Лидеры




Популярный контент
Показан контент с высокой репутацией 12.12.2014 во всех областях
-
Звонит сегодня знакомый: "надо коробочку алюминевую немного подварить".... Коробочка усилил с двух сторон отверстия под болты дальше сверловка и нарезка резьбы, ну тут уж извиняйте не мое это
 10 баллов
10 баллов -
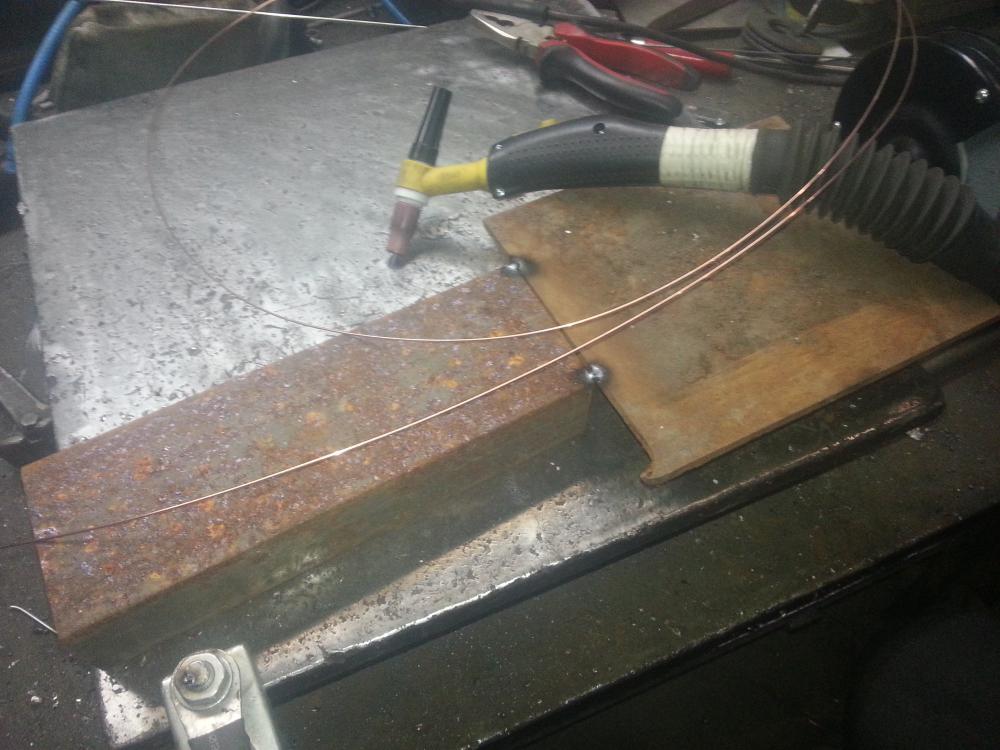
Проба загнул 1.5 сталь гнет отлично !
8 баллов
-
Кроме труб ни какого разнообразия, кроме диаметра и толщины оных.
8 баллов
-
Хмм.. Фотка только старая. Года три назад.
7 баллов
-
листогиб.
7 баллов
-
Всем привет, теперь расскажу про себя, с учебой в школе не заладилось с самого начала, окончив 9 классов по советам отца, он сам сварной всю жизнь, поступил я в Техникум на сварного, во время учебы его переделали в СаМеК (Самарский Металлургический Колледж), со сваркой был знаком с детства, отец натаскал, когда пришло время практики в технаре мастер был в замешательстве от моих швов, выпустился от туда с отличием и стал там же принимать экзамены у студентов по теории и практике. По советам своей класухи поступил в СГАУ, думаю этот универ многие знают, недавно закончил его. Проработал в одной фирме где то 4 года, в 1 же год погиб мой мастер, который меня научил TIGу и MIGу и CUTу, взорвалась нефтяная бочка у нас, я сам чудом уцилел, остался один там работать (3 года), когда получил вышку ушёл от туда, теперь работаю сварщиком демонстратором. А если по существу хочу работать на себя в каком не будь ангарчике и варить всякие разные штуки.6 баллов
-
Сваял сегодня. Печка, собственно "прачка". Завтра у неё "вырастут" ноги и труба. И отправится она к местному фермеру бычкам водичку теплую готовить - зима однако. ММА, электроды МР-3С, металл 3мм, бачки не мои - из магазина, а фото с мобильника - но суть понятна.
6 баллов
-
Ничего себе насадочки http://forum4x4club.ru/uploads/monthly_12_2014/post-3077-0-39664200-1418295482.jpghttp://www.youtube.com/watch?v=5PRzByn3JNQ Есть и ещё- Bosch IXO 4 Barbeque: http://i.wp.pl/a/f/jpeg/30904/wkretarka-bosch-pt18b-grill-mat-pras-640.jpeg http://www.youtube.com/watch?v=NKbNPFfFmEw5 баллов
-
Ну-с.. продолжим. Толстая ржавая черная сталь встык. Толщина швеллера 6 мм, пластина 8 мм. Торцы не зачищал, просто состыковал и поставил прихватки: Ток 200А, линейный режим, газ 6 л/мин, сопло N 5, проволока от п/а св08г2с, ф1,2мм. В один проход. Лицевая и изнанка: Они же, после зачистки щёткой: Снял металл с лицевой и изнаночной стороны: Мог бы промазать всё это дело маслом, но ничего это не изменит..
4 балла
-
4 балла
-
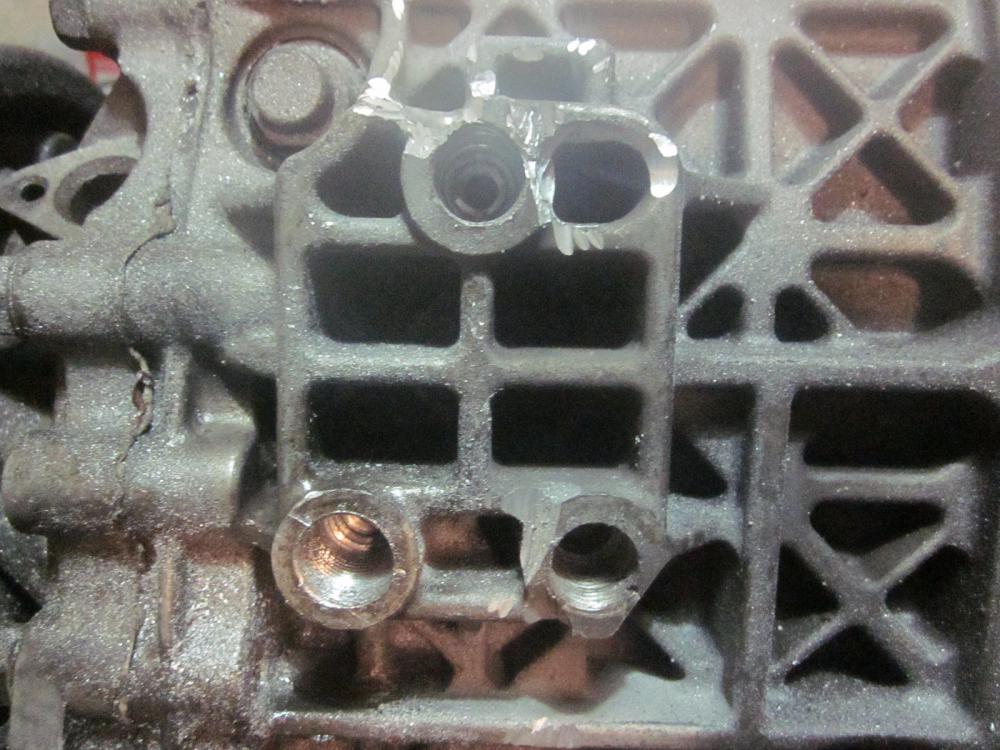
Заводской брак, раковина в головке блока под седлом клапана.
4 балла
-
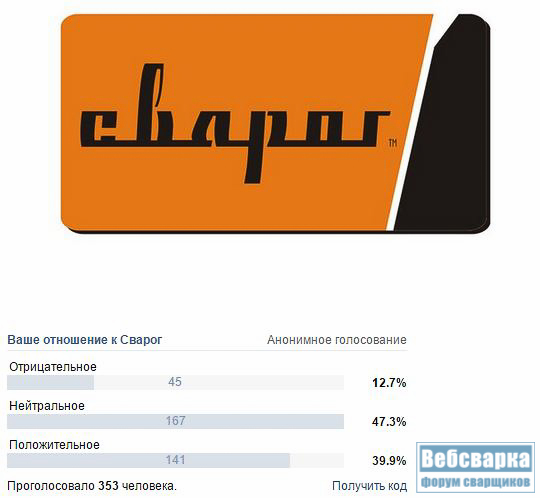
Рэйтинги в принципе не корректны,т.к. сами производителя делят оборудование на три группы: 1. профессиональное, 2. для мастерских, 3. для любителей (типа гараж). Большие фирмы естественно перекрывают все три группы за счет широкой линейки, небольшие обычно в 3 группе. Ну а типа сварога и т.д. это вообще "серая зона".4 балла
-
Для диска 90-100 А-это ни о чем. Вы просто суёте пруток в непрогретую ванну. Точнее, в её отсутствие. И в таких перчатках варить нельзя. Вредно очень для кожи.4 балла
-
материал нерж. делал для отопления жилой комнаты 24 кв. м. пока не было газа, с поставленной задачей обогреватель 1,5 кватт справился (в паре с маленьким ветерком). Мангал. Материал нерж. Поэтапных фоток не делал, одна -недодел, вторая - итог. В ящике коптильня.Хотел приделать электро вертел - потом плюнул (некогда).
4 балла
-
Оправдываться мовитон Принимайте как есть или сморите куда ленин на памятнике рукой указывает3 балла
-
Рейтинг бессмысленная затея, так как у каждого производителя есть сильные и слабые стороны и сравнивать бренд в целом не получится. Сравнивать можно лишь конкретные линейки у того или иного бренда, да и то это будет больше похоже на рейтинг популярности в массе3 балла
-
Злобные мы....3 балла
-
Вы возможный убийца. Не умея варить, никогда не беритесь за ответственные вещи!3 балла
-
Сварка блока цилиндров SUZUKI GRAND VITARA 2.4, пришлось срезать рёбра жёсткости, иначе не подлезть и токи 300-350 А. Потом ещё вылез свищ, который ни как не мог заварить(идёт пар тосола, хотя всё открыто и слито)
3 балла
-
@Георгий 11, "через тернии к звёздам" на спине у него набито. ...странное место для такой красивой фразы. Вот мой ужас. хочу потом как нибудь перебить. А до этого чего нить посимпотишнее набить на другое место.
2 балла
-
спину,ноги и колени фоткать не буду Гыыы
2 балла
-
@evgeniy, Мне конечно лень, но могу перед камерой намазать чернягу маслом, взять ржавую присадку и шов будет вполне нормуль, только чернота по ЗТВ будет. У ТС с оборудование проблема! (орфография)2 балла
-
Мне кажется название темы не соответствует содержанию. Мнение автора в первую очередь? Кто за то чтобы внести соотв.правки?2 балла
-
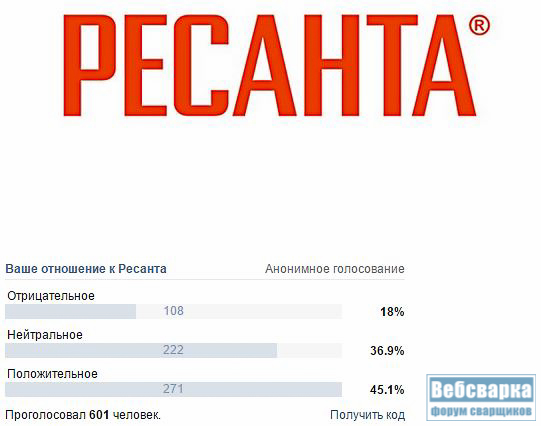
Попытка вернуть тему в нужное русло. Некоторое время назад в социальных сетях я проводил опрос по отношению людей к конкретному бренду. На тот момент подписчиков было не так много, но все равно какая-то тенденция видна.
2 балла
-
Не буксировать, а грузить на платформу. Может, это видео получше. http://youtu.be/0a7ZzPlU4mM2 балла
-
Ещё немного картинок. Чёрная труба, рАДС, зачистка металла до белого+обезжиривание. Варю на нормальном газе: Закончился газ меняю баллон. Настройки аппарата те же расход газа тот же, керамика на горелке та же. Даже труба та же, просто участок другой. Специально "варю" побольше, чтоб было что показать заказчику: Началось: После перепирательств по телефону с заправочной станцией едут и меняют баллон. Привезли, ставлю, продуваю горелку из нового баллона, варю. Пошло дальше: Поэтому, моё мнение основная проблема при сварке чёрной стали РАДС- хорошая защита ванны качественным газом, в первую очередь, хотя при этом всегда зачищаю и обезжириваю металл. @Sakhalin_Cat, попробую и так, как выдастся возможность.
2 балла
-
Сегодняшние фотки. И чуток видео. http://youtu.be/UptYVGEnA4M
2 балла
-
БУКВЫ (болгарка, плазма, полуавтомат) вот так вот, самая крупная алмазодобывающая компания заказывает у меня буквы=)
2 балла
-
Делал кондуктор для завитков продолжение будет скоро!
2 балла
-
Решил попробовать себя в рекламном бизнесе!Баннер 4.5\15м а вот так мы оставляли меттал на ночь-приварили к конструкции.ваш покорный слуга осваивает профессию сварщика-высотника
2 балла
-
« Сто лет » на форуме , представиться так и не удосужился .Итак, вкратце о себе. Игорь . 46 лет . После 8 класса ПТУ . 1,5 курса по профессии помощник машиниста тепловоза , затем бросил ,за компанию с друзьями, и перешёл в другое, на электросварщика. Работать по этой профессии не собирался, но в СССР надо было «всем учиться» где то , я и учился . Всему, только не сварке ,хотя соединять металл , всё-таки , научили .Система работала . По окончании учебного заведения практика на заводе – ручная дуговая сварка и ПА , немного и несерьёзно , потому как и наше отношение к процессу и отношение к нам совпадали – ПТУшники,одним словом. Затем армия , СГВ , водитель БТР , ком.отделения . После дембеля полгода работы сварщиком на « родном заводе » , но желание и возможность заработать нормальные деньги там были порознь , поэтому решился на вояж на Колыму . Запрос , вызов и я там . Магаданская область, пр. Бурхала. Устроился работать сварщиком , в гараж . Мои способности на сварочном поприще были оценены маститым сварным достойно : « Ты что, диплом купил ? ». За три – четыре месяца я научился у него больше , чем в ПТУ и на заводе . Газорезка, пайка радиаторов, газосварка и именно сварка . Сейчас, спустя годы, эти «достижения» вспоминаю с улыбкой, но всё же, это было уже что то. Бросил сварку – даже там на ней не заработаешь ( за исключением отдельных мест и случаев ) и пошёл работать водителем. Курсы на БелАЗ и поехало. Работа на прииске , затем на строительстве Среднеканской ГЭС, после на строительстве и реставрации дорог по Магаданской области. В промежутках работал в старателькой артели, занимался вольной добычей золота и лишь эпизодично сваркой . В эти эпизоды повысил разряд на курсах в училище до 4-го и до 5-го работая на руднике в «Полиметалле». Но опять же, всё это «филькина грамота» . Это мне тогда казлось, что я уже «высокий специалист» по сварке 5-го разряда . Как я был наивен. Сейчас я себя таким уже не считаю и чем больше окунаюсь в сварку, тем больше в этом убеждаюсь . В 2007 переехал на материк и решил, что баранку крутить здесь не буду , а пойду работать сварщиком , тем более что НАКС есть ( Магадане на МК сдал за свой счёт – пытался завербоваться в одну контору , но не получилось ). Устроился сварщиком . И если раньше мне казалось, что трубы я варить могу, то оказалось, что не только трубы, а просто варю посредственно . Впервые , наверное, я столкнулся электродами ф 3мм. , вживую увидел подготовку стыка под сварку и «правильную» сварку труб . Меня , есественно, к этому не подпускали , мой удел был сваривать металлоконструкции и другие подсобные работы. В свободное время (обед,перекур) начал учиться варить. Увиденное и подсмотренное за другими сварными пытался воспроизвести сам. На предприятии обещали и научит , и аттестовать ,но так они обещали всем , лишь бы удержать дешёвую рабсилу. В результате , через 4 месяца я аттестовался за свой счёт на НАКС ( ГО и КО ). Руководство с радостью поставило халявного ,аттестованного работягу на трубу. Через пару-тройку месяцев столкнулся с аргоном . Со сторонней организации прглашали сварного для сварки корня ( новое веяние ). Заинтересовало и понравилось .Захотелось . Пробил контору , где «можно» получить навыки , договорился ( они с улицы не берут, а только по направлению и договорённости от предприятий) и за свой счёт «поимел» три недели курсов , при этом взяв на работе две недели без оплаты. На предприятии ,по началу,сами предложили просубсидировать обучение, но когда дошло дело до оплаты , включило заднюю передачу . Не особо огорчаясь , я обогатил свой багаж знаний и опыта. На предприятии , опять же, с удовольствием воспользовались моими вновь приобретёнными услугами . Некоторое время ,я ,как рыбак рыбу, прикармливал своего кормильца .За это время и руку набивал, и опыта набирался , а затем поставл перед фактом – нравится ? удобно? Устраивает ? Получив утвердительный ответ выставил своё требование – платите !!! . За личное оборудование, всевозможную оснастку и примеры работ я писать не буду – семь лет не прошли даром и на данный момент это приносит свои плоды – работодатель признаёт (по большей части) мои условия и готов платить по моим «расценкам» ( в разумных пределах) .Всех всё устраивает. О сварке я стал знать немного больше, но в целом – ничего не знаю !!! Много узнал и увидел на Ютубе , но большую часть почерпнул благодаря Форуму и Вам , КОЛЛЕГИ ! За что Вам огромная признательность ! С уважением , Игорь2 балла
-
@waha, знаешь почему женщины мужчин не слушают? это потому что у них в ушах дырки делают1 балл
-
В терминологии данной не сильна. Так что, может, и пирсинг..1 балл
-
Отрицательно. Но, уши проколоты, лет с 12-ти )) Более желания нет, лучше ещё тату ))1 балл
-
Зеркала нет, сэлфи со спины и зима, холодно а че клава то? я на память печатаю1 балл
-
@kazakieozn,Выставляй амперы так,чтоб за 1-2 сек появлялась сварочная ванна и пруток подавай в ванну а не в дугу.1 балл
-
Костя, по браЦки, фаг по цнскам напиши.... вот как баран на новые ворота.... чесслово... а оно то надо... знаю, должен, но все отдам!!!!Может даже лично приеду...1 балл
-
Классика: http://f5.s.qip.ru/IA4wMwhd.png1 балл
-
Присоединяюсь! !!!! Можно открывать шампансоке! Лично столкнулся, в Китае было такое. Я его тестером, а он почти 0. И ни каких 5В не было. ... Я его и так и этак, а он молчит. Уже все перепроверил, все работает, а на выходе почти 0. Коснулся электродом и все пошло. Переключателя не было для выключения БСН. Так что вот такое было. А пришел с отрупевшей силовой частью. А о просадке по проводам, так в инверторах не рекомендуется наращивать провода. Т.е. короткие провода сделаны не только для удешевления комплекта оборудования, но и для стабильности работы инвертора и гарантированной индукции. Хочешь нарастить - вот тебе удлинитель по высокой (220В). Это рекомендации от производителя. Но в российской действительности удавалось наростить провода до 15М по низкому. И ни чего, тока побольше и можно варить.1 балл
-
Спасибо. Утяну в факу часть данной книги.1 балл
-
http://samopal.su/forum/download/file.php?id=14341 балл
-
Вот что то меня на творчество потянуло так и хочется че нить натворить )) По моему что то я перемудрил ю Типо пепельница ))
1 балл
-
А что она даёт, я на Чипе так и не понял суть дружбы?1 балл
-
http://valvolodin.narod.ru/schems1.html На этой странице и сам аппарат и блок управы чуть ниже.1 балл
-
@Kandzi, что именно узнать подробнее? Чем темнее цвет шва- тем больше выгорело легирующих элементов, соответствено тем хуже результат. Серебристый- идеально, но сложнодостижимо. Золотистый- очень хорошо. Розоватый- допустимо, хорошо. Розовый с синеватым переливом- что то идёт не так, но где "третий сорт не брак"- пройдёт. Синева с оттенком в коричневый- проблема, нужно искать и устранять причину. Тёмно- коричневый- плохо.. Чёрный, а ещё хуже бугристый с рыхлой поверхностью ("ёжики")- однозначно брак.1 балл
-
Скоро праздник.Заказали формы для тортов.Сделал.
1 балл
-
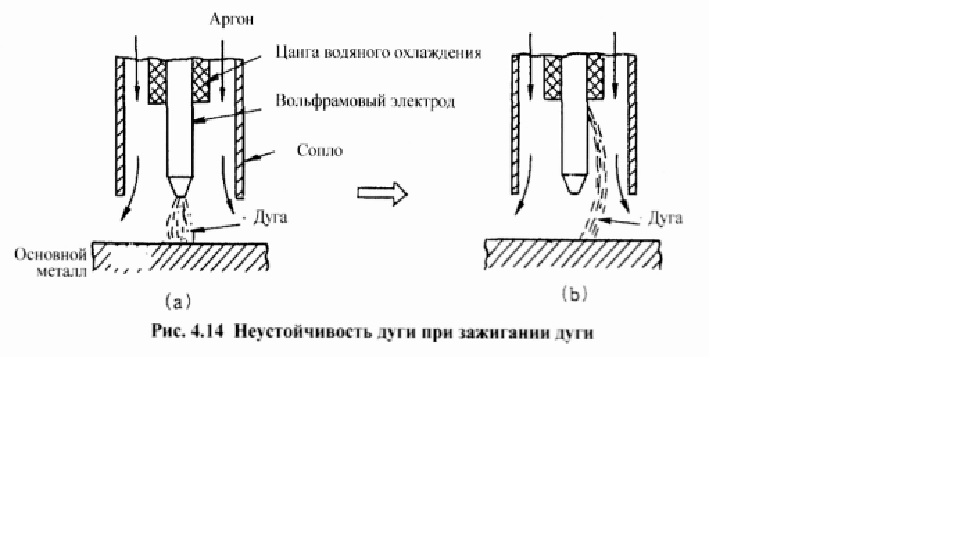
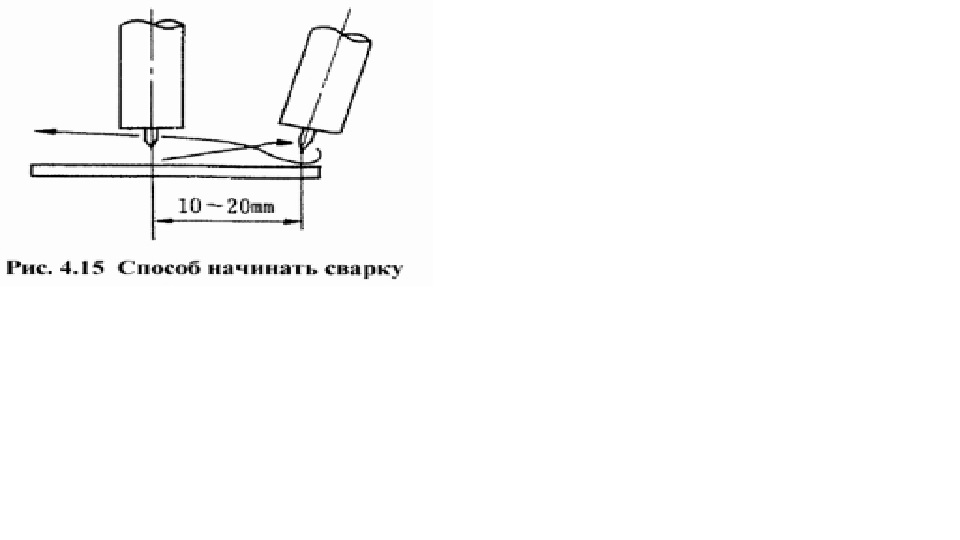
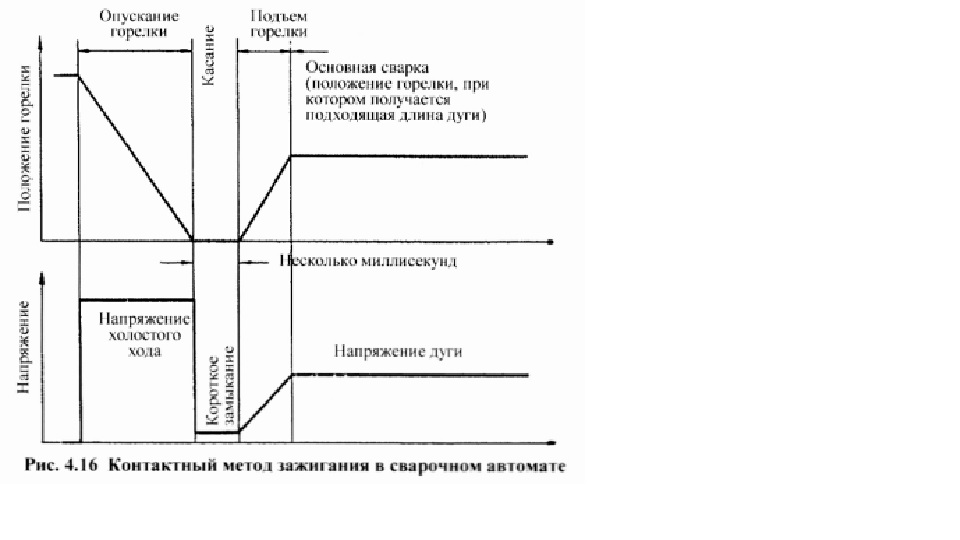
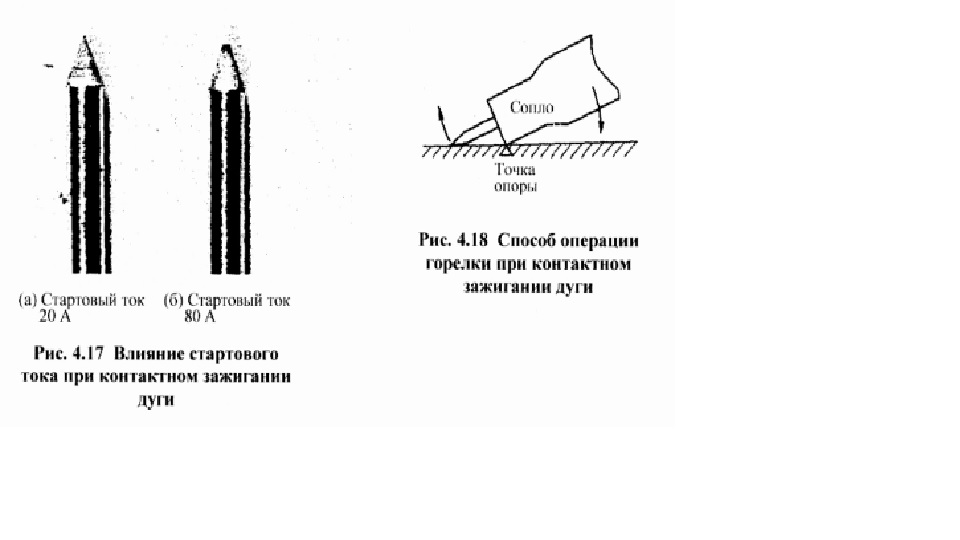
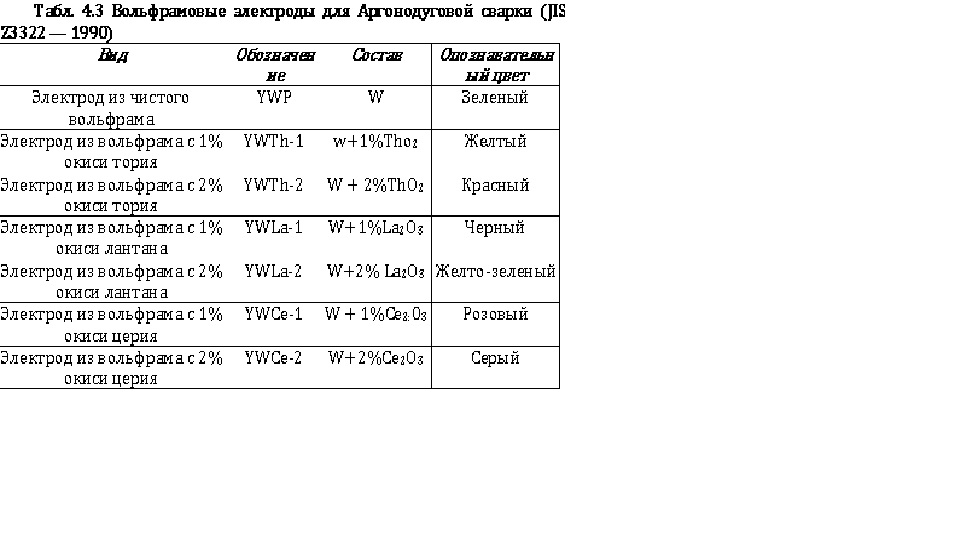
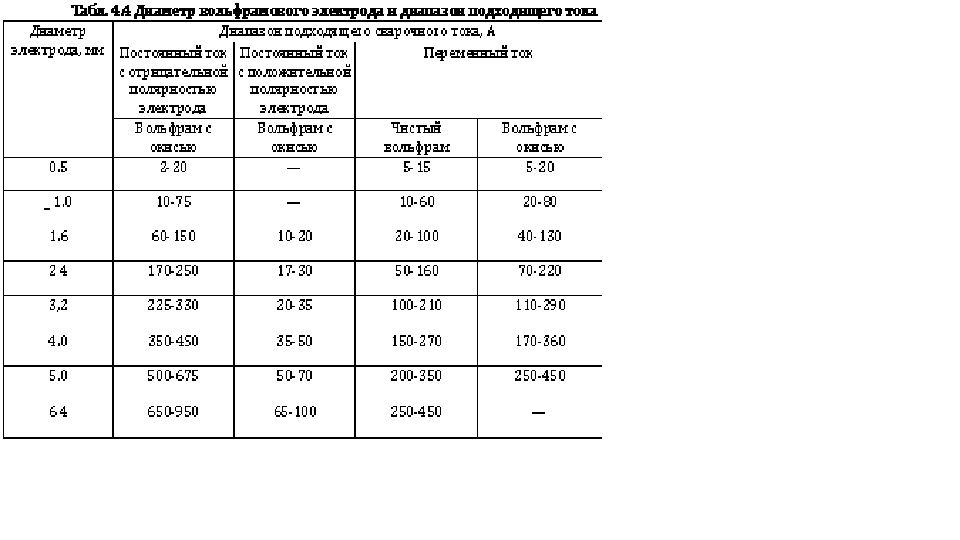
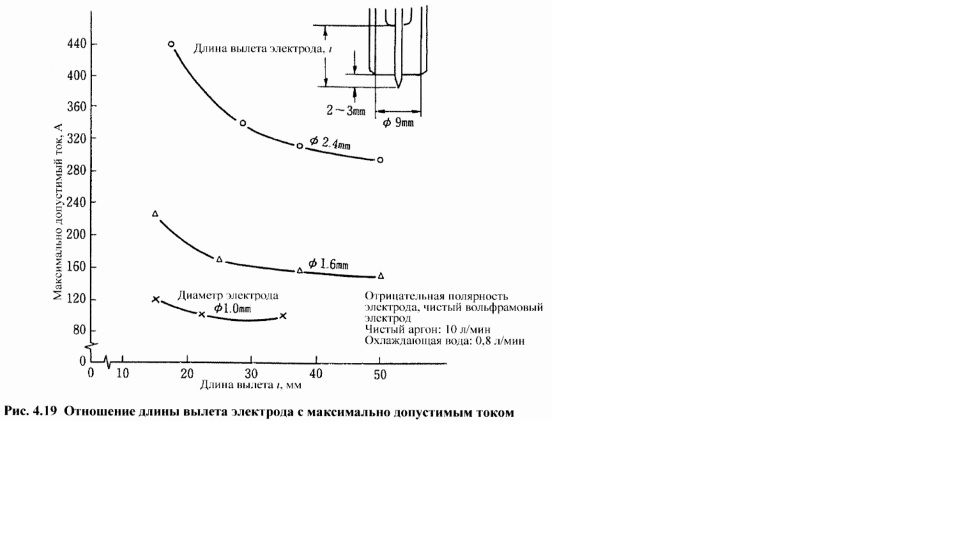
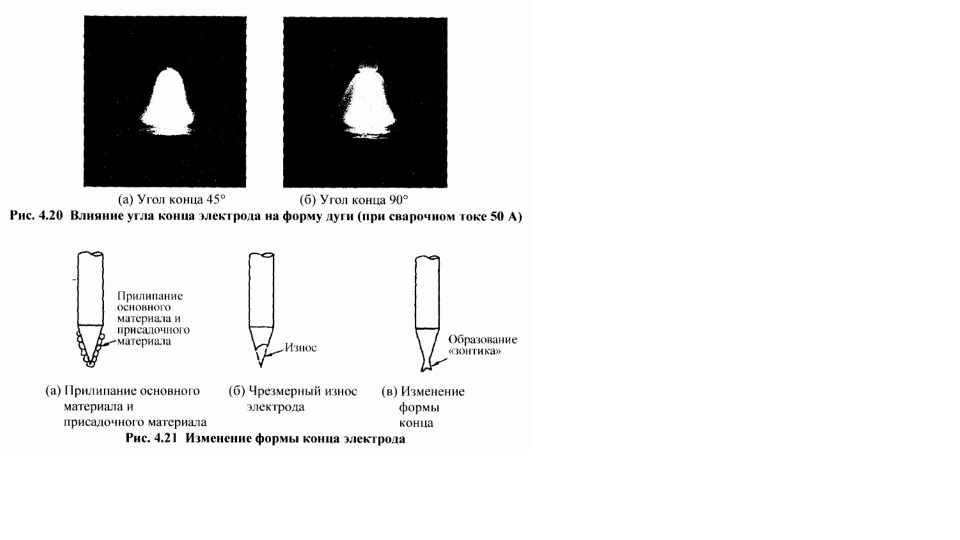
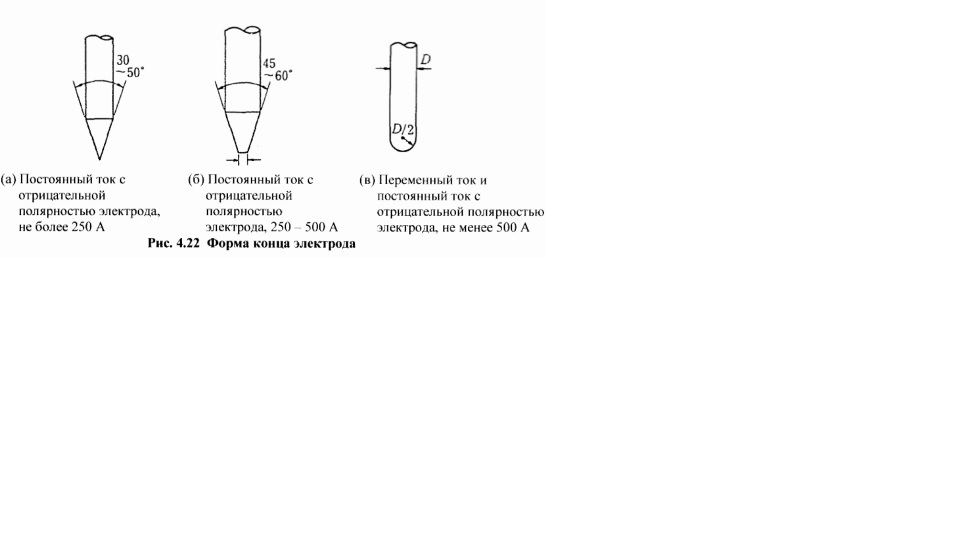
4-2 ЗАЖИГАНИЕ ДУГИ 4-2-1 Метод высокой частоты - HF поджиг Как правило, в случае Аргонодуговой сварки при зажигании дуги применяют метод совместного употребления высокой частоты. Когда приближают электрод к основному металлу и нажимают выключатель горелки, прилагается напряжение высокой частоты, под наведением которого подается ток между электродом и основным металлом, и зажигается дуга. В случае сварки на постоянном токе после зажигания дуги напряжение высокой частоты прекращается, но в случае сварки на переменном токе приложение напряжения высокой частоты продолжается и в процессе горения дуги, чтобы предотвратить обрыв полуволны дуги. В случае постоянного тока с отрицательной полярностью электрода, в процессе сварки электрод держится в накаленном состоянии, так что термоэлектронная эмиссия осуществляется легко и дуга поддерживается устойчиво. Однако в момент зажигания дуги электрод еще не накалился, так что термоэлектроны не вылетают. Однако даже при низкой температуре окиси испускают термоэлектроны легко, так что при зажигании дуги на конце электрода в местах, имеющих окиси, формируются катодные пятна и горит дуга. При этом, поскольку электрод относится к отрицательной полярности, подвергается столкновению катионов, и окиси разрушаются. По мере исчезновения окисей катодные пятна, находящие новые окиси, перемещаются по поверхности электрода. Поскольку окиси разрушаются один за другим, в конечном итоге дуга перемещается вверх по поверхности электрода. Если это состояние продолжится долго, как показано на рис. 4.14. дуга будет сильно удлинена и будет подниматься напряжение дуги выше предела, в котором сварочный источник может поддерживать дугу, и в конечном итоге дуга прекратится. Если на ходу температура электрода поднимется и электрод будет в накаленном состоянии, дуга будет возращена на конец электрода и горение дуги будет стабилизировано. Чем ниже сварочный ток и чем чаще повторяется зажигание дуги, тем чаще появляется явление неустойчивости дуги при ее зажигании. Кроме того, эта тенденция особенно сильна, когда электроды сделаны из чистого вольфрама, так что желательно использовать вольфрамовые электроды, включающие в себя окись тория (ThO2). окись церия (Се2О3). окись лантана (Lа2О3). окись иттрия (Y2O3) или прочие окиси. В случае сварки на переменном токе, поскольку полярность меняется по каждому полупериоду, влезание катодных пятен будет сдержано и, в общем, ситуация по зажиганию дуги лучше, чем в случае постоянного тока с отрицательной полярностью электрода. Однако даже в случае сварки на переменном токе, если электрод остывает, не исключена ситуация тою. что, на полуволне положительной полярности электрода горит дуга, на полуволне отрицательной полярности электрода не горит дуга. Когда конец электрода держится в накаленном состоянии, дуга горит устойчиво. Поэтому желательно заранее зажечь дугу на другом листс.накалить электрод, прекратить горение дуги немедленно переместить электрод в начальную точку сварки и зажечь дугу., Дуга зажигается стабильно и можно предотвратить прожог, несплавление и т.п. на начальной точке сварки. Кроме того, на рис. 4.15 представлен другой вариант для разрешения проблемы; на основном металле на расстоянии 10 - 20 мм от края зажигают дугу, после начала горения дуги немедленно возвращают горелку в начальную точку сварки и начинают основную сварку. 4-2-2 Контактный метод зажигания дуги Когда сила высокой частоты уменьшается по ходу длинного кабеля горелки и высокочастотный разряд, необходимый для зажигания дуги, не происходит, или высокая частота создает радиопомехи находящемуся вблизи роботу, сварочному автомату или прочим аппаратам с электронным управлением, не допускается зажигание дуги методом совместного употребления высокой частоты. В таком случае применяется контактный метод зажигания дуги (или царапающий метод зажигания дуги), в котором зажигают дугу за счет легкого прикосновения электрода к основному металлу. В связи с тем. что электрод и основной металл касаются друг друга, существует возможность приплавления основного металла к электроду, интенсивного износа электрода, который происходит при зажигании дуги, и прочие недостатки. Однако некоторые последние источники питания с тиристорным управлением и пр. могут замедлять износ электрода, происходящий при зажигании дуги, в значительной степени за счет установки тока, отличающегося от сварочного (дежурного) тока и протекающего при зажигании дуги. Следовательно, этот метод зажигания дуги применяется к последним сварочным автоматам, производящим работы на постоянном токе с отрицательной полярностью электрода, пользуясь следующими достоинствами; ü Можно предотвратить явление неустойчивости, которое склонно происходить в методе совместного употребления высокой частоты при зажигании дуги. ü Поскольку не генерируется высокая частота, можно исключить возможность возникновения радиопомех. На рис. 4.16 представлен пример касательного метода зажигания дуги, который применяется в сварочных автоматах. После включения выключателя горелки до зажигания дуги к промежутку между электродом и основным металлом прилагается напряжение холостого тока порядка 80 - 90 В. Сварочный автомат, обнаружив это напряжение, опускает горелку. При касании электродом основного металла это напряжение понижается резко к уровню порядка несколько вольт. После обнаружения понижения напряжения в течение несколько миллисекунд (несколько тысячных секунд) начнется отвод горелки вверх, при достижении напряжения дуги, соответствующего заданной длине дуги, остановится подъем горелки и начнется сварка. В случае автоматической сварки механизм вертикального перемещения горелки управляется электрическим приводом, так что получается устойчивое зажигание дуги. Однако в случае ручной сварки при применении контактного метода зажигании, чтобы замедлить износ электрода при зажигании дуги, следует обращать внимание на следующие пункты; Прежде всего, если устанавливают стартовый ток на слишком большое значение, при горении дуги происходит расплавление, износ и пр. конца электрода, как показано на рис. 4.17. Желательно устанавливать стартовый ток как можно меньше, однако, если ток слишком мал. то получается неустойчивая дуга, так что обычно употребляет значение тока порядка 20 -30 А. Кроме того, если приводить электрод в прикосновение к основному металлу после включения выключателя горелки. отвод горелки осуществляется с опозданием, что будет ускорять износ электрода. Так что следует сначала привести электрод в прикосновение к основному металлу, а затем включать выключатель горелки. Едва конец электрода приобрел накаленное состояние, как нужно отвести горелку. Если отводить горелку после завершения накала, будет ускорен износ электрода. Если перед контактом электрода и основного металла, сопло горелки приводят в соприкосновение с основным металлом, как показано на рис. 4.18, и пользуясь полученной точкой прикосновения в качестве опоры, осуществляют контакт электрода и основного металла и потом отводят электрод от металла, то в этом случае операция зажигания дуги будет облегчаться. 4-3 МАТЕРИАЛ И ФОРМА ЭЛЕКТРОДОВ 4-3-1 Виды электродов Вольфрамовые электроды для Аргонодуговой сварки подразделяются на вольфрамовые электроды и вольфрамовые электроды с окисью. Их вид, химический состав, размеры и допуски, качество и т.д. регламентирует стандарт JIS Z3233 (вольфрамовые электроды для Аргонодуговой сварки). Кроме того, как приведено в табл. 4.3. установлены опознавательные цвета, так что можно различать вид электрода по цвету его конца. Чистые вольфрамовые электроды в основном используются для сварки на переменном токе, а вольфрамовые электроды с окисью - и для сварки на постоянном токе и для сварки на переменном токе. Если не включается окись, зажигание дуги на постоянном токе с отрицательной полярностью электрода осуществляется с трудом, так что в случае сварки на постоянном токе почти не используются чистые вольфрамовые электроды. В случае сварки на переменном токе в полуволне положительной полярности электрода конец электрода подвергается разогреву, и поэтому в полуволне отрицательной полярности электрода дуга горит стабильно. Кроме того, чистые вольфрамовые электроды, которые справляются с меньшей генерацией постоянной составляющей, чем вольфрамовые электроды с окисью, чаще применяются для сварки переменного тока. В случае постоянного тока с отрицательной полярностью немаловажное значение имеет способность к зажиганию дуги, так что, в общем, используют вольфрамовые электроды с окисью. Как приведено в табл. 4.3. в настоящее время стандарт JIS регламентирует 7 видов электродов, среди которых последние 4 вида добавлены в последние годы. Кроме этого, также продаются и вольфрамовые электроды с окисью иттрия (W+1 - 2% Y2O3), которые еще не регламентированы. 4-3-2 Сварочный ток и диаметр -электрода Когда сварочный ток слаб, использование электрода с большим диаметром приведет к блужданию и неустойчивости дуги, а использование электрода с слишком малым диаметром приведет к интенсивному износу электрода, так что следует выбрать диаметр электрода применительно к сварочному току. Кроме того, при одинаковом сварочном токе, если полярность отличается друг от друга, подходящий диаметр электрода также отличается. В табл. 4.4 приведен диапазон подходящего тока по диаметрам электрода и по полярностям, соответственно. Верхний предел подходящего тока уменьшается в последовательности постоянного тока с отрицательной полярностью электрода, переменного тока и постоянного тока с положительной полярностью электрода. Если примем постоянный ток с отрицательной полярностью электрода за критерий,; в случае переменного тока верхний предел падает порядка до 70 - 80%, в случае постоянного тока с положительной полярностью электрода падает резко порядка до 10%. В случае чистых вольфрамовых электродов по сравнению с вольфрамовыми электродами с окисью тория подходящий диапазон переходит па 30% вниз. Кроме того, допустимый ток вольфрамовых электродов варьируется не только по диаметру и полярности, но и по длине вылета электрода из цанги. Если примем ток. на котором электрод поддается расплавлению, за максимально допустимый ток. то получается отношение длины вылета электрода с максимально допустимым током, как представлено на рис. 4.19. По мере увеличения длины вылета электрода надает максимально допустимый ток. Это объясняется тем. что выделение резистивного тепла электрода увеличивается, сопровождая подъем температуры. Следовательно, если с точки зрения технологичности неизбежно удлинение вылета электрода, желательно выбрать электрод с немного большим диаметром. 4-3-3 Форма конца электродов Концентрированность дуги, проплавление, внешний вид сварного шва и т.д. в значительной степени зависят от формы конца вольфрамового электрода. На рис. 4.20 представлена разница формы дуги по углам конца электрода при сварочном токе 50 А. В случае угла конца электрода 45° дуга сосредоточена и получается хорошая форма дуги, а в случае угла конца 90° по наружной окружности дуги появляется другая слабая дуга и тем самым сосредоточенность дуги ухудшается. Чем слабее сварочный ток. тем значительнее эта тенденция. Кроме того, как показано на рис. 4.21. если к концу электрода приплавился основной металл или присадочный металл, конец электрода изменил форму или износ электрода резко ускорен, также ухудшится сосредоточенность дуги, произойдет уменьшение глубины проплавления или ухудшение внешнего вида сварного шва. Подходящая форма конца электрода зависит от применяемого сварочного тока, полярности и т.д., но, в общем, принимается форма, как показано на рис. 4.22. В случае постоянного тока с отрицательной полярностью электрода, при слабом сварочном токе заостряется конец электрода, как показана в п. (а), и увеличивается угол конца электрода по мере возрастания сварочного тока. При силе тока 250 А и более заострение конца вызовут расплавление конца электрода, так что следует с самого начала слегка притупить конец, как показано в п. (б). По мере возрастания тока блуждание дуги уменьшается и износ ускоряется, так что при большом токе 500 Л и более желательно придать концу сферическую форму, как показано в п. (в). В случае переменного тока или постоянного тока с положительной полярностью электрода, в связи с большим износом электрода применяют форму (в). Примснять форму (а) или (б) можно, однако конец электрода быстро округляется, так что эффективно с самого начала придать концу форму, покачанную (в). В случае сварки на переменном токе сосредоточенность дуги не так хороша и к тому же износ электрода большой, так что не нужно обращать внимание на форму конца так, как в случае постоянного тока с отрицательной полярностью электрода. Форму конца электрода можно обрабатывать на обычной настольной шлифовальной машине, но желательно использовать специализированную шлифовальную машину для электрода, как представлено на рис. 4.23.
1 балл
-
содержание ресурс http://krb1-elektrik.narod.ru/Otechestveni.html
1 балл
-
сварочное звено широкого профиля никому нИнННАдА?. снегоуборщики,дровокольщики,теперь-долбальщики-копальщики-забороубиральщики.. как всегда-после того,как земля промерзла на полтора штыка,ВНЕЗАПНО надо копать.. плита (6м) закрывает вход в новую проходную.(2 метра-видна граница на фото ) -а отпилить половинку? --нет,нельзя!!!нужно всю снять.. ps.я ,на молотке электрическом был.тяжелый,зараза...
1 балл
-
Газом никогда не варил, решил собрать пост, заехал к знакомому на работу набрал обрезков алюминия, купил колёса в ближайшем магазе и пару дней свободного времени. Вот результат. Очень лёгкая и маневренная, правда пока стоит, нужна не особо ответственная холтурка, а то опыта нет автогеном.
1 балл