Лидеры




Популярный контент
Показан контент с высокой репутацией 05.01.2015 в Сообщения
-
http://f5.s.qip.ru/veBVkfU9.gif5 баллов
-
Продувка "системного блока" и "мультимедии" =))
 5 баллов
5 баллов -
Я не знаю почему, но лет пять назад увидел эту картинку и до сих пор она у меня вызывает приступ хи-хи http://www.lionblog.net/uploads/posts/2008-04/1207725258_robotovnekormit.jpg5 баллов
-
Слышь, Ворона, может тебе ещё и спеть хором?
5 баллов
-
Ну вот и начинаются трудовые будни. Сегодня принесли кронштейны под бак с фуры, вернее то, что от них осталось. У одного кронштейна не хватало одной половины, пришлось загибать швеллер №8 на профилегибе. У второго полностью отломаны полки с отверстиями крепления к раме, собирал как конструктор, затем усилил уголком. В общем пришлось повозится с этими железками. ММА, электроды МР-3, УОНИ.
4 балла
-
Ван Дамм не доделанный.
4 балла
-
В таком случае не следует роптать на свои лучшие качества. Я бы и своровал чего нибудь, и взяточку взял бы... но увы: не дают. Потому и сижу на одном месте, ровно... нет, в марте будет ровно 26 лет. Про "социальный лифт" есть хорошая, но матерная поговорка. Не разделяю. На моих глазах целое поколение сварщиков и сборщиков вылезло в руководители. Закончили ВУЗы, поработали мастерами, инженерами и некоторые уже открыли свои фирмочки. Далее цитата: "В основе крупных состояний лежит прежде всего стартовый капитал, не всегда нажитый преступлениями. Форд создал свое состояние головой, смекалкой, практичностью, экономией а не преступлениями... Создать состояние можно, а вот управлять крупным состоянием очень сложно. Это тяжелый, кропотливый труд. Я не завидую состоятельным людям, капитал нужно не только создать, но и удержать, и сохранить, и преумножить".4 балла
-
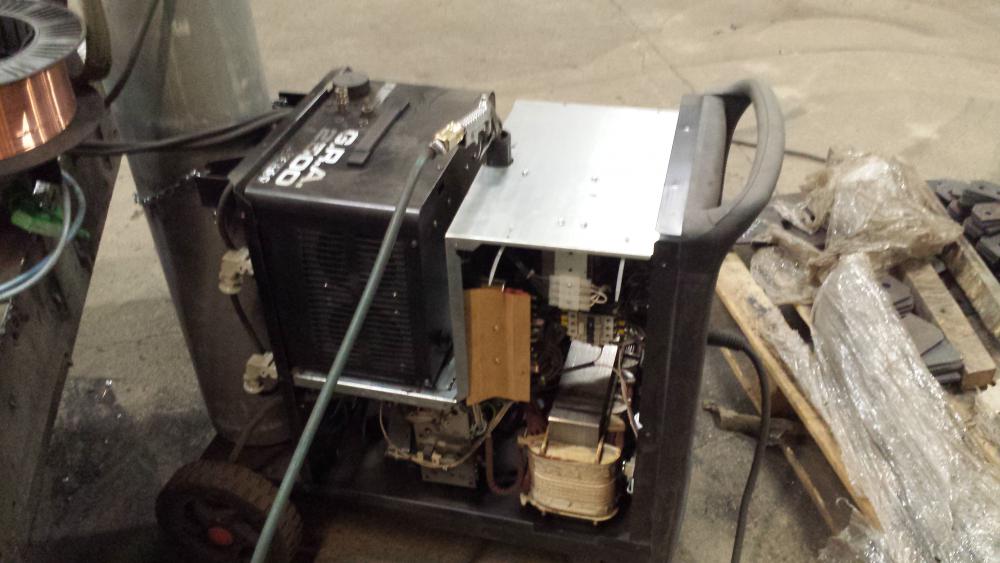
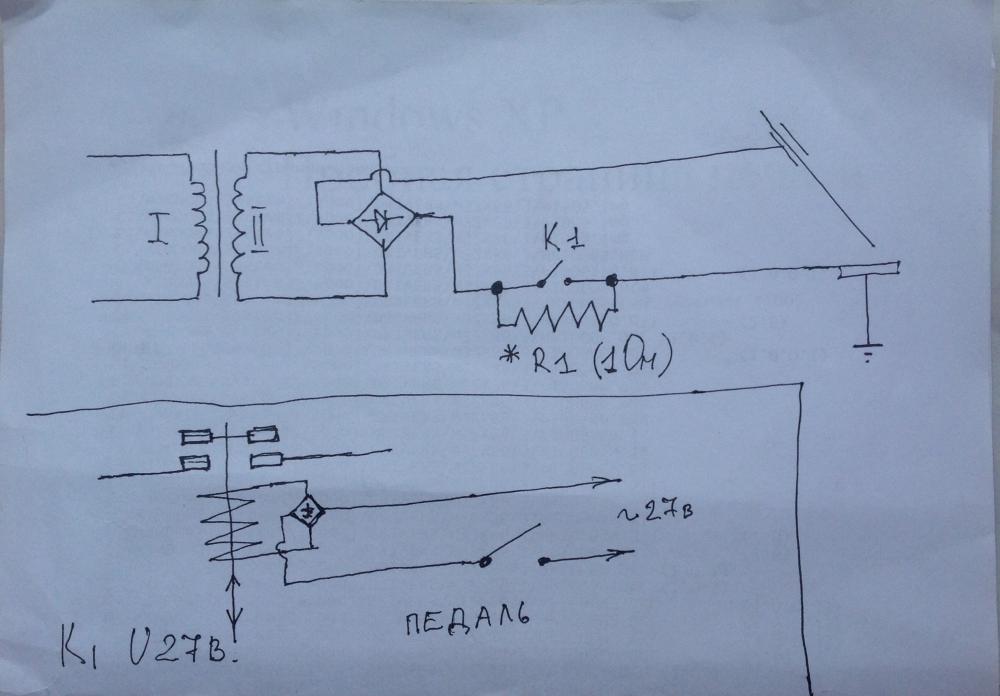
С помощью какого устройства был получен импульсный режим. Частота импульса зависила от (скорости шлепанья) по педали. Контактор 400А. и нагрузочный резистор.
4 балла
-
Восстановление профиля кулачков снегохода. Твердость наплавленного слоя 58-62HRc
4 балла
-
стало мало места в сарайке решил причудить чердачёк,вот чудные фото,размер 2550х1350,высота бортиков 130мм,над крышей приподнят на 140мм,труба профильная 40х20х1,5,заполнение профиль П образка 1,25 ,варил 2 китайкой,багажник примерно по весу 14 кг вытянул,ставить тока 2 ём,крепление как заводское
4 балла
-
Спасибо, ваше мнение для меня как бальзамом на душу ! Значит все таки не стоит сожалеть... Ну а моя тема, будем чем нибудь полезна, желающим повторить. Тем более за счет моего опыта уже можно обойти много непредвиденных расходов. Если надо выложу основные размеры.3 балла
-
@дмитров, не думаю, что в данном случае зачистка металла повлияет на результат положительно, скорее просто уберется еще одна десятка с толщины. Обычно резонаторы вообще оцинковкой оборачивают толщиной 0,5 мм в два слоя, там уж точно не до зачистки. Скажем так, я просто приблизил условия эксперимента к реальным, чаще все гораздо хуже Я не говорил, что не смог настроить и не даром привел в сравнение КПП автомобиля. Если вы водите автомобиль и умеете ездить на механике, то наверняка хотя бы пробовали ездить на разных автомобилях, а может и владели, и каждая марка авто очень индивидуальна в управлении. Где-то жесткое сцепление, где-то оно наоборот сильно воздушное, где-то рычаг КПП надо втыкать наваливаясь всем телом, а где-то это можно делать двумя пальцами. В любом случае, с ходу вы не поедете как на своем привычном, за редким исключением конечно же. Здесь история абсолютно такая же. Взяв аппарат в руки, выставляешь какие-то средние значения, начинаешь варить, понимаешь, что процесс идет не очень, начинаешь подкручивать напряжение, добиваешься приятного звука от дуги, а потом понимаешь, что проплавление слабое и все понеслось по новой. Это кому угодно доставит дискомфорт. Вот поэтому это оборудование предназначено скорее для опытных профессионалов, которые часто работают на разных режимах и имеют в голове значения скорости подачи и напряжения в зависимости от условий.3 балла
-
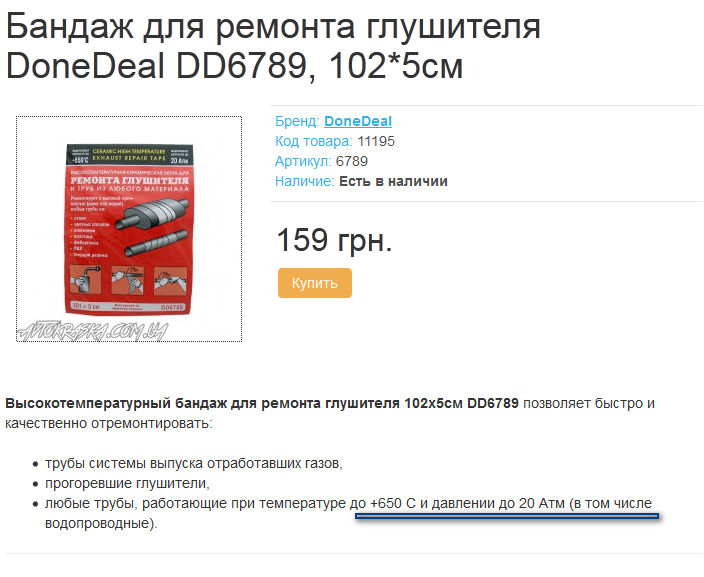
*холодная* сварка и мультиплаз ..ой.не..эээ.. *плазменная сварка на основе паров спирта*-вчерашний день. теперь водопроводы до 20Атм и глушители ремонтируются ЭТИМ!!! просто добавь воды!
3 балла
-
Поставили банку AMG на Мерина в каком-то автосервисе... Пришлось переделать...
3 балла
-
За то это творение ремонтно пригодно и надежно, в отличии от магазинских! Я себе тоже такой станок делать буду, на те что на витринах стоят,я даже не смотрю на них...2 балла
-
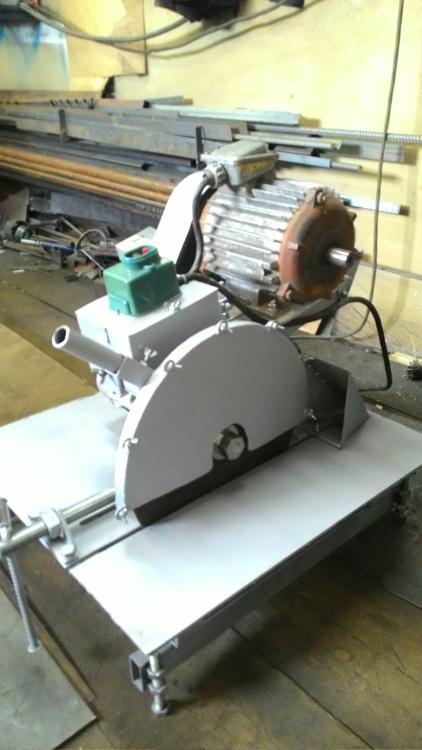
Конечно, давайте посчитаем, я это сделать давно хочу. Сразу оговорюсь что до копейки все писать не буду будет все округленно. Сами понимаете, это и не возможно, если ты не какой нибудь - плюшкин. И так начнем. Листовой металл для стола 6 мм толщина обошелся в 1100 рублей Два подшипника в корпусах итальянские обошлись в 1750 рублей. Два шкива по 250 рубле , значит 500. Токарные работы , вал, точил, шайбы, вал на маятник, - 700 рублей. Болты и гайки и шайбы и простые и гроверные + туда для затяжки резба, метровая все вместе - 700 рублей Два китайских кондера. (один потом сгорел, второй просто остался валятся) - 350+650 =1000 рублей. Пока строил два ремня купил, по 100 рублей = 200 рублей. Обращение к электрикам 600 рублей кнопка с отходящим третьим контактом 175 рублей, вилка 25 = 200 рублей. 3.5 метров труба профильная 40 на 25 =200 рублей. краска несгораемая сто грамм = примерно 100 рублей пусть будет. Кусок провода и конденсатор на 200 мкф были бесплатны. Помимо всего прочего я когда подгонял двигателя по оборотам и мощности сделал и купил у токаря и в магазине еще три шкива на сумму 1200 рублей !!! Но они окончательной конструкции не использовались. Плюс еще уголок на 75 , 5 мм примерно использовано 1.5 метра на сумму 300 рублей. Листовой металл 1.5 мм и шинка 20 мм пусть будет на 200 р. И того получилось 8550 рублей. Если вычесть отсюда 1200 рублей за те три шкива и работу, которые так и не пригодились то чистыми на станок ушло 7350 рублей . Мдя, честно говоря экономия какая то глупая получилась, но когда я плясал вокруг станка с бубном по поводу двигателя, и реально готовился к покупке оного за 7000 рублей, я реально пожалел что начал его строить, так как рядом в магазине стоит станок покупной за 7 с чем то тысяч рублей, но мне реально было жаль проделанной работы и выкидывать на металлолом то что я уже сделал не хотелось. Что в итого, имеем станок который весит 80 ! кг. И на котором можно еще что нибудь строить, или плясать , по столу которого можно стучать молотком, но который невозможно перетащить одному . Как один мой товарисЧ сказал - станок на века. Вот такой примерно станок и за такие деньги можно купить если не заниматься самодеятельностью как я. Он весит всего 15 кг. http://www.vseinstrumenti.ru/instrument/pily/montazhnye_otreznye/sturm/cf7324/?respcount=1#tab62 балла
-
offtop @svarnjuk, пост Хелпера http://websvarka.ru/talk/index.php?showtopic=291&p=54202 балла
-
http://www.youtube.com/watch?v=Yex_uRO15yI2 балла
-
Часто привозят такие. Да, приблизительно так и нужно делать. Зачищать перед сваркой изъеденные места , также чуть снизу в каналах (воды). Потом, наваривая-как бы снизу поднимать, чтобы было "мясо" и после фрезеровки осталась плоскость под прокладку и не срезало ее в процессе обработки. Частенько бывают возникают другие проблемы ( я считаю это из за литья - сплава алюминия ). Порой вывариваешь всю плоскость головки и не одной поры , на другой же головке и на 3 см шва после фрезеровки появляются поры , и варить приходится не один раз, чтобы избавится. Поры под прокладкой, как и царапины не допускаются . Также настоятельно рекомендую ))) проверить головку после сварки на вакуум!2 балла
-
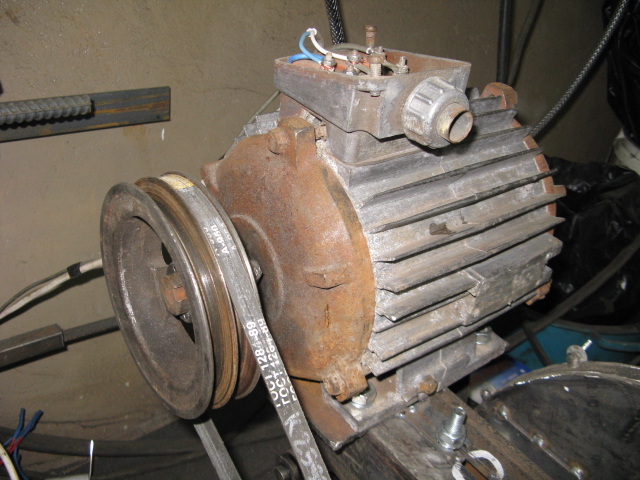
Снова всем привет ! С прошедшими вас ребята. Со станком произошли следующие изменения. Покрасив станок я пару раз отрезал трубу и ровнял рез в вертикальной плоскости путем подкладывания тоненкой прокладки под один из подшипников. Неожиданно мощность упала. Я остановил станок и более запустить больше его не мог. Он гудел трещал на пусковой кондер, и отказывлся работать. Я огорчился, думаю сгорел двиган (я не электрик). Поставил снова тот слабенький, на 1.5 квт. Все подключил запускаю, а он ведет себя так же как первый. Тут я понял дело в кондерах. Переговорив со знакомым электриком, он посоветовал найти советские нормальные масляные кондеры, а китайские белые говорит говорит полное туфта. Купишь новые и снова сгорят. Вобщем нашел огромный квадратный масляный кондер на 200 мкф ! Пришлось на 6 см увеличить коробку кондерную чтобы он туда влез и заново красить. Еще блин углекислота кончилась, пришлось перейти на РД. С ним двиган снова ожил, и более того он спокойно запускается и работает без стартового кондера (который оказался кстати замкнутым !). Всю стартовю линию убрал оставив только кондер на 200 мкф, и стал он нормально запускаться и работать. Фото до переделки коробки кондерной. Позже немного добавлю фото переделанного станка.
2 балла
-
прячьте ЙОлку от детей!!
2 балла
-
Кошмар.Правильно говорят:-1 января,самый сногсшибательный день.)В прямом смысле(
2 балла
-
\ http://f6.s.qip.ru/IA4wMwOS.png http://i.imgur.com/1svu5TM.png2 балла
-
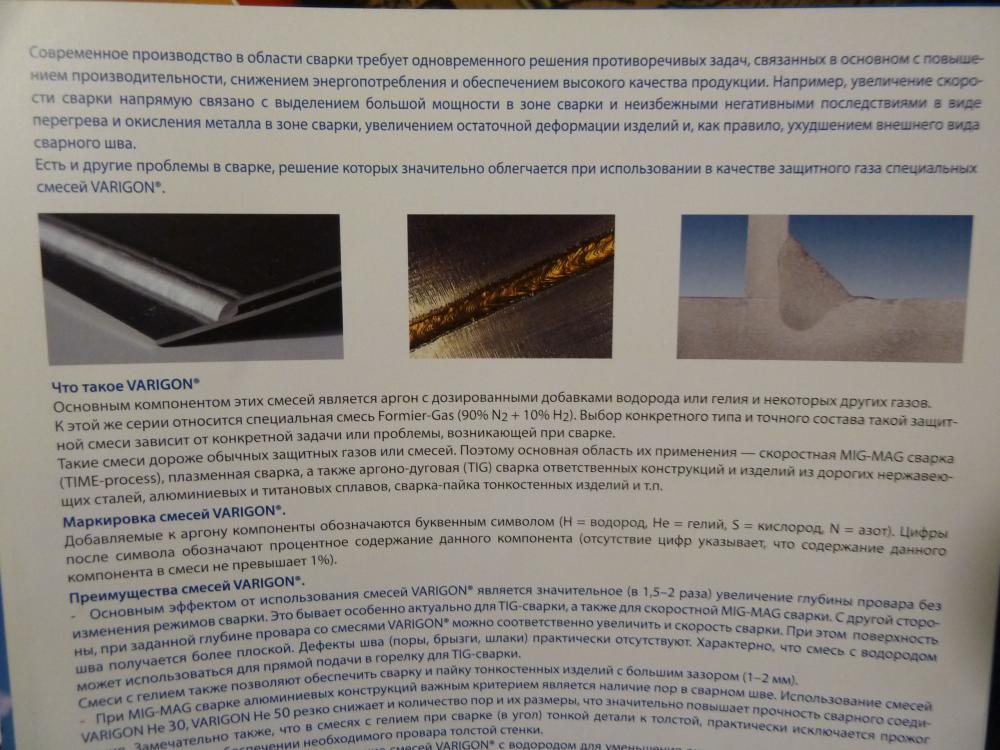
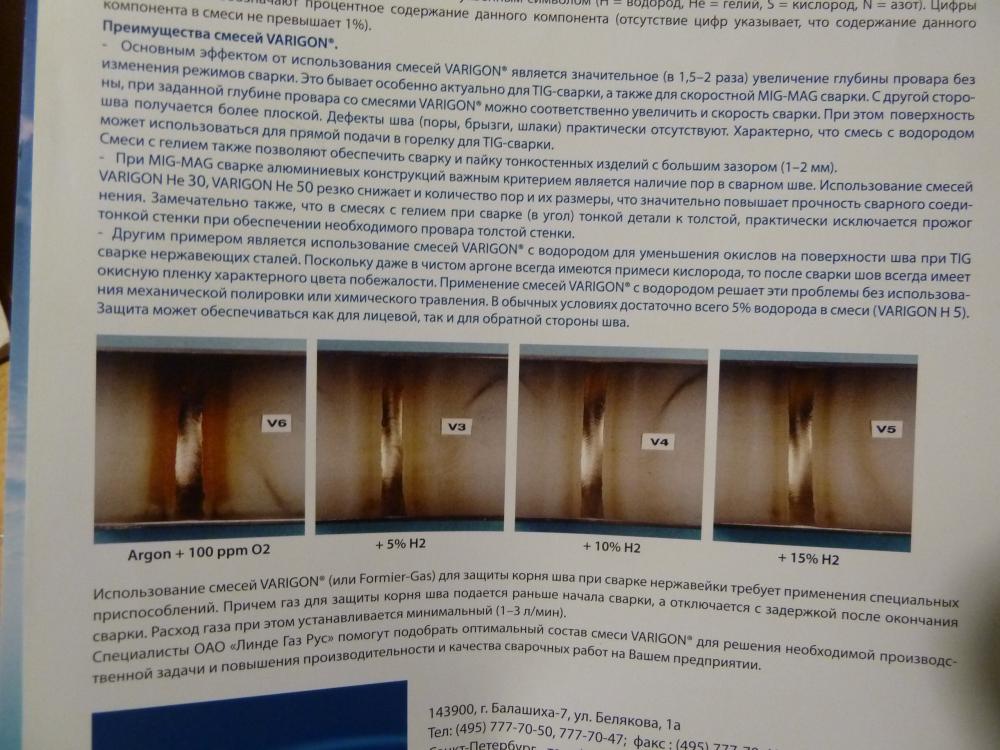
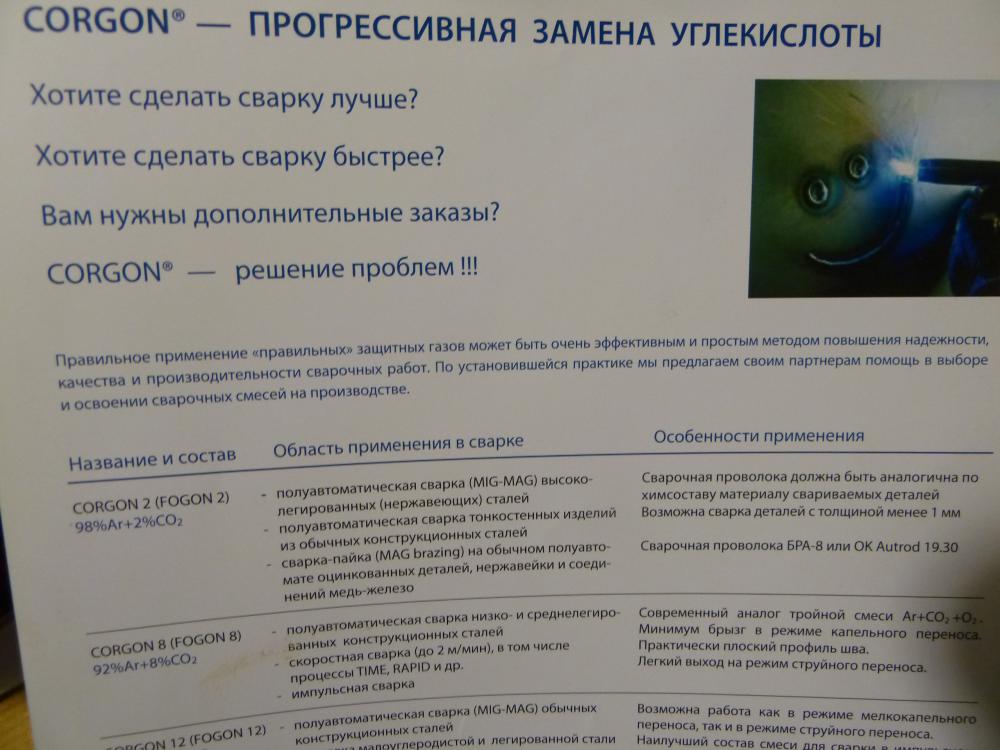
Нашел сегодня рекламные проспекты с выставки, сделал фотки не очень, но почитать можно.
1 балл
-
Пайка патрубка УАЗовского радиатора.
1 балл
-
Есть такое понятие "социальный лифт", когда пришел разнорабочим, а ушел директором. В Советское время они были, теперь многие директора никогда не начинали с низов, должности передаются "по наследству". На человека "в лимузине нельзя научиться", если ты не родился в среде "людей с лимузинами". Потом неотъемлемой чертой "людей в лимузине" являются такие качества как лицемерие, хитрость и т.п. Научиться данным качествам нельзя, они либо есть, либо их нет от природы. Мне воровать и брать взятки мешает совесть, а многие не знают, что это такое, поэтому и ездят в лимузинах. http://s010.radikal.ru/i311/1501/ba/f219a51d1fbd.jpg1 балл
-
то что написано не означает что это есть. Токовые клещи в помощь. Сам такой видел. Был в шоке. На регуляторе 250, на внутреннем показометре 250, а по факту 140 на выходе. Из однофазной сети в стандартном варианте, больше 200Ампер на выходе не вытянуть. Т.е. 2.5мм2 провода больше не тянут, поэтому источник мощнее нет смысла делать. Но 220В, одна фаза, 200Ампер на выходе это 5мм элетрода сварки либо 4мм, электрод уже режет. Куда еще больше??? Может не придумывать, а взять нормальный сварочник!? Если источник нормальный, а просадка по напряжению питания, то и 1000 источников в параллеле не поможет. А если в параллель, то да, работает но не 200+200 = 400, а где то около 300 и получите при условии достаточного притания входным напряжением. и не требуется согласующих резисторов и т.п. Это для постоянки только действительно. Если для переменки то НЕТ (конечно я о выходном напряжении).1 балл
-
Ребята, а сколько будет стоить диск заварить?
1 балл
-
@Nail02, огласите бюджет теперь1 балл
-
я ужасный ретроград и знаю только одну революционную цель: "Учиться, учиться и ещё раз учиться!" @илья алтухов, что помешало Вашему персонажу выучиться на прораба, ночного тусовщика или ещё какого нибудь "человека в лизумузине"? Мне мешала природная лень и нежелание постоянно быть "между молотом и наковальней", так я и не жалуюсь на то, что всю жизнь варю, строгаю и ругаюсь.1 балл
-
Спасибо большое , станок действительно получился красивым после покраски, вообще когда что нибудь покрасишь - совсем другой вид.
1 балл
-
Ну что друзья, пора бы реанимировать тему! Вот он, без прекрас, в естественных рабочих условиях. Аппарат все это время не стоял без дела, пользовались им умелые и далеко не очень умелые руки, пробег - более 30 кг проволоки 0,8 мм. Когда наконец взял его потестить, то посмотрев на состояние сопла - невольно выругался. Оно было забито наглухо брызгами и имело форму эллипса (кому-то в лом было снимать сопло и чистить, долбили соплом не снимая с горелки). После НГ буду проводить инструктаж по пользованию ПА и введу штрафы за такое отношение к оборудованию. За время пребывания аппарата у нас, лично мне не удавалось с ним поработать, но он побывал в работе у четырех наших сварщиков, из которых профессионально на ПА умеет работать только один. Тем не менее их мнение мне тоже было интересно и подход к работе у них был разный. Только один, перед работой полистал инструкцию, выставил настройки по таблице на корпусе и у него работа сразу пошла хорошо и впечатления от аппарата положительные. Это был не профи в ПА сварке, поэтому и не посчитал зазорным ознакомиться с инструкцией У остальных товарищей отношения с ПА не сразу наладились, история была примерно одна: - Как тебе аппарат? - Что-то не то, не нравится мне... - А что не то? - Сильно брызжет, процесс не стабильный.. - Режимы как выставлял? - Наугад! - А по таблице не пробовал? - Какой таблице? После ознакомления с таблицей, работа сразу налаживалась. Продолжение следует...
1 балл
-
Я приготовился к 1 января.А Ты сделал что?
1 балл
-
Сила есть-ума не надо. Оторвали сразу четыре уха.
1 балл
-
Сегодня забрал у токаря 2 шкива и поставив маленький шкив попробовал двигатель в действии. Обороты маленькие. Примерно в два раза больше чем на двигателе, около 2000. Режет но надавишь - останавливается. Уже думал двигатель списать, не пойдет. Решил поставить по больше шкив, подняв еще больше обороты, в ущерб мощности, и о чудо ! Обороты стали больше но мощность, совсем как будто не упала. Резать стал лучше, и мощности хватает, на мой взгляд. Раз 75 уголок пилит, то для меня этого более чем достаточно.Теперь можно доделать станок окончательно... https://www.youtube.com/watch?v=inIjmAwZEJc&list=UUqFnPCWu9afCdPbKZ6xPMvg&index=1 Фото. На первом фото, импровизированная ёлочка соседнего автосервиса . С наступающим Всех ! Эти обороты лучше подходят для резки. С тем двигателем на спиле всегда были замыленный облой, который надо было постоянно подчищать шлифовальной болгаркой. Сейчас такого нет, и это несомненно плюс.
1 балл
-
Работа идёт к завершению.Начальный проект меняли 2 раза,согласовали окончательное решение и приступили к монтажу.Фермы изготовлены на месте,довезли материал и вперёд...На монтаже использовал 2 аппарата,меньше перетаскивания оборудования и скорость повышается.
1 балл
-
TIG vs MIG. Седельная часть цистерны.
1 балл
-
Спасибо.Точно надо изготовить маленькую плоскую емкость из остатков нержавейки.! И сделать чтобы она туда вставлялась и вынималась. Да я посмотрел в нете, спасибо. Но мощности двигателя все равно мало. И цены у частотников.... по моему лучше уж двигатель купить на 220 вольт. Как считаете двигатель на 2.5 кВт будет достаточно для этого станка? Чтобы нормально резать и швеллер и уголок?1 балл
-
Переделывал собственную работу двухлетней давности. Вообще-то, электрокотлы подразумевались как временное решение. Всем известно, что временные решения-самые долговечные. Один котёл испустил дух. Баран-прораб не удосужился записать модель котла. Баран манагер-поднять архив с данными. В итоге-привезли котёл "на вырост". То бишь, больше и по мощности и по размерам. Баран сантехник ничего не смог сделать и вызвали того, кто эту котельную монтировал. Подготовил "операционное поле" и приварил резьбу под кран. С зеркалом пришлось варить и без. В кои-то веки удосужился не забыть сфоткать изнанку шва... Труба "дюйм с четвертью". Собрал фасонину, обварил и даже покрасил. Уже на "базе" подлечил поддончик от весов из мясного цеха. Приварил направляющие штырьки. В машину нашего директора (Мицуха Л-200) въехал ухарь на пузотёре. Задняя подножка и труба-подобие бампера-уехали под задний мост. Подножку отрихтовал и подварил. Трубу в месте порыва заварил в аргоне и к укосинам приварил полуавтоматом. Статус кво восстановлен.
1 балл
-
http://f5.s.qip.ru/IA4wMwDS.png1 балл
-
Восстановление МАФ(малые архитектурные формы).Чугун и Панч-11,готово.
1 балл
-
Журналист BBC на Ближнем Востоке Квентин Соммервиль попытался записать репортаж о торговле наркотиками в Афганистане, однако горящая за его спиной марихуана не позволила ему этого сделать. Видео он выложил в интернет в качестве новогоднего подарка своим подписчикам и озаглавил его «Не вдыхать!». «Позади меня горят восемь с половиной тонн героина, опиума, гашиша и других наркотических средств», — начал было говорить Квентин. Но после этих слов, несмотря на все попытки, он не смог закончить предложения из-за внезапных приступов смеха, а вслед за ним начала смеяться и вся съёмочная команда. http://www.youtube.com/watch?v=eyi0fXdFyiw1 балл
-
Заводской брак, раковина в головке блока под седлом клапана.
1 балл
-
А какой смысл в этом ремонте? Если трещина не выходит в масляные или водяные каналы (камера сгорания не потеряла герметичность) то это пустая трата денег и времени. Если герметичности нет то Димет не поможет-Вынуть седла клапанов, разделать трешину на всю глубину, проварить, востановить посадочные места седел на координатном станке и радоватся до первого перегрева двигателя. Такие работы для меня не редкость. Стоимость зачастую выше чем покупка Б/У на разборке. Такой ремонт экономически выгоден крайне редко.1 балл
-
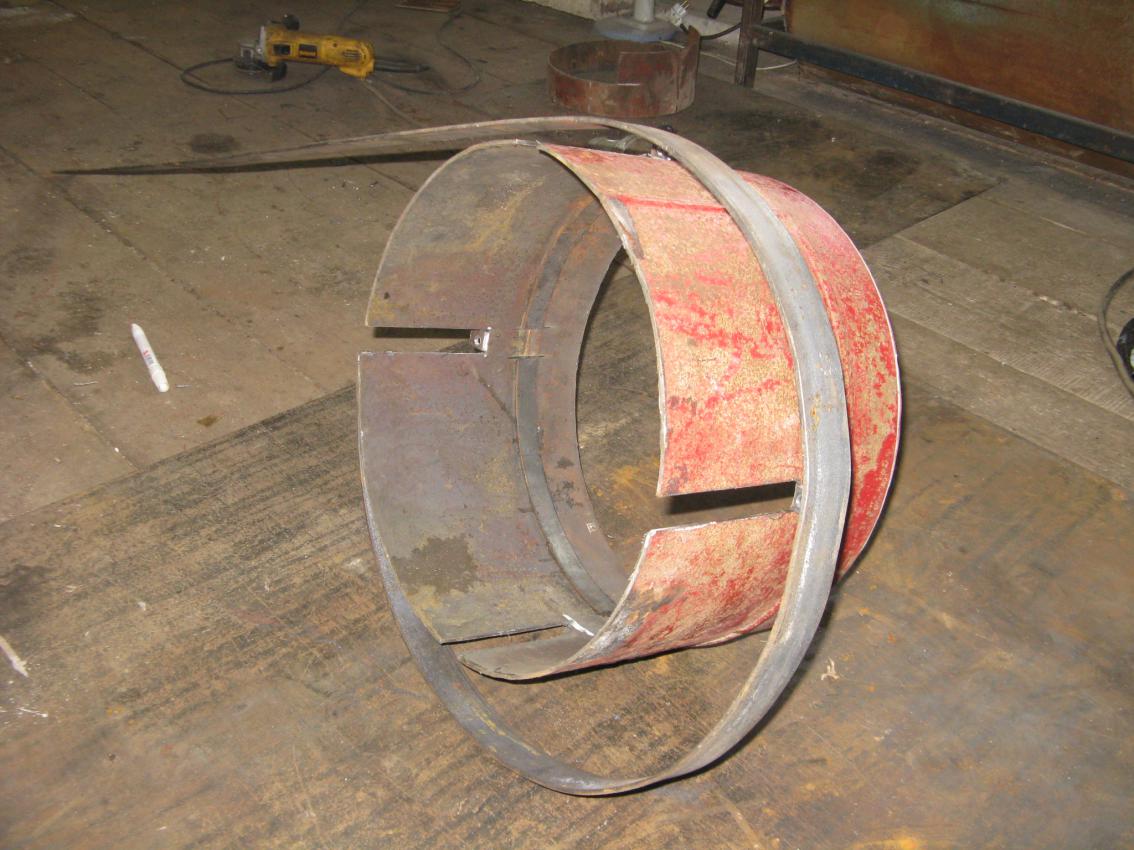
Часть вытяжки готова, остается сварить внутреннею часть. Вентилятор запускал, тянет по зверски на полной мощности. Регулятор работает нормально.
1 балл
-
Потихоньку, благодаря морозам - двигаю работу по вытяжке. Сварил кожух для вытяжного вентилятора, и решетку перед ним. Вырезал квадрат, из 3 мм металла для крепления на стену. Металл купил, 1.2 мм толщиной. Два листа. Внутри короб будет на всю длину гаража. До этого кстати, вставил окно. Это очень радостное событие ! Мечтал, чтобы было окно, и в мастерской было естественное освещение.
1 балл
-
Свитер Медведев заселил.. я туда не хочу. И вообще не хочу чтобы РЭП и РЭР пентагона читал моё общение, хотя мне нечем их кормить. Ну если только написать сейчас для хохмы -" Убить президента США, взорвать, оппозиция, кокаин в америку, Шахид, продам ВАЗ 2104" - чтобы дать наводку на сайт и передать привет сотрудникам РадиоЭлектронногоПерехвата - (как срочники Сев.Флота выкладывали на причале АПЛ досками слово "ХУЙ" узнав график пролёта спутника) А ВэбСварка это сугубо по интересам сайт.. сюда ходят люди покрепшэ. Гвозди бы делать из этих людей.. гвозди в крышку пентагона. Кроме этого сайта пользую Яндекспоиск и Порносайты, всё. Пентагон - козлы! Я ваш дом труба шатал! Туда не ходи.. иди сюда, нос сломаю, водки налью, анекдот раскажу, спать уложу
1 балл
-
Товарищ!!!Можешь впасть в искушение лёгких денег и работы...Хорошие ,реальные деньги платятся не за просто так...плюс конкуренция..надо стараться быть лучшим..1 балл
-
Я где то там на "подварке". Зеленый шланг для дыхания-чтоб с аргона не прибалдеть(посмертно) Сама сварка не трудная, а вот пробраться туда проблема ДУ500мм.
1 балл
-
alsi5 или 4043 рулит.По моему мнению(может ошибочному)безошибочная присадка для сварки алюминия.1 балл