Лидеры




Популярный контент
Показан контент с высокой репутацией 04.01.2013 во всех областях
-
да ничего особенного...электроды нж13. прогрел и заварил. у нас в деревне нет всяких там допусков, лишь бы держалось.4 балла
-
Спорное утверждение.Хотелось бы мне знать процент проф.сварщиков среди тех,кто "варит дома" и сколько ежегодно они выносят основных эл-дов с основной работы:-)3 балла
-
Ну, по поводу перегрева могут быть и другие причины, Вы же не варите постоянно на максимальном токе. Кстати, а на каких токах варите? Мне кажется, что у него проблемы с охлаждением, т.к. разница между временем работы до срабатывания защиты от перегрева из холодного состояния и после выхода из защиты очень существенная, .т.е. не хватает потока воздуха для охлаждения радиаторов. И это при том, что мы давали отдыхать больше минуты, т.к. надо было выдержать временной цикл 5мин. Если будет интересно, я потом немного расскажу про ПН и как надо измерять согласно ГОСТа, а не как делали на SSVA, это я снова вспоминаю их таблицу испытания, там полная белеберда. Кстати, взгляните на таблицу последнего теста http://vdi.jimdo.com...родами-на-200а/, где мы постоянно варили 5мм электродами и после выхода из защиты сразу же продолжали варить, при этом брали свежий электрод. Обратите внимание, что тот же Шмель в последующих циклах палил 1.5 электрода, практически как и SSVA, с той разницей, что Шмель работал на токе 190А, а SSVA на 170А (хотя на видео все же ток был около 160А, но это уже мелочи, есть видео и каждый может сам все увидеть), а SSVA-270 при этом совсем не впечатлил, если сравнивать с тем же Шмелем. Это все факты с мокрой печатью. Это я для тех, кто захочет сказать, что идет очередное поливание грязью. Лично я за то, что бы у всех все работало, не ломалось и радовало, а по поводу выявленных проблем, так это производители в первую очередь должны себе чесать то, что положено, и устранять, поднимая тем самым себе же рейтинг, а людям добавляя уверенность в том, что наше все лучше брать, даже если приходится переплачивать. Сложное предложение получилось, но думаю, все поняли. Эмоции нахлынули. Всех хочу поздравить с наступающим Рождеством Христовым! Будьте терпимы друг к другу и главное - уважайте друг друга! @Veha,мне импонирует Ваш лит.стиль,но пожалуйста пишите посты без лишних подробностей.А.В.3 балла
-
Ребята будьте более внимательными. Вы используете аппарат как полуавтомат, если честно, то я не слышал что бы там вылазили какие-то серьезные проблемы, а мы еще не занимались тестированием П/А, поэтому и добавить нечего. А основные проблемы вылезли как раз в режиме ручной дуговой сварки. Отсюда и возникают все разногласия и недопонимания между пользователями. Еще я столько отзывов читал, что сложилось впечатление, что это еще и лотерея, кто-то работает без проблем, а кто-то наоборот. Хотя надо заметить, что в выигрыше все же больше из тех, кто посещает форумы. Т.к. основной части пользователей, особенно профессиональных сварщиков, на форумах нет, то и объективной картины мы не видим. В продолжение темы. Мой тесть работал на частном предприятии по изготовлению и монтажу ж/д весов и их директор по рекламе для выездных работ взял SSVA-160. Это было года 3 назад. На следующий день этот аппарат вернули назад, т.к. со слов сварщика постоянно выключался и невозможно было из-за этого работать, а варили 4-кой на 150-160А. Сколько я тогда увидел грязи в свой адрес и в адрес моего тестя, что больше и не вспоминал про это. SSVAшники тогда требовали от меня телефоны предприятия и директора и т.д., потом сами же и проговорились, что аппарат не для того, что бы работать с подобными конструкциями. Скорее всего так и есть, да вы и сами видите, что в нормальных условиях он выключается после 1.5 электрода, а летом на солнце картина явно будет другая.3 балла
-
Покрупней надо сначала на корабль сходить,залезть в эту шхеру,закрыть гофры,чтоб не отсвечивали,а потом уже фотографировать с переноской,чтоб вспышка не засвечивала сам шов.Так уж повелось,что на пароходе будни - это либо корпус (переборки,палубы,шпангоуты,балки,бульбы) либо трубы (вварыши,фланцы,кингстоны,шпигаты).Могу сфотографировать ремонт лопаты или ключа,если принесут.Публикуйтесь чаще,посмотрим насколько у Вас богатый ассортимент изделий.
 2 балла
2 балла -
"Справа от каски "серебрянный",а слева "золотой стык" на КБМ-1." Что-то шовчики не разобрать, где золотой - где серебряный, по-крупней бы! А так зачёт! хоть что то новенькое, а то каждую неделю одно и тоже перегородки и перегородки!!!. это всё равно что я бы выкладывал каждый день одни балки!
2 балла
-
Справа от каски "серебрянный",а слева "золотой стык" на КБМ-1. Надеюсь,что в этом году биметалла больше не будет.В том смысле,что его хотя бы будет меньше.
2 балла
-
Можно бы и вопросы о строительстве помещения в другом разделе http://websvarka.ru/talk/index.php?showtopic=1492&st=140#entry39239 опубликовать,но там тоже нафлудили.2 балла
-
вот сегодня не зря сходил на работу. выпускной коллектор с ниссана....заработал рубль.
2 балла
-
2 балла
-
Ну, это не конструктивный подход. Сразу же возникает уйма вопросов. Какие электроды ( марка)? Какой режим был выбран? Какой ток был выставлен? Какая температура воздуха была? Напряжение в сети (желательно)? На какой дуге работали (типа на короткой или нет)? Думаю, Вам повезло больше и даже если проблема и есть, то Вы с ней в работе просто не пересекаетесь. Тут я за Вас только рад. Горячий/теплый, тут я согласен - это не показатель.2 балла
-
Технофил. С таким мотоциклом я бы тоже... Как говорил один мой знакомый, когда мимо него промчалась пара таких вот японских мото "был бы я бабой я бы сразу им дала..." Правда купил всё таки иномарку б/у.2 балла
-
Чуть не ввел людей в заблуждение, уж простите, два года прошло. Здесь надо было сказать, что другие аппараты показали стабильную работу, а ток немного уменьшился (соответственно увеличилось напряжение) из-за нагрева самого балласта, т.к. немного увеличилось его сопротивление. Кстати видео испытания не все исчезло http://vdi.jimdo.com...атериалы-теста/ Смотрите второе видео примерно с 13-й минуты. Там как раз и обсуждается момент быстрого падения тока. Искал я там табличку, которую мы составляли на первом тесте, видать удалили, т.к. этот факт тоже поднял много мусора со дна болота. Короче, в конце теста мы разобрали испытуемые аппараты и записали в табличку какие установлены силовые транзисторы, выходные диоды и конденсаторы в блоках питания. Сразу прошу прощения, если буду вспоминать инверторы других производителей. Помню, что в SSVA были установлены только по одному транзистору в плече на 50А, сколько было диодов не помню, поэтому не буду и упоминать. Например, в ИИСТ-140 таких транзисторов установлено по 2, да и в остальных. В Патоне -160Р установлены по два на 30А. А вот в нынешнем моем сварочнике Патон-120S как раз и установлено по одному транзистору на 50А. Что это все значит? Представьте себе, что в сварочном инверторе силовой трансформатор имеет коэффициент трансформации около 3:1, т.е. если через первичную обмотку будет течь ток 50А, то через вторичную обмотку ток будет уже 150А. Вот теперь должно быть всем понятно, что если установлены транзисторы с номинальным током на 50А, то номинальный выходной ток будет около 150А. Но эти транзисторы выдерживают максимальный ток до 70А, поэтому максимальный выходной ток может достигать 210А. Но, скажите мне пожалуйста, какой конструктор будет проектировать свое изделие, учитывая не номинальное значение, а максимальное? Опять же, это было два года назад, не могу утверждать, что на данный момент все так и осталось. Каждый пользователь может разобрать и глянуть. Как полуавтомат может это изделие и работает идеально, не могу ничего сказать, а вот как ручная дуговая сварка, есть проблемы.2 балла
-
Скорее всего, самые распространённые электроды - это электроды МР-3 и вообще электроды с рутиловым покрытием для сварки низкоулеродистых сталей. Причины следующие: 1. Низкоуглеродистые стали варят чаще, чем какой-либо иной металл; 2. До недавнего времени варили в основном переменным током, 50 Гц, без осцилляторов (электроды с фтористо-кальциевым покрытием для таких условий малопригодны) ; 3. Рутиловое покрытие позволяет вести сварку длинной дугой и обеспечивает относительно лёгкое зажигание дуги, благодаря чему такие электроды широко распространены среди сварщиков-любителей (которых намного больше, чем дипломированных сварщиков).2 балла
-
Потому и дорого, что точно! К вопросу о точности Тока сегодня наш экскаваторщик (раньше в дорогостроителях работал) в квадратной шайбе на станке отверстие растачивал под болт. Это значит приварил к трубе, после отрезал. Я спрашиваю: неужели там такая точность нужна была? Он сразу понял, что я бы на его месте просто турбинкой расточил бы. А ещё было дело, у дробилки решётку, которая отсеивает щепу на вылет, попавшей железякой погнуло. Решётка, сварена из сегментов, в форме дуги. Вот крайний сегмент и вывернуло. Толщина стали 10ка, и в ней, в определённом порядке, квадратные отверстия 20×20 и 40×40. Ну сегмент на замену вырезали лазером, даже лучше чем на заводе, там скорее всего отверстия штампуют, так дешевле. Но кстати сказать,по мне, тактам такая строгость форм ни к чему, всё равно со временем кромки стираются. А решётка больше года валяется в мастерской, другую пользуют, с ячейками поширше. У нас ручной : Thermadyne CutMaster 25 Plasma Cutter воздух не готовим, так из системы берём, у него встроеный влагоотделитель стоит.
2 балла
-
Конечно же не секрет, но это может занять очень много времени. Давайте сделаем так, начнем со ссылки, где именно обсуждались тесты и где есть очень интересный протокол испытания SSVA самого производителя. http://weld.in.ua/fo...Н-и-тестов-SSVA По поводу видео, к сожалению и я не сохранил, поэтому придется верить на слово, хотя кое-какие цифры здесь http://vdi.jimdo.com...видеоматериалы/ сохранились. Про испытание. Думаю Вы знакомы с терминами ГОСТов про номинальные значения тока и напряжения дуги, на всякий случай напомню. Выставленный ток на сварочном аппарате является номинальным, т.е. во время сварки ток будет гулять возле этого значения, номинальное напряжение на дуге будет строго соответствовать номинальному току согласно формулы: Unom = 20V + 0.04 x Inom. Т.е. если выставили ток 100А, то напряжение на дуге будет 24В. Очень важно учитывать это при испытаниях. Почему? ВАХ имеет круто-падающую характеристику, т.е. если мы нагрузим аппарат больше, то ток будет повышаться намного медленнее, чем напряжение на балласте, а для самого аппарата это облегченный режим, т.к. выходная мощность намного меньше номинальной. И наоборот, если мы меньше нагружаем, то мощность растет (это в реальности если держать длинную дугу), и это наиболее тяжелый режим для аппарата. Почему я упомянул протокол создателей SSVA, если Вы обратили внимание, то они проводили все испытания на одном и том же балласте сопротивлением 0.12 Ом (если для 160А сопротивление балласта должно быть 0.17 Ом), что наводит на мысль, что сам создатель понятия не имеет как надо настраивать подобное оборудование. Что вылезло на тесте. Выставили на панели инвертора ток 160А и подобрали сопротивление балласта так, чтобы ток был 160А, а напряжение 26.4В, но, как увидели, параметры уплывают, т.е. уменьшается и ток и напряжение, поэтому нам пришлось увеличивать ток на панели аппарата влоть до максимального 190А, что бы постоянно держать около 160А и 26.4В. Представьте себе, что практически через несколько минут на максимально выставленном токе аппарат смог обеспечить только 160А. Интересно, что другие испытуемые при тех же условиях вели себя совершенно по другому - при нагреве ток немного уменьшался, а напряжение на выходе росло, т.е. как бы все отвечало ВАХ, а у SSVA такое ощущение, что уплывала сама ВАХ. Не знаю, понятно ли я выразился. На последнем тесте мы испытывали инверторы в реальных условиях, т.е. кормили 5мм электродами на токе 200А, но т.к. напряжение в сети было просажено до 200В, то получилось на токе 190А. SSVA-160 варил на токе около 160А (на видео видно), а вот SSVA-270 200А смог дать, когда на его панели выставили 250А (ВДИ у себя на сайте этот момент опустил, думаю, что бы не возник новый скандал). И, кстати, посмотрите на таблицу испытаний, SSVA-160 и SSVA-270 показали одинаковый результат на 5мм электродах. Отвечая на Ваш основной вопрос, то Ваш случай похоже и есть сильно плывущие параметры ВАХ. Спрашивайте, что не понятно.2 балла
-
Тема будет почищена от флуда. @SSVAUSER обозначил себя как пользователь, поэтому не надо задавать тех вопросов, на которые обязан отвечать производитель. Недавняя его регистрация и ник напрямую говорят о том, что человек пришел откуда-то. Чтобы это понять - не надо быть Шерлоком. Скорее всего, не для кого это не секрет, он пришел с мастерсити. Плохо конечно, что он не зарегистрировался под нормальным ником (а не одноразовым до той поры пока тема не заглохнет), но это его дело. На месте @SSVAUSER я бы тоже отказался отвечать на ряд вопросов, т.к. вопрос и допрос - это разные вещи.2 балла
-
@svarnjuk, С удовольствием, за это ведь денег не берут! Поставил шеф задачу: надо на "осветлёнку"- труба диам.325 . сделать врезку на 150 и поставить задвижку. Только вот огорчение- промежуточные задвижки не держат, подтапливают малёха(чуть боле половины трубы).. Напарник- дядька с большим опытом нарисовал сразу: на расстоянии от точки врезки где-то 300мм в одну и в другую стороны резать 2 операции в пол-диаметра основной 325 трубы.. Однако рез немного хитрый- с одной стороны немного ниже центра. Как потом оказалось это было на всякий случай для перелива воды. Вырезал, потом сунули во внутрь по средине операционки 2 сегмента по внутреннему диам.трубы и прихватили их по верхам.Кинули 3 шланга: 2 в операции и один диаметром побольше между ними. Водичка стала по серединке хорошо убавляться. Потом понемногу сверху вниз мы стали обмазывать глиной с шамотом изнутри наши сегменты- это тоже на всякий пожарный, чтоб вода не слезилась. Со спокойной душей привариваю заранее свареный кусок трубы с фланцем, а затем через него режу отверстие. Через него кидаем шланг, вытаскиваем сегменты и завариваем операции.Ну а потом ставим задвижку. Было разок, что не было привезено во время фланца, а мы уже эту операцию всю проделали, так пришлось когда его привезли, натолкать в трубу тряпья и сделать буртик из глины. Водичка все равно ссала, поэтому сначала в глине пустишь ручеёк с одной стороны, а сам варишь с другой и наоборот..Низ порекрыл- ковыряешь дырку посередине и варишь дальше. Голь на выдумку хитра- видели бы это капиталисты!2 балла
-
Вот это будет просто отлично, и вы и hau никак не связаны, каждый выскажет свое мнение и ваши мнения будут вполне обьективны и безпристрастны, ради этого тема живет и развивается. Ну а что касается ... некоторых, есть тут у меня под рукой кнопочка заветная, нажал и ни флудера, ни его постов.1 балл
-
Принял как замечание, я действительно подробностями не владею. К сожалению не могу связаться с Патоновцами, что бы узнать о процедуре проверки и какие цели преследовались на Московской выставке. После праздников обязательно узнаю и попробуем устроить проверку SSVA. Прошу прощения если где-то прозвучало как реклама, я не занимаюсь продажей инверторов и никого от производителей не представляю. Моя работа связана с кабельным телевидением и предоставлением услуг по доступу к сети Интернет, главный инженер.У меня к Вам претензий нет.А.В.1 балл
-
Для начала подайте питание на клапан газа, чтоб газ шел постоянно. Попробуйте варить. Если проблема решена, то: Попробуйте немного переделать свой аппарат. Для этого надо сделать так, чтоб включение источника и включение газа было раньше на секунду-полторы, чем включится подача проволоки. Шланг горелки длинный и возможно СО, просто не успевает выйти из сопла, когда уже дуга зажглась.1 балл
-
Если Вы соблюдаете ГОСТ и есть ОТК,то хотите/не хотите - придётся делать как должно.А если на самоконтроле,то делаете как считаете нужным.Экономный способ борьбы с брызгами - мел по краям св.шва,неэкономный - св.смесь. Для масштаба слева уонии-тройка лежит.
1 балл
-
Была тут тема про установку ДИМЕТ 405, ей можно(но не нужно, ИХМО), стоит ОЧЕНЬ дорого, потом переделать(сваркой) нереально дорого. http://websvarka.ru/talk/index.php?showtopic=1283&hl=димет&st=20 Там всего четыре страницы, и несколько ссылок на другие темы и сторонние ресурсы. Так что представление получиш быстро. Лично я признаю только аргон и Кастолин 192 или 1961 балл
-
да....насчет симпотичной крановщицы. как то было...любили прям на верхатуре друг друга, а внизу турбины работают....вот это романтика1 балл
-
.Антон,заводские условия и монтажные не много различны,так же как и сдача "изделий" на приёмку ОТК.Эти "добрые тёти" "дрючат мама не горюй" согласно ОСТам,ГОСТам,и др.документам...Говорите сложно,совсем на оборот,РДС пройденный этап-это сварка дольше,шлак надо отбить,убрать многочисленные брызги вокруг швов и внутрях(довольно "качественно" прилипают),да и др.минусов много,а на П/А этого всего гораздо меньше.Стычок-"пятачок" никто ведь,не отменял...1 балл
-
Был он тут уже. Ни кто его не запрещал. О чём клип? непонятно.. http://www.youtube.com/watch?feature=player_detailpage&v=PBqWc4gKhiU1 балл
-
@Менгон,Пытался залить Черного ворона, запрещенного к показу, да объём великоват., Он в поисковике так и забит: Черный ворон, запрещённый к показу1 балл
-
Ну не знаю, я с остаточным давлением, как-то давно еще дело было, не мог прожечь, фонтан был в несколько метров, а труба куда меньшего диаметра. Пришлось пробивать дыру при помощи пики отбойника и кувалды. А Вы под давлением в 400 сотку прожгли электродом. И сколько давление в трубе было?1 балл
-
Как то не задумывался,фото нет.Вполне обычный мостовой кран(Q-10т)+симпатичная крановщица.Высота цеха 14 метров,кран "расположился" на 10 метрах.1 балл
-
Я много раз врезался под давлением в водопровод. Ничего подобного - все реально, но опасно. Я вваривался в водопроводную магистраль. Сосок 20мм труба магистрали 400мм . Один дачник вроде попросил врезку сделать, заварил сосок этими электродами. И ими же прожег. Вода хнынула фонтаном. Старался сделать как можно больше дырень. Все, заворачиваем краник и готово. За врезку взял тогда 2000р . Мне 500 и остальным . Работы на 10-15 минут. Вся опасность в том, что если тебя полностью промочит, то шибануть может не по-детски.1 балл
-
@АВН, А к зазору желательны еще фаски? Сделать их не лень, если на 2,5 мм металле это имеет смысл. Спреи есть, я им в сопло пшикаю, хорошо работает. Но чего то неохота эти баллончики все время покупать..1 балл
-
@Менгон, да это всего лишь задняя часть полок в металлической этажерке. Лист погнуть ровно не на чем было, пришлось самому мастерить уголок. 10 метров глупой работы. Так как было скучно, начал дурью маяться- пробовать варить с опиранием и небольшим перекатом сопла В общем развлекался, если честно1 балл
-
Не знаю, никогда не интересовало.1 балл
-
Порой заказчик удивляется цене за стык, но почему-то не удивляется цене контроля. Работа сварщика не должна стоить меньше. Спасибо ПИЛ-овцам. И это не самые высокие цены по дальнему востоку. Врезки и захлёсты-отдельный прайс + 40% сверху за монтаж. Извиняюсь за качество, что-то совсем фотка плохая получилась
1 балл
-
День прошёл или "изображая робота"....(коменты на фото).Год Змеи-стиль сварки "змейка" и не много подготовили на завтра.... об этом в "Сварочных швах"http://websvarka.ru/...1560#entry39762
1 балл
-
Если бы сразу не выпил с родителями подруги, то после "чудес" на квартире друзей, тоже взял бы ключи и поехал кататься. Без фанатизма и лихачества,просто нравится мне едешь,мысли только о дороге, весь негатив ночью как-то испаряется. а потом есть у меня любимое место в поле, еще мелким гонял там на запорожце. приедешь туда, с одной стороны поле, с другой лес красивый, а зимой еще и снег мерцает от луны и звезд. Красиво до одурения. Приедешь,посидишь, полюбуешься и словно заново родился. Знакомые в новый год предлагали "дунуть", типа расслабься(ладно парни,но девки....), объяснил им ,что у меня есть другие способы получить удовольствие. Спорить ни с кем не стал,навязывать тоже, остались при своем мнении=)1 балл
-
@Lavr, работаю им года полтора. Придраться могу только что воет и свистит в режиме ММА, пока минуту не поваришь. Но может быть это привычка только у моего аппарата. Ну и не самый крутой по ПВ, и больно гламурный на вид-раздражает. Во всем остальном- брэндовый аппврат, уровня EWM примерно. Четкость зажигания, четкость работы импульсных режимов на малых токах, простота настроек и ни единого глюка за все время работы. Все вроде. Аа, пыль вот говорят не любит, платы там что ли лаком не залиты, но это я не проверял, когда не работаю он у меня в кусок брезента завернут.1 балл
-
Аппарат Fimer? Давно пользуетесь, как себя ведёт?1 балл
-
"Время колокольчиков"? Попробую подвести годовой итог форума...Не хочу подводить итоги,время не пришло. Просто поздравлю всех форумчан и форумчанок с наступившим годом.Нас больше 7 000 (семь с лишним тысяч !!!) - не молчите,пишите на разные темы,спрашивайте и делитесь своими мыслями. Желаю всем здоровья,удач и успехов.1 балл
-
В бытность работы в "Полиметалле" ("Серебро Магадана",месторождение Дукат),все экскаваторы и бурильные установки варили "на холодную",потому как греть деталь - дело безнадёжное.На "горе" стоит модуль(жалкая пародия на рем.бокс-зато слово крутое) для ремонта,в нём -20 (несмотря на калорифер),на улице -40.Постоянный аврал просто не позволит резаком разогревать ~ 40 мм детали для сварки.Даже адаптеры под коронки наваривались изо всего,что под руку попадалось. Самое удивительное,что всё ходило.И всё это было в порядке вещей.Если что отваливалось,то виноват сварщик-плохо приварил,но никак не нарушение технологии.1 балл
-
Вот они Новогодние чудеса, придётся Вам всё таки,за это дело... бабахнуть шампусиком! ----------- п.с. а мне только что позвонили- заказ везут.
1 балл
-
Мда, жизнь внесла свои корективы, мастерская на сегодня отменилась. ВНУК РОДИЛСЯ!!!!1 балл
-
Ну усё мы на Урале отмечаем во всю!!!!1С Новым Вас парни!!!1 балл
-
Беря в учёт протяжённость наших границ, то более выгодным (на мой взгляд) представляется наращивание парка авианосцев и развитию направления экранопланов для ВПК. При всём желании Россия не сможет иметь достаточное кол-во вертолётоносцев и вертолётов для обеспечении безопасности и защиты нац.интересов (наступательных действий). Заимствование военной техники из-за рубежа целиком или по частям ни к чему хорошему не приведёт. Страна обязана иметь полный комплекс необходимых мер для обеспечения работоспособности всей военной техники, стоящей на вооружении. Горе от ума, в общем ...1 балл
-
Хомуты не считали . но на погонном метре 76 трубы . вернее полтора метра примерно . как ёж утыкана . В основном Деревом Липа А с хомутами легче бывало . У нас целый завод пока возможность была на года вперёд под все диаметры сделал . я по незнанию сначала домой стал брать . хомуты эти . их там ящика два наверное стояло . но после того как чуть ногу не сломал в гараже . стал больше о здоровье заботится . перестал всякую не нужную дрянь в домой волокать . .1 балл
-
Да, приходила такая мысль, развеселить Вольфовича подобным видением :-)1 балл
-
На видео, не самый лучший вариант опрокидывателя. Единственное достоинство, опрокинуть автомобиль без посторонней помощи [media]http://www.youtube.com/watch?v=EpOlHQOnmlM&feature=player_embedded[/medi Этот опрокидыватель специально изготавливался для ВАЗ Самый распространенный вариант В этом случае изготовлен неудачно. Вариантов достаточно в этой теме
1 балл
-
Работал сварщиком-сборщиком в кузнице - аргон, газосварка, ручная сварка. Случайно набрел на заказ, нашел помещение в аренду и кузнеца безлошадного (т.е. без молота). Из инструмента ничего не было, но было понимание, что нужно. На аванс полученный от заказчицы, купил потребный инструмент и материал для заказа. Кузнец, оказался хитропопым, поэтому отсеялся на начальном этапе. Пришлось заказ одному тянуть и слегка в долги залезть. Благо своя машина была и знакомые ребята по мелочи помогли. Работа заказчице понравилась и получил от нее еще один, на несколько большую сумму. С долгами расчитался, но пришло понимание, что лучше деньги брать в банке, чем у друзей. Ну и ИП зарегистрировал по упрощенке. Если вкратце, то как-то так.P.S. Не ответил на вопрос "... и как он на енто решился???". Пришел к хозяевам кузницы с предложением повысить мне з/п, на что получил ехидный ответ - не нравится?, а кто мешает свое дело открыть? - спасибо, говорю за консультацию, учту. Учел.1 балл
-
Та ладно,художники картины уже рисуют,знакомое место http://www.webpark.ru/uploads54/110705/Apocalypse_10.jpg1 балл
-
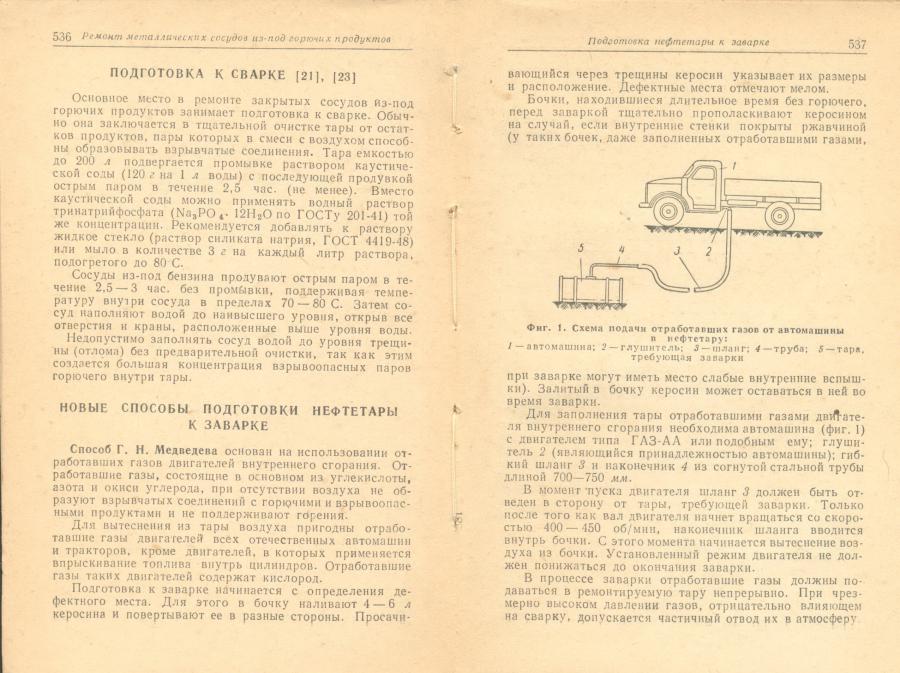
В начале 2000-х разрезал две 25 м3 ёмкости из под ГСМ по этой методе, владельца газика было уговорить непросто.
1 балл