Veha
-
Постов
88 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Veha
-
Патоны имеют наклон ВАХ около 1В/1А, тогда как у многих других ВАХ более вертикальная, т.е. ток практически постоянный при изменении напряжения на дуге. Поэтому дуга у Патона жестче, но, как сказали разработчики, аппараты больше заточены под электроды с основным покрытием, УОНИ. Если взять к примеру Фрониус Транспокет 1500, то там как раз это наглядно: для рутиловых электродов используется режим с "штыковой" характеристикой (т.е. как сказал стабилизатор тока) и как помощь используется форсаж дуги (регулируемый), а для "трудных" электродов (УОНИ, целлюлозные) используется режим с наклонной ВАХ от 4В/1А до 1В/1А, и в последнем режиме форсаж не работает. Патоновцы пошли по пути использования Наклонной ВАХ плюс форсаж дуги, где форсаж регулируется или отключается. Я им, кстати, не один раз предлагал сделать режим с штыковой характеристикой ВАХ и форсажем дуги вместо режима "TIG", не то, чтобы совсем вместо, а что бы можно было форсаж в этом режиме подключать, вот тогда думаю для рутиловых электродов будет помягче, да и для тонкой работы польза. Вообще хочу провести серию тестов с использованием различных электродов, что бы точно знать для каких электродов и на каких режимах получаются лучшие швы.
-
На сколько знаю, в С.-Петербурге офис Патона не имеет своего сервиса, но если представитель обещает обеспечить, значит есть договоренности с другими сервисными центрами. С другой стороны, это даже интереснее, ведь там будет возможность протестировать аппараты разных производителей. Но не в этом дело, ведь далеко не у каждого есть такая возможность, как самому тестировать перед покупкой, кстати, как и в Украине. Большенство все же верит не совсем компетентным менеджерам в торговых сетях и совсем не многие делают свой выбор после посещения профильных форумов, хотя после изучения всей той каши на форумах, получают еще больший геморой на свою голову и в итоге покупают то, что советуют те же менеджеры в торговых сетях. Это я к тому, что на форумах очень мало реальных пользователей, как правило больше тех, кто хвалит свое болото, а вот видеоматериалов с тестами очень мало, да и информативности в них маловато мягко говоря. Пару лет назад я участвовал в проведении нескольких тестов, результаты которых не очень обрадовали украинских производителей сварочных инверторов, как оказалось и ГОСТ каждый по своему читает, вернее подгоняет под свой аппарат, а не как надо. Будем наверное возобновлять тесты, тем более, что много новинок появилось, есть желание глянуть у кого какие амперы.
-
Я думаю, имелось в виду это: Адрес офиса:197374, Санкт-Петербург, ул. Торфяная дорога,дом 7, Литер "Ф", 5 этаж, офис 526, patonwelding.ru Что касается последних событий, то действительно между нашими государствами может вырасти "Берлинская стена", не хотелось бы конечно, в этой ситуации любому производству не до развития, деньги любят тишины. Прошу прощения за отступление от темы.
-
Мне Патоновские сварочные инверторы последней разработки уже больше нравятся, недавно купил 120S для своего отца. Предварительно могу сказать, что варят мягче (может чисто субъективно), размер меньше. Я больше работаю с тонким металлом, поэтому первым делом установил дополнительный выключатель на "горячий старт", т.к. штатный выключатель отключает только "форсаж". По поводу "жесткой ВАХ", то, я так думаю, это сделано больше для упора на электроды с основным покрытием, во всяком случае, у меня проблем с УОНИями не было. Для АНО-21 (36) действительно можно было бы дугу и помягче. Кстати, я их разработчика понемногу долблю в этом плане, что бы предусмотрели в своих аппаратах выбор жесткости ВАХ, будем посмотреть. А так проблем не вижу. Буду в ближайшее время возобновлять тестирование на видео (как-то забросил с нехваткой времени), поэтому принимаю предложения и пожелания кому что интересно будет увидеть. Пока первым делом хочу потестить на балластнике, т.е. на сколько правдивые характеристики, а потом уже и электродами кормить. Если будет возможность сделать сравнительные тесты, то хорошо, но пока только Патоновцы и готовы дать аппарат на растерзание.
-
Ну, это уже выходит за рамки данной темы, если интересно, можем продолжить обсуждение к примеру в личке.
-
Раньше говорили, что у плохого водителя кривой стартер всегда блестит... Вот интересно, что человек понимает под словом антиприлипание, вернее какая его роль? То "антиприлипание в норме", то "антиприлипание плохое". Форсаж, на сколько мне известно, в этих аппаратах вообще отсутствует, а есть предустановки наклона ВАХ, которые при приближении к максимальным токах сводятся на нет. Как можно давать подобные утверждения при никаком сварочном опыте и не изучив характеристики и возможности устройства. Я бы все же хотел услышать что значит "форсаж в норме". Т.к. нет возможности увидеть ответ, оставил без вопросов и коментариев
-
А теперь слайды
-
Топикстартеру видать уже параллельно о чем мы здесь говорим.
-
Проводили мы тестирование сварочных инверторных источников на пониженных сетевых напряжениях, при сетевом напряжении 150В любой инвертор способен выдать ток только до 100А (хоть это на 120А инвертор, хоть на 200А). Т.е. если мы варим на токе 70-80А, то на любом по мощности инверторе мы просадку сетевого напряжения не ощутим (ну, с китайской продукцией в этом плане конечно не так все радужно было). У такого производителя как SSVA, даже есть табличка зависимости сварочного тока от сетевого напряжения для SSVA-160-2, где сказано, что при 180В сварочный ток падает со 160А до 115А. Кстати, это очень наглядно можно увидеть и на графиках ВАХ к Рязанским Форсажам у них на сайте, где очень хорошо видно, что при падении сетевого напряжения до 187В уменьшается номинальный сварочный ток 160А до 150А, все, что ниже 120А, не ощущают падение сетевого напряжения. Поэтому, если пользователь использует электроды только до 3мм, то никакой выгоды от дополнительного запаса тока он не будет иметь. Конечно, можно долго спорить, что мощный аппарат будет меньше перегреваться, но для бытовых нужд это превосходство не имеет большого значения. Мой пример. Был Патон ВДИ-160Р, вообще не грелся, сейчас Патон ВДИ-120S, заметно теплее, но никогда не перегревался, зато на сколько меньший и легче, а в работе разницы "0".
-
Возьмите ПДГ-125-Термит "Энергия сварка", на всю жизнь хватит и отпадут сомнения сломается или нет. P.s.: Что за у народа напасть такая, гоняться за большими токами? В принципе, ответ знаю: "А что бы было".
-
На заборах тоже много чего пишут. Тянется дуга, это хорошо, но "Горячий старт" и тем более "Форсаж дуги" в этом не участвует, это называется другим словом - эластичность дуги, отлично, когда дуга тянется визуально на 3 диаметра применяемого электрода при практически неизменной интенсивности расплавления электрода. "Горячий старт" действует в первые 0.5сек, подбрасывая ток, облегчает поджиг электрода. Ну, здесь все просто. А вот действие "Форсажа" наиболее заметно в случаях применения электродов, у которых происходит крупнокапельный перенос металла и/или сварка происходит на короткой дуге, при падении напряжения дуги до определенного уровня, происходит прирост сварочного тока для облегчения отделения капли и для того, что бы удержать дугу. Рутиловым электродам это не грозит, если конечно их не топить в сварочной ванне (вот, кстати, можете и проверить на сколько легко можно залепить электрод). "Форсаж дуги" ничем не регламентируется, поэтому у каждого производителя он может быть реализован по разному, имеется в виду порог начала действия и % прироста тока. Более того, "Форсажем" могут называть совершенно разные функции. К примеру в SSVA под уровнем "Форсажа" подразумевают изменение жесткости ВАХ инвертора, типа чем более пологая характеристика, тем выше "Форсаж", хотя, как я сказал выше, у многих производителей при действии "Форсажа" происходит резкий прирост тока, как при "Горячем старте". А есть еще один очень важный момент, про который многие производители (не только китайские) стесняются признаться - на максимальном токе "Горячий старт" и "Форсаж дуги" не действуют. А причина проста - отсутствует запас по мощности, ведь надо сварганить подешевле, а продать подороже. К именитым производителям это конечно не относится. Взять к примеру Фрониусы транспокеты 1500, если выставили уровень "Форсажа" +40А, то при максимальном токе 150А ток короткого замыкания будет 190А.
-
Как проверяли?
-
Нет там катализатора. Я брал машину с вваренной трубой вместо ката, из-за этого выгорел резонатор. Я взял на разборке пустой катализатор и буду из него делать пламегаситель. Найти живой кат на разборке не возможно, искал по всей Украине, все каты скупают те, кто занимается добычей драгметаллов. Родной кат стоит ну его нафиг, а универсальный хоть и дешевле, но долго не живет.
-
С чего Вы это взяли, можно узнать? Во всей инструкции к этим изделиям о горячем старте и форсаже есть упоминание только в одной строчке, что там есть эти режимы, но как и когда они работают нет. А Вы так уверенно утверждаете, что в режиме А.1 нет форсажа. Может у производителя форсаж и жесткость ВАХ это одно и тоже? Но они пишут, что в режиме А.1 мягкая ВАХ, ток короткого замыкания на 10% больше тока на рабочем участке. А в режиме А.2 ток короткого замыкания больше на 25%. Где тут что-то сказано про форсаж? Из того, что производители написали (а они упоминают именно о изменении наклона ВАХ), лично я понимаю так, в режиме А.1 наклон ВАХ составляет около 1А/1.6В, а в режиме А.2 1А/0.66В, в режиме А.3 1А/0.33В и т.д.
-
Корпус катализатора переживет и сам автомобиль, трубы из алюминизированной стали. Мне надо переделать катализатор и вварить гофру между катализатором и резонатором, остальное все родное и в отличном состоянии. Все же, какие электроды дадут швы подобные по характеристикам со швами от полуавтоматов?
-
Нужна помощь, друзья. Ремонтом автомобиля занимаюсь только сам, никому не доверяю. На предыдущем авто выхлопную подваривал (менял гофру, вваривал пламегаситель и т.д.) электродами АНО-21 (36) и МР, но довольно быстро место сварки ржавеет, особенно около сварки. Сейчас хочу в корпусе катализатора сделать пламегаситель. Для этого придется корпус катализатора разрезать, вытряхнуть остатки катализатора и вварить конструкцию пламегасителя. Мне советуют варить УОНИями, но они ведь тоже будут ржаветь, правда, с другой стороны шов более пластичный и при перепадах температуры (особенно при попадении воды на горячие части) не будут образовыватся трещины. Предварительно я склоняюсь к применению электродов ASKAYNAK (Турция) AS P-308L d- 2,00мм. Может есть у кого-то положительный опыт. Про полуавтоматы прошу не напоминать, ради этого я не собираюсь делать такие необоснованные вложения.
-
Jasic, Brima, Сварог - это одно и тоже. Jasic и Сварог в одном цвете, а Brima от них отличается только синим цветом корпуса, переключателя и ручек регулировок. Раньше я сомневался в однотипности, но тehsvar подтвердил, что силовики у них одной фирмы.
-
Почему бы эти бонусные диоды сразу не ставить в аппараты, не первый ведь случай.
-
Это значит, что наиболее терпеливые (кто относительно спокойно выдерживает три и более поломок) могут расчитывать на приз в виде нормального аппарата, каким он должен быть, а остальным и так сойдет. Без вопросов, но мне почему-то в этом случае сразу же на ум приходят выводы morgmail@.
-
Ну да, уже все в курсе, что это запрещенная тема. Сделаю только маленькое уточнение, тестировали мы сварочные инверторы только для ручной дуговой сварки, а не полуавтоматы, поэтому лишнее мне не стоит приписывать, не благодарное это дело. А по Вашему я не имею право рекомендовать людям тот товар, которым сам успешно и без проблем пользуюсь? Хотя, судя по нескольким Вашим постам, Вы явно не тот, за кого себя здесь выдаете. Попробуйте в дальнейшем принимать участие в обсуждениях конкретных изделий, а не начинать (или продолжать) с перехода на личности.
-
Полуавтоматы мы еще не доросли тестировать, но как тестировать, я уже немного интересовался, нужна тележка для равномерного горизонтального перемещения, на которой и должен быть жестко закреплен держатель. В ручную выполняются только вертикальные швы. Думаю, со временем и эти аппараты будем тестировать, ведь Патоновцы в этом году планируют выпуск своих инверторных полуавтоматов, может на базе сварочного трактора сделают стенд (они уже думают над этим вопросом). А по поводу ММА, еще пока окончательно не готов сказать какие будут на тесте. Из продукции SSVA скорее всего будет 160-2, хотя многие сомневаются, что 270-й действительно выдает 270А. Ну, можно будет, что бы 160-й полностью протестить, а в 270-м проверить только максимальный ток. Посмотрим.
-
Вам надо больше гулять на свежем воздухе, меня, если честно, настораживает такая реакция человека. По поводу SSVA, то у меня и форумчан скоро появится возможность ближе познакомиться с этим сварочным инвертором (я имею в виду ММА), надеюсь, в этом месяце мы проведем тестирование продукции нескольких производителей. Думаю, будет правильнее под результат тестирования отвести отдельную тему, т.к. там будут обсуждаться не только инверторы SSVA.
-
Мда, выбирала Елизавета из двух аппаратов, а советчики не помогли ей, а усложнили задачу, накидав к этим двум еще с десяток. Видимо уже не рада, что спросила, т.к. уже и не появляется. Лично от себя, из тех двух полуавтоматов однозначно Rilon ПРОФИ MIG200G или даже Rilon ПРОФИ MIG 175 Digital еще и с TIG кроме ММА и MIG.
-
Предполагать можно сколько угодно, это как гадание на кофейной гуще. Я, к примеру, не могу работать с инструментом, если включая ту или иную функцию не знаю что от нее ждать и какие процессы должны при этом происходить, тем более, если на борту есть телефон производителя. Это я к тому, что есть вопросы без ответов, а реальные пользователи мало что знают об этом устройстве, но не забывают говорить, что там куча возможностей. Лично для себя я пока кроме кучи неудобств в сравнении с подобными устройствами ничего не увидел.
-
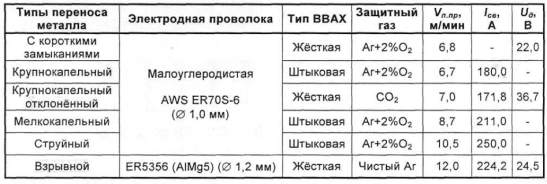
Неужели нельзя было это возле регулятора указать, да и цифр никаких нет. Если бы места не было, то можно было бы и понять. А я уж подумал, что там штыковая ВАХ после сообщения nicos. Хотя, я сейчас читаю литературу по ПА сварке и наткнулся на такое: