Лидеры




Популярный контент
Показан контент с высокой репутацией 28.02.2014 во всех областях
-
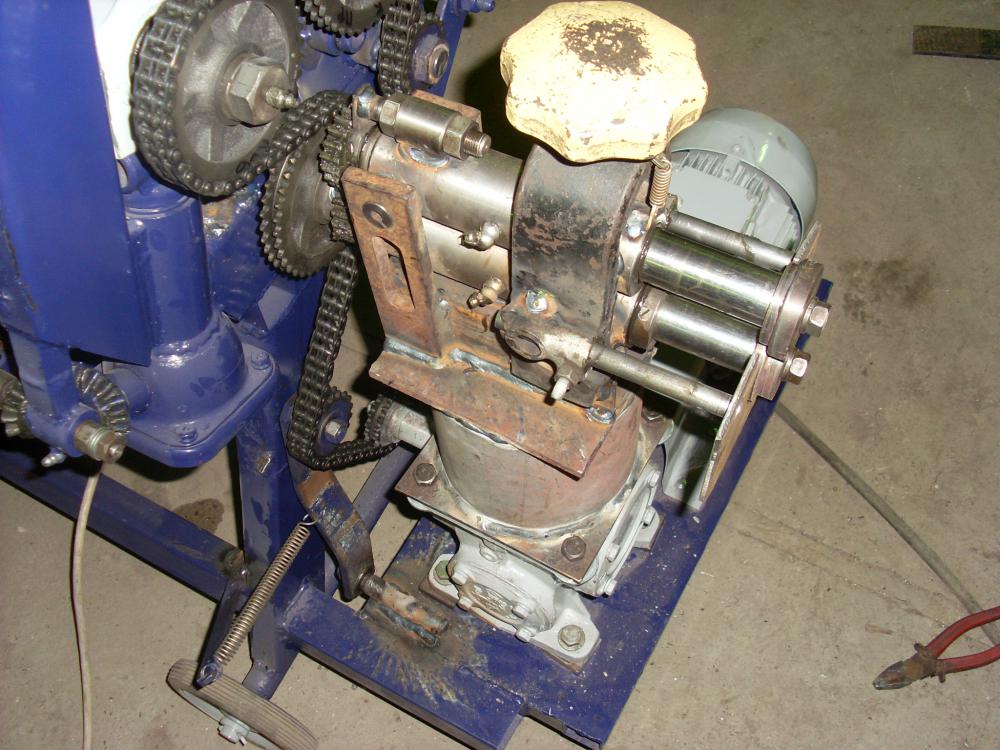
Крепление бампера AUDI A8 Ремонт крепления кронштейна, мотора к транцу.
 10 баллов
10 баллов -
Честно говоря, к конкурсу я отнёсся поначалу скептически. Кому, мол, это надо, да ну што это, да зачем. Но результат оказался столь замечательным, что просто уже задумался. Семьдесят пять конкурсных работ. То есть люди не просто запостили сообщения, а загорелись идеей, нашли время, материалы, проявили фантазию и талант. Это многого стОит. Ресурс вырос из детских штанишек, сейчас это действительно серьёзный форум с замечательными людьми и замечательным контентом. Администраторы проделали большую работу, с отличным результатом. Мои поздравления!7 баллов
-
Сегодня на почту пришло такое письмо... Поржал5 баллов
-
Я ни разу не сомневался что назло врагам у нас в стране есть . сварщики . слесаря . просто увлечённые и часто талантливые люди . Не взирая на навязанный строй настроенный на тупое зарабатывание денег . Очень трудно выбрать кого то конкретно . много достойных работ . и во многие железяки сварочная душа вложена . флуд удалён. А.В.3 балла
-
И так мой друг Миха сильно переживал,что его мало знают в среде байкеров.Он хотел заявить о себе с позитивной стороны и запомниться народу с первого сезона.На наш байкслет ваш покорный слуга ремонтируя крепеж на ямахе Миши был внезапно озарен(головой я долбанулся об его глушитель,когда лазил под мотом).Надо помочь ему выиграть конкурс на самый громкий выхоп.В недрах моей мастерской была найдена древняя недоделанная емкость -0 формы+две полосы на крепеж+патрубок на выхлоп+30 минут работы сваркой=и 600кубовый мот порвал усех,даже 1,2литра с дорогим американским выхлопом "КОБРА". Море эмоций,Миха доволен,а народ долго потом нырял внутрь трубы-"проверяли клапана выпускные".Вот что ЭЛЕКТРОД живоварящий делает!!!
3 балла
-
Приятно удивлен высокой оценкой своих работ.Огромное спасибо за поддержку,хотя признаюсь сварку только начал изучать.Сейчас настроился на приобретение аппаратуры по сварке алюминия.Желание учиться огромное,вот например еще когда у меня был самопальный сварочник ММА я сделал такую работу Эйфелева башня(сейчас имея полуавтомат я понимаю насколько было бы легче).Но было огромное желание такую работу сделать.Сейчас желаний и идей не меньше,но глядя на работы конкурсантов понимаю надо учиться-тогда будет легче воплощать в жизнь идеи.Да и новые навыки пригодятся -семью кормить.
3 балла
-
Всем привет! Хочу поделится своими прибамбасами которые изготовил сам: вальцовочный станок, стойка для радиаторов, подъемник, трактор. Всех этих помощником сделал для облегчения своего труда. Вальцовочный станок 3 в одном: листогиб, трубогиб и зиговка Станок имеет электропривод на вращение двух нижних валов, электропривод подъёма нижнего бокового вала и откидной механизм верхнего вала. Рабочая длина валов составляет 1600 мм и вальцует ст3 до 2 мм до диаметра 160 мм. Зиговка тоже работает до 2 мм. Трубогиб для круглой и квадратной трубы до 40. Оба имеют сменные ролики под разные форматы. В общей сложности на изготовления станка ушёл один месяц. Фотки поэтапного изготовления: Стойка для радиаторов Когда нет сил ворочить тяжеленные радиаторы, то такая стойка значительно упрощает это занятие. Элементы конструкции и крепления к подъемнику Если она мешает, то монтаж и демонтаж стойки производится в течении одной минуты. Подъёмник Подъёмник изготавливался давненько, и из того что было, специально ничего не покупалось. До сих пор служит мне исправно. Вид снизу Ножничный узел Катки верхние и нижние Шарнирный узел Крепление гидроцилиндров И моя гидростанция для подъёмника Трактор А это был мой незаменимый помощник, сделаный специально для строительства дома. Для грейдирования участка, перевозки сыпучих грузов и пиломатериала длиной до 8 метров. Сделал я его в 1995 году. На постройку ушёл весь отпуск, ну и полгода предшествовала подготовка к постройке (обрезка мостов, поиск запчастей и т.п.). Движка ВАЗ 2105 с КПП+КПП ЗИЛ 130. Передний мост УАЗ, задний ГАЗ 51. Привод переднего моста от коробки отбора мощности ЗИЛ 130. Фоток поэтапного строительства нет, т.к тогда даже фотика не было. Потом дополнительно изготовил плуг и автономную косилку. В 2010 году трактор был продан к деревню и до сих пор служит исправно. Конкурсная работа № 46, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
2 балла
-
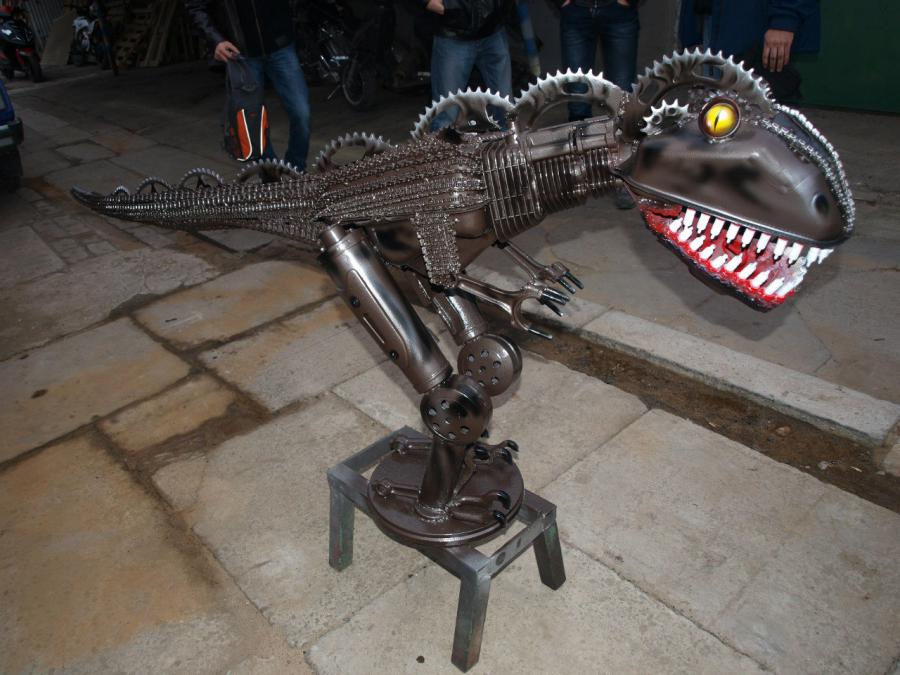
Меня зовут МАГ — это мои инициалы, хотя друзья уверены, что я еще и волшебник. Но я не волшебник, я только учусь. Я сам не являюсь сварщиком «профи» — я инженер механик + неплохой слесарь с 20-летним стажем. Сварку осваивал сам, поскольку люблю строить различные вещи (мото, авто и др.). Но только с появлением современного сварочного оборудования мои работы смогли шагнуть на более высокий уровень. Надо отдать должное — этому я обязан своему куму. Именно с его подачи в мастерской появился комбинированный сварочный аппарат и маска «хамелеон». Но вернемся к нашим баранам... ой, простите, драконам. Давно хотел сделать что-то типа чужого или хищника, но поскольку эта тема уже жевана-пережевана, решил свое. Так вот одел я значит наряд волшебника (маска, перчатки), взял волшебную палочку (горелка полуавтомата) и понеслась. Первый дракон МОТОЦЕРАПТОР (прототип велоцераптор). Так в процессе археологических изысканий, в подвалах и катакомбах моей базы, были обнаружены фрагменты грозного хищника МОТОЦЕРАПТОРА. При помощи полуавтомата и шлифмашинки проведено генно-сварочное реконструирование и оживление зверя. Голова — дырявый бак от «вайпер актив» (есть такой гаражный заводик на густозаселенных просторах Китая — клепают тама мопеды относительной прочности). Зубы — свечи зажигания, глаза — обоймы и шарики с подшипников качения. Тело динозавра — два бака от скутеров (как и на драконе так и в жизни ЯМАХА и ХОНДА они составляют костяк — ну прочные дюже), спина — это дно от бака «хонды ДИО», а пузо — бак от старой «ямашки». Шея — основа труба от старого смывного бачка (ну как обойтись без легенды Русского тюнинга). Ну а сверху нанизаны цилиндры от 200-ки мотокитаезы, 125-ки, ну и 72 кубика (скутерные). Теперь ноги — точнее-НОГЫ — с такими когтями последнее правильнее. Когти плавно переходящие в пальцы — это порезанные коуши для строповки. Бедра нашего красавца — это глушитель с китайского скутера. Я бы назвал его мечтой сварщика (больно тонкий, да и металл пахабный). Колени — чашки сцепления скутеров, голени — остатки трубы с толчка. Руки — шатуны с еще одной легенды СОЮЗсамопалтюнинг — ЗАПОРОЖЦА (накануне ставил одному ученому изобретателю на запор новейший электродвигатель, вот шатуны и валялись в мастерской). Ну а теперь как в мультике: РУКИ, НОГИ?! — ГЛАВНОЕ ХВОСТ! Хвост — каркас из полос, а сверху цепи с мотоциклов. Для придания жесткости (баки все же с жести и гнет их в околошовной зоне, шея особенно) по хребту пустил звездочки с мото. Ну а сверху украсил цепями от бензопил и цепями ГРМ от скутеров (ну не может быть динозавр гладким и не гадким-колючим). И так господа, поехали дальше: ЯПОНСКИЙ ДРАКОН! С момента постройки Эйфелевой башни в моей голове сидела мысль сделать толи змею, толи дракона из одних цепей. И вот, наконец, мои тараканы в голове мутировали в дракончиков и наслали на меня вдохновения. Результат на фото: 80 метров цепей, более 5000 точек сварки и первый в мире дракон из цепей — японский дракон родился на свет. Для тех, кто захочет работать с цепями, совет: цепи старые с износом позволяют их крутить и гнуть, а перед работой я их отжигаю в буржуйке (смазка выгорает и ржавчина тоже, да и цепи отпускаются). Только потом цепь надо отбить об наковальню от шлака (не забываем об том, даже на нашем САЙТЕ запасных глаз не продают — очки лучше одеть). Схему постройки видно из фоток. На листе металла нарисовал силуэт тела дракона, по нему сварил каркас из проволоки (очень важно: стол из металла — цепи садят напругу, или двигайте зажим массы). И потом варим, варим, варим — одну половинку. По ходу отбрехиваемся от банды «хомячков» умников. Кстати ХОМЯЧОК — тело трындящее под руку. Высший разряд ХОМЯЧОК ГАРАЖНЫЙ — стебно-трындящий со знанием дела. После полной сборки половинки оную переворачиваем, провариваем поперек цепей с шагом в 100 мм. Затем привариваем к готовой половинке каркас, срезанный с листа, и поехали далее (для удобства я все цепи разложил на полу, так виднее; отдельно сильно изношенные с большим люфтом цепи — их на гибах крутить удобнее). Момент, когда тело было собрано и лежало на боку — это самый пошло-эротичный период. Каждый примерял, при этом перечислял все хитрые жопы достойные этого инструмента. Пришлось срочно вывешивать над столом и колдовать ноги. Пальцы — это шатуны от москвича, а большие пальцы от «21 волги». Основа ног — 38-я труба. Для равномерной текстуры пришлось проходить в два слоя цепями: низ мото, а наружный слой велосипедными цепями. Над головой дракона пришлось поломать и почесать свою балбешку. Решил начать с челюстей, сделал одну, по ней чуть больше верхнюю. Клыки — шатуны с скутеров «Сузуки». Передние резцы — цепь столярного фрезера, остальное — цепи бензопил. Ноздри — пальцы с поршней двигателя БМВ, глаза — шаровые пальцы с иномарки (модель AHEZ — А Хрен Его Знает — главное на донышке зрачки готовые). На гребни и бороду пошли велосипедные звездочки. Краска хаммерит, грунт ГФ. Скажу сразу: такую работу стоит затевать только при наличии маски хамелеона и хорошего полуавтомата. Отдельно напомню: АККУРАТНО люди при резке цепей! Крепим в тиса, а не режем навесу. ЗМЕЙ ГОРЫНЫЧ! Да, это не самая сложная из моих работ, но наиболее позитивная и самая моя любимая. Чем примечателен Горыныч — это не просто сказка, это детство... детство каждого из нас. Ведь головы — это баки от мопедов: Карпаты, Верховина (на средней голове специально оставил таблички). И кто не улыбнется, вспоминая, как в детстве колупал эти пропахшие бензином и маслом двухколесные ракеты, а потом толкал с друзьями на школьном дворе. А брюхо — бак от К750. Как круто было в деревне укатить у деда «тяж» за угол и сгонять на ставок покупаться ночью (очень пришлось в пору при работе то, что он самый толстостенный). Медальон на груди — дань рекламе кореша стоматолога. Спина — это целая эпопея. ИЖжога — бак с ижака, на котором с друзьями мотались на рыбалку, а бензина мало, долили соляры — результат дымит, а не едет и толкай его на бугор. Для визуального соединения двух баков опоясал цепью-ремнем. Хвост — это более 20 метров цепей. Здесь попробовал работать без каркаса — сначала вроде ничего, а вот в конце тяжело сводить плавно верх и низ. Гребни — из велосипедных звездочек (для безопасности накрыл поверху цепью). Крылья вырезал из листа — по периметру трубка и пруток. Все три шеи — это цилиндры со скутеров, нанизанные на 38 трубу. На все три головы 128 зубов — это свечи зажигания (авто, мото, бензопилы). Руки — это рычаги подвески с трактора, для антуража на палец я сделал кольцо. На пряжке ремня инициалы вашего покорного слуги. Ноги: бедра-глушители великокитайских скутеров, голени — мазовские шатуны, пальцы — шатуны а/м москвич. На покраску привлек сына — пусть учится, да и стоит Горыныч недалеко от школы — не стыдно Димке перед одноклассниками — тоже руку приложил. Скажу так: главное в этой работе — это радость, которую Горыныч дарит людям. И он вам УЛЫБАЕТСЯ — он свой корешь! Свой в доску! Конкурсная работа № 18, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
2 балла
-
http://youtu.be/c1h0ejYNm7g2 балла
-
Вот еще один дракон"Сказочный РЕМБО".Поскольку у меня глюканул телефон и выложить большую часть фоток процесса работы с предыдущими работами -нет возможности,я решил сделать небольшую работу и показать все этапы работы.Кстати народ с вело цепями работать легче(опять-же Б/У лучше).Только проваривать надо все равно пропадает масса на звеньях-провариваем и сверху и затем снутри по 2-3 ряда.Когда заканчиваем бок(цепи спины и брюха почти сходятся) -оставляем небольшую щель-затем шлифмашинкой ровняем ее на ширину одной цепи и ввариваем последнюю цепь.Оба бока варим паралельно -или уводит,да и проваривать внутри проще .Гребень по спине старая бензопильная цепь(могу ошибаться но говорят той бензопилой Ленин любимое бревно завалил).Ноги шатуны с авто+ рокера с ВАЗа.Руки велошатуны,голова куски шатунов,сепаратор с каретки педалей -передние зубы.Уши тарелки с клапанов авто,прицел-часть крепежа с прибора ночного видения на танкошлем. Гранаты-шарики с ШРУСа+втулки с приемника+шайбы гровера.Пули на ленте дюбеля как стволы пулемета(чтоб не сверлить шайбы -взял сепараторы с упорных старых подшипников-выбил через один шарики).Люди если хотите делать такие вещи старайтесь меньше допиливать,а больше подбирать готовые детали -СМОТРИТСЯ!Понимаю для этого надо иметь корыто и не одно всякой дряни-но улыбки зрителей дороже.
2 балла
-
http://www.youtube.com/watch?v=12YXfCp02PI1 балл
-
А теперь господа сварщики - сегодня состоялся разговор с представителями нашего магазина сварки(название магазина изменил-да могут не простить меня боги Модераторы).Мне хотят заказать работу!!(опять практическое применение моих работ).И так я им предложил-....богомола - сварщика!!! С горелкой TIG лапах и сварочной маске.Ведем переговоры. Caps Lock. A.B.1 балл
-
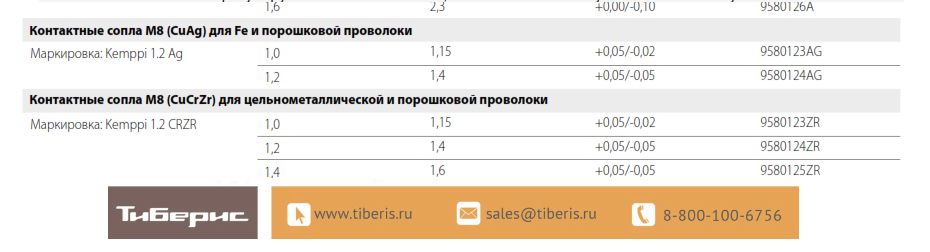
@герррыыыч, @Менгон, Al сопла конечно лучше, чем обычные, но некоторые производители для порошковой проволоки выпускают более специализированные наконечники, как CuAg и CuCrZr.
1 балл
-
при миг/маг сварке конечно допускается к/падающая характеристика только для проволоки до 1,2 мм. а жесткая используется потому, что при случайном изменении вылета даже в относительно больших диапазонах позволяет обеспечить стабильность процесса сварки1 балл
-
Вы бы пояснили какая именно нержавейка! В каждом НД свои правила и свои сварочные материалы применяются для сварки нержавейки.1 балл
-
Вообще ,бывало,без всяких колебаний это делал-упирал электрод обмазкой в разделку и сваривалось всё замечательно под 100% РК...техника может быть различной, результат должен быть одинаково хороший1 балл
-
@Deputattt, технология есть технология.. не знаю почему им так комфортней, возможно больше нравится как дуга горит, сложно сказать. Сам не пробовал. С блинами то... как то оно выразительней?1 балл
-
Извиняюсь..Больше так не буду)).Это я знаю, но блин, настраиваешь полуавтомат сварщикам на жесткие характеристики они говорят что норм...,а потом смотришь они снова поставили на падающие, спрашиваешь "Зачем?" отвечают - что там лучше было... Caps Lock.A.B.1 балл
-
Скорее всего ваша маска начнет включаться в неожиданные для вас моменты. Поскольку свет отраженный от поверхностей будет провоцировать светофильтр к действию. Фонарик на маску не цеплял, но опыт работы со светильником из голой лампочки есть. Если нить накала в прямой видимости с местом сварки, кирдык- у вас не хамелеон, а простая маска в которой ничего не видно. Такая же картина и с зачищенными поверхностями в солнечный день. Под определенными углами маска реагирует на солнечных зайчиков. Так что фонариком будет тоже самое даже еще веселее. Из за того что головой вертите постоянно. Лучше уж тогда купите светодиодный светильник и сделайте его универсальным, магнит, прищепка, возможность поворота. Так что бы он неподвижно светил на зону сварки и не провоцировал светофильтр к затемнению.1 балл
-
Я восхищен работой этих парней!!!1 балл
-
@герррыыыч, Первые рекомендации: ① При сварке проволокой "Но ГАЗ"(без газа) полярность установить: горелка - минус, масса - плюс.② Приобрести сопло с отверстиями.http://f6.s.qip.ru/IA4wMlN6.png ③ для сварки проволокой "без газа" нужен предназначенный для неё токосъёмный наконечник - такой же как для сварки алюминиевой проволокой с индексом Al.1 балл
-
а по мне так как не крути,а материал вала как min Сталь45,да ещё и подлегирован наверняка,так что без квалифицированной термообработки качественно не заварить.то,что показано на фото ,в тайге 100% развалится1 балл
-
, рАДС я пробовал 10 мм раму приваривать к бочке. Аппарат китайский сундук на 250 ампер. Бесполезная затея, часа за три выварил около 40 см. По моим ощущениям ампер 350 нужно. Справился полуавтоматом с предпрогревом.1 балл
-
Не знаю, может баян но я ржал http://f5.s.qip.ru/IA4wMlL7.png1 балл
-
А тем временем проголосовало 146 пользователей. Т.к. Чуров не участвует в организации голосования, то все идет по плану, никаких накруток.1 балл
-
Не может там быть чугуна, нагрузки очень большие. А в остальном поддерживаю Reankor.1 балл
-
В свою очередь, удивлен подобным лестным сообщением "супермодератора". Имел опыт общения на конкурирующем форуме, откуда был удален без объяснения причин. Похоже ваш форум более открытый и непредвзятый по отношению к представителям торгующих организаций... По теме: посоветуем младшую модель линейки АврораПРО - полуавтомат OVERMAN 180. Надежный инверторный источник на 175А, тянет при падениях сети до 140В. Подойдет и для продолжительных работ, просто более бытового назначения полуавтоматов пока в линейке нет. ОВЕРМАН 180 стоит 15т.р. (с марта цена поднимится на 500р.). Характеристики и видео с аппаратом смотрите на сайте производителя: http://aurora-online.ru/catalog/welding/invertornie_poluavtomati/4140/1 балл
-
По видео вроде видно что деталь заводские швы имеет, или нет?, если литье то скорее сталь 35Л или аналоги, чугуном быть не может. http://metallicheckiy-portal.ru/marki_metallov/sto/35L Свариваемость : без ограничений - сварка производится без подогрева и без последующей термообработки ограниченно свариваемая - сварка возможна при подогреве до 100-120 град. и последующей термообработке трудносвариваемая - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки - отжиг1 балл
-
, если не очень сложно хотелось бы глянуть на швы.1 балл
-
http://www.youtube.com/watch?v=yJZY99OHr2w&feature=player_embedded1 балл
-
Вот такой автопортретный костюм я сделал на слет байкеров.Это моя ипостась:Мотошлем комбинированный с сварочной маской( с застрявшим обломком сверла и куском отрезного круга спереди)+поддув закиси с баллонов.Ковбойские дрель и гайковерт на бедрах,на поясе куча ключей,шлифмашинка и супер мега рашпиль!!Это я всегда такой даже ночью,пьяный на слете с иструментом готов спасать окружающих.Кстати за костюм выиграл три литра водки на слете.Кою на всех и поделил.
1 балл
-
У меня рука не поднялась голосовать за свою работу. Как то некорректно. Пусть оценивают другие.1 балл
-
Модели танков Т-34 и СУ-85, стоящих под одиноким стальным деревцем. Работы выполнены дуговой сваркой. Конкурсная работа № 70, предоставлена в рамках Конкурса «Сделано своими руками» Спонсоры Конкурса Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта. http://websvarka.ru/images/forum/konkurs_resanta_300.jpg Тиберис — первый интернет-гипермаркет сварочного оборудования. http://websvarka.ru/images/forum/konkurs_tiberis_200.jpg Евротек — интернет-магазин строительного оборудования. http://websvarka.ru/images/forum/konkurs_evrotek_130.jpg
1 балл
-
@ivantr,первых два аппарата-клоны.третий,несколько упрощённый.Впрочем,может.это и к лучшему.Не умеют эти аппараты работать в полноценном пульсовом режиме. Есть одно "но".Все эти аппараты очень критично относятся к напряжению в сети.Какие собираетесь виды работ выполнять с помощью РАДС-аппарата? @Илария,Неон не имеет возможности работать переменкой.Существенный недостаток для единственного аппарата.Про алюмосплавы можно забыть.Аргонники-постоянники хороши для узкоспециализированных задач (сварка постоянным током на выезде).Не надо таскать излишний вес.1 балл
-
Слишком небольшая разница в зарплате, одними отпускными перекрывается, если прикинуть суммарную оплату за год. И отпуск человеку нужен, и всех денег не заработать. Впрочем, мне чтоб понять это понадобилось лет пятнадцать по частным фирмам с ненормированным рабочим днем и командировками на север по 3-4 месяца.1 балл
-
И конечно же топливные баки. Гиб листа на вальцах Подгонка боковинки Зигование боковины(отбортовка и ребро жёсткости.
1 балл
-
Дайте-ка мне "хамелеон"! Проверю на прочность
1 балл
-
Кратко подытоживая можно сказать: то что мы в разговоре называем "чернушкой" будет не совсем правильно, - примерно тоже самое как граждане весь алюминий обзывают: "дюралькой". Если я со знанием дела произнесу: " Корпус АПЛ выполнен весь из чернухи"- как вы отнесётесь к такой информации? По сути и нержавеющая сталь тоже "чернуха" только легированная. Уходить надо от этих словечек, расти профессионально. Уверен, пообщавшись на стремящемся к фундаментальным знаниям форуме, на других сленговые выражения: " люминь, чугуний, нержа, чернуха", будут ооочень резать слух. В общем, следуя главной линии форума - технической грамотности, рекомендуется избегать обиходных названий, понижающих имидж коллектива участников как специалистов своей профессии.1 балл
-
@saper24, замечательно . Я бы ещё один плюс за поэзию поставил.1 балл
-
Была необходимость сделать два сварочных поста в глухом помещении. В процессе сборки и выполнении сварочных работ я практически участия не принимал, но весь проект "с нуля" на все 100% проработан мной с выполнением всей необходимой документации. Типа предварительная визуализация: http://fotos.autolikbez.info/images/2013/06/19/OtKz2.jpg Часть заготовок: http://fotos.autolikbez.info/images/2013/04/04/HQDbN.jpg В процессе: http://fotos.autolikbez.info/images/2013/04/04/U3tJ.jpg http://fotos.autolikbez.info/images/2013/04/04/Zi0uj.jpg http://fotos.autolikbez.info/images/2013/04/04/nCR94.jpg http://fotos.autolikbez.info/images/2013/04/05/G5ocW.jpg http://fotos.autolikbez.info/images/2013/04/05/DN8gZ.jpg http://fotos.autolikbez.info/images/2013/04/05/fvbue.jpg http://fotos.autolikbez.info/images/2013/04/05/NIEbh.jpg http://fotos.autolikbez.info/images/2013/04/05/4tYch.jpg Готово: http://fotos.autolikbez.info/images/2013/06/19/SUOf.jpg http://fotos.autolikbez.info/images/2013/06/19/1GxYH.jpg http://fotos.autolikbez.info/images/2013/06/19/nkXCD.jpg http://fotos.autolikbez.info/images/2013/06/19/s6W7I.jpg http://fotos.autolikbez.info/images/2013/06/19/rWHIa.jpg http://fotos.autolikbez.info/images/2013/06/19/e2VmO.jpg http://fotos.autolikbez.info/images/2013/06/19/Vlyzi.jpg Забыл сказать, окончательная рабочая поверхность столов будет 3900х1300 мм... Размер (захват) "зонтика" 4000х1500 мм Мощность вытяжки очень сбалансированно регулируется под запросы любого из сварочных постов... Площадь "зарешечивания" столешницы можно гибко менять по необходимости, т.к. вся площадь рабочей поверхности стола разделена на три одинаковые площадки. Для справки: в конструкции оспользовался прямоугольный профиль 40х80х2, листовой металл 1,0 1,5 2,0 и 2,5 мм. Суммарный вес конструкции практически 400 кг, норма расхода около 500 кг. Время на проектирование порядка 10ти рабочих дней, время изготовления с монтажными работами около 5 раб.дней в пересчёте на одного человека. Отзывы "пользователей" исключительно положительные з.ы. Мало ли кому может пригодиться такая конструкция1 балл
-
Незачёт. Ну раз отзывов нет, то позволю себе высказаться. За то, что после 8-мичасовых занятий сваркой я ещё читаю здесь всякие бредовые темы и посты, и отвечаю на некоторую их часть - мне денег не платят. И не надо здесь, томно вскинув руку ко лбу, восклицать: "Ах, ну хорошо... я не буду больше писать. Ах, я останусь читателем..." Вас никто не уговаривает и не отговаривает публиковаться здесь. А раз уж пишете посты, то будьте готовы: а) соблюдать правила форумов ВебСварки, б) будьте готовы к критике и вопросам, особенно в теме "Св. швы". Если есть претензии ко мне, как модератору, то высказывайтесь здесь, а не по разным углам и шхерам. Не расстреляю... А если чем-то не устраиваю, то пишите на меня жалобы - модераторы форума их обязательно рассмотрят. Когда отсутствовал стонали,что меня нет... а теперь стонете,что я есть. Да, ем и буду есть... А то получается. Опубликовали фото с пометкой "первый раз варю" и ждём "плюсиков"? А если что не так, так двойные стандарты... А что Вы, Курт1, лично сделали, чтобы на форумах было по-меньше при... пользователей, которые "стучат молотками по св. швам"? И не надо так улыбаться на галёрке, это всех касается и потому ИСЧО раз объясняю: Профильные Темы - не Курилка и пока ещё модераторы там решают кого пилить,а кого косить. Вопросы есть?1 балл
-
На СОМА всегда толпа!!Водка,пиво,Ты да Я,,кум,сват,брат,сеструхин МУЖ.С ними пить-попробуй сдюж!!!Но зато какие КАДРЫ!!! Вспомнить все!!! И все бы рады,только пьяные вот гады.На сома всегда толпа!!!Пиво!Водка!!Ты да Я!!1 балл
-
КЛАСС!!! (жаль материться на форуме нельзя) Откуда у людей такая фантазия, твориить из посути хлама такие произведения искуства. (Малевич, Пикассо - нерно курят в стороне)1 балл
-
@MAG, Вы действительно Маг.)) Работа, Желаю творческих успехов! (и думаю коллекция пополнится новыми драконами). П.С. Понравился Змей Горыныч (позитив так и прёт)1 балл
-
http://vpk.name/news...ya_v_2025g.html
1 балл
-
Эта :D уж очень долго ведь живёт....ей можно как зубилом колотить,но будет всё равно варить.... :D
1 балл
-
Вот так-живёшь в лесу и ни фига не знаешь,что маломерки уже требуют варить без отрыва по зазорам.Что делают это инвертором с ДУ.Что эл-ды надо не иначе как шведские.А куда нам,простым сварщикам,податься(постоянка,многопостовой источник ВДМ-1601,балластник БР-300 и уонии 13/45 d=3.0)? Rentgen-у,нужно просто "набивать мастерство" или "качать права" по обеспечению материалами и оборудованием.1 балл
-
Наверное я что-то пропустил.По СТП для низколегированных сталей перлитного класса (АК,АБ),ширина валиков не должна превышать трех d эл-да или ширину сопла.А отжигающий перекрывает крайний к основному металлу валик на две трети.В галтелях отжигающий производится на стороне привариваемого материала.А в общем всё верно Evgen объяснил,с картинками.1 балл
-
Вот немного подробнее: Отжигающий валик необходимо накладывать на определенном расстоянии от основного металла, так как при малом расстоянии в стали может появиться зона закалки. Отжигающий валик не вызывает появления структуры закалки в верхних слоях наплавленного металла, так как количество углерода в них почти не превышает его содержания в электродном металле. Крупное зерно вблизи отжигающего валика измельчается, твердость металла уменьшается, а пластичность его увеличивается. Схема наложения слоев: Если отжигающий валик наложить на сильно разогретый шов, то может не получиться отпуска закаленной зоны. Если запоздать с наложением отжигающего валика, то процесс закалки может закончиться и в зоне закалки могут появиться трещины до наложения отжигающего валика. Края отжигающего валика должны отстоять на 3 - 4 мм от ближайших границ проллавления. Ширина зоны закалки: По границам отжигающего валика тоже имеется слой, который нагревается до температуры закалки. Поэтому сваривать необходимо так, чтобы этот слой обязательно проходил по незакаливающемуся наплавленному металлу. При очень узких швах отжигающий валик накладывают с той стороны шва, где по конфигурации и конструкции детали появление трещины менее опасно. Восстановление чугунных деталей способом отжигающих валиков в сочетании с установкой упрочняющих шпилек, скоб и других связей дает удовлетворительные результаты. Однако при этом способе требуется большая подготовительная слесарная работа. Способ трудоемок, малопроизводителен, требует большого расхода электродного материала. Поэтому, когда не нужна высокая прочность сварочного шва, применяют сварку биметаллическими электродами. После заполнения металлом разделки необходимо наложить отжигающие валики, которые следует укладывать в пределах наплавленного металла, не допуская выхода их на основной металл. После окончания заварки этот участок металла укрывают сухим асбестом. При ремонте деталей иногда необходимую термическую обработку заменяют наложением отжигающих валиков или местным нагревом детали ацетилено-кислородным пламенем. Такой способ обработки деталей является не совсем рациональным. Он не обеспечивает равномерности нагрева всей детали. Для получения более высокой прочности процесс необходимо вести с наложением отжигающих валиков на уже наплавленные слои. Сварку производят без демонтажа деталей с установкой в разделку стальных шпилек в шахматном порядке. Затем шпильки обваривают и заплавля-ют разделку стальными электродами. После заполнения разделки заваренный участок можно усилить приваркой стальных прутков в направлении действующих нагрузок. По поверхности наплавки укладывают слой отжигающих валиков. Так же для улучшения структуры околошовнюй зоны пр многослойной сварке используется наложение отжигающих валиков. Последние валики многослойного шва вызывают образование в околошовной зоне участка со структурой закалки ( Этот хрупкий участок, выходящий на поверхность свариваемых деталей, является источником образования трещин.) Если сварное соединение состоит из двух сталей: низкоуглеродистой и легированной , то отжигающий валик накладывается ближе к низкоуглеродистой стали ( Если сварка ведется широким швом, свыше 30 мм, то рядом накладываются два отжигающих валика.) Если отжигающий валик наложить на сильно разогретый шов, то может не получиться отпуска закаленной зоны. Если запоздать с наложением отжигающего валика, то процесс закалки может закончиться и в зоне закалки могут появиться трещины до наложения отжигающего валика. Отжигающий валик не вызывает появления структуры закалки в верхних слоях наплавленного металла, так как количество углерода в них почти не превышает его содержания в электродном металле. Крупное зерно вблизи отжигающего валика измельчается, твердость металла уменьшается, а пластичность его увеличивается.1 балл
-
Хорошие электроды(ESAB,LB,Bohler...),нормальный аппарат и тренироваться.Отрабатывать сначала одну позицию(несколько катушек извести),затем другую,потом всё вместе и т.д.Сразу охватить все пространственные положения будет трудно.И постоянно контролировать и корректировать шов-если не пошло,то не тупо доваривать,а остановиться и исправить.1 балл