Лидеры




Популярный контент
Показан контент с высокой репутацией 23.04.2014 во всех областях
-
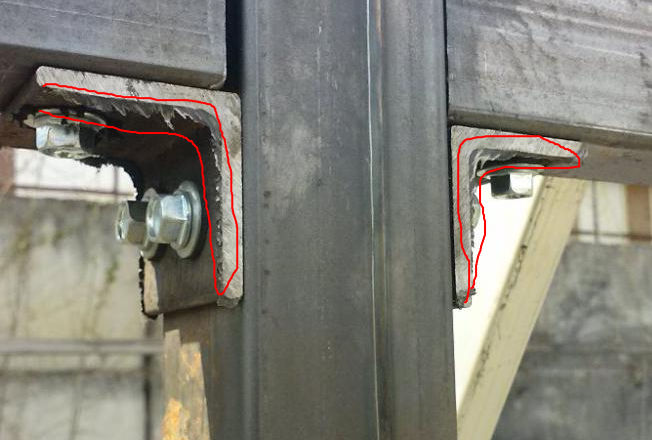
Сегодня из темного и пыльного угла было велено достать и возвести склад.Нарезал элементов и накрутил уголков я больше месяца назад. Но юридические формальности оттягивали момент возведения. Только фундаменты залили точечные и все. Конструкцию попросили собрать при минимальном участии сварки. Хотя на месте напруга есть, но конструкция временная. Надо будет по команде быстро разобрать и возможно собрать на новом месте. Потому ничего не красили и не зачищали. Бюджет минимальный) Размеры дурацкие, 17*2,5 *3 м, причем 2,4 ширина))) но по чертежу! Основная цель украсить участок зданием в короткие сроки для дальнейшего продвижения бюрократической машины в нужную сторону. Но это заботы не наши. Итак два дня я пилил и крутил в цеху в одно лицо элементы каркаса. На месте собрали часов за пять, не торопясь. Завтра профлистом обошьем. Это виды так сказать. Это узлы. А это вот вся сварка на месте. Приварка стоек к фундаменту.Ну и двери на ночь прихватил что б алканавты не сперли.
 9 баллов
9 баллов -
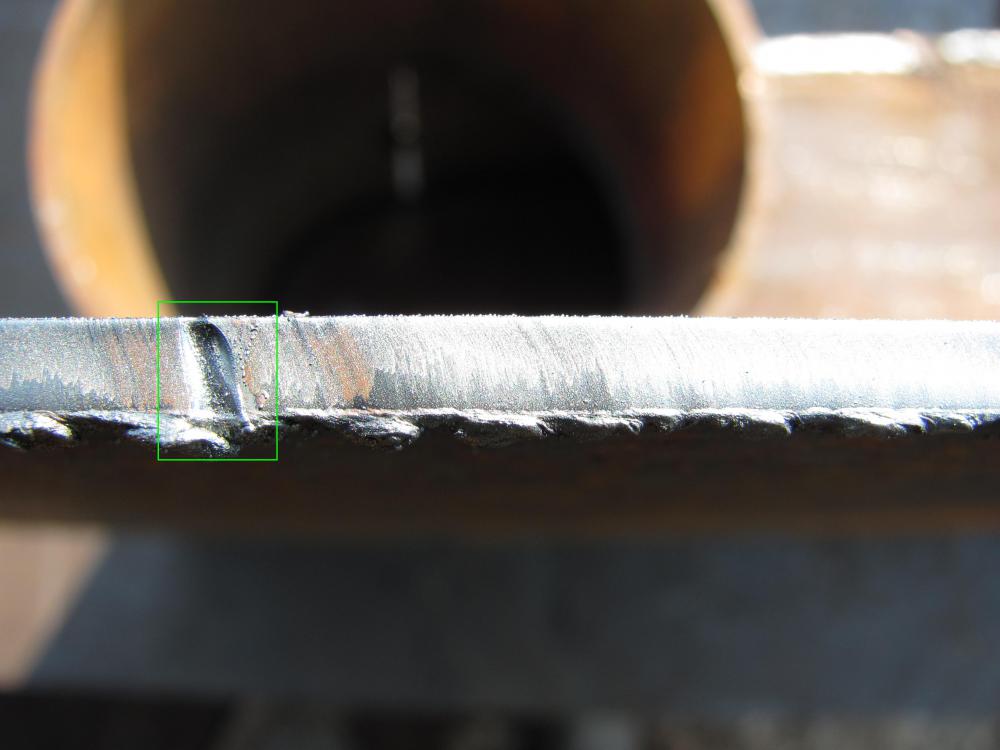
То - то, да сё, вчера доделал и отдал, потом гости и интернет в дауне - поэтому пишу сегодня. Другим никаким сварочником не касался, всё сделал инвертором AuroraPRO INTER 160: на последнем фото капельник* для отвода воды из каменки, для случая когда её "зальют", чтоб отвести воду наружу и не по стенке печи. *капельник получился из обрезка укорачиваемой резьбы, после его приплющивания Погода испортилась, снег с ветром, попробовать инвертор и основными электродами и на длинном удлинителе и в сравнении с 228 Блувелдом отложу на позже.
6 баллов
-
Всем приветы! Расскажу немного о выхлопе на моем автомобиле Авто - audi a6 c5 2.7 biturbo, 2002 года выпуска, был "типтроник", теперь механика т.к. в планах серьезная "раскачка" мощности мотора, то ему необходимо свободно дышать На фото ниже мой старый "тунинх" выхлоп на 63мм трубе, неизвестная нержа, сваренный как попало, полуавтоматом, с нарушением всего, чего только можно. На этих же фото и новый выхлоп, 70мм труба, Aisi304, сделан на хомутах V-Band для удобства демонтажа потенциал пропускной способности данного выхлопа на этом моторе примерно до 800 л.с работа не моя (к сожалению ) Фланец под V-Band хомут Вварена гайка под широкополосный лямбда-зонд для отслеживания смеси "онлайн" это так называемый X-Pipe, сделан для пересечения потоков газов для лучшего звучания (от двух гбц идет отдельный тракт и сходится (и опять расходится)в этом икс пайпе) А вот его разделка Готовые даунпайпы (приемные трубы от турбин) Вот уже конечный продукт А вот и сам авто Звук выхлопа можно примерно оценить на видео http://www.youtube.com/watch?v=9dtm-IJntow Из салона http://www.youtube.com/watch?v=V2OvW41CaVk Вот как то так спасибо за внимание
5 баллов
-
@saper24, лЕнитесь батенька,лЕнитесь..
3 балла
-
Все таки решился, от сэлмы отговорили - взял этот.
3 балла
-
Можно вставить латку большего на +50мм размера (в каждую сторону) изнутри и обварить по контуру. Края латки для жесткости можно привязать по контуру электрозаклепками через заранее просверленные отверстия. При данном варианте установки латки, топливо при скачках авто будет придавливать латку к стенке бака изнутри, а не пытаться её оторвать. Вариант вварки заплаты встык испортит геометрию бака(утянет) и создаст большие остаточные напряжения. Рвать будет быстро, если по простому сказать.3 балла
-
http://f6.s.qip.ru/IA4wMnFz.png3 балла
-
Встречный вопрос: а у Вас какое отношение к этому? @mixos, будете в теме отношения выяснять - получите бан на недельку, в воспитательных целях.
2 балла
-
Есть мнение ? У кого какое?2 балла
-
Ув.Тов. Сварщики! Просьба сильно от темы не отходить. Направление обсуждения от "прибамбасинга" потихоньку в "ушм" переходит.2 балла
-
еще немного..еще чуть-чуть.. ........
2 балла
-
шашлычницо.24й. около 1900мм.,под 35л казанок-квадратик из арматуры.. все ЭТО называется *корпоративный мангал* с успехом используется второй год.
2 балла
-
Труба - 57. электроды МР3-3мм. ток реальный 100А.
2 балла
-
Верхняя справа DRATEC , у них нет в цифровом формате. У ESAB 5754
2 балла
-
Получил-таки проволоку 3,2мм.Облицовку с ней делать заметно удобнее,но ,как ко всему новому,надо приспосабливаться,так что пока выходит корявенько.Корень ф.2,4мм ,облицовка 3,2мм , ток "по ощущениям" .Труба 159 х 6 .
2 балла
-
Купил брату пленку защитную на планшет.Посмотрим такая ли она на самом деле...))
2 балла
-
Микрошлиф сварочного шва попробывал сделать . Для начала АМг-4 толщина 8мм , без разделки , без зазора . Присадка АМг-5 .Интересно посмотреть на свои швы и принять меры !!!!! http://websvarka.ru/talk/public/style_emoticons/default/ohmy.gif
1 балл
-
Билеты с ответами для аттестации по НАКС http://87.239.109.236/talk/files/file/823-bilety-s-otvetami-dlya-attestatsii-po-naks/ 0.01.1.01.ОЭ(м)-I.doc 0.01.1.01.ОЭ(м)-I_о.doc 2.02.1.01.КО-I-РД.doc 2.02.1.01.КО-I-РД_о.doc 2.02.1.02.КО-I-РАД.doc 2.02.1.02.КО-I-РАД_о.doc 4.01.1.01.НГДО-I-РД.doc 4.01.1.01.НГДО-I-РД_о.doc 4.01.1.02.НГДО-I-РАД.doc 4.01.1.02.НГДО-I-РАД_о.doc 4.02.1.01.НГДО-I-РД.doc 4.02.1.01.НГДО-I-РД_о.doc1 балл
-
Предисловие: ноги у темы выросли здесь - http://websvarka.ru/talk/index.php?showtopic=4059&do=findComment&comment=88003 Всем привет! Вот, получил сегодня инвертор: ручка регулировки тока далековато отнесена от корпуса и довольно длинная, за неё можно чем нибудь зацепить по неосторожности Проверил токонесущие поверхности прищепки и держака: на прищепке медь напылённая на сталь, держак не определён в Амперах и в нём латунь челюстей узковата и насечки мелковаты, поэтому электрод держит он слабо (в сравнении с бинзелевским держаком на 200А) Безусловно порадовали резиновые ноги инвертора, а также качество резины на байонетах (мягкая) и их закрепление в панельных клеммах без люфта - появилась надежна на исключение самопроизвольного отсоединения их от перемещения аппарата. До завтра.
1 балл
-
Ну в общем Вы уже договорились. На стыковых швах есть l - ширина шва и g - высота шва. Как варить трубы различных диаметров описывается в др. темах и более понятным языком. Всякий св. жаргон можете "вливать" на тему в Курилке, есть там такая. А пока я раздумываю куда переместить Ваш опус, Вы получаете возможность читать форумы в течении 2 дней и работать на кемпи. Удачи в делах.1 балл
-
Кстати, не подумал о нём. Но не могу что-то про него сказать, т.к. ремонтил его только один раз. Хотя на нём и пульс есть. Жаль они на выставке в этом году не представлены никем. Посмотрю завтра на выставке, кого ещё можно в эту сумму порекомендовать. Марку раскрутили. Получается за бренд.1 балл
-
Оказалось,что хобби плавно перерастает в доходное предприятие.Сосед-буржуй увидел мои поделки и вот получен заказ на 20шт каких то поддержателей плетущихся роз.18 метров прута 12мм в одном изделии-и не жалко ему.
1 балл
-
Дорого. Тем более только за постоянку.1 балл
-
Дополню чуток, к вышесказанному про устойчивую работу на малых токах и импульсный режим. Если у аппарата есть кроме 2Т, 4Т ещё режим minilog, то это ещё +! Это хорошо дополняет режим 4Т. У меня была на Кемпи такая функция в прошлой фирме, а сейчас старенький Эсаб, на нём этого нет, за то режим импульса настраивается на много шире и удобнее. Смотрите такую возможность то же.1 балл
-
В том числе и после прочтения данного обзора, включил Аврору в список.1 балл
-
@Менгон, да насмотришся ещё чудес..планета вертится фантазиями оружейников))) http://s017.radikal.ru/i419/1404/c6/2d62b5c25b10.jpg http://s020.radikal.ru/i719/1404/0d/fbf9918f6452.jpg на первой фотке за винтовкопулемётом витринка...а в ней самая грозное оружие..не просто доска с гвоздем...а залповый доскогвоздемёт))))1 балл
-
Поварил сегодня на выставке полуавтоматом фирмы Lorh, в режиме SpeedRoot. Это аналог линкольновского stt, как мне объяснили. Ну...ничего так. Варил две пластинки м/у стали, s 3мм, проволока 1,2 мм, защитный газ фогон. Пластинки поставил так что зазор расширялся книзу, с 0 до 15 мм. Сварка на спуск. Вначале варил с отрывом- на синергетических настройках, которые выдаёт аппарат, для такой толщины, середина шва в режиме SpeedRoot- без отрыва, и нижнюю самую широкую часть зазора в обычном линейном режиме и без отрыва, правда попросил демонстратора помочь настроить аппарат под меня. В синергетике мне не понравилось. Что то такое вот получилось: Лицо Изнанка на валик рядом с обратным формированием не обращайте внимания- он до сварки зазора был. Для наглядности вырезал каждый участок и шлифанул торцы. Лицо Изнанка Торцы слева направо: 1) линейный(мои настройки) 2) SpeedRoot 3) синергетика с отрывом
1 балл
-
@мутный,@krech. Успокойтесь, коллеги. Подозреваю, что долго не почтит нас своим вниманием. Незачем.1 балл
-
Ваша ресанта 220 и есть аппарат на 160А, научитесь сперва варить и тогда сможете отличать ток на глаз, слух, ощущения и т.д.1 балл
-
Что то из обыденного:
1 балл
-
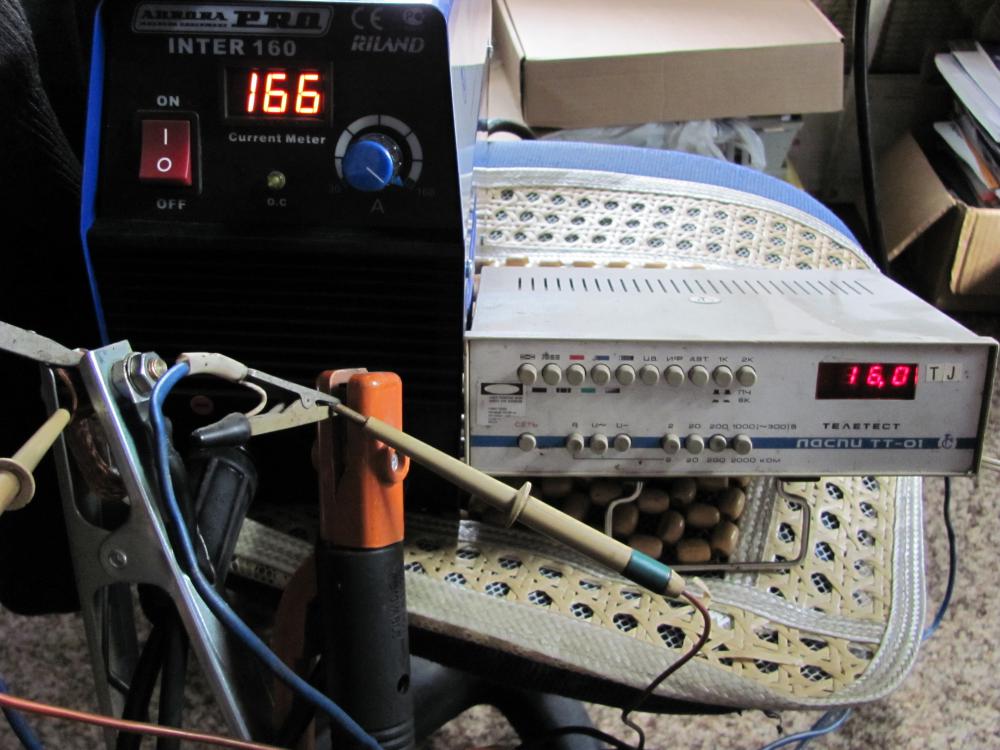
@AMBIVERT42, решил уточнить напряжение х.х., извлёк уже старинный приборчик, сдул с него пыль, подключил к сварочнику и ... намерялось всего 16,1В, подумалось, может что в моём измерителе "рассохлось" - подключил стрелочный - одинаково. ... кажись Китайцы сварочники быстрее делают!, чем паспорта на них для нас переписывают ... . Устройство снижения холостого хода в этом аппарате работает незаметно для сварщика, вспомнил пару месяцев общения с советским шахтным аппаратом имеющим блок снижения х.х. - повторный розжиг происходил так - ткнёшь электродом и конкретно ждёшь - пока аппарат поймёт что уже пора зажигать дугу. Любителей, предположу, увеличение в численности, конкретнее жизнь покажет. Пока у меня к AuroraPRO INTER 160 устойчиво накапливаются симпатии.
1 балл
-
С Пасхой, коллеги! Не сильно в тему, но вставлю сюда... На моей старенькой Ниве развалился пластмассовый кронштейн солнцезащитного козырька (сторона пассажира). Этот пассажир - жена, с каким-то вожделением любит вертеть этот козырёк, хотя достаточно прищурить от солнца глаза. http://s19.rimg.info/410193bec97d18e4418c1adb079125b7.gif Вот и результат - свернула "шею" кронштейну. Решил сделать новый кронштейн. Если бы он был симметричным относительно оси вращения, то без лишних проблем выточил из капрона-капролона-полиамида. А тут без АД сварки было не обойтись: материал алюминий имелся в наличии. Сделал заготовки. Выставил нужный угол, приварил, обрезал сегменты. Совет: ремнём безопасности связывайте слабому полу руки и тогда в автомобиле ничего не будет ломаться.
1 балл
-
весна ,пора ворот,калиток и заборов
1 балл
-
Перед раскроем и далее когда убрал плазму, то оказалось, что я забыл вырезать перегородку между водой и камнями. Подходящий обрезок окромил болгаркой сборка типа так будет Во время сборки был случай когда электрод прилип, я подождал и он стал красным, как здесь привожу по этому случаю цитату из паспорта инвертора: @Константин Краев, спросите пожалуйста у производителя - почему такая реакция аппаратов на залипон? Уже второй день думаю об этом чуде, может есть скрытый смысл - типа электрод сырой подсушить? п.с. Электрод перестаёт повторно зажигаться, когда отрыв чуть дольше чем секунда - потом надо сломать обмазку - это как бы напрягает, но привыкнуть можно. Ещё дуга гаснет, если она не короткая. До понедельника, если форс-мажора не будет.
1 балл
-
Боровок в каменку (труба 133, стенка 4,5мм + лист 5мм, эл. ф3 МР3-С Северсталь): Аппарат вполне позволяет тройкой варить пятёрку.
1 балл
-
А мне наоборот - не нравится, из-за такого колхоза.... Как то рывшись в инете, наткнулся на бинзеля с квадратом, а не с шестигранником. Вот такие мечтаю прикупить, может не будут проварачиваться.
1 балл
-
И так господа вот еще одна моя работа -боббер под заказ(обтяжка седла и покраска не моя).Исходный мот сузуки интрудер 600.Разварена рама ,заменены глушители(триумф), заменено переднее колесо,заднее крыло тоже ручками делать пришлось.И так по мелочи.
1 балл
-
А производительность? А брызгообразование? Перенос металла силами поверхностного натяжения. От STT модуля идет провод на деталь, благодаря которому источник получает обратную связь о напряжении на дуге, при переносе металла в сварочную ванну короткими замыканиями меняется форма тока. В первом и втором видеороликах это показано. Думаю, что не просто так Линкольн "прописан" в Газпроме. Надеюсь, что найдутся на форуме люди которые имеют практический опыт работы с данной технологией. Не спорю, варят! Но требования к квалификации высокие. На одном из семинаров я спрашивал у инженера по св. оборудованию (EWM): "К чему все эти навороты? Хороший сварщик и так заварит." Он ответил:" Во первых: не все сварщики хорошие . А во вторых: весь этот "нанокрутой" функционал облегчает работу сварщика, позволяя ему сосредоточиться на изучении технологии сварки."1 балл
-
Добавочка: Отжигающий валик накладывается (ложится, кладётся, выполняется, заферлупенивается) на привариваемую деталь - это аксиома! А у нас ещё и дополнительно стали лупить за то, что в случае ферритного исполнения на перлитной стали валик отжигающий покладен на основной металл! (в ферритном исполнении отжигающий должен налаживаться на шов, а не на металл....) Но начинающим сварщикам это пока рано знать, но для профилактики пойдёт Главное что!? Главное варить с отжигающим! И самому спокойнее и за людей под краном не страшно! Есть много спобов снятия внутренних напряжений шва, но это уже совсем другая тема... З.Ы. И запомните, что сварщик, не знающий теории - это анархист! Можно научиться красиво варить, но не зная что чем и как - это бесполезное занятие! Учите мат.часть!
1 балл
-
@Лепило, Займись обязательно! Не только скамейки и столики красивыми будут. И подставки под цветы у женской половины ни кто не отменял. У иностранцев много хороших учебных пособий жаль без перевода. Мужик на видео много чего делает. Нашёл на форуме: http://youtu.be/Ggx2CmsNf60
1 балл
-
Девайс для снятия грата от болгарки
1 балл
-
А у меня только два способа ведения шва: без колебаний (ниткой) или колебания от кромки к кромке, остальное все от лукавого (шутка конечно)! Тут еще зависит от типа, марки электрода и его диаметра. Но думаю к=8 троечкой в два слоя положил бы!1 балл
-
@АВН,да ну, бросьте! Эта раскладка для "трубников", они же асы и элита! И варят кверху ногами вниз головой)))1 балл
-
Сказав, что я почти закончил я сильно слукавил. Там ещё много доработок нужно сделать. Идею своего листогиба взял на ютубе: http://www.youtube.com/watch?v=UjHm3Sz5MdE Собрал с учётом длинны изделия 1.5 метра. Первая версия состояла как и на видео из уголков - но им не хватило жёсткости. Наварил внутри профили - стало лучше, но в середине уголки всё равно прогибались. Приделал 4 скобы. Стало вообще замечательно, но не возможно было загнуть 90 градусов - изделие утыкалось в профиль который был вварен в уголке. Заменил уголок на профиль типа рельсы (дабл-ти у нас их называют) Итог: Скобы прикрепил с низу на гайку, чтобы, если что, можно было снять. Не удачная конструкция - при затяжке с верху скобы сильно гуляют и могут сдвинуть рельсу. Приходится крепить рельсу по краям плоскогубцами типа "джабка". Первый загиб (кажется, что идёт волной, но это игра света на фотографии, на деле есть практически не заметный живот по середине. Второй загиб: Чтобы повернуть изделие рельсу можно удобно поставить на скобу: Готовое изделие. Видно где не дожал или пережал. Но это уже нужен опыт: Благодаря скобам можно поставить рельсы короткой длинны, что, в отличии от видео выше, позволяет делать коробочки: Важно, чтобы поверхность была чисто отшлифована - у меня все изделия с маленькими "прыщиками" в одних и тех же местах из-за того, что рельсу не зачистил. И рельсу нужно посадить на штыри по краям, чтобы сразу ложилась как надо, а не играться с ней двигая туда сюда. Пока на загиб подготовку изделия из примера (4 загиба) берёт 8 минут, но если доработать будет работать быстрее. И да, при длинных и узких загибах не то что спина трещит, глаза вылезают
1 балл
-
Подпишусь под всеми словами Сапёра. Так мир устроен, что человек никому не нужен, кроме себя самого да Господа. Не инвестируя в себя и не напрягаясь, невозможно достичь как-либо высот. Почти любой работодатель в этом мире только и ждёт, как ещё урезать пайку работнику, чем его потеснить, тем самым положить в свой безразмерный карман кусок пожирнее. И здесь любой сталкивается с проблемой выбора: пускать сопли, что нет возможности купить в очередной раз что-то ненужное по типу телевизора, или же как-то качественно повысить свой профессиональный уровень, а вместе с тем и конкурентоспособность на рынке труда. На форуме достаточное количество человек, у которых можно поучиться искусству выживания в условиях жёсткой конкуренции, кто нашёл в себе силы и мозги организовать что-то своё или стать незаменимым на предприятии. именно они, по моему глубочайшему убеждению, являются золотым фондом этого форума. Чтоб у меня что-то было мне пришлось много учиться и трудиться. А вот мой сосед по гаражу просто стал прапорщиком внутренних войск в нашем полку с зарплатой тысяч так за 80. Он хороший человек, но совершенно тупой. Видать, такие там нужны, туповатые, но дисциплинированные. Книг он не читает, иностранные языки не изучает, профессионализм не повышает, зато недавно за 500 т.р. сделал ремонт в квартире в кредит, купил большой телик и "мерин" е-класса 2004 годы выпуска, не пьёт и не курит. Пока зарплата не была такой высокой и на дорогую машину не хватало, он что-то пытался варить Ресантой-190. даже купил китайский перфоратор для шабашек, но потом всё сошло на нет. Сегодня он, причмокивая, разглядывал недоделанный прицеп ("галерея сварочных работ") и даже немного позавидовал предстоящему моему гонорару, изобрести что-то подобное ему сейчас практически невозможно да и незачем. Очень показательный персонаж. Почти канонический. Стабильно высокий заработок и возможность окружить себя мещанскими атрибутами не способствует саморазвитию. Но таких мест работы мало, и приходится вариться в условиях жёсткой конкуренции. А для этого нужны мозги, инвестиции в самого себя, аскетизм и умение получать удовольствие от собственных достижений. Ещё один пример из реально встретившихся мне на жизненном пути. Это способный к наукам человек, но с очень не типичным мышлением, огромным себялюбием. "Чтоб получить в Москве хорошую работу нужно знать английский, чтоб выучить английский, нужен компьютер, чтоб купить компьютер нужны деньги, которых нет, т.к. нет работы". Это его рассуждения близкие к цитированию. Где рвать этот порочный круг и рвать ли его вообще, будет решать каждый сам для себя.1 балл
-
Заточка против движения круга? У вас мозги есть? Если о себе ни капли не беспокоитесь, то подумайте хоть чуть о других, перед тем как давать такие советы. Убирайте нафик свою фотографию вместе с сопутствующим текстом. Иначе катаю телегу администрации о том что Вы пропогандируете грубые нарушения ТБ.1 балл
-
Радиальный стык шпангоута. Допуск 2мм на база 600мм:
1 балл
-
Вот ещё и ещё. Это последние,по каждой теме выпадает 5 вопросов.4.03.1.01.НГДО-I-РД.doc 4.03.1.01.НГДО-I-РД_о.doc 4.03.1.02.НГДО-I-РАД.doc 4.03.1.02.НГДО-I-РАД_о.doc 4.04.1.01.НГДО-I-РД.doc 4.04.1.01.НГДО-I-РД_о.doc 4.04.1.02.НГДО-I-РАД.doc 4.04.1.02.НГДО-I-РАД_о.doc 4.05.1.01.НГДО-I-РД_о.doc 4.08.1.01.НГДО-I-РД_о.doc 4.08.1.02.НГДО-I-РАД_о.doc 4.09.1.01.НГДО-I-РД_о.doc 4.09.1.02.НГДО-I-РАД_о.doc 4.10.1.16.НГДО-I-РДН_о.doc 4.11.1.01.НГДО-I-РД_о.doc 4.13.1.01.НГДО-I-РД_о.doc 4.13.1.02.НГДО-I-РАД_о.doc 5.01.1.01.ОХНВП-I-РД.doc 5.01.1.01.ОХНВП-I-РД_о.doc 5.01.1.02.ОХНВП-I-РАД.doc 5.01.1.02.ОХНВП-I-РАД_о.doc 5.02.1.01.ОХНВП-I-РД.doc 5.02.1.01.ОХНВП-I-РД_о.doc 5.02.1.02.ОХНВП-I-РАД_о.doc 5.08.1.01.ОХНВП-I-РД_о.doc 5.08.1.02.ОХНВП-I-РАД_о.doc 5.16.1.01.ОХНВП-I-РД_о.doc 5.16.1.02.ОХНВП-I-РАД_о.doc1 балл
-
Знаком с подобным АДФ-1000(год выпуска "динозавра" не известен),но в настоящее время не используется,(требуется реанимация,докторов путёвых нет). Не много изменив техкарту(по этому поводу,было не мало споров,"нажито не много врагов"),мы ушли от потолочных швов,и сборка тоже другая,собрать частями(кантовать гораздо легче,и сварщики успевают проварить швы с двух сторон (получается обратная деформация). П.с(1)СборкаИзготовили кондуктор на 6(7)труб(на балке),выложили трубы 6 шт.,выровняли,прижали прижимами(через 1м)прихватки точками через 500мм.
1 балл
-
Да, почему же? Со временем станешь супер сварщиком гнилых тележек... При постоянном выполнении одних операций появляется скорость, вырабатывается свой стиль сварки, только для мастерства разнообразие нужно. В итоге, придется увольняться и, как говориться, двигаться далее.1 балл