Лидеры




Популярный контент
Показан контент с высокой репутацией 22.05.2014 во всех областях
-
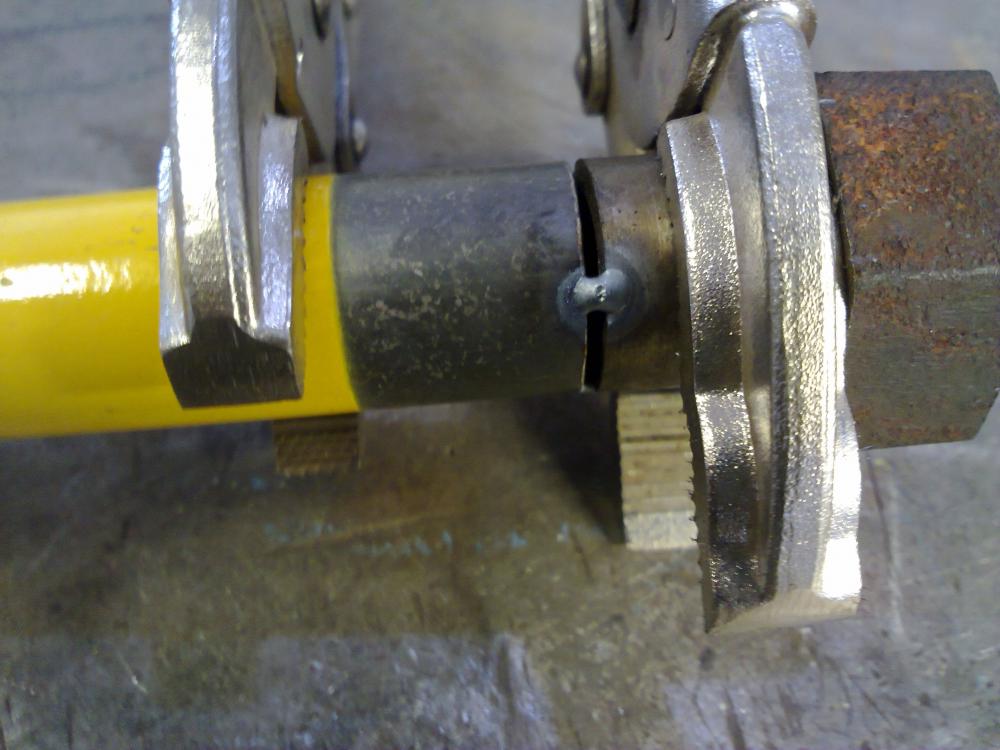
Ну в этом - перебьётесь ,слишком много чести. Амбиции попридержите.Кроме звона от Вас- пока ничего,и непонятно,спец ли Вы,или же очередной понторез.Не умаляю Ваших возможностей,но прежде чем бросаться такими предложениями,обозначьте свой профессионализм.На форуме есть для этого отведённое место. Потешу Вас,как раз сегодня,предвидя такое развитие событий,сделал небольшой отчёт. По характеру работ на сей момент была мелочёвка,ей и ограничился.С большими диаметрами на сей момент не стыкуюсь,да и не стал бы ради потехи время убивать.Итак.Труба 3/4".Толщина стенки ~4мм. Зазор 2мм. LB-52U. Ток 50-55А. Поворотный способ сварки. Один стык специально "распахал" ,чтобы представить провар.После этого заварен и окультурен Это тоже просто стык,с "потрохами".С фонариком и вспышкой. В ходе этих заморочек был сделан неправильный стык,который пришлось резать.Может оно как раз кстати. А это- как бонус.Конструктивно схема была изменена и одна из " лишних деталей" покоилась в углу.Привлечём её к делу.Это относительно того,как желательно в будущем представить свой высокий пилотаж в сварке труб.Облицовку можно и болгаркой зализать,а вот корень-это ЛИЦО стыка и вся свистопляска с пилотажем ничего не стоит,ежели он сомнительный.Труба 159 х 4. Зазор 3,2мм,притупление 1,5мм, фаска 30*,корень ,правда,ТИГ,но я им и работаю на этих изделиях,так что ,извините .А "ручник" я выше продемонстрировал.Ежели неповоротный возжелаете,то могу и его по-возможности и при наличии,но не по сомнительным параметрам,ибо ещё раз утверждаю,что 5мм неповоротный с зазором 2мм серьёзным диаметром и допусками на шов качественно не сделать,а уж если на потоке,то тем паче. Всем спасибо за внимание и пардон за столь длинный пост.
 8 баллов
8 баллов -
Вчера оживление случилось, варил МР 3: Сегодня крепёж для прожильника, надо по "проекту" 24+3 стартовых от забора, учусь варить уонями: на этом месте электричество пропало - пришлось закончить работы, типа до завтра.
5 баллов
-
Это поправимо. Я сразу удлинил сей колпачок. Благо, в продаже он имеется. Берём два колпачка и режем их следующим образом: от одного отрезаем нижнюю часть с резьбой и закраиной и берём в дело верхнюю часть, от другого-отрезаем 20 мм сверху и берём нижнюю часть. Потом обе нужные части склеиваем клеем на эпоксидной основе. Получается длинный колпачок. Так я делал ранее. Сейчас в продаже появился новый, длинный колпачок заводского изготовления.Но, по расейской традиции, и его приходится дорабатывать... Ранешние карболитовые колпачки имели хорошо залитую в корпус латунную гайку для навинчивания на горелку. В новых длинных колпачках применена какая-то пластмасса и закладная гайка залита неважно. Маленько шатается. Приходится с новья заливать зазор цианакрилатным клеем. Выкладываю фото короткого,среднего, нарощенного и длинного заводского колпачков: Для тех, кому сопел с резьбой М18 не хватает по диаметру, можно через футорку накрутить широкие сопла от "старших" моделей с присоединительной резьбой М24. Собственно, футорка: Футорку навинчиваем на горелку: А на футорку-нужное сопло:
5 баллов
-
Что значит наверное? Там коптильная камера - лень вент. гофр-шланг из-за мелочи таскать.
5 баллов
-
Здравствуйте всем! Считаю,что горелки данной марки, на этом форуме. незаслуженно обошли вниманием. На Вебсварке информации по ним-очень мало, а та, что есть-весьма разрознена. Постараюсь, по мере возможности, восполнить этот пробел. Фотографии, что есть на официальном сайте АГНИ (http://www.agniru.ru...t.php?type=4193)-крайне убогие и многие особенности не отражают. Из того, что у меня на данный момент есть-это : 1. Горелка газового охлаждения АГНИ-03/07М Достаточно лёгкая и с гибким шлейфом. Вполне работоспособна на токах до 120 А.Большими не нагружал. 2. Водоохлаждаемая АГНИ-07М От младшей сестры отличается наличием контура охлаждения. Шлейф тоже достаточно мягкий. В принципе, по лёгкости меня устраивает. Нержа меньше 0,8 мм пока не попадалась,а руки, в основном, привычны к кабелю в 35 квадратов и 400-му держаку. Поэтому любая аргонная горелка в руке почти не ощущается. 3. Водоохлаждаемая АГНИ-17МУ. Имеет жёсткую, но крайне прочную изоляцию. Ручка-предельно простая, без краника для газа. Использую в самых свинских условиях, как то:выезды на полевой ремонт техники и оборудования, чужие гаражи, автосервисы, где все, кому не лень, топчутся по шлангам, роняют на них всякую фигню. Ни газовые, ни, водяные шланги при этом не страдают.Правда,"карандашный хват" этой горелки представляется трудно даже мне... Ну, собственно, она и не для этого. 07-й и 17-й горелками можно шпарить на токе в 300 А достаточно долго. Даже на переменке. Для Гроверса-200 они даже избыточны. Хотя, нет, просто с хорошим запасом. Сопла, цанги, заглушки для вышеперечисленных горелок-одинаковы. 4. Водоохлаждаемая "хитрая" АГНИ-35 КД. Токами больше 130 А не нагружал. Впрочем, куда больше-то? При максимальном диаметре электрода 3 мм. Имеется две "шеи" к ней.Короткая и длинная."Шеи" меняются легко, откручиванием накидной гайки, как на газовых горелках. В принципе, заменой "головы" на "шее" можно превратить 35-ю в 29-ю модель. Та-вообще огонь! Медное водоохлаждаемое сопло, массивная "голова". Рабочий ток-500А. Мне пока такая не нужна. Не стал заказывать. Под такую горелку и аппарат надо под стать, серьёзный. У всех, без исключения горелок АГНИ есть одна конструктивная особенность-канальная система истечения газа. То есть,газ не из цангодержателя выходит под прямым углом к электроду и стенкам сопла,как на большинстве горелок "забугорных" производителей,а из распылительного кольца в головке,соосного электроду.Форма газового канала похожа на сопло ракетного двигателя. Всё гладко и плавно. Поэтому ламинарный поток газа образуется и без применения газовых линз. Потому, как идёт ровно, от головки вдоль цанги (имеющей очень плавные обводы) через сужающееся без загогулин сопло. Да, есть один момент. Вольфрам "до пальцев не скуришь". Расстояние от конца цанги до среза сопла приличное. Я не переживаю, "бычки" достаются коротышке-"тридцатьпятке". Итак, фото моих горелок: Частично разобранная горелка 07М Цанга. На горелке АГНИ-35 остановлюсь поподробнее. Собственно горелка. Я уже говорил,что из 35-й можно запросто сделать 29-ю. Надо только иметь "голову" и "шею" от оной. А ручка-одна. "Шея" откручивается, как насадка на газовой горелке. Да и "шею" можно менять длинную на короткую и наоборот. Уплотнения-резиновые кольца: Скручиваем сопло: Цанги и электроды на 1,6 мм,2 мм и 3 мм.У-ти-пусеньки!!! Рядом ключик для выкручивания цанги, т-образной формы. Кнопочка управления и газовый краник: Ну,вот,вроде как всё... Буду рад, если форумчане что-либо дополнят из своего опыта, а также поделятся информацией по другим горелкам отечественного производства.
4 балла
-
Продолжу. Второй день обещал скорую развязку. Но это я так думал! Между 11 и 12 часами вырубили свет, сказали не будет до четырех. Настроение ушло в минус. Но что поделаешь. А так хорошо шло. В результате проб и ошибок я пришел к варианту с косоурами собранными из балки и плоских боковин. После монтажа каркаса остается вварить уголки и полосы. Приспособился уже при помощи зажимов и полос фиксировать одну плоскость. Варю изнутри, хоть и выгибаться приходится, зато потом зачищать не нужно. Исключение первая ступень. Туда жбан в маске не пролазит) Так как почти все покрасил дома, после осталось подмазать только боковые полосы и места где грунт обгорел. Жаль только свет дали в начале пятого. Вскоре подъехал друган и помог добить. Всю лестницу сфотать не вышло, маленькое помещение там. Да еще и свежая стяжка.
4 балла
-
@Persik45, я Вас сейчас официально предупреждаю, что за: "Я, валил, дешёвая обычная маска, ток разный, супердуга, апорат трансформаторный", прочую игру слов и нарушение правил форума сошлю на Колыму в читатели и Вы будете долго-долго сидеть в библиотеке. Понятно Вам или нет? Теперь о вопросе.1) Какой у Вас светофильтр или номер стекла (С-5,-6,-7,-8)? 2) Что значит свищ во весь шов? В глубину, ширину, длину? Как это Вы определили, что "ток 150"? На Вашем фото не шов, а каракули и дело видать не в маске, трансформаторе, электродах, а в руках... Вот пожалуйста, УОНИИ 13/55Р d=4.0 ~130 A (БР-306), вертикальный шов. А вот потолочный k=6, на тех же режимах.
4 балла
-
Сегодня с горем пополам домучал еще одну. Опус о том как было. Заказали к тем двум что делал ранее на таун - хаусах. Сразу предлагал три, но отказались от чердачной. Мол нам бы что полегче, или вообще что то очень легкое. Мне лично ничего кроме алюминиевой стремянки в голову не пришло. А потом передумали, долго везли металл и расходники. Потом спину прострелило. В общем не шла у меня эта лестница. Делал эту вместе с предыдущей, которую другу ставил. Но из за затупки посредника в выходной установить не удалось. Сказали что там делают стяжку и мол никак. В результате среди недели стяжку все еще делали, а в выходной как оказалось можно было и поработать. Тогда бы мы её с друганом за день уконтропупили. А так эпопея растянулась на два! Собственно в виде полуфабриката лесенка двухмаршевая выглядит вполне скромно. Утром загрузил и отвез. Хорошо зятек таксист у меня. Помог. Верный мой подсобник серед недели работал( На месте обнаружилась приличная толпа узбеков. Делали стяжку. В общем мы начали активно мешать друг другу, но что делать, все по доброму понимали ситуацию. Я сложил вещички в уголок и потихоньку начал. За день удалось выставить каркас, а после пяти подъехал друг. С ним пять ступенек собрали. Еще и прожектор не взял. Почему то показалось что там было светлее когда замерял. А на самом деле темень хоть глаз коли. Вроде глазами видишь а как прицеливаться надо, так ничего и не разглядеть. На другой день привез. И из за того что узбеки плотно ходили рядом, пришлось городить настил. Так что бы они мне и я им совсем не мешали. Заволок все под лестницу на настил. Сварочник примастырил на фанерку, сам по жердочкам. Как оказалось не ленивые парни лупили стяжку аж 11см. Зачем не ясно. Это позволило мне немного приподнять всю лесенку. Перестраховался от того что верхняя ступень выйдет высокой, если на чердаке такой же слой вдруг зальют) Дело шло.
3 балла
-
ЯЗЫКОВЫЕ СОЦИАЛЬНЫЕ СЕТИ И САЙТЫ ДЛЯ ПЕРЕПИСКИ 1. sharedtalk.com – многоязычный сайт, доступный на русском. Бесплатная регистрация с возрастным ограничением 16 лет. Сайт предназначен не для простого общения, а конкретно для изучения языка. 2. omegle.com – сайт, созданный исключительно для общения. Вы заходите на страницу, выбираете язык, вводите интерес, и вас автоматически соединяет с человеком с таким же интересом. Регистрация необязательна. Сайт сделан на английском языке, но выбрать язык для общения можно любой из предоставленного списка. 3. langled.com – сайт доступен на русском, английском и немецком языках. Создан для бесплатного изучения иностранных языков, также есть опция просмотра фильмов и прослушивания музыки. 4. www.englishbaby.com – сайт для изучения английского языка и общения. Бесплатная регистрация, разные уровни языка. Сам сайт, соответственно, на английском. 5. www.interpals.net – сайт для изучения языков с помощью общения. Возможность завести друзей из других стран, повысить уровень иностранного языка и выучить что-то новое. 6. livemocha.com – сайт, доступный на всех языках. Бесплатная регистрация и начальный курс иностранного языка. Большой выбор курсов. Более высокие уровни – платные. Вы можете выполнять задания и публиковать их на сайте, тогда носители языка будут их проверять и помогать исправлять ошибки. Взамен вы сможете помочь другим пользователям с русским языком или любым другим, который вы знаете. Также есть функция чата с носителями иностранных языков. 7. http://www.babbel.com/?locale=en – сайт для изучения иностранных языков. Можно учить язык на своем родном или же на любом другом из списка. Регистрация необязательна, но предпочтительна. 8. http://www.busuu.com/ru – сайт для изучения иностранных языков и интернационального общения. Прост в обращении, регистрация бесплатная. 9. lang-8.com – вы создаете записи на том языке, который изучаете. Носители языка видят их и исправляют допущенные вами ошибки, параллельно комментируя важные моменты. Вы, в свою очередь, можете помогать тем, кто учит русский и пишет на нем. Это все бесплатно, требуется только регистрация.3 балла
-
3 балла
-
А потом пользователь читает подобную засообщенную тему, читает и устает искать. Ищет через строки, через сообщения...Я могу ошибаться и не за любого отвечать. Вряд ли кто-то будет часами и днями перечитывать все от и до. Даже бывает в поиске выдаст по сотни страниц. Стоит ли дальше раскладывать? В итоге пользователь бросает поиск и создает сообщение в подходящей или не подходящей теме. затем все обыватели проходят мимо, это уже было, или начинается почти по новому. Хорошо, если кто-то знает куда направить. Извиняйте, за эмоциональность. Я от своего восприятия говорю.2 балла
-
Ну вот. Почитал как создавать темы и сообщения. И на 5 страницах по делу (по моей оценке) всего несколько сообщений. Сообщения конечно витают где-то да около, но как-то отвлеченно (как и это мое сообщение). И так ягодка за ягодкой. Написать-то хочется. или бывает надо же ответить на вопрос, заданный тебе. И понеслось. По поводу обустройства форума (не этого) я тоже думал, как выстроить, чтобы было все по-темно и однозначно. Была (можете считать бредовой) такая мысль создать, осуществить, чтобы в теме были сообщения только по сути вопроса темы, чтобы ничего лишнего. Да только все оказалось (забыл каким словом назвать) слишком недостижимо идеальным. В итоге не нашел единой цепочки, многое цепляется с другой тематикой. Поэтому забросил это деяние (но не до конца, все таки отбираю...). Например. Искал я вопрос про медную или стальную подкладку в определенном разделе. Не нашел. В итоге задал вопрос в некой иной теме. Направили в раздел по сварке полуавтоматом. У меня вопрос: а в ручной дуговой сварке подкладка не используется? Я не защищаю себя, что плохо искал. Мне казалось, что это вопрос не принадлежащий сварке каким-то видом аппарата, я и не искал именно в разделе полуавтомат. Осознаю, что форум - это не кладезь, нее учебник, не справочник. Сразу скажу, и можете за это выпнуть из форума, что я не проф. сварщик. Я просто купил инвертор, сначала посмотрел по интернету ролики. Конечно в них не изложено все от и до. Да и вы, профи, если задаете вопросы, значит тоже вас не всему обучили. И по моей профессии (образованию) у меня возникают много вопросов. Живи - и учись. Или "учиться, учиться и еще раз учиться". Ну не все довели, не все прочитал в школьные и ВУзовские годы, и во время работы - ну реалия такова. Идеал только в голове - той же идеей. Возвращаясь немного назад, (забежав вперед - это наверно также не пройдет в силу менталитета) может стоит в сообщениях (содержащих ответ, вопрос) в отдельной нетекстовой графе набирать некие ключевые слова, по которым (как вид поиска) будет осуществляться поиск? некоторые форумы имеют такую возможность. Есть отдельная строка с ключевыми словами. Если забито некое слово (например, "полярность"), то при поиске по полярности будут высвечиваться сообщение, помеченные "полярностью". Если сообщение не несет смысла по полярности (не отмеченное), то оно не будет "светиться" в результатах. Иначе результатом станут все сообщения по сути и не по сути, содержащие слово "полярность". А этим словом может оказаться совсем отвлеченное. Это пока все. Это наверно покажется очередным флудом. Весь форум я не читал, и не искал, есть ли в нем уже имеющиеся ответы и предложения по изложенному. Прошу понять и простить.2 балла
-
@kuznezs,немного не в тему,но так понятней,в учебке ходили в барокамеру,первый раз был пробный,смотрели на состояние людей.У некоторых на глубине 10 м (по давлению) сосуды в глазах лопались.Здоровье,а тем более восприимчивость глаз к свету у всех разная и еще важная деталь:смотря в каких условиях варите,имеется ввиду освещение.Можно на солнце тройкой и С 5 варить,а в помещении уже темновато будет,в общем нюансы есть.2 балла
-
3 слоя.межслойка-выдержка около часа. четвертый дуть не рискнул-третий за малым,не сорвался в потек.небольшая *смаржопа* пошла. в общем,где-то так. завтра попробую добить-2 люка,две створки,капот и по мелочи-лючки,крепежи ит.д...
2 балла
-
@Рудольф Шнапс, http://f5.s.qip.ru/IA4wMowQ.png2 балла
-
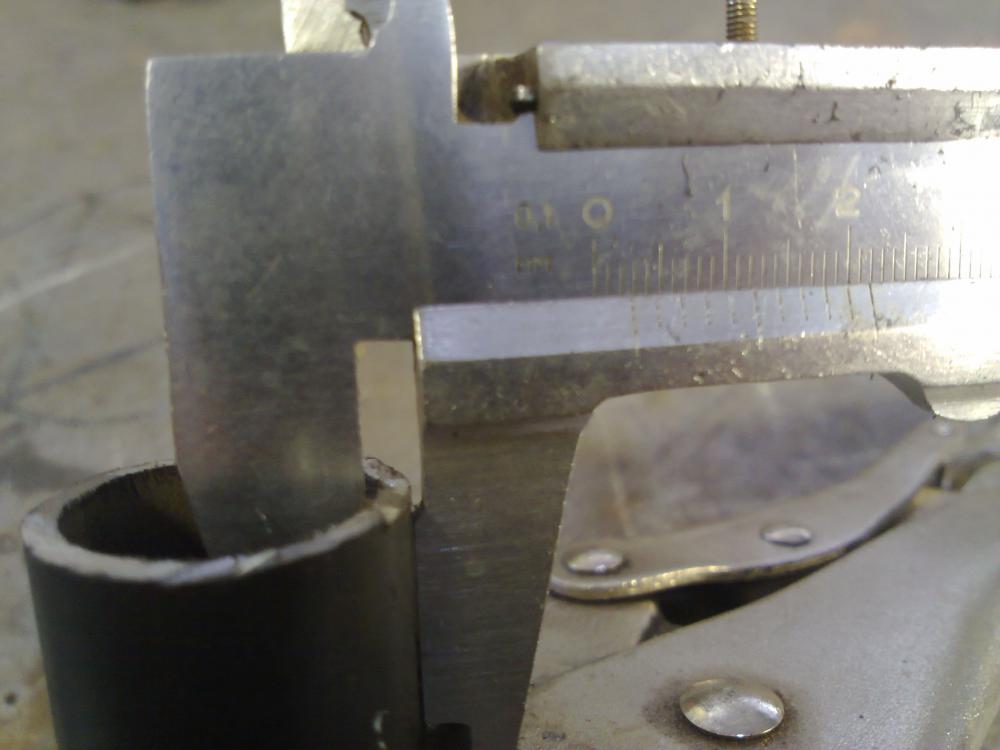
@Испананец,Не стоит так сотрясать воздух.Слова-они словами и остаются.Если есть чем подтвердить свои доводы,то пожалуйте небольшой фотоотчёт,с нормальным ракурсом,в подтверждение выбранных параметров,а не размытый контур со скользким фактом.Никто не утверждает,что такое не возможно в принципе и ГОСТ тоже не дураки писали,но есть и другая сторона медали.Если этот пункт Вам для "поколотить понты" на одном стыке в своё удовольствие,то это одно.Получилось-не получилось,какая разница.А если стыков на десяток-другой и под просветку,то это другая песня. На этом снимке зазор ~3мм ( в ходе выравнивания зазор мог увеличиваться - для сравнения,стык лежит на пластине 4мм), ф 57мм и толщина стенки 4мм.Варилось в один проход.Электрод LB-52U , ф 2,6мм ,ток 40-50 А. В чём киворукость?В том ,что стык сделан с заведомым качеством?И я уверен на 99% ,что он пройдёт просветку и резать его не буду.Или конечные параметры не нравятся ,ширина да усиление ? На трубе с большим диаметром и толщиной ,,зазор в 2мм стянет махом.Увеличивая ток тоже не решаем проблему - разделку элементарно забивает металлом.Как предполагается формировать обратный валик - диапазон колебаний ограничен.Технологическое окно на такой толщине сомнительное действо по ряду причин,к тому же и за рамки стандарта выйдем.Возможно,я заблуждаюсь,так переубедите меня реальными делами,а не балабольством.
2 балла
-
Чёрный квадрат? Или параллелепипед? А на улице +300С.
2 балла
-
http://lvkr.ru/ec2KBE.jpg2 балла
-
С пробуксовкой ...
2 балла
-
Выставить тут проблем мало - присоединил болтами обе трубы на свои места, линейкой и уровнем выставил корпус паралельно раме и сделал на месте несколько надежных прихватов. http://content31-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/DSC06395.jpg http://content31-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/DSC06398.jpg Потом снял полураму с трактора, соединил толстой полосой обе кронштейны, чтобы во время сварки не имели возможность менять расстояние. На сначала проварил корневой проход на всех четырех местах. Варилось нормально. Но потом сделал, как оказалось, ошибку - нава рил на торце трубы крышку толщиной 3мм для герметизации рамы. После этого прохода по периметру первого прохода появилась трещина - этот шов стянул торец трубы и оторвал сварку. http://content31-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/DSC06410.jpg http://content31-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/DSC06414.jpg Пришлось вышлифовать трещину и заварить снова в две проходы. Пока еще деталь не совсем остыла, но пока трещин не воруженным глазом не видно. http://content31-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/DSC06417.jpg http://content31-foto.inbox.lv/albums/m/menips/1K62-29-01-2011/DSC06404.jpg Это я отлично понимаю, что так должно быть. Но у Владимиреца эти детали сделаны с огромным зазором - точности там ни какой. На одной сварке там всё держалось, ну, вернее, не держалось. Чтобы сделать эти посадки с натягом, тогда надо на координатно-расточном станке всё расточить делать новые трубы с натягом. Это будет очень сложно и дорого. Старый трактор того не стоит.2 балла
-
В отпуске... Отцовскую "калину" шаманим... Ушки на защите поотлетали, лепим новые + бампер ремонтируем +крылья...
2 балла
-
В пятницу работы подвалило, теперь и вечернее время выхожу работать. два багажника, два бака, и еще какая то фигня))))
2 балла
-
@Niim, бесполезно... теории неплохой много, а что толку.. Ну, поймут они процессы (если захотят) а вот на практике сделать полуавтоматом что то, отдалённо приближенное к шву РДС ой как непросто. Я сам в своё время намучился, хотя от окружающих специалистов и "специалистов" только и слышал, "ачётамварить. ткнуливари" Надо чтобы с ними грамотный полуавтоматчик с недельку позанимался хотя бы, последил за ошибками, "поставил руки". Или моим (и не только моим) путём: пусть заходят на форум, выкладывают швы и задают вопросы. Как то вот так в общем... А это ЕВМовская брошюрка по п/а сварке. Не очень длинно и в принципе понятно: https://www.dropbox.com/s/zqvf4o22vmz3vga/EWM%20%D0%BF%D0%BE%D0%BB%D1%83%D0%B0%D0%B2%D1%82.%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0..pdf Да, и в библиотеку форума вы зря не заходите, там и литература и видео обучающие есть. Например: http://websvarka.ru/talk/index.php?showtopic=3351 Если ребятки захотят учиться на форуме - сразу предупреждаю: ликбеза и обучения в отдельной для них теме НЕ будет. Всё на общих основаниях. Читаем-учимся- варим-выкладываем швы на обсуждение- выслушиваем мнения и делаем работу над ошибками. Помогают здесь охотно, но только тем кто сам ищет и учится. По принципу: "Читал, но что то не понял-объясните. Варю-настройки вроде правильные, но почему то не получается-поправьте. Разбирался в теории, такой то момент неясен- подскажите".2 балла
-
Делал по просьбе столик и лавочку на кладбище. Решил объединить в одно изделие все Профтруба на каркас, полимером набрал седелку и столешницу. Вот что вышло. Изделие уже установлено.
2 балла
-
Меня такие училки на мыле одолели, устал выпиливать, жаловаться бесполезно. Кстати, пол года назад скачал с оф. сайта нокиa интернет-радио. Ну очень расширяет кругозор, узнал какие в мире существуют языки и народы. Ну а самих радиостанции там столько, что руки устают листать. Радио на любой вкус и цвет, очень советую.1 балл
-
Я не говорю что прораб должен составлять документы определяющих технологию и подписывать документы предприятия, а о том что он может аттестоваться на III и IV уровень1 балл
-
@Dmitry1962, проблему с антистиком мы уже знаем. Пока данная функция присутствует на ограниченной серии аппаратов. Но на всех наших тестах сварщику было действительно сложно именно прилепить электрод к металлу, т.к. хорошо работает форсаж дуги и не дает это сделать. Сварщику приходится прилиплять электрод именно специально. Если же электрод прилип окончательно, то все равно, чтобы прокалить его красна, надо довольно долго ждать. Я хочу сказать, чтобы испортить электрод, надо это делать только специально. Кроме того, мы стали выяснять как антистик работает на других аппаратах, и практически во всех китайцах-одноклассниках ситуация с антистиком такая же, хотя он и заявлен. Но на многих электрод легко прилипает, т.к. форсаж не вытягивает. @Dmitry1962, подскажите, почему данная функция для вас так важна? Это принцип, или действительно важно в работе? Как вам работа аппарата в целом?1 балл
-
Оно и понятно. На фото № 2-сварка металлоконструкции в цеховых условиях. На фото №1-монтажный стык. К закладной опоре, изготовленной с солидным "плюсом" по площади и прикрученной на анкер-шпильки к Ж/Б-фундаменту, приваривают опору готовой конструкции. Я, когда занимался монтажом рекламных конструкций, по нескольку раз на дню видел подобные сочетания швов.1 балл
-
Доделал:http://images.vfl.ru/ii/1400693246/3c885cb1/5203744_m.jpg http://images.vfl.ru/ii/1400693247/a7665b61/5203745_m.jpg http://images.vfl.ru/ii/1400693247/63da5a28/5203746_m.jpg http://images.vfl.ru/ii/1400693247/06c3cd41/5203747_m.jpg http://images.vfl.ru/ii/1400693248/97ae6979/5203748_m.jpg http://images.vfl.ru/ii/1400693248/369ffdb3/5203749_m.jpg http://images.vfl.ru/ii/1400693248/56330091/5203750_m.jpg http://images.vfl.ru/ii/1400693249/a9152c76/5203751_m.jpg Зак в восторге, он мужичИна на голову выше меня ну и в шырь, короче таких как я двое(а во мне 90кг), несколько раз прыгал на лестнице в разных местах-искал сыграет или нет. Не сыграла1 балл
-
Коллеги, не хочу уходить от темы,спрошу иначе. Кто варил трубу с зазором в 1,5мм и толщина стенки 5мм и вписался в гост с шириной шва 4мм? Надеюсь часть коллег понимает о каких тонкостях госта идет тема. (интересует не теория,а то как был достигнут номинал в госте, диаметр электрода, ампераж и количество слоев.) Есть другие темы на форуме про другие вопросы с своими реально или не реально,корнями и другими манипуляциями технологии. Чтобы не быть занудой отвечу на вопрос Elektro_D не в тему. Обратный валик (выпуклость корня) , Есть отчетная точка ,скажем ноль (в ровень с стенкой самой трубы) и все что больше, это высота выпуклости пошли ,0,1 , 0,2, 0,3 мм итд. Даже при пропиленном зазоре 1,5мм в стенке трубы 5мм выпуклость корня была (обратный валик ) от 0 до 0,1мм. (самые нижние фото с синей обмазкой мр-3 и ф-1,6мм в этом пропиле вставленны) Надеюсь не надо говорить,что разными углами и прочими манипуляциями мы формируем форму и размеры обратного валика .(корня) Присмотритесь на фото ,в трубе видно на корне рядом с трубным швом выпуклость в 1мм точно есть. Дернулась рука,даванул в потолке больше чем хотел ,вот и косячек .Давно не варю ММА. Tig покорять начал с этого года. Хотел бы в теме найти ответы по теме, а не вопросы.1 балл
-
@Марис, показанные вами детали ни в коем случае не могут быть изготовлены из чугуна. Это сталь. Варится обычными сварочными материалами. P.s. Теперь, когда вы разобрали полураму, как вы намерены соблюсти при сборке параллельность труб и соосность присоединительных отверстий? Советую изготовить сборочный кондуктор.1 балл
-
@marat,нужно всегда просить больше,потом по обстоятельствам,двигаться назад,что бы особо не в ущерб было.1 балл
-
Пробовал новый диск на 114 трубе со стенкой 4,7мм. 230 толщиной 2,5мм сделал 13 резов до уменьшения диаметра под 125 болгарку, крутился ровно, без вибрации. Диск дали на пробу бесплатно представители компании ПСГ24.РФ на выставке в Красноярске - я им ничего не обещал, они меня тоже не просили - т.е. это не реклама (если что): Меня бы устроила Луга абразив, если бы не кривые диски, которые выглядят так сложенные этикетками вместе, работать ими страшновато: Это Дартвейдер на хитачи снимает с уже нарезанных труб фаску:
1 балл
-
Снял крышку с тыльной стороны редуктора, вот фото и схема: http://automotogarage.ru/images/Toolware/welding/gas_pressure_regulator/regulator_co2_03.jpg http://automotogarage.ru/images/Toolware/welding/gas_pressure_regulator/regulator_co2_04.jpg http://automotogarage.ru/images/Toolware/welding/gas_pressure_regulator/regulator_co2_05.jpg http://automotogarage.ru/images/Toolware/welding/gas_pressure_regulator/regulator_co2_06.jpg1 балл
-
Да простит автор.) (с) http://www.youtube.com/watch?v=I9uT2DvazDk1 балл
-
не знаю,как насчет поржать... дают у нас в ж/д кассах с билетами вместе. если реклама-то смешно. если намек-то не очень..
1 балл
-
Смонтировал на днях
1 балл
-
Эту цитату Кличко мне не дано вызубрить. http://www.youtube.com/watch?v=w5VtgQ-TrUs1 балл
-
Ничего выдающегося. Обычные будни. Идёт сборка стропильных элементов. Наша крыша-небо голубое! (С) Обвариваем в положении "стоя" и "сидя": Готовый элемент и его опорная площадка: Сварочные аппараты Форсаж-200М, старички ВД-306Б1 и Неон ВД-201: Белим-красим Зачищаем и грунтуем:
1 балл
-
http://f5.s.qip.ru/IA4wMoq7.png1 балл
-
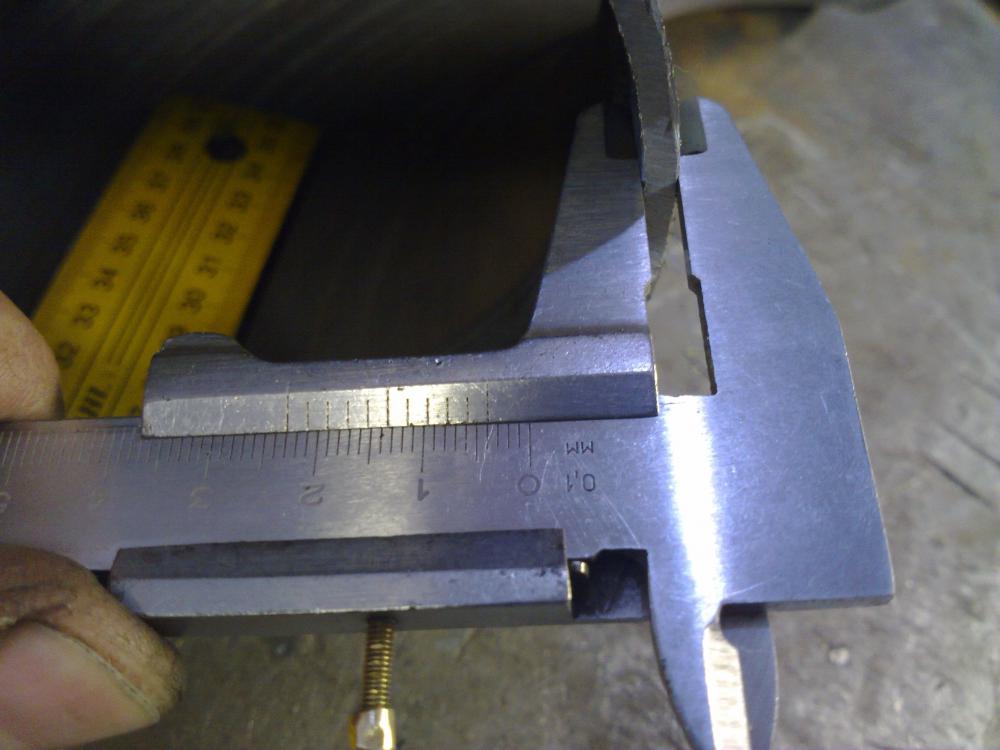
С прошлого года сварку не брал в руку,да и трубу недавно дали, 5 мм стенка 159й трубы. Понятно после перерыва рука не слушается, мелкие косячки выползают . Представляю фото стыка 5 мм стенка , без раздела кромок, ширина шва 6мм (прут на стыке на фото 6мм), зазор 2мм. Зазор выставил электродом 2 мм Ано-21. В фото видно лб -2,6мм не идет в зазор с 2 мм. Так вот соединение с-2 в студию,некоторые пояснения в названиях фото. Сразу все фото к теме не вставляются,еще дабавлю. вот еще фото к теме. еще подкинул . Будет конкурс с призами на С-2 по госту,сообщите,я потренируюсь. Ну и на закуску, пропилил в трубе тонким диском зазор 1,6мм в толщине 5мм , проварил кусок лб-2,6мм. проплавилась толщина при таком зазоре. Вставлял в зазор электрод 1,6мм МР-3. Так пришла мысль что 5 мм варили всетаки с зазором 1,5мм и наверно это было в один проход. Так примерно сделали когдато С-2 по госту в номинале.
1 балл
-
Как примат - примата, и уж тем более - как коллега коллегу, не могу не поздравить Сварика с днем рождения!!! А это мы с ним удираем от модераторов после нецензурной переписки на форуме! http://www.youtube.com/watch?v=noBQvFPrH4M1 балл
-
Сейчас нахожусь в Красноярске, на выставке климатической техники, инженерного оборудования и малоэтажного домостроения, и тут вижу затесавшуюся туда сварочную технику представленную Фоксвелдами и Авророй, в том числе инвертор AuroraPRO INTER 160, точь в точь как у меня . /телефон у меня без фотоаппарата - не ломается, поэтому я ещё не развился до современного/ Пытал представителя про совет в выборе инвертора - какой лучше из 160 Амперных? Он очень хорошо говорил за Аврору - приятно было послушать. Потом покатали Спидвей 300 - полуавтомат, т.к. у меня до сих пор нет никакого полуавтомата, то не исключаю - что когда нибудь им может оказаться Аврора. п.с. Перед выставкой маленько поварил 114 трубу, наращивая забетонированные из неё столбы в высоту. На это дело брал оба аппарата - 228 Blueweld и AuroraPRO INTER 160. Т.к. Аврора весит 5,5 кг, а Блувелд 9,5 кг, то в дальнейшем буду брать только Аврору. Кстати её родные трёхметровые кабеля и держак превзошли мои ожидания и менять их на другие не собираюсь, прищепка пока тоже живая.
1 балл
-
Здравствуйте всем! Выкладываю на Ваш суд долгожданное видео по моему аппарату: http://youtu.be/O_8VjgKiiJ81 балл
-
Знакомый по гаражам дал побалаваться.... http://youtu.be/Dc5fSAv_Mjk Что-то не сообразил перевернуть и заснять, потому только фото.
1 балл
-
@Sakhalin_Cat, вот и я в непонимании.1 балл
-
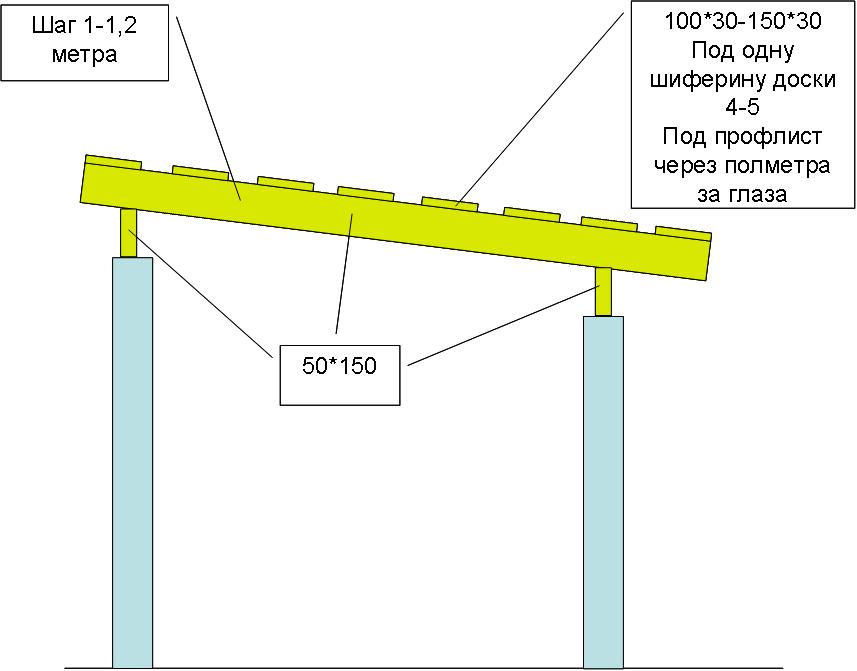
Дешевле будет из дерева. Потому как металл придется высокий в сечении использовать Или варить фермочки из тонкой профтрубы. Дерево подойдет как для шифера так и для профлиста. Под шифер обрешотку почаще надо ложить ( тесины 4-5 на лист) Под профлист пореже (в зависимости от волны) на С-20 через полметра за глаза. Шифер щас правда фуфло, в руках ломается когда подаешь, а ходьть по нему так вообще невозможно. Профлист оцинкованный конечно темнеет но вас переживет точно. Можно положить крашеный если эстетика волнует. Учтите что он есть разной толщины (металл ), и если в прайсе будет указано 0,7, проверьте. Любят у нас что потоньше продать как то что потолще. Под шифер можно положить рубероид, но и без него ничего не будет. Вонь лишняя по лету. Профлист уложите так. Продуваемость будет хорошая поэтому мудрить не к чему. Доски если уж совсем мокрые то лучше не укладывать сразу. А если чуть влажные не страшно. На улице они сами будут то отсыревать то высыхать в зависимости от погоды. Только антисептиком каким нибудь пройдите от грибка и плесени. А то чернеть начнут что под профлистом что под шифером. Профлист к дереву прикручивается в нижнюю волну саморезами с уплотнительными шайбами. Важно что бы резец у саморезов бал в половину уже резьбы. Такие хорошо держатся в дереве, для того и придуманы. Там где резец почти как резьба по ширине предназначены для крепления к металлу профлиста. Такие могут даже прокручиваться в дереве. Из за того что резец просверлит широкий канал.
1 балл
-
Если полов не будет сделайте по периметру бортик и засыпьте чем нибудь что бы получилось выше уровня двора. Чтоб вода не беспокоила. Крыть лучше профлистом. Чем выше волна тем меньше обрешётин. При волне от 50 мм на три метра надо будет всего четыре через метр. Если волну брать ниже то обрешотки больше, но ширина профлиста увеличивается с уменьшением волны. Профлист на крышу лучше оцинкованый, он самый дешовый из всех. За краску переплачивать смысла нет. На стены профлист можно на три направляющих всего прикрутить. Только С8 не берите. На нем вмятины чуть ли не от ветра получаются. Если планируете утеплять какую то часть сарая то меж профлистом и прожилинами проложите полоски техноплекса(пеноплекса) экструдированного пенополистирола по научному. Что бы мостики холода устранить и при дальнейшем утеплении избежать намерзания на металических частях.1 балл
-
Руководитель сварочного производства это Главный сварщик предприятия. Если предприятие не имеет в своем штате должности Главного сварщика, руководителем сварочного производства может быть начальник цеха или инженер-технолог сварочного производства , эти лица должны иметь соответствующую аттестацию.1 балл