с электродом 4мм. Все настройки можно забить в память и при необходимости пользоваться.
2 балла
-
Мы тоже часто наплавляем полуавтоматом, а иногда напыляем бронзой, если шейка по стальной втулке работает.
2 балла
-
Сварка порошковой проволокой Boehler Ti 52
2 балла
-
бывает нада сварит какую нить мелочевку (а гаража у меня нет и на дачу ехать ради 10 мин работы смысла нету ,да и не доеду я щас там снега по пояс ) собственно как выход из положения я использую 2 способа в основном варю на переходном балконе но сейчас на улице -2=10 - -20 поэтому варю в общем коридоре или на кухне положив кусок толстой фанеры на плиту и включив вытяжку на полню (кстате удобно +на вытяжке подсветка есть ) соседи и домашние не противхотя один сосед по первости тестером у себя в розетках просадку мерил и был озадачен когда оказалось что стартовавший компрессор холодильника(соседа) дал больший скачек чем инвертор а вот на неделе прикол случился : бабка соседка принесла заварить тяпку из нержавейки(впринципе не вопрос у меня с работы припасено немного есабовских электродов для нержавейки) - с этого приключения и начались делов мин на 5 , решил на кухне варить - все как обычно накинул фанеру , прикрыл брезентом плиту по бокам и столы рядом с плитой , убрал всякие фрукты в шкаф , запустил вытяжку и по быстрому заварил . А вот когда пошел относит ........... встретила меня у входной двери целая делегация электрик с жэк(или как он там щас зовется),инспетор с той же организации, наряд ментов , участковый и бабка(как ухитрилась всю шоблу собрать за 10-15 мин я до сих пор не понимаю если тока готовилась заранее) в общем начался разбор полетов : бабка кричит что у нее от сварки холодильник сдох - всей шоблой пошли смотреть - действительно дохлый но все агрегаты в порядке( электрик гротный и в холодильниках древних разбираетс) . компрессор стартует , подсветка светит релюшка работает а ничего из элетроники в это чуде 1900затертого года нету и ломатся там нечему - электрик с инспектором вынесли вердикт испарился хлад огент от старости а когда это произошло не известно( холодильник внутри мало того что без льда и других признаков эксплуатации так еще и сухой) ю тогда бабка повела в кухню где стоит современный монстр 2 метра ростом по имени гнусмас - там да .......... лежат продукты свежие и не очень , не которые неприятно попахивают а сам холодильник признаков жизни не подает - тут уже электрик был бессилен не знаком он с современной техникй , решили замерить скачки при сварке . я пошел домой сверкать за мной увязался 1 мент типа что бы оборудование не сныкал, когда подошли к квартире услышали как электрик обматерил бабку . вернулись - оказалось что шнур холодильника даже из упаковки не доставался - тобищ холодильник не подключен . в общем бабку послали , инспеторс с электриком и участковым ушли тут началась 2 фаза приключений все ушли а наряд ментов остался типа там вызов зафиксировать , протокол составить . в общем стали разводить - типа нельзя проводить сварочные работы и использовать оборудование такой мощности дома - типа давай денег а мы протокол составлять не будем (наивные ) принес им паспорт и прозрачно намекнул что денех они мягко говоря не получат . менты решили сделать финт ушами - один из них прошел в квартиру и стал сматывать сварочник под предлогом что они должны его конфисковать для экспертизы , до этого я с ними культурно разговаривал а тут пришлось начать выёживатс - в общем пригрозил что как только они уедут вдогонку им полетит заявление о краже Б не законном обыске и тд а хотят бабла срубить пущай идут эту ******* трясут за ложный вызов или идут работать на призводство - на том и порешили. предлагаю обсудить подобные проблемы как со стороны сварщега так и со стороны соседа сварщеги и пути цивилизованного решения подобных проблем1 балл
-
Лауреат прошлой недели на "Разговор Года": -Тебе Где Пятый Разряд давали?.. -В МостоСтрое... -Ещё один такой шов - ты там и будешь работать... по 4-тому!!!1 балл
-
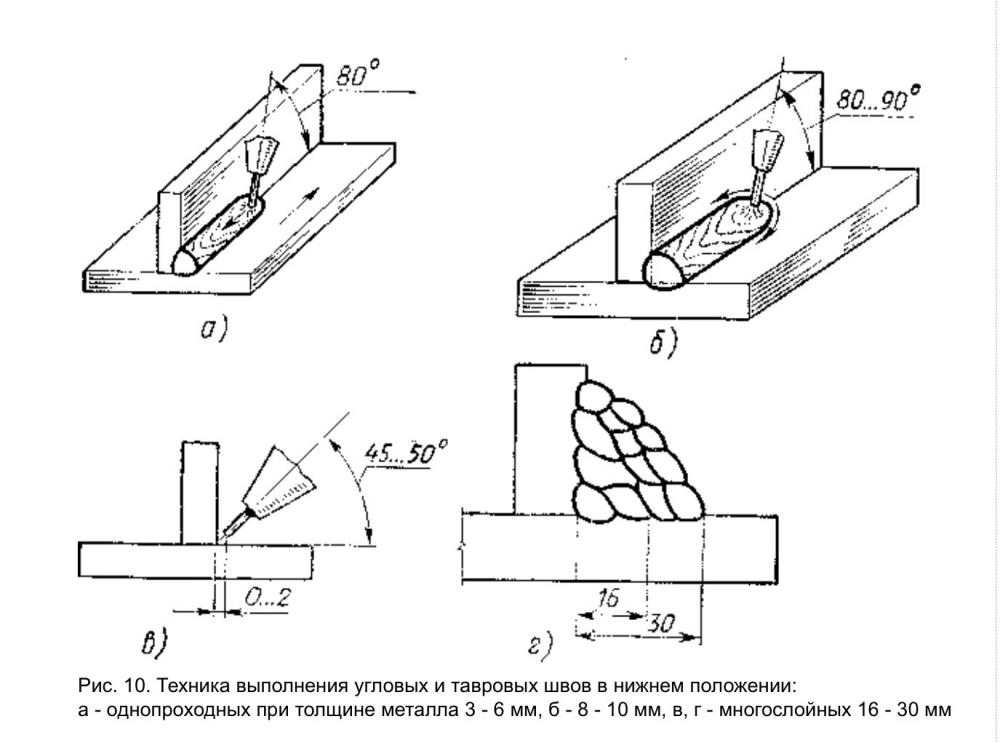
@AlexSanya,Здесь про (углом назад).
1 балл
-
@Elektro_D,Ни только.Скорость сварки,ток,защита.Малый ток-чрезмерный прогрев металла,выгорание легирующих элементов,большой расход газа(греете металл,а газ идёт)Скорость сварки низкая.Оптимальный ток,скорость сварки высокая,нагрев происходит на малом участке шва,газ понизил температуру ЗТВ,остальное тепло заберёт сам металл.Цвет шва хороший.Подача газа, конечно влияет на цвет шва.1 балл
-
Перевели
1 балл
-
Sakhalin_Cat Всегда пожалуйста. Вот что нашел по расходникам http://www.ebay.com/sch/i.html?_from=R40&_trksid=p2047675.m570.l1313.TR0.TRC0.H0.X10+Pcs+SERVORE+Auto+Darkening+Welding+Goggle+MASK+Front+Cover+Lens+Cover&_nkw=10+Pcs+SERVORE+Auto+Darkening+Welding+Goggle+MASK+Front+Cover+Lens+Cover&_sacat=0 По отзывам два не информативных ролика на YouTube https://www.youtube.com/watch?v=PHP5VEopNnk https://www.youtube.com/watch?v=2ZkxfzscKOg и такое же упоминание на этом форуме 109 сообщение http://translate.googleusercontent.com/translate_c?depth=1&hl=ru&prev=search&rurl=translate.google.com&sl=en&u=http://www.lateral-g.net/forums/showthread.php4%3Fs%3D4f44a9788ff2d68eb4a7f725608b5aa5%26p%3D472036&usg=ALkJrhg1HzZuwcA0pPfqoIf6pzdf-UMNJQ#post472036 Еще есть такая экзотика https://www.youtube.com/channel/UCCjsItv6NTmnJdzz5rO3T4Q http://visiblewelding.com/1 балл
-
Только что по телеку в программе "военная тайна" сообщили,что оказывается,не многие знают,но в столице токоря и сварщики получают 200 тысяч1 балл
-
Косяк в том, что слишком долго держишь на одном месте! баланс-примерно с 9 до 11 часов. ток можно и 50-60 А, быстрее ванночка появится и вперед, не останавливайся! Просто передерживаешь... Диаметр керамики какой? Я бы использовал 7, аргон 10 литров хватит, со временем поймешь, когда мало а когда много...1 балл
-
Прочитайте темы (их несколько) про сварку порошковой проволокой, там всё объяснено. Варить на спуск "порошком" не рекомендую: не производительно и РГК - проблемно. Фото старые, па-апрашу плюсикофф не ставить...
1 балл
-
@grisom, не торопите события, а то аппарат купили, а варить не купили...1 балл
-
снова школа...
1 балл
-
В погоне за мощностью.
1 балл
-
Расставим точки над i. Итак, взял рабочую пластину 5мм: Выставил 140А:, 135гц: Прошёл по плоскости от края в середину, сразу "на холодную": Проплавление: Обратная сторона: Покурил, подумал: Нужно для наглядности 60гц пройти, прошёл рядом: Обратная сторона, видим насколько меньше валик: . Люди мы взрослые, в фейки играться - опорочить свою репутацию. Такой вот наглядный расклад.
1 балл
-
Для метро в городе Хельсинки варили тех.площадки, это я перила к ним варил: Ножки для съёмных перил. Сами перила Один из уголков, которыми площадки крепятся к стенке шахты. Перила после оцинковки.
1 балл
-
Жесткая сцепка. Тягач - самосвал MAN, буксировать будут ГАЗ 66
1 балл
-
Сегодня привезли ступицу (КАМАЗ) для восстановления. Выворачивал шпильки, но это в теме про "резьбовые заломы" и наваривал посадочные места под диск. Похоже всех нынче приперло, раньше такое откровенное барахло не привозили. Экономика должна быть экономной!
1 балл
-
Пока есть свободное время занялся сборкой теплообменника на печку: на такую конструкцию теплообменника вдохновил @виталий каховка :http://websvarka.ru/talk/index.php?showtopic=1807&p=122642. Печку планирую установить в токарку.
1 балл
-
Материл по теме:" Резка болгаркой. Вводить круг в соприкосновение с материалом нужно при полных оборотах шпинделя, иначе возможно заедание круга. Производители болгарок однозначно рекомендуют осуществлять резку таким образом, чтобы направление движения инструмента и вращения круга совпадало. В этом случае исключается возможность неконтролируемого выхода круга из прорези. http://tool-land.ru/image/rabota-bolgarkoy9.jpg Направление резки болгаркойПожалуй, именно это требование безопасности нарушается пользователями чаще всего. Дело в том, что при таком ведении инструмента струя искр, вылетающая из-под круга, скрывает разметку, что лишает возможности вести круг по намеченной линии. Поэтому многие пользователи сознательно нарушают требования безопасности, ведя рез в направлении, противоположном вращению круга. В этом случае искры не скрывают разметку, и вести точную резку удобнее. И, тем не менее, правильная эксплуатация болгарки предполагает ведение инструмента таким образом, чтобы направление движения совпадало с направлением вращения круга. При резке важно обеспечить правильное положение болгарки. Линия реза должна проходить мимо оператора, а не упираться в него. В этом случае при заедании круга реактивное движение инструмента будет также проходить в стороне." Полный текст -------------------------- http://www.master-forum.ru/img/printer.gif УШМ: как выбирать, конструкция, техника безопасности, оснастка, советы http://www.master-forum.ru/UserFiles/Image/Instrumenti/Electro/Likbez/USM/Protoool.jpgПо популярности этот инструмент уступит (и то совсем немного) разве что дрели. Еще бы, благодаря богатейшему выбору оснастки и зачастую вовсе не обладая регулировкой скорости, он способен выполнять разнородные работы, будь то резка бетона или доведение до блеска металлических поверхностей, которые еще десять минут назад были безнадежно изъедены ржавчиной. Слово «болгарка» — неофициальное, народное называние УШМ — имеет несложную этимологию: первые появившиеся в СССР модели делали в Болгарии, так что более звучное прозвище придумать сложно! Было это в начале 70-х годов. Тем не менее аббревиатура УШМ (углошлифовальная машина) куда красноречивее говорит о специфике инструмента. Изначально его использовали для шлифовки, но позже появились специальные абразивные круги, а технические параметры машин оптимизировали под резку. Сегодня «болгарки» популярны как у профессионалов, так и в быту. Ими можно резать металл, бетон, кирпич, гранит, мрамор, цемент, асфальт, камень; используя различные щетки, снимать ржавчину, краску с деталей, не изменяя их рельеф; шлифовать и полировать поверхности. За неимением альтернатив (например, электроточила) люди и заточку выполняют УШМ. КЛАССИФИКАЦИЯ УШМ В основу деления инструмента на классы положено время эксплуатации. Бытовые «болгарки» используются либо эпизодически, либо по 30-40 минут в день. «Профи» обладают гораздо большим ресурсом, так как предполагается высокая интенсивность работы (по несколько часов в сутки), а отсюда и многие особенности: усиленная пылезащита, сниженный уровень шума, всевозможная электроника. Кто-то выделяет особый класс — индустриальные машины, еще более устойчивые к нагрузкам. Правда, там, где предполагается сверхинтенсивная эксплуатация, зачастую прибегают к помощи пневматики. Классифицируют «болгарки» также в зависимости от размера круга. На рынке встречаются машины под оснастку 115, 125, 150, 180 и 230 мм. Наиболее распространены 125 и 230 мм. Существуют одноручные и двуручные УШМ. http://www.master-forum.ru/UserFiles/Image/Instrumenti/Electro/Likbez/USM/Razrez.jpg«БОЛГАРКИ» В ДЕТАЛЯХ Детальное знакомство с «болгарками» стоит начать с описания конструкции - см. УШМ в разрезе на примере Phiolent (для цвеличения картинки нужно на неё кликнуть). Если смотреть сбоку, то продольные оси шпинделя и мотора УШМ лежат по отношению друг к другу под углом 90 градусов. Механизм передачи вращения предельно прост: якорь двигателя соединен с ведущей шестерней, которая сцеплена с расположенной перпендикулярно ведомой. Редуктор понижающий: значит, от десятков тысяч оборотов двигателя на шпиндель передается лишь несколько тысяч. В целом механизм кажется примитивным, однако качественные дорогие инструменты имеют множество нюансов. О них будет сказано позже. Статья полностью1 балл
-
1 балл
-
вот решил зделать для своей сарайки глушак,всё на фото,делал из того что есть,вход оцинковка на40 тонкостенка,выход 50 тонкостенка,насадка фих знает от чего вроде от огнетушителя раструб,корпус 1,25,варил патроны китайка 3,по времени примерно часа 4 ушло от изготовления до установки...грех свварному что то покупать когда болгарка сварка рулят
1 балл
-
Бывает и такое молодёжь подъезжает на 6-ке вечерком дядя Дима завари пожалуйста -смотрю сам в шоке как гоняют они ,решил заварить так как там уже кто то варить пытался электро сваркой
1 балл
-
Работа идёт к завершению.Начальный проект меняли 2 раза,согласовали окончательное решение и приступили к монтажу.Фермы изготовлены на месте,довезли материал и вперёд...На монтаже использовал 2 аппарата,меньше перетаскивания оборудования и скорость повышается.
1 балл
-
TIG vs MIG. Седельная часть цистерны.
1 балл
-
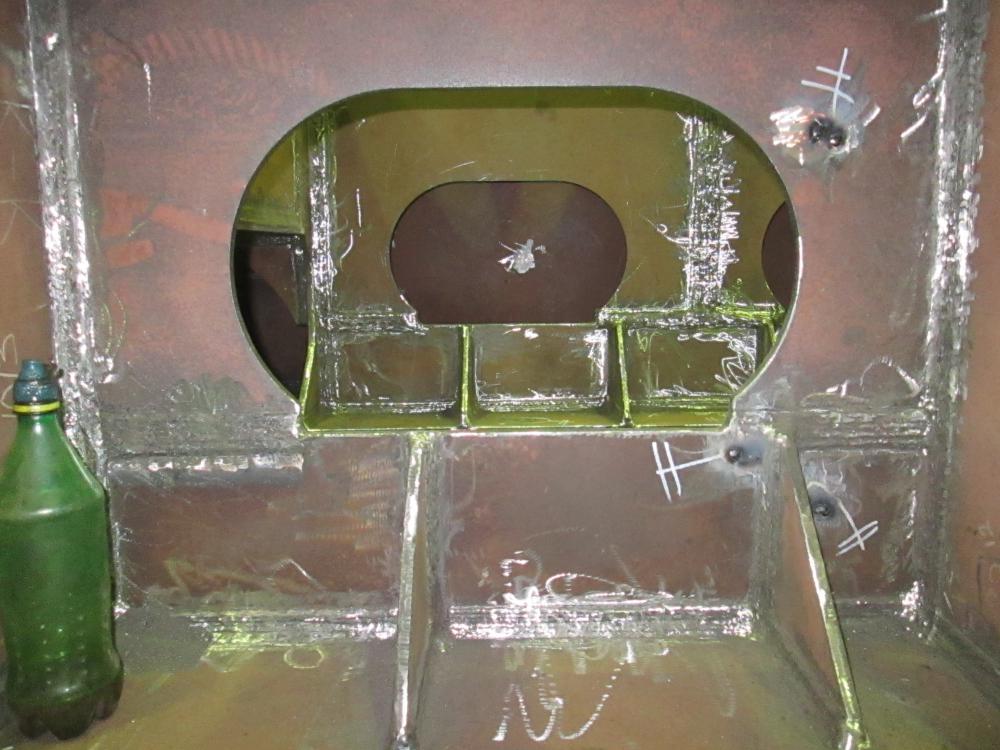
Переделывал собственную работу двухлетней давности. Вообще-то, электрокотлы подразумевались как временное решение. Всем известно, что временные решения-самые долговечные. Один котёл испустил дух. Баран-прораб не удосужился записать модель котла. Баран манагер-поднять архив с данными. В итоге-привезли котёл "на вырост". То бишь, больше и по мощности и по размерам. Баран сантехник ничего не смог сделать и вызвали того, кто эту котельную монтировал. Подготовил "операционное поле" и приварил резьбу под кран. С зеркалом пришлось варить и без. В кои-то веки удосужился не забыть сфоткать изнанку шва... Труба "дюйм с четвертью". Собрал фасонину, обварил и даже покрасил. Уже на "базе" подлечил поддончик от весов из мясного цеха. Приварил направляющие штырьки. В машину нашего директора (Мицуха Л-200) въехал ухарь на пузотёре. Задняя подножка и труба-подобие бампера-уехали под задний мост. Подножку отрихтовал и подварил. Трубу в месте порыва заварил в аргоне и к укосинам приварил полуавтоматом. Статус кво восстановлен.
1 балл
-
День выдался насыщенный на работу.В воскресение, знакомый снёс ограждение..Поставил.После обеда другая история,привезли подварить теплообменники,новые из магазина.Некоторые заставляют задуматься о производителях.Изготовил и поставил подогрев.И на десерт,крышка стартера,сломали при монтаже "ухо".
1 балл
-
Ну-с.. продолжим. Толстая ржавая черная сталь встык. Толщина швеллера 6 мм, пластина 8 мм. Торцы не зачищал, просто состыковал и поставил прихватки: Ток 200А, линейный режим, газ 6 л/мин, сопло N 5, проволока от п/а св08г2с, ф1,2мм. В один проход. Лицевая и изнанка: Они же, после зачистки щёткой: Снял металл с лицевой и изнаночной стороны: Мог бы промазать всё это дело маслом, но ничего это не изменит..
1 балл
-
И снова пришло (в деревне я, если не через интернет, то где?), реализовал предложение BelaZZа: На коренных зубах итальянец держит с покачиванием (зачем ему их вообще сделали?), у немца их просто нет. И ещё "коннектор" не рассчитан на крепление клеммы, только на мягкий провод. У вас такой/подобный?
1 балл
-
Неодимовый магнит для стыковки листов , держит на отрыв 450 кг . Процедура - на один лист ставим/включаем магнит, клювом (на рычаге) сводим в одну плоскость листы, делаем прихватку , выключаем магнит , повторяем процедуру . Писать это и то дольше чем проделать))))
1 балл
-
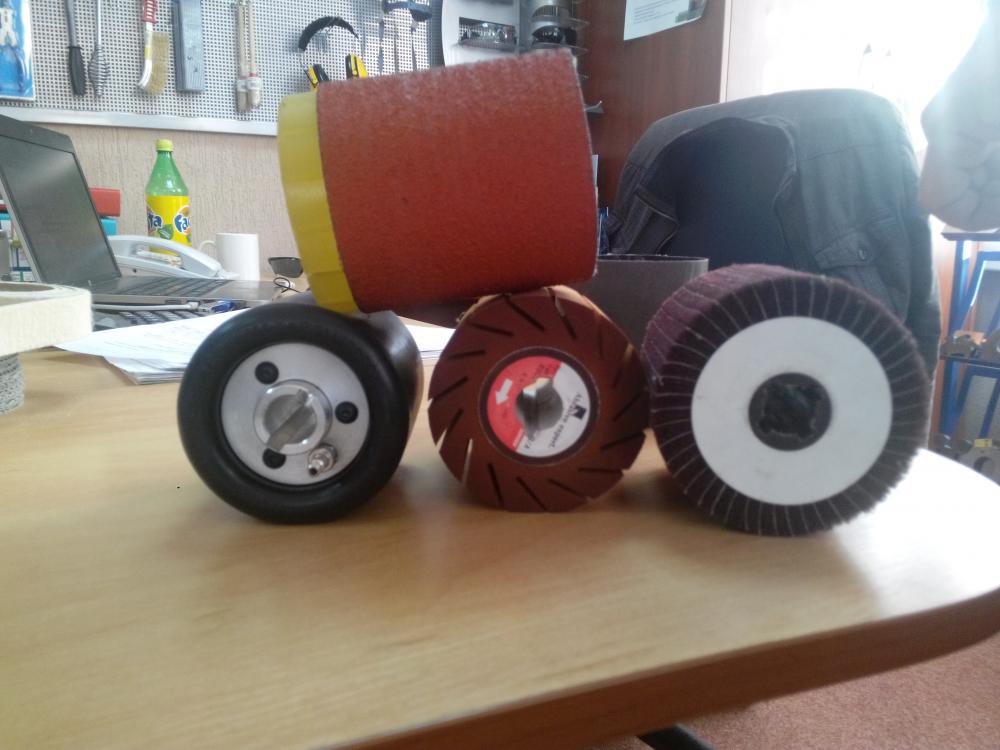
Извольте , сейчас еще сумочку выложу (ну подсобные цацки всякие) . Только в нужную тему прицелюсь. Есть фотка с производственными барабанами.
1 балл
-
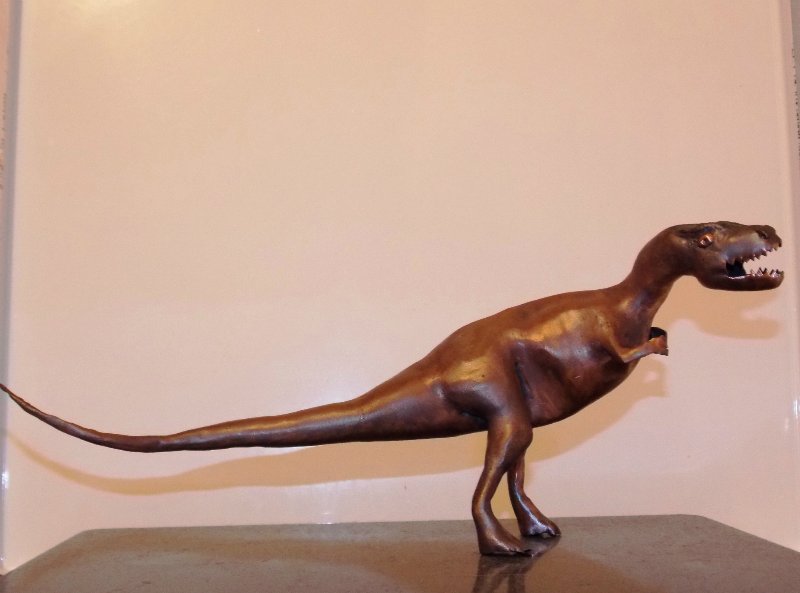
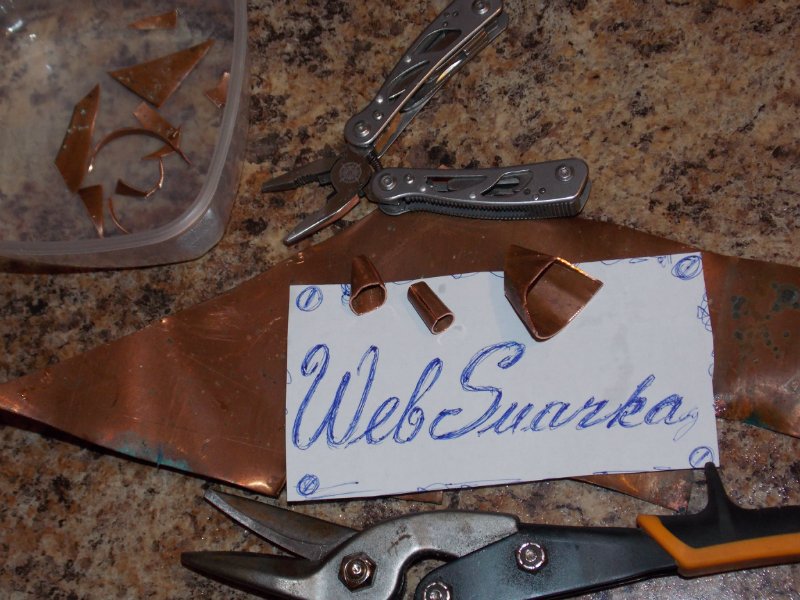
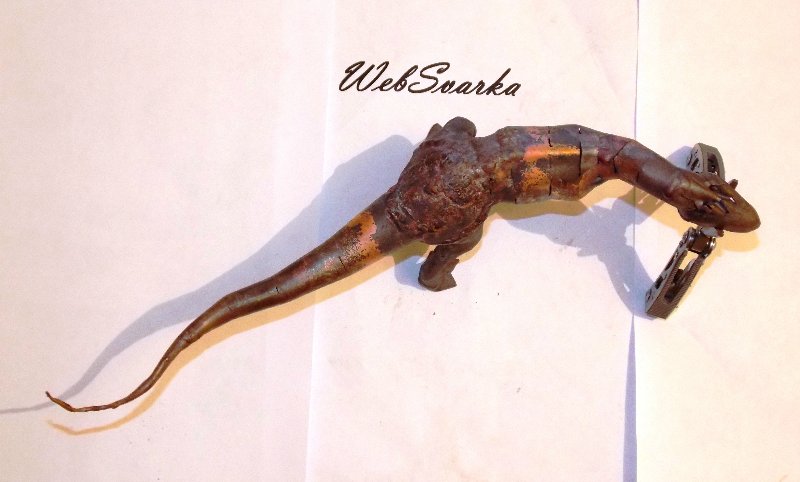
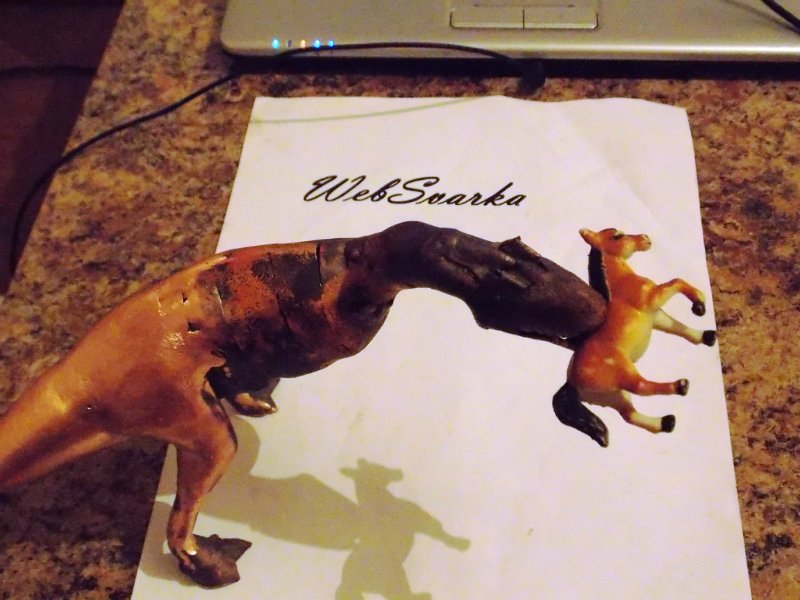
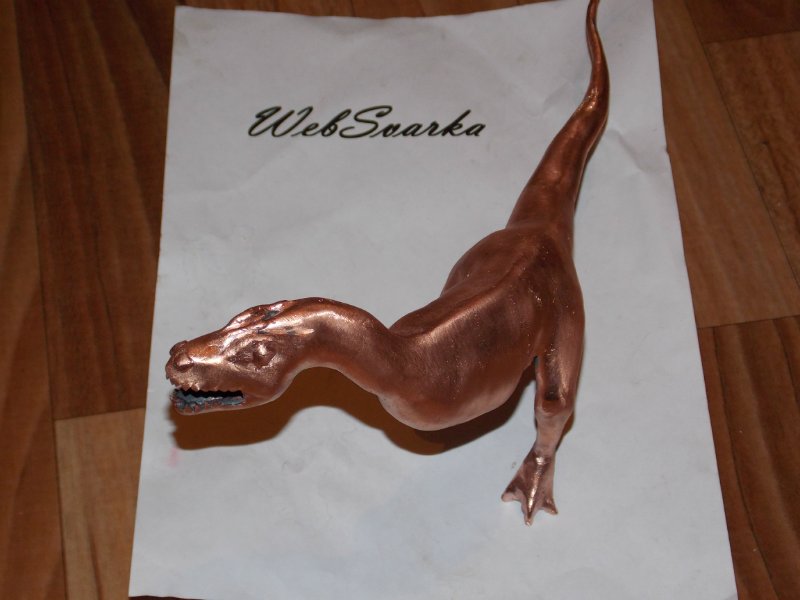
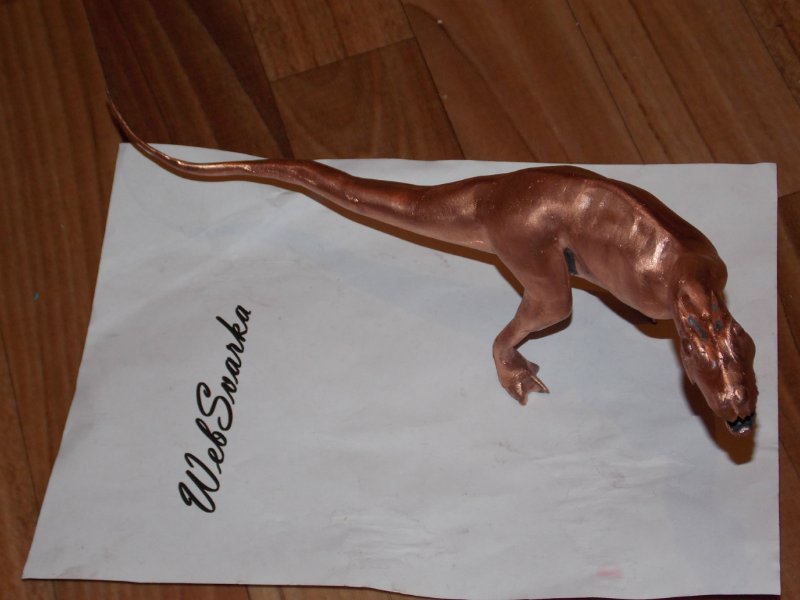
Добрый день всем. Долго думал и решил выполнить работу специально для конкурса Вебсварки «Сделано своими руками». Перебирал несколько видов материалов: черная сталь, алюминий, нержавейка, титан, но это вроде как каждодневно обиходные материалы. И тут в гараже нашел кусок листа медного мр-3 толщиной 0,8 мм. Когда-то отец им колонку газовую переклепывал, лет тридцать валялся, ну и решил я его оживить. Вся работа сделана из листа аргонодуговой сваркой. Изготовление заняло где-то неделю времени. Думаю, в этой роботе зацепил все: сварку, слесарку, художество и даже полезность. Получилась хорошая игрушка, дети в очереди стоят кому достанется. В общем вот такой динозавр получился. Пару фото с разных сторон: Но, как мне кажется, сам процесс изготовления намного интересней самого изделия. Так все начиналось — из инструментов ножницы и пару мультитулов Первая нога выгнута За первый день нагнул почти все заготовки День второй — наобдирал проводов (на присадку 2мм) и приступил к сварке Первые детали после сборки-прихватки Внутри пустота Результат первого дня Зачистка, рихтовка, подгонка Соединение «больших» узлов - ноги, хвост, туловище Ближе к окончанию. Все собрано в кучу, дальше сварка Это случайная жертва - для размера Полная обварка Окончательная зачистка и шлифовка Лень было ехать еще раз греть сваркой, затемняю на плите Надеюсь, кому-нибудь понравится. А в общем благодаря этому конкурсу заставил себя оторвать зад от стула и сделать что-нибудь этакое... давно хотел - так что для себя я уже победил. Видео: на улице -12-15... Динозавр был рожден в экстрим условиях. https://www.youtube.com/watch?v=E-Wp-7j8d1Q Конкурсная работа №14, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
И конечно же топливные баки. Гиб листа на вальцах Подгонка боковинки Зигование боковины(отбортовка и ребро жёсткости.
1 балл
-
Отличный учебный ролик по сварке труб ТИГ в компьютерной графике: http://www.youtube.com/watch?v=ICo_XnCU5Jk1 балл
-
Конечно отличный - отлично пропиливает наконечник за пару часов.ЭП-647 до сих пор в ходу на СМП - Васо29 ей варит... p.s. Кто посмел разжаловать @svarnjukа из сварщиков? Всех на ноль умножу,.. /нецензурная брань и пьяные слезы сожаления.../1 балл
-
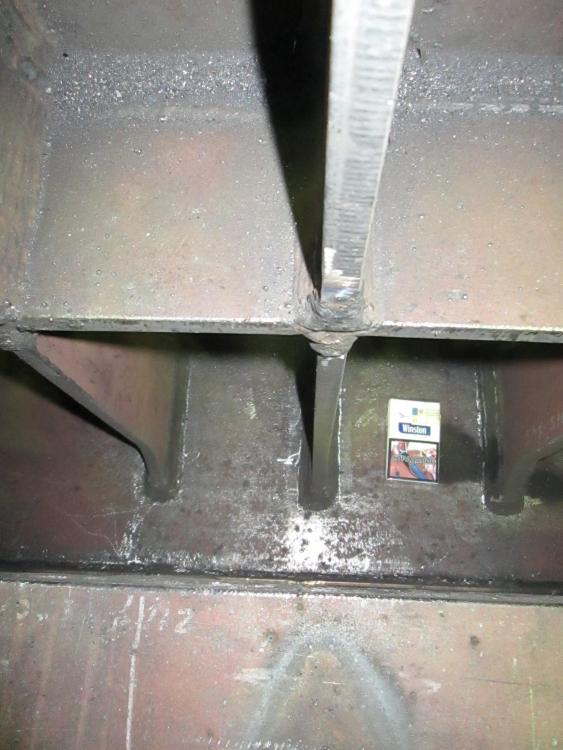
На этих планках (сухарях) и кронштейнах труба висела в воздухе, избавляя слесарей от необходимости держать её руками на уровне 2-3 этажа всё время пока я делал прихватки на 3-х элементах.Длинная дуга ко всему прочему ещё и причина пор.Будь это УОНИИ 13/45р, 13/55 (как в моём случае) или любые другие.1 балл
-
BAV, ано 21 2-ка нормальный электрод для 1,5 мм профиля. А вот обратный прыжок с основных на рутиловый - енто маленький шок для любого сварщика, кто бы что не говорил. Ванны не видать, нужен другой наклон электрода и способ его перемещения. Попробуйте с упором электрода в изделие и без колебательных движений уложить один ниточный валик, при сварке в потолочном положении электрод держать вертикально. Никаких наклонов относительно будущего шва, пусть тепловая энергия дуги работает только в том месте, где вам нужно. Металл тонкий, если варить углом назад или вперёд, то это будут ненужные тепловложения в металл, соответственно и прожог. Если так не получится, то только в быстрый отрыв.1 балл
-
фланец http://img-fotki.yandex.ru/get/5114/129557956.0/0_8b533_30c881ce_XXXL.jpg прикольно получилось http://img-fotki.yandex.ru/get/6208/129557956.0/0_8b532_395bf30d_XXXL.jpg1 балл
-
Да ни кто ж Вас не заставляет!!! Не хотите - не работайте! Не заменимых людей нет. У нас уже были такие технологи-сварщики, руку набили, НАКС сделали и уехали, а потом ближе к весне звонят и обратно просятся. Я уважаю, действительно грамотных сварных, но увы на зарплату выделяется всё меньше и меньше денег. Поэтому не нужно тут камнями в меня кидать.1 балл