Лидеры




Популярный контент
Показан контент с высокой репутацией 22.01.2015 во всех областях
-
Пришел от @Андрей1979,костюм,выше всяких похвал,стал намного легче,шапочка вообще без слов,мягкая,приятная на ощупь,перчатки и зимние рукавицы-отдельное спасибо.Частые выезды и работа на улице как раз для ваших предметов дополнительного оснащения,на работе не узнают завтра,как раз выезжать в область-одену всю экипировку.С удовольствием буду тестить вашу робу,спасибо большущее еще раз за качество и комплектацию.
 7 баллов
7 баллов -
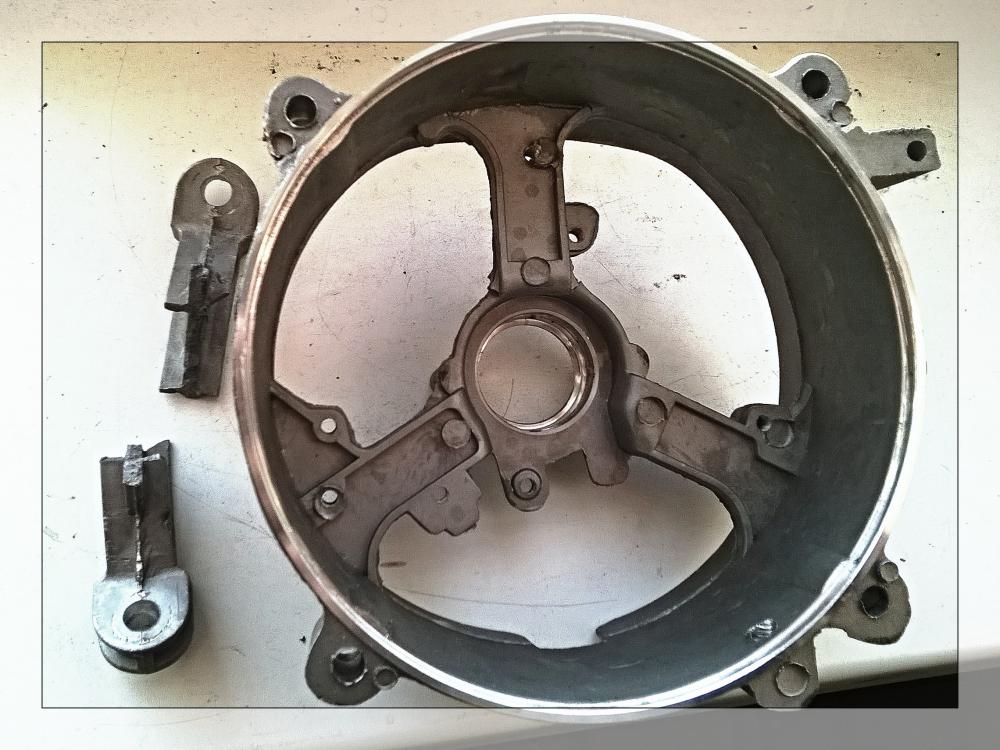
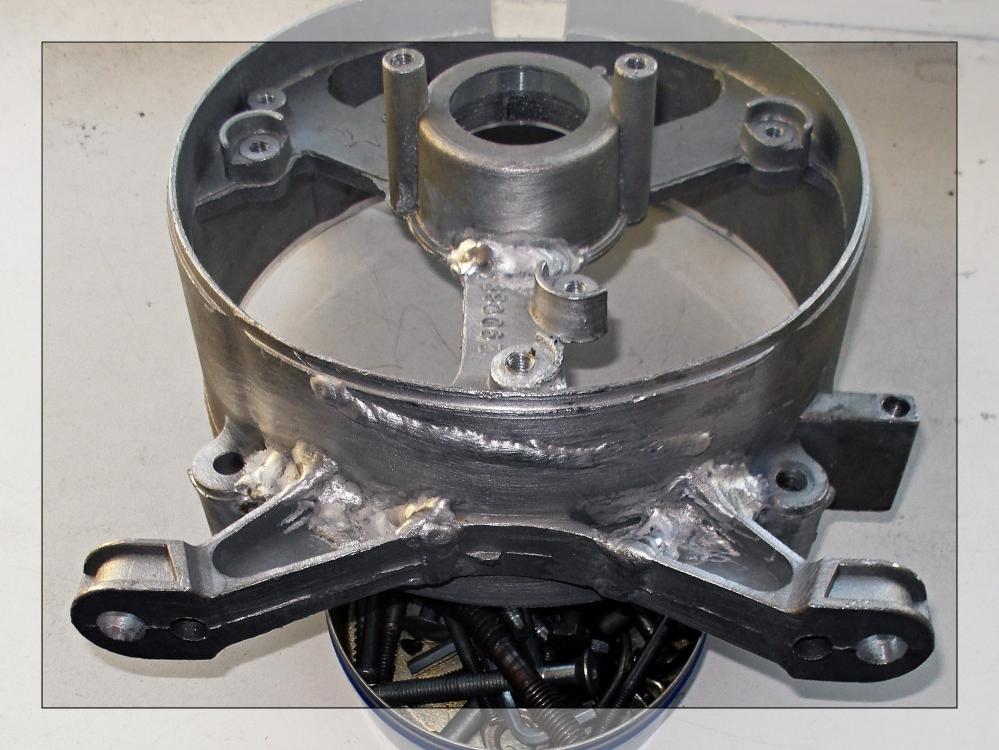
Всегда при сварке дисков ломал голову куда прицепить зажим массы. Взяв болт, приварив к болту пластину проблему с массой для себя решил. Правда теперь другая проблема, очень часто после ремонта отдаю диски вместе со своим прибамбасингом.
6 баллов
-
Уважаемые форумчане, специально для Вас сегодня засняли с моими коллегами стыковую сварку полиэтиленовых труб, приятного просмотра! http://www.youtube.com/watch?v=VHUKG_Fm1ZE&feature=youtu.be Процесс сварки пэ труб встык Использовались: Аппарат фирмы Sauron (Пайпфюз-315) Труба 160 d 11 SDR Сварщик от ООО "ЦентрТехФорм": Царев Алексей Николаевич5 баллов
-
Майка с фото Путина еще понятно, но такое
5 баллов
-
@Rolli,Выводные планки просто после выполнения сварного шва удаляются3 балла
-
Не совсем понял намёк, но всё же: Планка для качественного начала шва, для стабилизации режима сварки. В идеале должна полностью повторять толщину осн. металла, разделку/фаску св. кромок. К сожалению её не на все швы можно поставить, но стремиться к этому нужно. Во всяком случае на контрольных планках и необязательно для УОНИИ-13/45 или /55, а для всех видов сварки. На основном металле кратеров не остаётся, не должно их оставаться и на поверхности шва, для этого и существует заварка кратера или "замок".
3 балла
-
С - сдержанность Вова здравствуйте мне нужна ваша помощь мне дали тему:Технология ручной дуговой сварки узла соединения продольных и поперечной балок фундамента.Скажите пожалуйста как именно выполнять эту работу .Если вы знаете технологию напишите пожалуйста мне. Валерий Добрый день. На экзаменационные вопросы ответы не даю Вова ну хотя бы кто нибудь знает Вова Пожалуйста Вова ауу Валерий Что вы аукаете Вова может из ваших кто нибудь знает Валерий Знают конечно, но экзамены вы будете сдавать самостоятельно Вова а они могут помочь мне с технологией выпонения просто мне надо написать Валерий Ну так пишите. За вас никто не будет сдавать экзамены. Вся эта информация есть в интернете, ищите и найдете. Все в ваших руках. Вова скажите пожалуйста что такое подающий механизм Валерий Здравствуйте. C какой целью интересуетесь? Вова Я написал дипломную работу можно сказать но есть ощущения что я что то не до писал если вы знаете напишите мне что именно и куда писать вот моя работа Файл Комитет по образованию.docx Валерий Я за вас диплом писать не буду. Вова нет он написан просто подскажите что куди менно написать и всё Валерий Подозреваю, что, как миинимум, не дописали нужные запятые, заглавные буквы и прочие правила правописания. Вова просто вы можете посмотреть и сказать что мне именно ещё надо написать на счёт запятых не волнуйтесь Валерий Нет, я этого делать не буду. Вова что такое подающий механизм Валерий Если бы вы учились, то знали бы, что это такое. Вова скажите а вы знаете назначение фундамента под вентиляциооное отверстие я понимаю но просто я волнуюсь и не могу вспомнить Валерий Учились вы и сдавать экзамены и диплом вам. Исходя из ваших знаний. Вова ну пожалуйста скажите что такое подающий механизм Валерий До свидания. Удачи при сдаче. Вова Валерия вот скажите я правильно написал Подающий механизм - это устройства для подачи сварочной проволоки в горелкую Валерий Во-первых я не Валерия. Во вторых - писать диплом вам на основании ваших знаний. Тем более, что у вас есть доступ в интернет. Удачи..3 балла
-
http://vojna.at.ua/medal/MPobGermA.jpg3 балла
-
Есть у нашей семьи за городом маленький домик, а печки в нем нет, так что по лету, если будет время, думаю воплотить в жизнь. Правда в области уже красный кирпич не выпускают, завод загубили, наверное как всегда убыточный был (лет 50 работал, а в 90е стал убыточным). Ладно буду делать с привозного.2 балла
-
@ЛехаКолыма, Они для того и созданы, Нотоварищ Ролли упорствует.2 балла
-
@Rolli, поясняю исключительно для Вас: выводная или технологическая планка не входит в состав конструкции, как и шов на ней. Соответственно, для меня во всяком случае, основным металлом не является. Основной металл - это металл, работающий на статических и циклических динамических нагрузках. Именно он подвержен возникновению трещин и др. скрытых дефектов в св. швах конструктивных элементов надводных, подводных и глубоководных кораблей и судов. Если не понятно, то можете считать что я оговорился или не знаю различий между металлом шва и осн. металлом конструкции и/или технологической планки. А теперь встречный вопрос: Как всё это относится к теме про УОНИИ-13/** ?2 балла
-
@Леха Сварщик видео http://websvarka.ru/talk/index.php?showtopic=3351 литература http://websvarka.ru/talk/index.php?app=downloads&showfile=85 http://websvarka.ru/talk/index.php?app=downloads&showfile=442 балла
-
Варил ER-5356 клапанную крышку от 1G-... Не помню точно маркировку. Рядная шестёрка от Crown в общем. До сих пор не лопнула - значит всё хорошо
2 балла
-
Разделительная резка плазменной струей 1 — катододержатель; 2 — катод; 3 — корпус плазмотрона; 4 — межэлектродная вставка; 5 — сопло — анод; 6 — плазменный поток 7- изделие. Среди всех видов плазменной обработки материалов плазменная резка получила наибольшее распространение, так как в современном машиностроении все шире применяются специальные сплавы, нержавеющие стали, цветные металлы и сплавы на их основе, для которых газокислородная или другие виды резки практически малопригодны. Плазменная резка обеспечивает более высокую производительность по сравнению с кислородной и при резке черных металлов и сплавов. Сущность процесса плазменной разделительной резки заключается в локальном интенсивном расплавлении металла в объеме полости реза теплотой, генерируемой сжатой дугой, и удалении жидкого металла из зоны реза высокоскоростным плазменным потоком, вытекающим из канала сопла плазмотрона. Одним из важнейших элементов плазмотрона, применяемого для резки, является сопло. Его конструкция и размеры определяют технические характеристики и режим работы плазмотрона. Кроме того, сопло является анодом при возбуждении вспомогательной (дежурной) дуги, которая обеспечивает возбуждение и формирование основной плазменной дуги, используемой для резки материала. Диаметр и длина рабочего канала сопла плазмотрона определяют его технологические возможности. Их размеры выбираются в зависимости от величины рабочего тока, состава и расхода плазмообразующего газа. При плазменной резке обычно стремятся применять сопла небольшого (3...5 мм) диаметра и большой (9...12 мм) длины. Однако следует иметь в виду, что для каждого значения тока существуют оптимальные размеры канала сопла, при которых обеспечивается стабильное формирование плазменной струи и максимальные технологические возможности процесса резки. Уменьшение диаметра сопла менее 3 мм нецелесообразно из-за уменьшения ресурса работы плазмотрона. Увеличение диаметра сопла при прочих равных условиях приводит к уменьшению сжатия столба дуги и уменьшению скорости резки. При этом увеличивается ширина реза и ухудшается его качество. Однако при этом стойкость и ресурс работы сопла растут, поскольку плотность тока в струе плазмы и тепловой поток в канале сопла снижаются. Чем больше длина канала сопла, тем выше скорость истечения плазменной струи и лучше качество реза, так как при этом происходит увеличение тепловой мощности и температуры плазменной струи. Однако при очень длинных каналах (более 12 мм) надежность работы плазмотрона снижается из-за разрушения сопла тепловым потоком плазмы или образования двойной дуги. Оптимальная длина канала сопла должна быть больше диаметра сопла в 1,5...1,8 раза. Наилучшим материалом для сопла является медь. Сопло и катод электрически изолированы друг от друга. Материал изолятора должен обладать следующими свойствами: высокой электрической прочностью, так как дежурная дуга возбуждается с помощью высоковольтного высокочастотного разряда осциллятора;высокой механической прочностью;высокой плотностью и непроницаемостью, так как через него проходят каналы для плазмообразующего газа и охлаждающей воды.Генерируемая плазмотроном сжатая режущая дуга служит преобразователем электрической энергии в тепловую. Поэтому она как элемент электрической цепи характеризуется электрическими параметрами (током, напряжением), а как источник теплоты — тепловыми (температурой, теплосодержанием). Напряжение сжатой дуги зависит от конструктивных размеров плазмотрона (диаметра и длины канала сопла), от тока, состава и расхода плазмообразующего газа и расстояния от торца сопла до поверхности разрезаемого материала. Температура плазмы является исходным тепловым параметром плазмотрона. Она изменяется как по сечению столба дуги, так и вдоль ее оси. Температура, так же как и напряжение, зависит от многих параметров режима. Определяющими из них являются ток, состав и расход плазмообразующего газа, диаметр столба плазменной дуги (степень сжатия дуги). Важным тепловым параметром сжатой дуги является ее теплосодержание (энтальпия), т.е. количество теплоты, содержащейся в единице объема или массы струи. Теплосодержание молекулярных газов (N2, Н2) на порядок выше одноатомных (Аг, Не), и их использование в качестве плазмообразующей среды в энергетическом отношении более выгодно. Кроме того, уменьшаются потери тепловой энергии на излучение в окружающую среду и в стенки сопла плазмотрона. Кроме перечисленных параметров сжатая дуга характеризуется скоростью течения потока плазмы. Благодаря термическому и механическому воздействию столб дуги проникает и погружается в толщу металла. За счет этого металл из полости реза выплавляется и выдувается. В отличие от газокислородной резки, при которой пламя выделяет мало теплоты, имеет относительно низкую температуру и для врезания в металл требуется затратить некоторое время на местный подогрев разрезаемого металла до температуры его воспламенения в струе кислорода, плазменная дуга вследствие высокой температуры и скорости потока плазмы врезается в металл почти мгновенно вне зависимости от природы материала и его теплофизических свойств. При оптимальном соотношении толщины разрезаемого металла, мощности сжатой дуги Р и скорости резки столб дуги проникает на всю толщину металла, и анодное пятно располагается в нижней его части. При этих условиях обеспечивается получение практически вертикальных кромок реза без грата. Увеличение скорости резки способствует фиксации анодного пятна выше уровня нижней плоскости реза, что приводит к отставанию фронта плавления в нижней части и сужению реза в ней. Чрезмерное увеличение скорости резки приводит к неполному прорезанию металла. При снижении скорости резки ниже оптимальной ширина реза в нижней части резко увеличивается. Выбор плазмообразующего газа следует осуществлять исходя из особенностей и типа плазмотрона с вольфрамовым, гафниевым или другим типом катода. Аргон нецелесообразно использовать при плазменной резке как с точки зрения качества резки и ее производительности, так и из условий высокой стоимости аргона. Плазменная резка в среде технического азота является надежным, экономичным и высокопроизводительным процессамд и рекомендуется практически для резки всех конструкционных материалов. Так, при резке коррозионно-стойких сталей толщиной до 40 мм производительность примерно равна производительности процесса при использовании сжатого воздуха и в 2...3 раза выше, чем при использовании аргона. С увеличением толщины разрезаемого материала производительность резки при использовании азота выше, чем при использовании сжатого воздуха. Это достигается увеличением допустимой силы тока при заданных параметрах катода и сопла плазмотрона. Плазменная резка в воздушной среде обладает некоторыми преимуществами. К ним относятся: отсутствие затрат на производство плазмообразующего газа и увеличение производительности при резке углеродистых и низколегированных сталей. Недостатками процесса являются: низкая стойкость электродов из циркония и гафния и возможность насыщения поверхности реза газами, входящими в состав воздуха. Чтобы осуществить плазменную разделительную резку металла, необходимо расплавить определенный объем его вдоль линии реза и удалить затем из полости реза скоростным потоком плазмы. Для выплавления требуемого объема металла по линии реза нужно подвести определенное количество теплоты. Эта теплота поступает в обрабатываемый материал от столба плазменной дуги и носит название эффективной мощности дуги q. Величина q имеет определенное значение для данного материала, ниже которой резка невозможна. Расплавленный теплотой плазменной дуги металл, образующийся на лобовой поверхности реза, удаляется скоростным потоком плазменной струи. Скорость потока плазмы возрастает с увеличением расхода плазмообразующего газа и уменьшается с увеличением диаметра сопла. Скорость истечения расплавленного металла из зоны реза зависит от скорости потока плазмы на границе раздела расплавленный металл — поток плазмы в нижней части разрезаемого металла. Скорость истечения потока плазмы может достигать 800 м/с при величине тока 250 А. В этом случае при резке металла толщиной 5 = 5. .20 мм со скоростью vp= 1...6 м/мин и ширине реза 4.6 мм, скорость истечения расплавленного металла из нижней части реза составляет 20...40 м/с. Под воздействием плазменной струи на передней стенке реза можно выделить три характерных участка, на которых действуют свои механизмы взаимодействия теплового потока плазменной струи с разрезаемым материалом. На 1-м участке (от верхней поверхности разрезаемого металла до нижней точки анодного пятна) плавление металла идет за счет тепловой энергии столба плазменной дуги. Регулирование теплового потока по толщине металла происходит за счет отставания оси плазменной дуги от фронта плавления. На 2-м участке формирование теплового потока происходит за счет увеличения теплопроводности плазмообразующего газа при снижении его температуры, которая резко снижается по мере удаления рассматриваемого сечения сжатой дуги от торца плазмотрона. В этой области к тепловой энергии потока плазмы добавляется энергия от анодного пятна дуги, что приводит к некоторому опережению фронта плавления по отношению к другим его частям. Однако эта энергия много меньше энергии потока плазмы На 3-м участке формирование теплового потока осуществляется за счет уменьшения ширины реза в нижней его части. Расплавленный металл удаляется с фронта плавления силовым потоком плазменной струи. Плазменная резка алюминия и его сплавов может выполняться с использованием в качестве плазмообразующего газа сжатого воздуха или кислорода. При резке с использованием кислорода скорость процесса снижается примерно на 10%. Режимы плазменной резки могут изменяться в широких пределах в зависимости от требуемого качества реза, диаметра и длины канала сопла плазмотрона, расхода плазмообразующего газа и других параметров. При плазменной резке титана и его сплавов проводят специальные технологические мероприятия с целью получения поверхности реза, не требующей последующей механической обработки, которую отличает высокая трудоемкость и низкая технологичность. Трудности возникают прежде всего из-за окисления и газонасыщения поверхностных слоев реза. Азот, кислород и водород, проникая в металл, образуют твердые растворы внедрения, обладающие повышенной твердостью и низкой пластичностью и ударной вязкостью. Эта особенность титана и его сплавов обусловливает ведение процесса резки с возможно большей скоростью для обеспечения его минимальной длительности. Если это невозможно, то место резки защищают дополнительно инертным газом, либо ведут резку с использованием аргона в качестве плазмообразующего газа. Плазменно-воздушная резка малоуглеродистой стали толщиной до 80 мм и цветных металлов тещиной до 60 мм является недорогим и эффективным способом резки. Предельную толщину разрезаемого металла определить практически невозможно, так как она зависит от технологии процесса и требований к качеству реза. В настоящее время максимальную толщину разрезаемого металла ограничивают толщиной 160 мм. Благодаря высокой температуре столба дуги плазменная резка является универсальным процессом, так как свойства разрезаемого металла практически не оказывают влияния на процесс резки.
2 балла
-
Можно стационарный, по-проще:
2 балла
-
Челябинск-"крутой" город.
2 балла
-
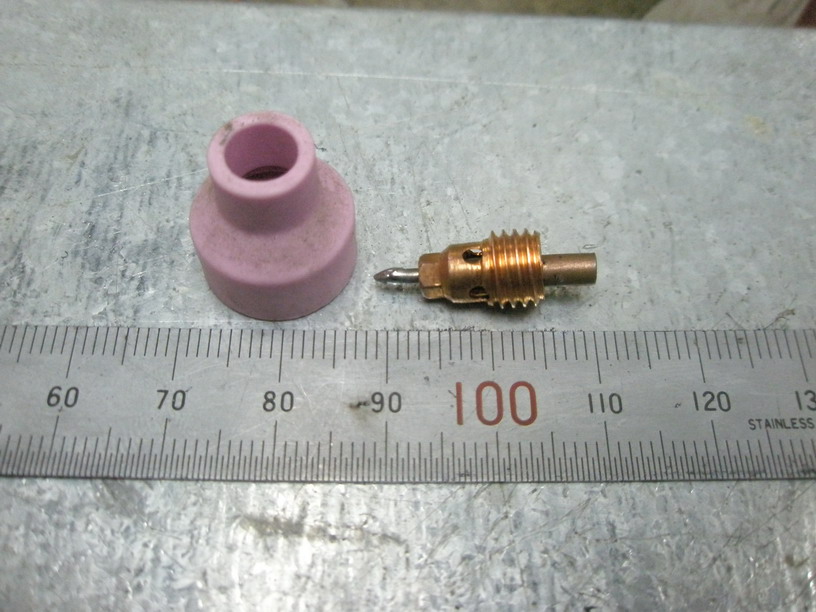
Может выкладывал. Работаю таким иногда(когда нж вдруг принесут). Спёрт с завода, латунный,"центром" к редуктору на выход прикручивается.
2 балла
-
Вы фото детали показали , но и самой горелки с кончиком вольфрама после сварки крупным планом не помешало бы. Мое мнение чернота нет должной газовой защиты скорее всего, тем более на круглой детали из за неправильно установленного вылета электрода и расхода газа и номер сопла, дергали горелку резко, это видно по неравномерному шву на детали. Ну и выше два сообщения, тоже актуальны, давайте фото горелки.2 балла
-
http://s00.yaplakal.com/pics/pics_original/1/9/1/4650191.jpg2 балла
-
Вставлю свои пять копеек. Место работы Норильский Никель участок ТВС рудник "Таймырский". Все держаки самодельные вилки как на поверхности так и в подземке. И уверяю что инвертора вы там не увидите также как и переносных сварочных трансов. Только стационарные посты, а от них "километры" кабелей и обратный в том числе. Вилки по ТБ запрещены не спорю. Но, есть выход : делаете вилку кабель не менее 3-х метров и клемма на конце. Далее идем к начальнику электрослужбы и вежливо просим проверить на пробой, сопротивление ну и т.д. Пишется акт о проверке делается бирочка которая крепится на держак, на бирочке дата проверки, дата следующей проверки и № держака. Все это фиксируется в журнале энергослужбы. Далее, ваш мастер в журнале проверки держаков вклеивает акт записывает фамилию № держака и Ваша подпись и банзай. Я проработал мастером участка ТВС 7 лет. Если сварщик и мастер не профукает проверку то не каких вопросов (бирки сами били да и держаки выборочно сдавали) . А вот если срок вышел и сварщика поймали с просроченной проверкой то тады ходи сюды мой сладкий поросенок. 100% премии сварщик и мастер, начальник участка 50%. Поймали с держаком не с вашим номером, вас и того чей держак 100%, премия ушла в зрительский зал. Если у Вас держак ЕСАБ или какой другой крутой фирмы то все тоже самое что я писал выше. А про ТБ могу писать мемуары. Инструкция по отогреву перемороженных трубопроводов " Запрещается отогрев замороженного трубопровода открытым пламенем" и тут же инструкция по отогреву замороженного трубопровода паяльной лампой за подписью главного тбшника комбината . И поверьте грели и не раз. Видел не только вилочной конструкции но и трубчатой. Трубка с одного конца заклепан кабель, внутри пружина и типа шпингалета, просверлены дырдочки под 3, 4 и 5 электрод (были с пропилом под конус, ну тоже самое только с боку бантик). Кто не понял могу нарисовать, типа как у винтовки затвор. Каждый извращался как мог, лишь бы проверку прошел. Не не так лишь бы бирка висела и бамажка была о проверки, потому как проверяли строго. Каждая компания работает по своим правилам, и если у Вас запрещено то у нас разрешено и наоборот. Смотря у кого юристы и тбшники круче. Ну а если честно то всем по на это все, главное руда и пятилетка за один день .2 балла
-
Думаю, что можно подвести итог по тестированию Авроры спидвей 175 про. Начну с самого начала. Упаковка аппарата вполне приличная, годится для транспортировки транспортными компаниями. Замечание по комплектации: обязательно должен входить подающий ролик 0.6-0.9 мм. Сборка аппарата и его начинка сделана на должном уровне, единственное замечание в том, что нужно сместить ось катушки проволоки на 5-10 мм вправо, а то задевает при установке. По настройкам; при определённом опыте, аппарат настраивается довольно легко, но про синергетику скажу, что сильно громко сказано, потому что при увеличении скорости подачи приходится корректировать напряжение. Для более корректной работы синергетики обязательно должны вводится такие данные, как марка проволоки, её диаметр и марка защитного газа. Теперь по самому аппарату: Аппарат такого уровня должен работать с минимального тока 20 ампер и напряжения 8 воль, иначе теряется смысл применения проволоки Д 0.6 мм и сварки металла тоньше 1 мм. Тогда можно будет варить от 0.5 мм сплошными швами. В принципе он варит и так, но швы слишком большие с глубоким провалом. По максимальному току (если верить показометру аппарата) он выдаёт 194-198 ампер в зависимости от входного напряжения. Это очень хороший показатель. Теперь небольшое сравнение: Аппарат сравнивню с Пикомиг180 пульс, так как аппараты примерно равны по максимальному току и по ПВ, оба с синергетическим управлением промышленной линейки про. Проволока 0.6 мм СО2 толщина 0.5мм: http://youtu.be/lLIh7SAInwI Тоже самое, но Пикомиг. http://youtu.be/isSdJzp0jFA Ремонт топливного бака толщина 1 мм, проволока 1 мм, СО2. Авророй Спидвей 175 СО2 проволока 1 мм, металл 1.5 мм Самое не любимое мной ММА: Сперва попробовал Ресантой: верхний МР3 3.2мм 120А, средний ОК61.30 2.5мм 95А и нижний ОК53.70 2.5 мм 75А Тоже самое. но Авророй, МР3 почти сразу прожог. Левый ОК61.30 2.5мм 105А, правый МР3 3.2мм 100А ОЗС12 2мм 70А
2 балла
-
Сущность процесса сварки ТИГ Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом (ДСТУ 3761.3-98 "Сварка и родственные процессы. Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения"). Схема и сущность процесса сварки ТИГ показана на рисунке ниже. http://weldering.com/sites/default/files/styles/large/public/scheme_tig.jpg?itok=tzyuysMz Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл. По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварное соединение образуется либо только за счет расплавленного основного металла, либо за счет, как основного металла, так и металла присадочной проволоки. Дуга, сварочная ванна, торцы вольфрамового электрода и присадочной проволоки, а также остывающий шов защищены от воздействия окружающей среды инертным газом (аргоном или гелием), подаваемым в зону сварки горелкой. Сварка выполняется либо постоянным током прямой полярности, когда плюсовая клемма источника питания подключается к изделию, а минусовая – к горелке, либо переменным током (при сварке алюминия). Область применения сварки ТИГ Этот способ сварки широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности для сварки практически всех металлов и сплавов: углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Сварочный источник питания Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются: - сварочные трансформаторы – при сварке на переменном токе; - сварочные выпрямители и генераторы – при сварке на постоянном токе; - универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током. Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику.Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика. Пример универсального инвертерного аппарата AC/DC Итальянской фирмы INE: Аппарат Miller Maxistar постоянного тока DC: Аппарат ESAB постоянного тока DC: Аппарат ESAB универсальный AC/DC: Аппарат универсальный тип - "Китаец обыкновенный": Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. Типы сварочных горелок и их внешний вид: Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву. Вид "стандартных" газовых сопел: Все комплектующие к газовым горелкам показанные на фото выше, различаются размерами. Например для электрода ф1,6мм. необходимо применять цангу и цангодержатель именно для 1,6мм. Соответственно для 2,4мм применяются цанги и цангодержатели ф2,4мм, для ф3,2мм - 3,2мм соответственно. Возможно применение цангодержателя большего размерного ряда. Например для цанги+электрода ф1,6мм можно поставить цангодержатель ф3,2мм, но это ухудшит тепловой контакт цанга-цангодержатель, что теоретически должно усилить нагрев цанги и ускорение её выхода из строя. не забыть выложить фотки жженных цанг.... Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа. Фотографии прочих цанг и керамики: Разница в потоке при исп. простой керамики и газовой линзы Обычное сопло Сопло с газовой линзой http://weldering.com/sites/default/files/styles/large/public/tig_nogaslinza.jpg?itok=3-8cf7qlhttp://weldering.com/sites/default/files/styles/large/public/tig_gaslinza.jpg?itok=0uC7VVRc http://weldering.com/sites/default/files/styles/large/public/tig_graf.jpg?itok=K18nA3f5 При импульсном режиме сварки устанавливаются два уровня тока: ток импульса и ток базы. Значение тока базы выбирается из условия поддержания горения дуги. Плавление основного металла осуществляется током импульса, в то время как во время паузы сварочная ванна остывает (вплоть до полной кристаллизации в зависимости от параметров импульсного режима). Длительности импульса и паузы могут регулироваться. http://weldering.com/sites/default/files/styles/large/public/tig_impuls.jpg?itok=gcneMIMU При импульсной сварке шов выглядит, как ряд наложенных друг на друга сварных точек, причем степень их перекрытия зависит от скорости сварки. http://weldering.com/sites/default/files/styles/large/public/weld_joint.jpg?itok=rEhcF1yf Основные параметры режима ручной сварки ТИГ К основным параметрам режима сварки ТИГ относятся: - тип вольфрамового электрода; - диаметр электрода; - тип защитного газа; - сила тока сварки (Iсв); - напряжение на дуге (Uд); - скорость сварки (Vсв). Защитные газы Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке. Электроды Внешний вид вольфрамовых электродов: Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80): ЭВЧ – чистый вольфрам без специальных добавок; ЭВЛ – вольфрам с добавкой окиси лантана (1,1 – 1,4%); ЭВИ – вольфрам с добавкой окиси иттрия (1,5 – 3,5%); ЭВТ – вольфрам с добавкой двуокиси тория (1,5 – 2%). Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке. http://weldering.com/sites/default/files/styles/large/public/tig_polyar.jpg?itok=HDQSSRz3 А - постоянный ток прямая полярность; Б - постоянный ток обратная полярность; В - переменный ток; В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм. http://weldering.com/sites/default/files/styles/large/public/image60.jpg?itok=Ut_y7qmR Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них. Пример машинки для заточки электрода: Заточка W-электрода http://weldering.com/sites/default/files/styles/medium/public/tig_zatochka.jpg?itok=BcxFZJSa http://weldering.com/sites/default/files/styles/medium/public/tig_riski.jpg?itok=nToQobPV
1 балл
-
Здравствуйте@Георгий 11,мне, честно говоря, самому этот костюм понравился(я его примерял). Неплохо сшили. Наталия Анатольевна ( инженер-технолог швейного участка) вообще неплохие лекала для деталей костюмов делает. Все костюмы "сидят" неплохо. Пуговицы,только, какие-то " тугие", на мой взгляд. Тяжеловато застегиваются. Но швейники заверили: " Разработаются".1 балл
-
Именно так. Выводная (правильнее: технологическая) планка, как правило не входит в состав конструкции/детали. А обрывать дугу на кромке 4 - 30-мм пластин Вы считаете нормальным? Особенно если учесть некоторую силу магнитного дутья, когда дуга просто начинает плясать, подходя к краю листа. Бесконтактный способ зажигания дуги на электродах... Давайте не будем начинать эту песню снова.
1 балл
-
так детали должны быть идеально подогнаны между собой, я имею ввиду поверхности "срастаемые"1 балл
-
Применяемые газы для обработки материалов плазмой Газовая среда в горелке для плазменной обработки материалов должна выполнять следующие функции: защищать от окисления и охлаждать вольфрамовый электрод и сопло;обеспечивать получение стабилизированной плазменной струи с необходимыми температурой и скоростью;обеспечивать наилучшую теплопередачу к изделию;при наплавке и напылении, обеспечивать транспортировку материала.Иногда газы разделяют на плазмообразующие и защитные (транспортирующие). При раздельной подаче плазмообразующий газ подается в зону катода, а защитные или транспортирующие газы — в зону столба или факела плазмы. Каждый газ проявляет себя по своему, имеет свои положительные и отрицательные свойства, наиболее эффективны для сварки смеси газов. Для защиты катода и сопла от разрушения и перегрева наилучшим газом считается аргон, так как он химически инертен (не взаимодействует с катодом, не растворяется в нем) и имеет малую теплопроводность. Однако аргон малоэффективен для преобразования электрической энергии в тепловую. Во-первых, напряженность поля дугового столба в аргоне меньше, чем в водороде, азоте, гелии: ЕАг≈ 0,8 В/мм; EN ≈ 2,0 В/мм; ЕН ≈ 10,0 В/мм (при I = 10 А). Следовательно, при одинаковом токе в аргоновой дуге выделяется на 1 мм ее длины меньше энергии IE, чем в других. Во-вторых, объемное теплосодержание (энтальпия) аргоновой плазмы при температуре этой плазмы также значительно меньше, чем плазмы азота или водорода (для N2 −16; Ar — 3; Н2 −12 кВт/м3 при Т = 10000°С). Однако температура плазмы существенно зависит от свойств плазмообразующего газа: для Аr и Не Тпл = 15000...25000°C, что в 3...4 раза выше, чем для N2 и Н2. Подходящим газом для стабилизации дуги может быть азот (или воздух, содержащий до 78% азота), так как его энтальпия при Т = 10000°С в 5 раз больше энтальпии аргона и, кроме того, азот значительно дешевле. С другой стороны, в воздухе и азоте вольфрамовый электрод разрушается интенсивнее, в то время как в среде аргона и гелия вольфрам достаточно стоек. Гелий и водород при Т = 10000°С обладают большой теплопроводностью, всего в 2 раза меньшей, чем у меди, и лучше других газов преобразуют энергию дуги в теплоту. В случае применения их в чистом виде происходит быстрый нагрев и разрушение сопла, поэтому указанные газы применяют в смеси с аргоном. Например, добавки к аргону водорода в пропорции по объему 2:1 позволяют повысить тепловую мощность струи почти в 2 раза по сравнению со смесью аргон-азот в той же пропорции. Напряжение плазменной водородной дуги 100...120 В, что в 2...3 раза выше, чем дуги в аргоне. Водородная плазма — наилучший преобразователь энергии дуги в теплоту.1 балл
-
Тоже так думал, потом пришел к выводу, что проверять надо материале с которым работаешь. (на титан грязноват, а "черняга" терпит)1 балл
-
@Павел163, извините - был неправ.1 балл
-
Да мы сама "доброта"!
1 балл
-
Самый простой вариант; перед сваркой подогрейте деталь и варите на более низком токе, в самом конце пользуйтесь заваркой кратера.1 балл
-
Имя ему "стоппер")
1 балл
-
Поупражнялся сегодня в стойкости духа поматюкался.
1 балл
-
@Rolli,Цу-5, ТМУ-21У, ЦЛ 39, ТМЛ как использовались в энергетике, на котельных, так и используются. Из практического опыта скажу, что варят примерно одинаково, но по внешнему виду у ЦУ 5-х обмазка потолще и легче на неё "опираться", по внешнему виду выполнены качественнее, ровнее и главное, что нет такого разбрызгивания как у УОНИ ( эти могут сначала варить нормально, но выплеск может появиться неожиданно, а потом снова с электродом всё в порядке) . Сырости боятся и те и другие. Но для обывателя проще преобрести конечно УОНИ.1 балл
-
@круазик, Вкус спкцифический!
1 балл
-
Хвастаться конечно не хорошо, но не удержался. Достану свои дремели.Выручают по жизни это не то слово. Первый дремель был куплен ещё лет 10 назад. Жизнь конечно его поизносила. Всем он хорош. И табло есть с оборотами и электроника которая держит обороты при усилии. Один большой минус для это минимальные обороты от 3000, что очень много для многих работ. http://s57.radikal.ru/i155/1501/ec/02f9bf643418.jpg К нему был куплен гибкий вал фирменный. Пользоваться им конечно можно. Но какой-то он детский. Хотя крутится нормально и не бьет. Разбирал я его. Так игрушка для взрослых дяденек. http://s017.radikal.ru/i430/1501/87/b4654ef74ace.jpg Долго не было замены моему dremeлю. Когда-то в гамме бормашин были подвесные моторы с гибким валом. Но потом почему то исчезли. Но в последние годы появился он красавец Fortiflex http://s56.radikal.ru/i151/1501/e5/e60d1430b858.jpg Мощный аппарат. Обороты от 0. Педалька есть. Наконечники можно ставить любые. Все подходят от foredom. Я и сам мотор хотел купить foredom, но в наших краях тогда был dremel fortiflex. http://s017.radikal.ru/i437/1501/17/406508a31ad4.jpg Ну и различная расходка. Здесь представлена малая часть. Это боры всяческие, круги(зачистные, режущие), различные сверла(ювелирные и обычные), цанги, зажимы, камни. Собиралось много лет по чуть-чуть. http://s018.radikal.ru/i500/1501/34/3b2825c6044d.jpg Ну это самый мощный "DREMEL". Для него свои борфрезы. Хотел к нему купить мощный гибкий вал от KRESS. Есть такая гамма хорошего электроинструмента. И помоему у него единственного есть вал для прямошлифовальной машинки. Но потом передумал. Это уже попахивает профанацией. Это довольно мощный и опасный инструмент. У моей машинки есть классная фича.Она сама останавливается при опасных усилиях. У меня заклинивало коническую фрезу в отверстии. Причем отверстие было значительно больше чем фреза. Просто так получалось. И помоему эта фича есть на свежих болгарках.1 балл
-
Этого не достаточно, нужно ещё и присадки в ванну добавить. Не совсем чистый аргон без присадки может не "чернить", а с присадкой сразу покажет вкрапления или налёт.1 балл
-
Жесткая сцепка. Тягач - самосвал MAN, буксировать будут ГАЗ 66
1 балл
-
И поел,и почистил зубы.
1 балл
-
Ремонт рамы 4-х моторного дрона. Краска внутри трубы очень мешала.Продавливал через присадку.
1 балл
-
@kazakieozn, вольфрам убираете, выключаете осциллятор, если он есть, затыкаете сопло пальцем и нажимаете кнопку, если из под пальца давит - все ок, если в другом месте, то услышите сразу. Диаметр сопла какой, номер? Расход великоват для чистого металла. Проба делается на чистой пластине алюминиевой, разогреваете без присадки точку до образования сварочной ванны и смотрите, если грязь лезет - аргон плохой, если все ок, то смотрите выше по инструкции, ищите утечку. Только пластину желательно брать прокатную и известной марки, либо какое-то изделие, которое точно раньше хорошо варилось.1 балл
-
http://forum4x4club.ru/uploads/monthly_01_2015/post-23522-0-56013200-1421697470.jpg1 балл
-
Записки от детей http://fs101.jpe.ru/b7f1/4138653_551dee3e.jpghttp://fs101.jpe.ru/7d73/4138659_31812f67.jpghttp://fs202.jpe.ru/1d67/4138664_c5f19d55.jpghttp://fs201.jpe.ru/2f3e/4138672_0275e10d.jpghttp://fs102.jpe.ru/8425/4138678_952ce4b5.jpghttp://fs101.jpe.ru/137d/4138682_efb56673.jpghttp://fs101.jpe.ru/f756/4138685_11b75b64.jpghttp://fs102.jpe.ru/3362/4138690_30ee411e.jpghttp://fs202.jpe.ru/f2ee/4138692_d3b9fc90.jpg1 балл
-
американские пОсОны тоже неплохо умеют варить.. http://youtu.be/AHINFtud1QU
1 балл
-
Может для него нижнее и горизонтально одно и тоже)).1 балл
-
Врезка 325 трубы в 426. Проволока св08г2с ф1мм газ микс 2.
1 балл
-
Сделал мне корефан - наш форумчанин,коллега по цеху и отличный парень,презент.Спасибо ,Валерий ! Стояли банки радуя глаз и рука не поднималась запускать их в дело,но и устоять от соблазна- совесть не позволяет.После LB,конечно,разница чувствуется.Вернулся на прямую полярность,текучесть выше (сказывается содержание рутила,по всей видимости),замок перекрывать надо "более серьёзнее" - начало изобилует порами,но из плюсов - всё остальное.Шов формируется отлично ,повторный поджиг изумительный, св.ванна ,кажется,"держится" на грани фола,но,тем не менее, держится и , довольно-таки,уверенно.Из первых впечатлений.Варить Бохлером сложнее ,чем LB (может по-первости так показалось),но ,тем не менее,они стоят того.Варить ими пробовал очень давно и ,всего-навсего, пол-пачки. Из личных впечатлений - не разочаровался Да,кстатиТруба 1/2",электрод -вышеупомянутый Бохлер,ф 2,5мм,ток 40А ,стык поворотный.Уж не знаю,по ГОСТу ли?
1 балл
-
@ЛехаКолыма,При подготовке трубы,зазоры разные от 1 до3-х мм.заварить на обратной полярности не получилось бы.Прожогов избежать хотел.1 балл
-
Ток штука обоюдоострая. Тут простой режим включен. Нажато - резко 106, отпущено - 0. Ток в очень большой мере зависит от теплопроводности материала. Например титан труба Ф20+лист 3мм вдоль, надо 80-100А а для люминя 140-150. И все из-за теплопроводности. алюминий очень быстро отводит(забирает) тепло от сварочной ванны. Опять же время которое вы можете безболезненно греть алюминий в углу около бортика в связи с эти чрезвычайно мало. Если вы там дугу пару секунд подержите резинка сгорит. В углу там даже все 130А стоит ровно на одну каплю присадки. Одна капля присадки и вы отступили от бортика на 3-4мм. А дальше проще. Сварка должна закончится в тот момент когда вода на 2мм от зоны сварки испарится, щелчком. Тут именно из-за этого ток большой. Кстати это распространенная ошибка начинающих сварщиков алюминия, току поменьше и греть полчаса. Вместо того чтоб скорость сварки увеличивать. Деталь перегревается, и деформируется, расход газа огромный, зона термического воздействия в километр. Одни минусы. Ставьте тока побольше но щелкайте кнопкой, Это в ремонтной сварке можно назвать режимом "Castom Pulse Welding". С ним никакая синергетика не сравнится по возможностям. Это просто один из методов сварки, непрерывно не всегда греть можно.1 балл
-
Привезли сегодня коляску переварить, сначала хозяин коляски отдал в автосервис, где ему сказали, что без проблем заварят, заварили Пришлось все вырезать, и вварить новую трубку, сплав АМг5, диаметр 28, толщина стенки 3мм., ток 115А. Вот,что получилось.
1 балл
-
Пора такой строить...трудно обозначить более емко чем "прибамбас"
1 балл