Лидеры




Популярный контент
Показан контент с высокой репутацией 16.10.2013 во всех областях
-
Сделал сегодня бак для масла гидравлики, на DAF, 120 литров, материал АМГ-3, толщина 3мм. Заказчик попросил без углов что бы об них не биться и распорку внутрь что бы встать можно было... http://s40.radikal.ru/i089/1310/7f/61ffd20dec54.jpg http://s019.radikal.ru/i640/1310/a3/d4f3b6c7bace.jpg http://s005.radikal.ru/i211/1310/07/f7cd3fba9f9e.jpg http://i047.radikal.ru/1310/0b/d61e65ee9d0a.jpg http://i047.radikal.ru/1310/d1/d1ce633ab33d.jpg http://s017.radikal.ru/i405/1310/2a/ce4b01093511.jpg http://s019.radikal.ru/i611/1310/1b/de9bd348f4b5.jpg http://s020.radikal.ru/i704/1310/37/8f1d83ed1897.jpg8 баллов
-
Сегодня сделали и поставили такую калитку в заборе... http://s020.radikal.ru/i715/1310/11/6f58c737b3ee.jpg6 баллов
-
И снова нержавейка, листовое и емкости, 7 лет меня с этим не было. Листовое, полы и деформация. Казалось бы, стыкуй вплотную и нет проблем, все очень просто так, да нет. Вплотную домики вырастут, пробивать начнешь, уйдут в холмы и впадины долины. А куда металлу деться?! Метал при нагреве и сварке стыка становится горячим, а значит слабым, тянется друг ко другу, как в молодости при первой любви он и она, сливаясь в зерна и скрепляясь. Как уже писал, от деформаций подобного рода можно уйти путем натяжения, делая при стыковке зазоры 1,5 мм. пластинки. Лучше при сваре раскидывать, сотка шва с права, лева, середина, уходим на другой лист варить, ждем прошлого полного остывания и плавим только проволоку, не ждем пере плавления, красота в этом случае нам выльется в ямы и бугры. Может кому пригодится данный опыт, листы были 1,5 мм. пол натянулся как струна. В следующий раз далее выложу емкостное
 5 баллов
5 баллов -
Здравствуйте! Меня зовут Павел и я - не сварщик. Сервис-инженер одной большой конторы. В основном обслуживаю, запускаю, ремонтирую оборудование Lincoln Electric во всех сферах народного хозяйства от гаражей до заводов "Атоммаша". Почитывая этот форум узнал, как же далёк от простого народа, потому что привык иметь дело только с импортным профессиональным оборудованием. Однако бесконечно восхищён тем, что умеют наши сварщики в массе своей не избалованные качеством оборудования.5 баллов
-
Немножко из своих рутинных будней. Готовим под монтаж колонны из 530 трубы. Трубу режем по месту. Во внутрь закладываем каркас из двадцатой арматуры. Потом бетонировать, трубы останутся, снимать не будем. Каркас собираем на кольцах из 420 трубы. Привариваем арматуру рабочую, обматываем распределительной. На бока 420 трубы привариваются ограничители из профтрубы 25*25. Что бы каркас находился в трубе строго по центру. Каркас выходит килограмм 200, поэтому от пластиковых ограничителей отказались. Отрезанным куском 530 трубы пользуюсь ка шаблоном. По нему привариваю к закладным "дюндики (как их бугор зовет)" которые служат ограничителями при монтаже. Потом к ним низ трубы прихватим, перед тем как раскреплять и выравнивать. Вчера приварил к трубам петли, не фоткал правда. Осталось зафиксировать каркасы и можно монтировать. Это Саня, он в отличии от меня сварщик дипломированный. Режет, трубы в размер. Отрезает кусочки 530 трубы сантиметров по 80. Приятные такие кусочки.
5 баллов
-
Варил переходы с дюйма на два, один конус 50*40, дюймовый коротыш встал с зазором в 5 мм, в один проход без отрыва. http://s020.radikal.ru/i715/1310/cf/a4422f1247e6.jpg4 балла
-
"Небольшой "кусочек" моих будней. Готовлю "обвязку" схемы,мелочи - жуть,а её я очень не люблю. 1/2" художества: Сварка произведена в идеальных условиях - швы поворотные,с зазором, 45 А ,LB-52U ф.2,6мм.
4 балла
-
При сварке,если так уж хотите получить выпуклый профиль шва,то не только ведите сварочную ванну вперёд,но и как-бы немного отдувайте её назад.Регулируя количество металла в "хвосте" ванны,будете изменять высоту валика.Иногда,при однопроходной сварке,излишняя высота шва-показатель непровара...Когда сверху просто навалено,а кромки насквозь не проплавлены.Такое бывает при беззазорной подгонке кромок.Также бывает,что и кромки проплавлены и без зазора.Но,при РДС,в таком случае,надо варить на повышенных токах,чтобы прожечь кромки насквозь..Соответственно,металла будет наплавляться больше,ведь.электрод плавится быстрее,да и задерживаться на одном месте приходится дольше.3 балла
-
Сегодня изготавливал тюнинховый воздуховод.В Волгу Газ-3110, поставили знакомые, двигатель с Мустанга.Теперь красоту под капотом наводят.
3 балла
-
Нашел фото пятилетней давности,у друга на странице вконтакте.Ну где я понятно,а рядом друзья,почти как родные уже много лет,и в горе и в радости.
2 балла
-
Подкину идей до кучи.
2 балла
-
Вот что получилось .
2 балла
-
@Менгон, да не всегда Позади меня дядя из тех, кто первыми спустились на погибший "Курск". Завоевать уважение у таких парней- ради этого стоит жить. После общения с ними, я плюю в рожу всяким каратистам и прочим качкам, ибоб реальный крутяк- это они. Я горд тем, что могу поздороваться с ними за руку. Сами понимаете, что самывй крутяк не дадут снимать.
2 балла
-
@Менгон, хотя если посмотреть, то у меня не такая уж и скучная житуха. Но пока мой кумир Слава-Ручник. Он же Ручечник. "Указ семь-восемь шьёшь, начальник?" http://s019.radikal.ru/i633/1212/c8/e8eb00dc1ba7t.jpg
2 балла
-
Отключаем мозг,просто посмеёмся.
2 балла
-
Последнее время занимаюсь больше чертежами,работаю в бюро,сваркой почти не занимаюсь,но иногда подрабатываю на дому.Вот недавно подвернулся заказ,меня заитересовавшем. У меня знакомый(афганец) заказал для своего сына передвижной турник(на вырост). Для начала я сделал небольшой эскиз и показал ему.Ему понравилось.Ну всё.Начали,закончили. Эскизы,если кому интересно,выложу на посту : Фотогалерея/Черчение,Моделирование. Вот что получилось:И установка у клиента.Да, бетонировал он сам.У него работа-торговля б/у машинами.Опыта в бетонировании можно сказать ноль.Что из этого получилось,смотрите сами.Хорошо что перекладину можно переставлять.
1 балл
-
Извините, что случайно влез, но при словосочетании "плазменная сварка алюминия" у меня автоматически сносит крышу и лезу всех "поучать". В классическом варианте плазменная сварка является логическим усовершенствованием аргоно-дуговой сварки не плавящимся электродом. Приношу извинения за академический стиль, но являюсь штатным сотрудником НАН Украины и более 17 лет занимаюсь вопросами плазменной сварки алюминиевых сплавов. Как, видимо, писали раньше на форуме, отличие плазмы от обычной дуги не плавящегося электрода - это препятствие расширению столба за счет обжатия его потоком инертного газа. В отличие от горелки TIG в плазмотрон добавлено еще одно медное сопло. При плазменной сварке алюминия возникают практически те же проблемы, что и при обычной аргоно-дуговой сварке вольфрамовым электродом. Необходимо удалять оксидную плену с поверхности изделий непосредственно во время сварки. Потому варят или на постоянном токе прямой полярности или на переменном токе. Во времена Советского Союза серийно выпускали установки для плазменной сварки на постоянном токе УПС-301 ( для ручной сварки) и УПС-501 и УПС-803 для автоматической. Аппараты для плазменной сварки на переменном токе серийно не выпускались (были единичные разработки под конкретного заказчика, но эти темы велись под грифом оборонки и упоминание о них найти уже трудно). На данный момент у производителей просматривается две схемы создания оборудования для плазменной сварки - специализированная установка для плазменной сварки и плазменная консоль плюс источник питания для аргоно-дуговой сварки. Для сварки алюминия на переменном токе в России и если постараться то и в других республиках бывшего Союза (не путать с Таможенным, ех забанят за политику) можно приобрести установки для плазменной сварки таких фирм - EWM Tetrix 350 AC/DC Plasma (цена со склада в Фрицланде около 13000 европейских рублей, а с учетом охлаждения, плазмотрона и других обвесок набегает до 18000 евро), Merkle - P 421 AC/DC-PT11 и P 601 AC/DC-PT11 (17980 евро и 22800 евро), SBI - PMI-380 AC/DC TL (цена с учетом горелок в районе 35000 евро), Castolin Eutronic GAP-3002 AC/DC (это чудо еще позволяет выполнять и сварку-наплавку с использованием порошка - цена в районе 36000 евро без горелки, охлаждения и других опций). Относительно плазменных консолей для сварки на переменном токе, то их выпускали Castolin, SBI и Fronius. К сожалению, они уже сняты с производства. Я не затрагивал производителей Китая, Южной Кореи и Тайваня. У них тоже есть установки для плазменной сварки алюминия на переменном токе, но о их цене я пока еще не знаю. Если появится интерес - пишите. Чем смогу по плазме, тем помогу.1 балл
-
@митька51, Я так понимаю товарищ справа ?1 балл
-
http://s019.radikal.ru/i602/1310/62/cb4377b4faf6.jpg1 балл
-
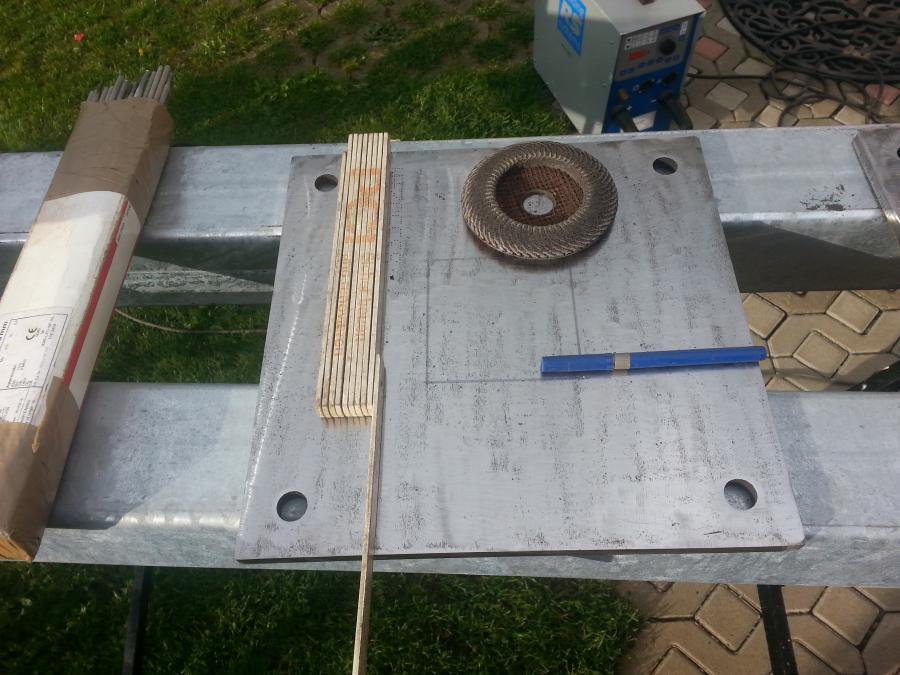
У нас Кисвелл не везде купишь, ЭСАБ более распостранен. Варил двойкой ЭСАБ и Кисвел. ЭСАБ горит жоще, от Кисвела меньше брызг но больше шлака. Зато ЭСАБом на примыканиях сферических поверхностей лучше получается схватывать. У Кисвела почему то после удаления шлака зачастую оказывалось что капля только на одну плоскость легла. Экспериментировал на сварной ковке. На сварке профтрубы разительной разницы не заметил. От брызг спасаюсь антипригарным Бинзелевским спреем, поэтому биться головой при поиске Кисвела смысла не вижу.1 балл
-
в тепле в светле и нос в табаке? Не то.... http://f3.s.qip.ru/IA4wMhCX.pnghttp://f4.s.qip.ru/IA4wMhCY.png --1 балл
-
Да уж...швов параллельных порядочно, гнуть не было возможности?1 балл
-
@G_Kar, Тогда у вас действительно попадос. Потому что должен быть хоть кто то кто в этих работах понимает. Кто способен конструкционные решения принимать и знать как их реализовывать. В идеале под опоры двутавров в низу должны быть закладные, или лежать мауэрлат из железа целиком. Исходя из типа крыши и сечения двутаров прикидывается их шаг. Причем сечение должно быть достаточным для того что бы нести свой вес и вес кровли со снегом. Снеговая у вас примерно такая же как и у нас 100 кг на метр квадратный. На выбор сечения так же влияет жестко ли будут закреплены концы стропильных балок. Если сто процентов да то меньшего сечения двутавр способен нести большую нагрузку, поскольку зажат и это будет мешать ему изогнуться. Если нет то сечение больше. Причем смотреть надо не на то как крепится стропила к закладной или мауэрлату со сваркой все ясно), а на то как закладные ил и мауэрлат прикреплены к стене. Исходя из толщины двутавров по краям конька ставятся два маяка (а если длинна большая то и меж ними) по которым натягивается шнурка. Это верх конька. От нее в каждом месте опирания стропилы ведутся промеры длин и углов зарезания. Размер будет везде одинаков только если есть мауэрлат параллельный коньковому лежню как по вертикали так и в горизонте. То есть в двух плоскостях. Такое бывает редко. Только если сам все делаешь от начала до конча. В противном случае при перекосе мауэрлата все размеры стропил будут разными. Тогда и по низу натягивается шнурок который поможет сформировать единую плоскость и взять размеры от шнурка на коньке. В живую конечно все проще, но нюансы о которых надо знать есть. В целом у вас нет четкого объема и конструкционного решения исходя из которого можно прикинуть объем. А значит и с ценой все сильно относительно. Выложите размеры стен и здания в плане. Расположение конькового лежня, по центру он или смещен? Какие двутавры есть? Что есть в месте опирания по карнизу? Каков тип кровли (металлочерепица, катапал, ондулин, шифер, профлист) Тогда смогу и по конструктиву подсказать и по цене.1 балл
-
Мое мнение как технолога, что это оборудование под "проект". То есть когда в проекте предусмотрено использование данного аппарата и узлы "заточены" под выполнение именно данным типом сварки. Разумеется с указаниями режимов, требований, параметров. В противном случае экспромты будут недешево обходиться и зачастую не иметь успеха. Данное оборудование оно скорее для цивилизованных стран где проект является "сердцем" будущей работы, у нас проект это совсем другая часть организма. И истиной в первой инстанции не является. А гибким ваш аппарат не назовешь. Под него специально с бухты барахты никто подстраиваться не будет, и им на весу не поваришь по быстрому.1 балл
-
@G_Kar, Монтаж и изготовление рамных металлоконструкций от 6000 за тонну. С высотой расценки растут, со сложностью подготовки тоже. Я так понимаю через полтора метра будут стоять стропила из металла. И кроме стыка по коньку никакой обвязки. В таком случае придется городить подпорку под коньком. Иначе выставить не получится, либо варить на площадке и мотировать целиком. Но это еще сложнее. В такой работе главный затык это уйма измерений и разметки. Стыковать можно на косынки в коньке, если заказчик не против, а еще лучьше установить горизонтальный лежень под коньком и опирать на него стропила. А в целом 8000 в день тоже не плохая цена)1 балл
-
Тем более, в этом случае сварщик просто обязан разбираться в сварочных материалах, термообработке, способах контроля и т.д. Тем более, если из специалистов остался только он и "конструктор". да и тот сабжением занят. Тем более, если руководству проще сэкономить на персонале.А по поводу "...где на одного рабочего три начальника" - Вы, видимо, давно на больших предприятиях не работали. Второй пример конечно явный и "обычный" косяк конструктора, но, думаю, это ничуть не напрягло "сурового" резчика и "вешаться" из за этого он не пойдёт. (В крайнем случае напильником доработает P.S. Тема пустая, отсюда и флуд. (для очистки совести добавлю пост по теме)1 балл
-
Это меня старшая дочка когда мелкая была изобразила на работе... http://i.piccy.info/i8/579cfd492c443c80d7865f9a6d8e53dc/1381865126/101369/568570/DSC00773_800.jpghttp://i.piccy.info/a3/2013-10-15-19-25/i8-5284127/754x566-r/i.gif1 балл
-
ну так хоть грунтом серым..глазки то не казенные.1 балл
-
А вот у меня на работе почти всегда так, только подгоняют не слесаря а резчики1 балл
-
Когда стык сам для себя подгоняю,конечно стараюсь,что бы мне заварить его можно было и быстро и качественно,бывают конечно и промахи с подгонкой,суть не в этом.меня раздражают слесаря на подгонках швов,которые при неправильной подгонке говорят:да ладно,сварщики заварят.я человек не злой и терпеливый,пару раз могу объяснить как нужно делать,если непонимают после этого-даю ему держак и предлагаю сварить самому,обычно пренебрежение к сварщикам после этого аылечивается.1 балл
-
Последствия так сказать "кривого" выбора радиуса в трубе, изначально думал по старинке подложить в щель проволоку. потом решил попробовать только электродом и самим "телом" с обоих сторон толщина 3-ка. РДС, АНО-21 d-3мм, вертикал снизу вверх, первый проход ток 90А второй проход 110А ну это так "семечки" пруток 6-ка, лист полуторка, ток 90А, в нижнем, АНО-21
1 балл
-
Перекладина вроде жидковата,и не ослабнут ли гайки,широких шайб не увидел.1 балл
-
1 балл
-
Вообщем хочу рассказать о своём опыте (к сожелению без фото). Не так давно на объекте гнали две линии нержевейка 159 диаметр толщина 6 мм. И молибден 108 диаметр толщина 6 мм. Трубопроводы 1-ой категории 100% ренген контроль. Сообственно тут нужно подготавливать стыки очень очень хорошо так чтобы не было ни дыр на стыке ни козырьков. Я готовил таким образом стыки что нежа и малибден притупление от 2,5 до 3 мм. Зазор 3,2 мм. Сила тока на корне при сварке нержи 45 ампер, а при малибдене на корне апмер 50, как на поворотных стыках так при неповоротных. Сваривал эл-ми нержа "Бёхлер" диаметр 2,5 мм. и 61,30 малибден 63,30. Применял диаметры 2,5 и 3,2. За счёт большого притупления корень вариться изумительно без прожогов и провалов. Как всем известно что нержа и малибден очень текучие стали поэтому и притупление большое а зазор для большего провара. Также нержу и малибден при сварке очень сильно тянет техника сварки другая не такая как при сварке чёрной стали. При сборке стыка нужно делать большие хорошие прихватке на корне по 20 мм примерно, четыре штуки и сваривать начинать между прихватками до прихватки. и так с двух сторон на против друг друга, тогда не поведёт. При сварке корня когда подходишь к замку нужна опустить конец эл-да как можно ниже чтобы проплавить замок иначе может затянуть шлаком. А также при сварке эл-ми есть ещё одна оссобеность при сварке дуга может бегать от стенки к стенке вот тут ( при сварке черняги типа ЛБ нужно оттянуть дугу и воткнуть в вану, то при сварке нержи с малибденом нужно сразу же воткнуть эл-д в вану тогда он пойдёт нормально. Сварка нержи и малибдена учит сваривать трубы по технологии т.е корень заполнение облицовка. Если при сварке черняги после корня можно свазу же облицовывать то при сварке нержи и малибдена такое не пойдёт большая вероятность прожога корня большие подрезы отсутствие усиления шва. При сварке корня нужно следить за проваром обоих кромок иначе болгарку в руки и вперёд. Нужно собирать стыки без смещения, а если таковое присутствует разогнать по стыку. Если не получается разгнать, если есть возможность подвара лучше подварить, а так проплавлять чтобы небыло острых кромок т.е НК. Сварка нержи и малибдена учит следующему увеличению скорости сварке и вниманию и аккуратности. При сварке облицовки нужно зачищать (обязательно) кратеры так как там может быть очень глубокая порина. Вот такой опыт. Все стыки с первого раза прошли контроль.1 балл
-
газопровод 159 и водопровод: труба ст-3 159 диам. Про цены я писал на основании проделанных работ этого года.Вот выложил мизерную часть работы,другие фотки с товарищами и моим фейсом.Надеюсь не будут теперь меня просить: покажи личико?
1 балл
-
Короче купил. Только на моей нигде не написано "ИНФОТРАК" хотя все эти функции есть - температура, будильник, время горения дуги, часы. На маске и упаковке ни слова по русски, мэйд ин корея, возможно марка ACE-W i45gw (Infotrack™) идёт по заказу наших барыг, у меня просто - ACE-W. повторюсь, все функции есть.
1 балл
-
Да,пластина приваривается одной стороной к листу полотна встык,а противоположной к палубе внахлёст.Между этими швами накладываются п/а валики на режиме "со всей дури".При остывании пластина усаживается и полотно расправляется. p.s. Плагиат - это когда у нас воруют,а когда мы - обмен опытом ;-).1 балл
-
Продолжение домостройных будней. С трубопроводами торжественно,на мажорной,ноте распрощались.До сдачи домов-10 дней.Начались мелочи.Сварили,покрасили и обшили профлистом козырьки над подъездами. http://img-fotki.yandex.ru/get/9354/88923973.4/0_a7b66_7dec9f76_L.jpg Сваяли перила и лестницы на чердак. http://img-fotki.yandex.ru/get/9061/88923973.4/0_a7b73_26057512_L.jpg http://img-fotki.yandex.ru/get/4901/88923973.4/0_a7bad_df946790_L.jpg Начали слесаря расставлять санфаянс.А мне,чтоб не заскучал,подкинули "арбуз"...Привезли жестяные ванны с ножками типа "жидкий стул"...Регулировочные болты продавливает внутрь штампованного профиля под весом пустой ванны... http://img-fotki.yandex.ru/get/9499/88923973.4/0_a7bae_4ad32bb9_L.jpg Прямо на лестничной площадке оборудовал подобие сварочного поста. http://img-fotki.yandex.ru/get/9510/88923973.4/0_a7bb0_8d29be86_L.jpg Понеслась!60 ножек подварить. http://img-fotki.yandex.ru/get/9262/88923973.4/0_a7baf_6f639c48_L.jpg Потом подкрасил.Завтра слесаря,наконец,расставят ванны.1 балл
-
После прицепа еще успели соорудить "монах" , двухстенная рама для задвижек из дерева для дамбы, по заказу, что бы из озера не уходил прогретый верхний слой воды, а нижний холодный. В первой раме вход с низу пол метра на метр и до верха заложено досками, а на второй раме доски уровнем ниже и вода уходит со дна холодная... http://i023.radikal.ru/1309/d9/965e4f31ef7b.jpg http://i019.radikal.ru/1309/4b/9384572d3b2d.jpg http://s005.radikal.ru/i210/1309/7f/1d99f987d438.jpg http://s019.radikal.ru/i618/1309/b9/ebbeb45b8ab2.jpg http://s16.radikal.ru/i191/1309/a2/616c29b28b68.jpg1 балл
-
вот забубенил переход на работе.время работы-3смены в одну харю: материалы: -швеллер№12-косоуры -уголок50х50-ступени -уголок75х75-площадка -просечка -профтруба-20х40-поручни электроды:ОК46 d3и4мм инструмент: -св.аппарат пост.тока Дуга-318 -резак -болгарка
1 балл
-
Продолжим. В двух домах смонтировал сепараторные теплоузлы с ручной балансировкой. http://img-fotki.yandex.ru/get/5013/88923973.3/0_a7589_3f725540_L.jpg Телоузел с диафрагменным дифференциальным клапаном,что шёл по проекту,в данных условиях (почти полное отсутствие перепада давлений,весьма не напряжённый тепловой график и откровенно грязная вода) попросту не стал бы работать.Пришлось пересчитывать всё самому,самому и гидрострелку мастерить.Система лежаков отопления тоже была запроектирована с изрядной долей юмора...На 8 стояков отопления-2 крыла тупиковой схемы с встречным движением теплоносителя..Пересчитал на одноконтурную с попутным движением теплоносителя.Всё запустилось на "ура" и не потребовало никакой регулировки.Греет равномерно.Местные эксплуатационники аж прибалдели:"Мало того,что такой узел-впервые в жизни видим,но,чтоб дом так легко и сразу"пошёл"!" Водомерные узлы-в полипропилене. http://img-fotki.yandex.ru/get/4901/88923973.3/0_a758a_a9a50eed_L.jpg Всвязи с низкими потолками в подвале,лежаки водоснабжения загнали под потолок. http://img-fotki.yandex.ru/get/9308/88923973.3/0_a758b_ffd6f914_L.jpghttp://img-fotki.yandex.ru/get/5008/88923973.4/0_a758c_ddb82c7a_L.jpg1 балл
-
И снова здравствуйте!Пополню очередными фотками тему,присовокуплю комментариев. Как всегда,поселковые теплотрассы...Сюжет в стиле "Явите нам чудо!"На дворе 10-е сентября,15-го-начало отопительного сезона,а в одном из посёлков не поменяно 350 м 133-й трубы.Местные деятели срезали старую на чермет и по-тихой слились...Что ж,нам не впервой. Восстановили и подняли по высоте снесённый сваебойкой компенсатор из 159-й трубы.На это ушёл день http://img-fotki.yandex.ru/get/9257/88923973.3/0_a74b1_cf984065_L.jpg Почему-то в смету не заложили площадку для обслуживания задвижек и лестницу к ней...Ничего,пущай местные слесарюги исполняют акробатические этюды с раздвижной лесенкой. За пару дней смонтировали и обварили оставшееся. http://img-fotki.yandex.ru/get/9514/88923973.3/0_a74b2_113af2a3_L.jpg http://img-fotki.yandex.ru/get/9361/88923973.3/0_a74b5_93ffa496_L.jpghttp://img-fotki.yandex.ru/get/9110/88923973.3/0_a74b4_325902c9_L.jpg Ещё день ушёл на монтаж врезок и трасс к новым "волшебным домикам",тем,что справа. http://img-fotki.yandex.ru/get/6704/88923973.3/0_a74b0_f9ee4d67_L.jpg Погода испортилась,варили под дождём... Вдобавок,чтоб жисть раем не казалась,от руководства районного ЖКХ достались электроды УОНИ производства г.Омск. http://img-fotki.yandex.ru/get/9513/88923973.3/0_a74b7_da147513_L.jpg Что-то они какие-то не шибко уонистые...Шлак иссиня-чёрный,без стеклянного отлива.Отделяется плохо.При сварке много брызг.Швы получались страшновастые... http://img-fotki.yandex.ru/get/9301/88923973.3/0_a74b6_14028aa4_L.jpg Хоть пор не надули-и то ладно...Как говорится,дарёному коню в зубы не смотрят. Главное,что закончили в срок.Хотя,в руководстве района никто не верил,что 2 слесаря и 2 сварщика смогут "взять вес".Уж очень хотелось поставить контору на неустойку.Видать,немало у нашей фирмы злопыхателей,раз стабильно кидают на прорыв.Очередной раз повода для расправы не нашлось.1 балл
-
Сегодня занялся столбиками для парковки. Ударила моча в голову начальству, перед отелем на парковке поставить столбики и меж ними натянуть цепочку. Что б чужих не пущать. Ну вызвали значит объяснили чего хотят, сколько. Сказали делать из того что есть. Есть правда только профтруба 40*60. Не лучший вариант но.... Давайте говорю хоть шариков на верх куплю. Все не так убого будет. Сперва не согласились, но потом передумали. Нарезал оснований, нарезал заглушек из полосы. Столбиков 11. Заморился дырки сверлить 55 штук. Нынешними то сверлами. По ходу пьесы подправлял сверла на лепестковом круге. Жесть. Точила то нема. Шарики к заглушкам приваривал через отверстия, раз даже без пор приварить удалось) Для защиты шариков и облегчения дальнейшей обработки вырезал из жести нехитрый экран. Что бы брызги на шары не попадали. Приварил к профтрубе. Вот такими вот страшненькими шовчиками. Их потом зачищать буду. Это мои помошнички. И...рабочее место сварщика Завтра буду доделывать, седня активно мешали погрузо разгрузочными работами.
1 балл
-
Приветствую!!! Звать Дмитрием, 26 лет, родом из Латвии, учился в школе как и все потом окончил местное ПТУ, так как разрядов у нас нет, то получил простой аттестат Слесарь / электросварщик, занял первое место по училищу - Лучший электро сварщик. Устроился на работу, отработав 2 года в одной довольно крупной Латвийской фирме, решил что сваркой денег много не заработаю. Пришлось уехать в Ирландию на 5 лет, там работал фабричным рабочим (паковал бутерброды) По возвращению домой с легкостью нашел для себя работу по специальности, сначала в сервисе (производство каркасов безопасности), потом устроился в одну довольно крупную энергофирму, там отработал 3-года, недавно уволился т.к. не каких перспектив для себя там не нашел. В основном занимался сборкой и сваркой(ММА/МиГ) металлоконструкций (колонны, фермы, ригеля, арматура и т.д) Сейчас официально временно безработный, сам тружусь подсобой на стройке. Где то в глубене души понимаю что всетаки сварка это мое... Буду помаленьку осваивать ТИГ + сварку нержавейки. Это по моему единственное место где можно не плохо заработать в нашей стране. Но так как опыта сварки Тиг у меня нету,а без опыта у нас работу не найти. буду черпать информацию с данного ресурса. Как то так вообщем1 балл
-
всем здрасти давно тут не был без подогрева. лучше конечно с так как при сварки будет разный коэффициента расширения шва и детали (это мое мнение) по мимо этого так называемая точка росы (хотя этот термин узнал вообще не из книг о сварке а от клейщиков ленты) вообщем суть такая что если нагреть деталь свыше 100 то не будет образовываться конденсат что есть плюс к металлургичеким процессам. по поводу отпуска скажу.. нету у нас такого оборудования+) но до сих пор работает=) так вот как и говорил давно меня тут не было+) отпуск да и работы были однотипные (шахта комбайны, пдм и т.д.) а вот это мы делаем аж с 15 июля по 12 часов шесть дней в неделю двух сменка.... фото короче вот ВОД 50 рудник "интернацинальный" те самые вентиляторы, которые качают воздух в шахту на глубину в почти километр виды работ: изменения кол. исправляющих лопаток восстановление проушин крепления рабочих лопаток установка исправляющих лопаток установка рабочих лопаток установка ПСУ (красные большие кольца) ну и кучу всяких мелочей по фото: 1 наплавка проушин 2 новое псу, испривляющие лопатки и поворотное колесо 3 старое поворотное колесо 4 смонтированное псу 5 подготовка к восстановлению проушин 6 расточка 7че то резали=) 8 старые лопатки+) (кстати из за них весь ремонт каждое весит 129 кг в ряде их 12 кол оборотов 600 когда ее отрывает она пробивает все+)) 9 смонтированое псу
1 балл
-
Было: Стало:
1 балл
-
Вы уж последовательны будьте:" На глубине в 50 метров, в земле, это никого не будет интересовать" или "у них там строго с этим".60 мм или 6 - дефект остаётся дефектом,а подрез и незаваренный торец кницы - это грубейшие нарушения.1 балл
-
Кто тут читал, знает - стойка-рыхлителя и наплавка шейки вала ротора зарубного двигателя комбайна АМ 105
1 балл
-
Это и есть правильный совет, току побольше, особенно если водичка бежит.1 балл
-
Радуйтесь,Blazen и Миха,что больше одного плюса поставить не могу.Реалии тАковы,что что лучше не думать о этом.Кстати,в Финляндии нестыковка фланца и трубы по диаметрам в два mm полностью деморализовала бригаду слесарей на 3 (три) дня.Потом русский сварщик Вася устранил Етот фактЕр за два часа и 8 перекуров включительно.1 балл