Лидеры




Популярный контент
Показан контент с высокой репутацией 03.12.2013 во всех областях
-
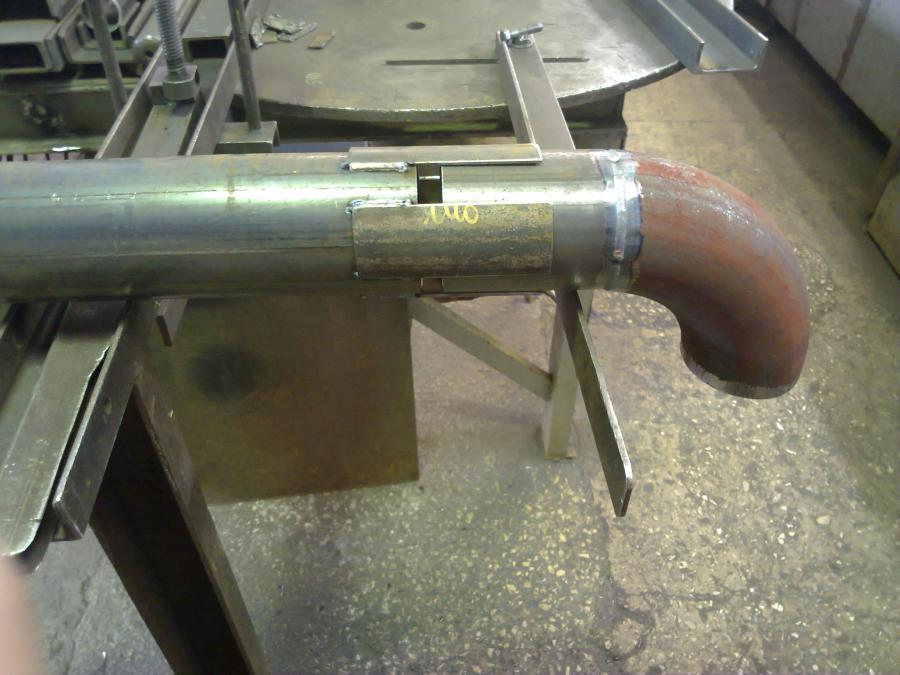
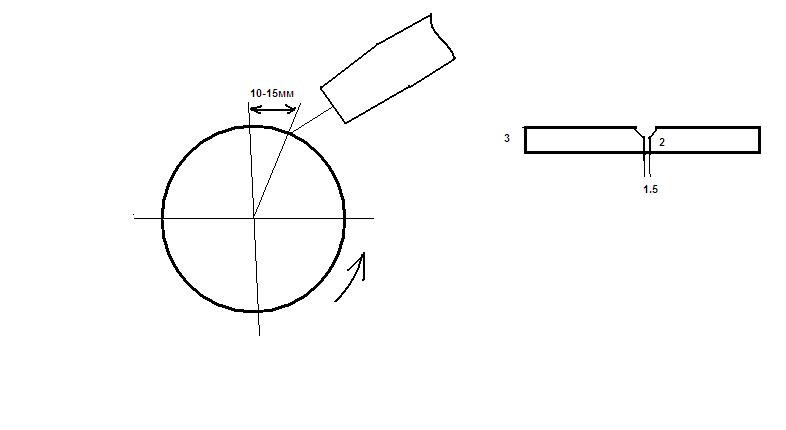
Нередко приходится варить короткую катушку к отводу ( тройнику или переходу ) и момент позиционирования во время сварки доставляет неудобство (я ,видать,до того обленился,что всячески пытаюсь облегчить трудовой процесс). Не долго думая воплотил в жизнь сию приблуду,которая в изготовлении заняла минут 10-15 , а в последующем сэкономила и время, и нервы.Фиксирует довольно-таки уверенно и во время сварки корня и последующей облицовки нареканий не было.
 7 баллов
7 баллов -
Наконец то наступило "ближайшее время" и предоставилась возможность немного пообщаться с аппаратом.Варил "гараж" под него и тележку.В работе аппарат не разочаровал.На настройку параметров ушло минут 5. Когда выпало общаться с "Форсажем",то "нормального шва" добиться потребовалось куда больше времени (в скобках про шов указал специально - нормальные швы тот агрегат так и не выдаёт).Специально снимки швов не делал,потому как и задачи такой не ставил,и работа велась по-партизански -в ущерб основной работе,поэтому представляю результаты настроек - когда уже было что то похожее на шов.Тележка пока полуфабрикат,но основной принцип воплощён и конечный результат опубликую. Смесь, ф.0,8 мм, 18,5 В, 7,1м/мин
7 баллов
-
Вот, месяц ожидания и свершилось! и, что самое интересное инструкция правда что там написано не понятно, нет русского языка, думаю как-нибудь осилю.
4 балла
-
Приехал мною изготовленный бак, претерпевший еще не одно изменение в днище, но уже установленный и работоспособный... http://i.piccy.info/i9/5aa6022225318acc57fb5b0647a89373/1386090319/112334/568570/DSC09534_800.jpghttp://i.piccy.info/a3/2013-12-03-17-05/i9-5537036/755x566-r/i.gif http://i.piccy.info/i9/53c83ce20d795d44cdc4764b72b44414/1386090225/110912/568570/DSC09536_800.jpghttp://i.piccy.info/a3/2013-12-03-17-05/i9-5537022/755x566-r/i.gif4 балла
-
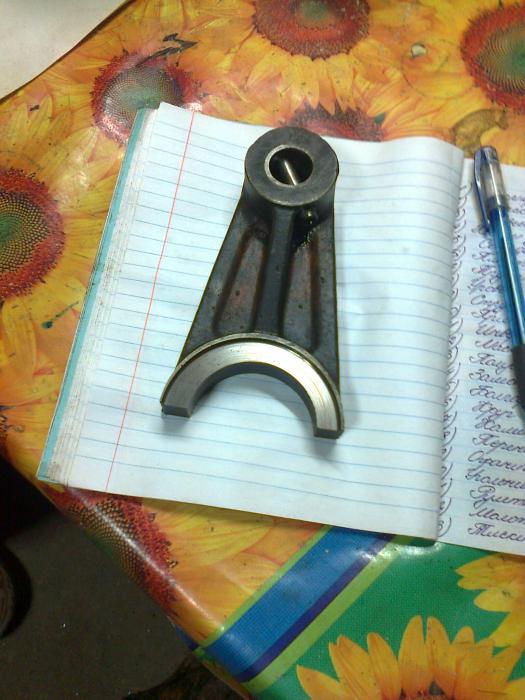
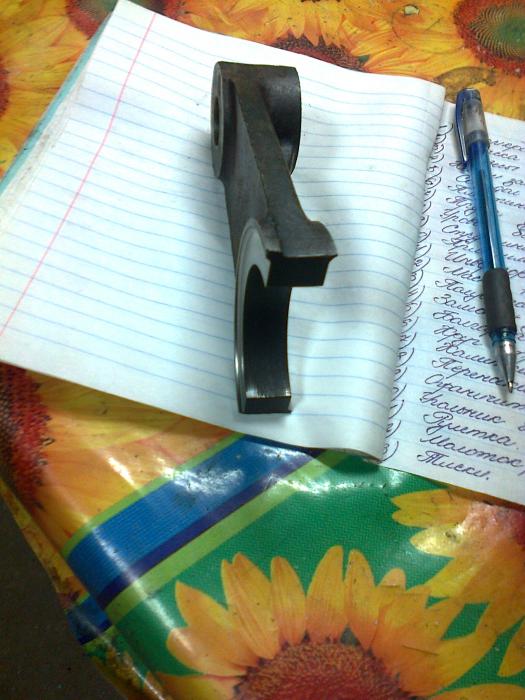
Опять чугун. Наплавка щёк вилки муфты включения фрикционов токарно-винторезного станка 16К20. Было. Предварительный нагрев, наплавка и медленное остывание в песке на печке. Проточка наплавленных поверхностей на специальной оправке в станке 1А616К.
4 балла
-
Прошлой зимой. Лестница в коттедж. Мороз -17 и сквозняк. Удивительно, на улице работать было гораздо приятнее, чем в доме. Пришлось утепляться: трое штанов, охотничьи сапоги, тёплая кофта под курткой, тонкие перчатки и спилковые краи с утеплением. На этом форуме я никого этим не удивлю, но опыта мне это добавило. http://content.foto.mail.ru/mail/white-pride/_myphoto/h-78.jpg А это моя первая сварная конструкция. Ненавистный забор, который я варил ненавистным мне престижем-164. Сцены сварочной эротики. http://content.foto.mail.ru/mail/white-pride/_myphoto/h-79.jpg4 балла
-
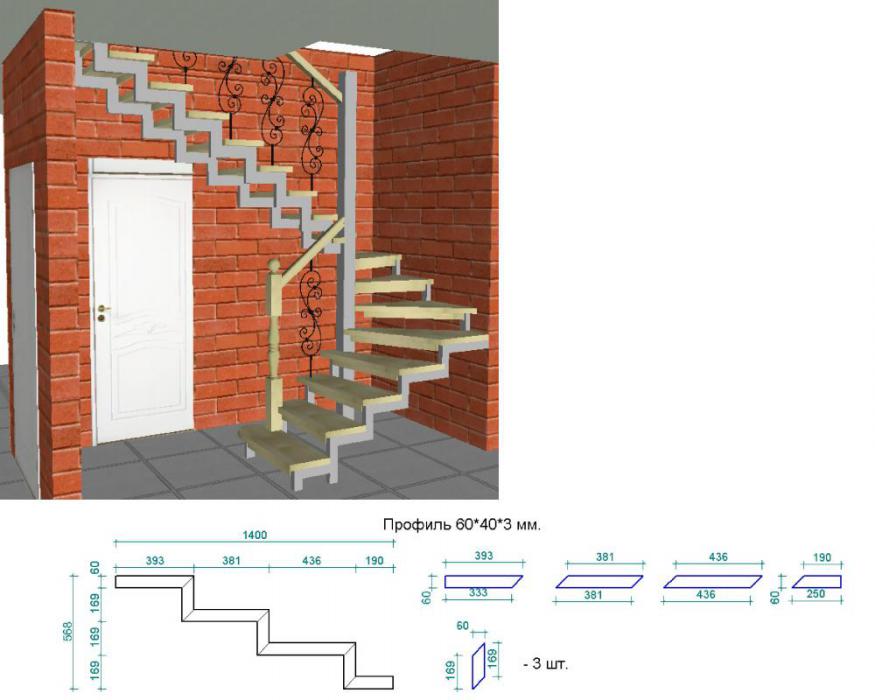
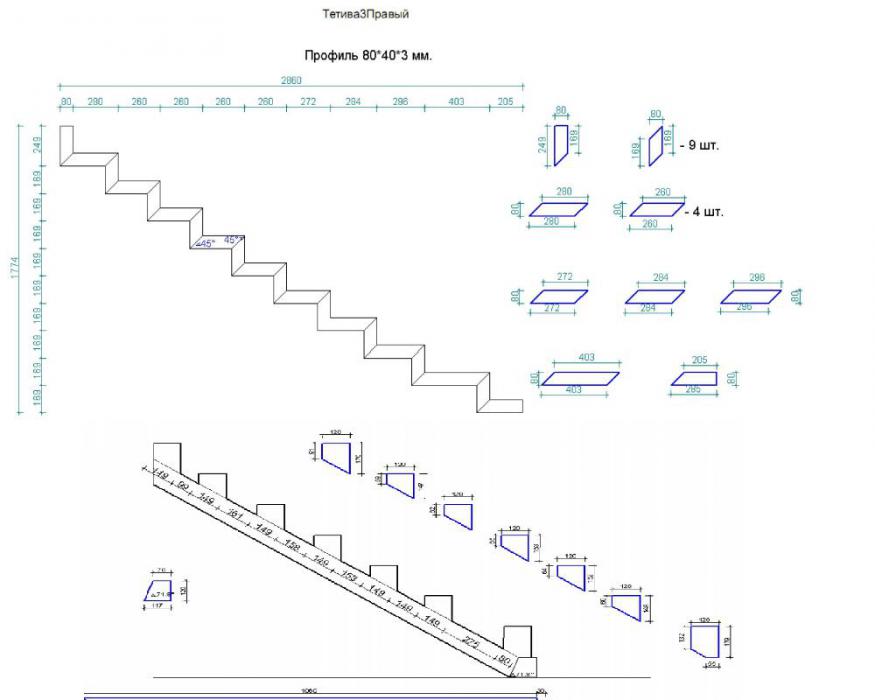
Ну скорее не шаблон, а чертежи по которым потом всё это варится:
2 балла
-
Картинки со свастикой и африканцами — это, конечно, "весело", но давайте их больше не постить сюда? И вообще на форум тоже.2 балла
-
этим я был
2 балла
-
Этот вопрос, с некоторой периодичностью, задают на нашем и не только форумах, а потому, чтобы не плодить однотипные ответы, я решился на создание этой, основанной на собственном скромном опыте и навыках, темы. В данном случае мы рассмотрим ручную дуговую сварку допускных катушек ручной дуговой сваркой электродами с основным покрытием. Не нужно бояться пробовать. Под просвет трубы варят не боги и не маги, а такие же смертные, как и мы с вами. Мандраж, который часто сопутствует сдаче допускных стыков не только наносит удар здоровью и душевному равновесию, но часто является основной причиной некрасивых результатов. Понятно, что это важно, это ваша репутация и хлеб, но всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Сейчас, как и во множестве других решающих моментов, нам нужна светлая голова и твёрдые руки. Катушки чистим от ржавчины, масла, задиров, заусенцев. Выводим притупление 1,5-2,5 мм (на толщине стенки 3 мм и меньше фаску не делаем). Выставляем зазор 2-3 мм (больше толщина стенки -- шире зазор), обычно берётся толщина металлического стержня электрода, оббитый электрод зачастую и выступает в качестве зазорника. Выставляем ток 50-60 А (на выносном пульте инвертора Кемппи это троечка) и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем варить. Прихватываем катушки между собой с соблюдением технологических требований. Закрепляем заготовку в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте, что кабель ни за что не цепляется, что вы на него не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову) что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит проверяющий, разверните катушку вниз самой длинной прихваткой, на ней вы разожжёте дугу и с неё же поведёте корень. В ином случае не мудрите. Корень. Определяем самую нижнюю точку трубы, запоминаем по какой-нибудь рядом прилипшей козявке или пятнышку и зажигаем дугу чуть дальше от этого места (10-30 мм). Господа сантехники! Не нужно зажигать и гасить электрод с тела трубы! Исключительно и обязательно с поверхности фаски , либо её внешнего края! На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода добиваемся горения дуги внутри трубы с формированием обратного валика, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козырятся”, в этом случае останавливаемся и делаем “заход”. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас стянуло кромки (на жаргоне "слепой стык". Зачастую его можно проплавить на бо́льшем токе, но лучше прорежьте. Косячный электрод откладываем и берём другой. Не нужно их экономить, если образец не пройдёт контроль, вы будете готовы отдать не одну пачку за пересдачу, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 40 минут (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование держака чтобы на максимально низком токе обеспечить горение дуги, “шустрите”. Выводя на 50 минут желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги лучше полностью срезать (с требуемой развальцовкой кромок). В этом случае вы получите максимально ровный обратный валик. Выходя с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполнение. Заполнение, это просто. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться болгаркой с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное, не переоценить свои возможности. Да, LB позволяет набрать “жирную” ванну, но, при перегреве металла(который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, (“сыр”) которые в худшем случае останутся незамеченными, а значит, неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их болгаркой до полной вышлифовки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовка. Облицовка всегда на виду, зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно выдержать ровный, максимально гладкий шов (как яичко, говорят деды), некоторым образом это ваше лицо. Опять же, принимаем максимально удобное положение (катушку сложнее варить ещё и тем, что её не очень то удобно обнять, как обычную трубу небольшого диаметра, надёжно зафиксировав самого себя относительно стыка) максимально группируемся, используя доступную точку опоры, нас не должно болтать и потряхивать в мышечном напряжении. И забываем про весь окружающий мир, с этого момента ты робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и подрачивания, выписывания замысловатых фигулин и вывода дуги вверх по кромкам. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавки и недопущения подреза, не забывайте что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя чешуйчатость, попробуйте прибавить ток. Понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У нас должна образоваться ровненькая неприметная блямбочка без кратера. Обив шлак снимаем зачистным кругом "замки" (как правило, в месте зажигания электрода получаются небольшие утолщения), аккуратно их закругляя, и сбиваем брызги. Чистить околошовную зону допустимо только металлической щёткой. Также смотрим образовавшийся обратный валик. Радуемся полученному результату или делаем выводы. Очень рад буду, если уважаемые коллеги сварщики дополнят или поправят меня в комментариях. И напоследок, немаловажный совет новичкам. Без практики ничего не выйдет. Тренируйтесь. Варите катушки снова и снова. Научитесь чувствовать металл, его поведение при сварке, предугадывать все возможные нюансы. «Не получается только у тех, кто ничего не делает». Успеха!1 балл
-
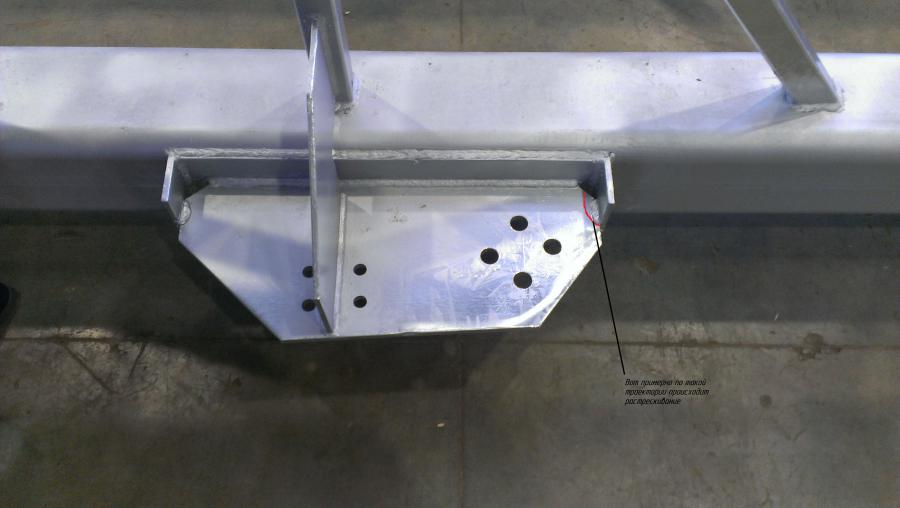
Всем доброго времени суток. Дорогие форумчане, подскажите пожалуйста в чем может быть дело! Ситуация следующая, нужно оцинковать конструкции методом горячего цинкования, но после оцинковки, в одних и тех же местах, одних и тех же узлов проскакивает трещина по основному металлу от сварного шва. Трескается не на всех конструкциях, а где то процентах на 20%. Понятно что дело в конструктиве узла, но где конкретно зарыта собака понять не можем. Будьте добры, изложите своё видение ситуации. Наученный горьким опытом оформления предыдущих тем, прикрепляю фото. Трещина всегда с одной и той же стороны, с большей от косынки, траектория трещины одна и та же. На фото конструкции уже заваренные, не успел сфотать саму трещину, но место доработки видно Ах да, сталь 245, металл в ванне нагревается до 450 градусов и выдерживается в течение 7-8 минут.
1 балл
-
в посте #6 http://websvarka.ru/talk/index.php?showtopic=3445&do=findComment&comment=72095 на картинку клик (она увеличится) там и про зазор,и про притупление.Зазор+скорость вращения трубы,даёт необходимый провар. Число проходов так же зависит от скорости вращения и расположения горелки-это всё взаимосвязано (напряжение+скорость подачи проволоки+зазор+притупление+скорость вращения+позиционирование сварочной горелки - эти параметры изменяются в зависимости от того,что получается на пробнике).А для этого надо видеть,что получается.Гадая на "кофейной гуще" я дал вам старт (с чего начать и при чём безвозмездно ) Смотрите внимательно на картинках ,там есть подсказки....1 балл
-
Привет сварным. Работаю частным образом. Любой выезд, хоть на 5 минут от 1,5 т. (это петля у гаража оторвалась и подобная мелочь). Металлоконструкции простые по договорённости (для себя прикидываю, что бы меньше 3т. в день не получилось), трубы и сложные конструкции цена до бесконечноси (до разумных пределов, самое большое что было 12т. за день) Никаких посредников, надо ценить свой труд.1 балл
-
вперёд к успеху программа 180 (точнее на своей таблице смотри) для толщины 3мм, вольтаж и динамика дуги подстраивается индивидуально. Чтоб все параметры выдать ,надо быть вашим технологом (или волшебником),но направление (в поиске истинны) я вам подкинул.
1 балл
-
Надо ещё крановщицу в центр положить.1 балл
-
http://youtu.be/Hu6MVnwPClA1 балл
-
По жёлтеньким наплывам между чешуйками и кратеру характерной формы в начале шва-очень похоже на полуавтомат с углекислотой и обычной омеднённой проволокой.Имитация пульса цмыканием кнопкой.1 балл
-
Мне не нравится демонизация Марвина Химейера. Если же вы взглянете на его фото, вы увидите честное, открытое лицо. Лицо человека, который не смог жить в уродливой системе. Когда в этих ваших интернетах всё что можно запретят, и имя его пропадёт из всех поисковых систем, я буду совсем старым и седым. Знойным летним вечером я соберу вокруг себя кучу малышни и расскажу им о Марвине.1 балл
-
Главная беда п/автомата это его настройка. Научитесь правильно настраивать и сварка будет вам в удовольствие. Я даже не знаю какая сварка может быть легче, хотя вру, конечно же "холодная сварка" -размял и замазал.1 балл
-
К посту 63,
1 балл
-
Наши нигде не пропадут! http://youtu.be/vLAC-JGxDb01 балл
-
@Менгон, О-о
1 балл
-
Ну ты это.. если чё - заходи.. http://f4.s.qip.ru/IA4wMiMT.png1 балл
-
Выдали новую робу, с толстого материала. У старых работников что то на подобии с ранних выдачь имеется, вроде не плохо сохранившееся. Логотип, не изготовителя, а работодателя. Одёжу заказали по ходу просто на какой то местной фирме. Тут детали. Тут состав ткани, 35% хлопка, и чего то ещё.
1 балл
-
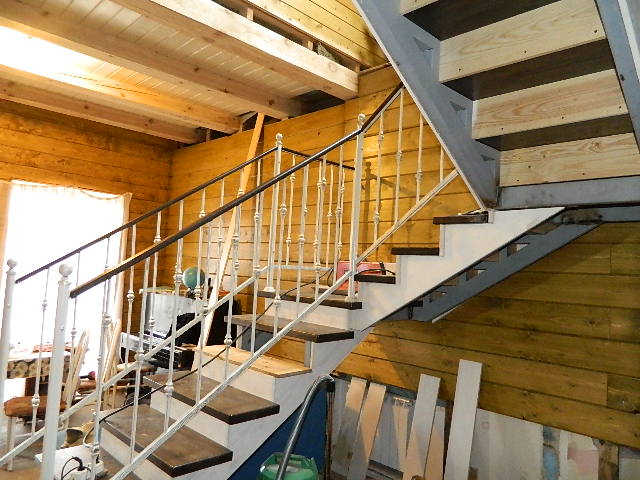
Смонтировал ограждение,как и обещал,взял хороший фотик и предоставляю вашему обозрению
1 балл
-
года два назад делал лестницу,сегодня приехал делать ограждения ,заодно сфоткал.Ограждения в предыдущем посту доделал,покрасили,на неделе поеду на монтаж,сфоткаю
1 балл
-
Ручной трубогиб для мелкой трубы.(у мужиков на тэц в Питере подсмотрел и заснял) http://www.youtube.com/watch?v=DiU-vMZLs_0 http://i58.fastpic.ru/big/2013/1024/de/588270b62ab25a2f08947f88176a86de.jpg http://i60.fastpic.ru/big/2013/1024/e5/13c1f7e291437dd37e5ce89b5ccd1de5.jpg http://i58.fastpic.ru/big/2013/1024/21/a8f7975415b1c06b9fb4f58cfd370a21.jpg1 балл