Лидеры




Популярный контент
Показан контент с высокой репутацией 18.09.2012 во всех областях
-
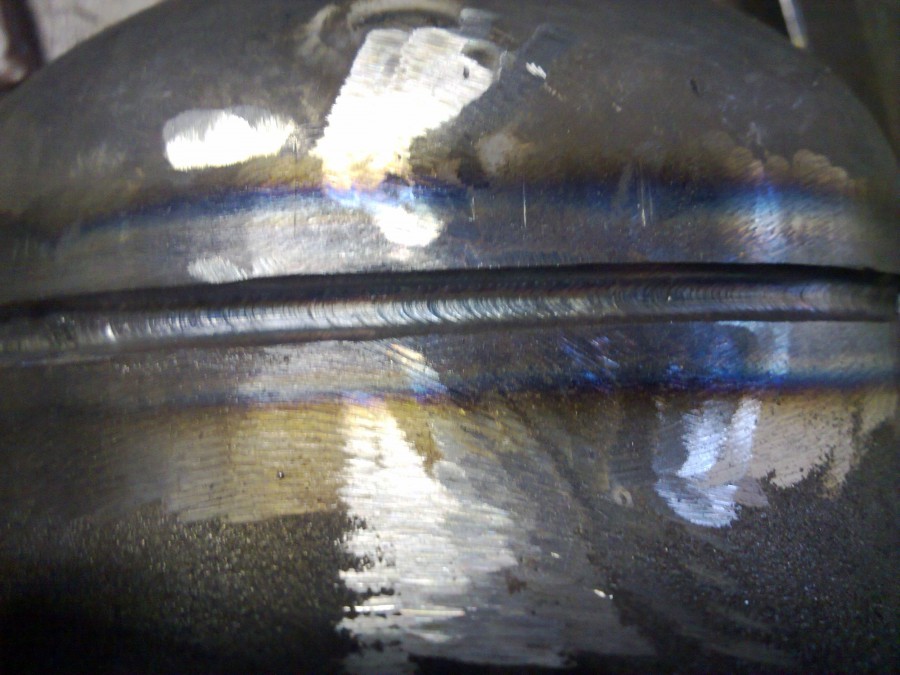
Решил немного отметиться."Коряга",симбиоз 219 трубы со 108.Все швы(за исключением одной сотки) неповоротные,горизонт,вертикал и 45*.Ворочать эту "клюшку" небыло особого желания,да и держится она на столе в сотом швеллере на честном слове.Нарезка,подготовка,сборка и сварка - одна рыло/мена. Собственно,"коряга",общий вид. Корень ф219мм,аргон Заполнение тоже аргоном сделал.Тренирую технику сварки перекатыванием.Так постепенно и до облицовки ТИГом доберусь. Облицовка электродом LB-52U,ф 3,2мм,ток 85-90А ,труба ф 219мм, B1(PF) Переход 108 х 219 Труба 108мм,LB-52U ,ф 2,6мм,ток 60А ,Н45 А эта "прибамбаска",неплохой помощник при монтаже отводов-быстро,дёшево и сердито Спасибо за внимание !
 7 баллов
7 баллов -
Прошу прощения за качество фото, что то моя мобильная - мыльница совсем плохая или я такой фотограф.
4 балла
-
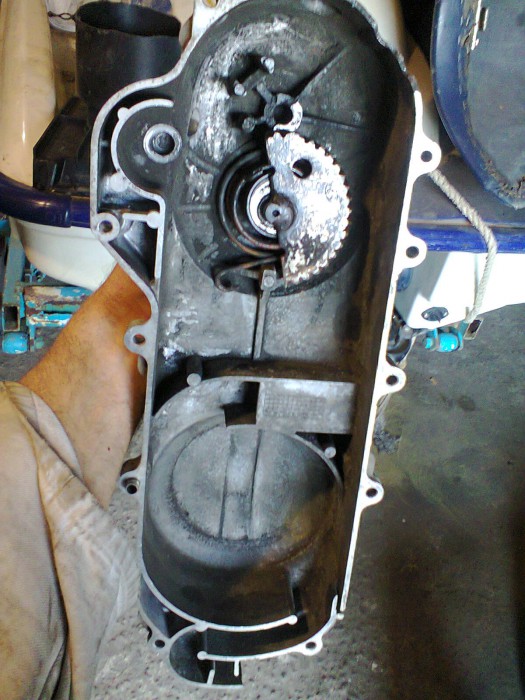
Сегодня принесли крышку кик стартера китайского скутера.Проблема частая,разбивает отверстие храпового механизма.Поделюсь технологией восстановления. Зачищаем,вставляем поршневой палец диаметром 10мм в остаток отверстия и наплавляем присадкой АМГ5(5356),добавляя дополнительно ребро жесткости. Затем прихватываем тигом болтик и за него плоскогубцами вытаскиваем палец из полученного отверстия.Способ применим во многих случаях,таким способом восстанавливал отверстие под подшипник в корпусе бензогенератора,прогревая тигом,как бы осаживая алюминий вокруг гнезда подшипника.Фото не очень,с мобилки,за то всегда под рукой.
3 балла
-
3 балла
-
Эх, во что превратилась тема изначального вопроса, похитили так сказать, теперь тут можно и поучиться и просто поржать.Наверно просто подпитки нет в виде глупых вопросов. А у меня появилось мнение о том, что уони 13/55 отличные электроды для угловых швов + практический ответ на вопрос новичка ".. а че у меня зашлаковка в угловом соединении, а че у меня дуга козыряет от одной стороны к другой и при этом шов какашка...?" Так что товарищи новички, залетные читатели, интересующиеся пробуйте уони дешево качественно и сердито (ДКС) Еще один ньюанс напруга питания, ее качество и количество, имеет важное значение, как бы для меня это не секрет давно, т.к. занимался электроникой и основой успеха является хорошее питание устройств, так вот касаясь сварки, здесь это работает так же, чем лучше сеть, чем ближе к подстанции эта сеть, чем лучшим и правильным диаметром провода разведена проводка, тем лучшие результаты сварки могут быть достигнуты, тем рекомендуемые токи на пачках электродов более соответствуют действительности выставленной ручкой инвертора, тем проще ориентироваться начинающему в выборе тока (не забегая вперед про чувство тока в любой ситуации)Так что как то не более чем может быть так.2 балла
-
Да, двутавр, конечно! Хорошо, что напомнили: видел где-то статью о строительстве московских высоток! Нашёл! "Вот еще один фрагмент, теперь уже из воспоминаний электросварщика Е. Мартынова, где он рассказывает о рационализаторском предложении, позволившем осуществлять всепогодную сварку элементов каркаса на больших высотах: - Новое здание росло на глазах. На нижних этажах шла кирпичная кладка, а стальная вязь каркаса устремлялась все выше в небо. Наша бригада неотступно следовала за монтажниками. Они в шутку называли нас «толкачами» за то, что не могли от нас «оторваться». Ни плохая погода, ни темнота не останавливали нашей работы. Мы придумывали всяческие приспособления. Чтобы работать при любой погоде. «Если надо – значит сделаем» - это было нерушимым законом нашей бригады. Чем выше рос каркас, тем больше нам мешал ветер, который не прекращался на высоте даже тогда, когда внизу было тихо. При сварке ветер вызывал неравномерное охлаждение <сварного шва>, и нередко на шве получались трещины. Я придумал нехитрое приспособление, позволяющее работать при ветре: брал кусок фанеры, ставил его ребром у самого шва и варил без помехи. Мою идею скоро усовершенствовал Виктор Малыманов: он взял кусок жести, перегнул его пополам в виде желобка и на ребре прорезал продолговатое окошко, через которое легко проходил электрод, касаясь щитка только электроизолирующей обкладкой…" Электросварщик Е. Мартынов на 34 этаже главного корпуса университета
2 балла
-
Приветствую, коллеги! Шампурами не кидаться - мангал переделывал по просьбе знакомого. Изначально он был полностью разборной и назывался "Экспедиция". Потом знакомый его заболтил и сделал его неразборным.Вот и попросил сделать съёмные ножки. Сделал... http://s52.radikal.ru/i135/1209/eb/803aa3c07867.jpg http://s018.radikal.ru/i514/1209/06/014687107809.jpg2 балла
-
Очень прошу господ Сварщиков не злоупотреблять кнопкой "Ответ".Если хотите ответить на крайний пост,просто напишите сообщение. Вы хотите ответить на обширный более ранний пост?Нажмите "ответ" и удалите всё несущественное из текста,не трогая квадратных скобок (quote) вместе с их содержимым. Представьте себя на месте человека,который заходит на форум с телефона.На странице 1/3 постов,1/3 ответов и 1/3 ответов на ответы.Каждый раз приходится пропускать всё это джойстиком сначала вниз для прочтения крайнего поста,а потом снова вверх чтобы перейти в другой раздел или тему.Очень это приятно или нет попробуйте сами. Надеюсь на понимание.1 балл
-
Лично на своём опыте из своей практике могу сказать что сварка труб малых диаметров для меня лично затруднительно. Тут и диаметр и толщина стенки играет очень большую роль. То ли дело сварка труб больших диаметров тут и разогнаться можно и толщина стенки позволяет мазолить электродом как хочешь и прожечь процент меньше. И понятно как корень чистить "борта" высокие. То ли же мелкие трубы сваришь а как корень чистить х.з. всегда меня это смущало на маленьких трубах.1 балл
-
Вообще трубы такого малого диаметра лично мне доводится сваривать наверное раза два в год по этому сварка таких труб для меня одно мучение. В основном доводиться сваривать друбы больше 100мм в диаметре. В начале августа подтверждал "НАКС" ОХНВП 4. Дак там мастер по ручной сварке учил сваривать такие трубы на раз два. Объяснял что выставляешь ток ампер от 45 до 50 и быстро быстро размашестыми движениями свариваешь быстро передвигая конец электрода при этом не должен ни где его не придерживать. Т.е, растягиваешь св.вану примерно на один см. Конец электрода выходит за границу стыка на целый диаметр элеткрода. Вот так учили. Но при этом образуются не большие, но очень большое количество подрезов которые при проваре облицовки завариваются. Так учили. Но у Лб элетродов есть одна оссобеность если ими махать при сварке (Концом электрода) то есть большая вероятность образования пор как газовых так и с включением шлака. На своём опыте могу сказать чтобы получить ровный корень обратный без бугров и выбоин нужно контралировать глубину погружения конца элетрода в сварочную вану. При сварке поворотного стыка всё понятно можно разогнаться и сваривать быстро, будет меньший процент прожога и провала св. ваны внутрь трубы. А при сварке неповоротного стыка нужно быть аккуратным и стараться не прожечь кромки. При сварке не поворотного стыка не нужно размахивать концом электрода в разные стороны и ушь тем более забегать вперёд и возвращаться назад. Если видите что вот вот прожгёте лучше остановиться дасть остыть стыку обработать болгаркой сделать заход и проварить снова. Я не мастер сварки и на это место не притендую, написал как работаю сам и как учили. Может кому вышенаписанное и поможет. Да знаю что вариться в один проход. Но заказчики бывают такие..... что мама не горюй.1 балл
-
Иногда я бываю "Гость",@BelaZZ,не обращайте внимания. На листовом АМг5,-6,-61 и т.п. при такой толщине обычно появляется своеобразный "обратный валик".По технологии он должен расчищаться до нулевого усиления с восстановлением ][ фаски.На практике это делается не всегда.Конкретно на этих конструкциях необходима герметичность и снижение нагрева до минимума.Что касается щелевых разделок вообще,то под АДСф стыкуют без зазоров,а на прочных трубах,как правило,делают наплавку "гребешков".То,что в Вашей ссылке на http://specural.com у нас не применяется.На "ус" чаще используют на монтаже,где варят через два зеркала.
1 балл
-
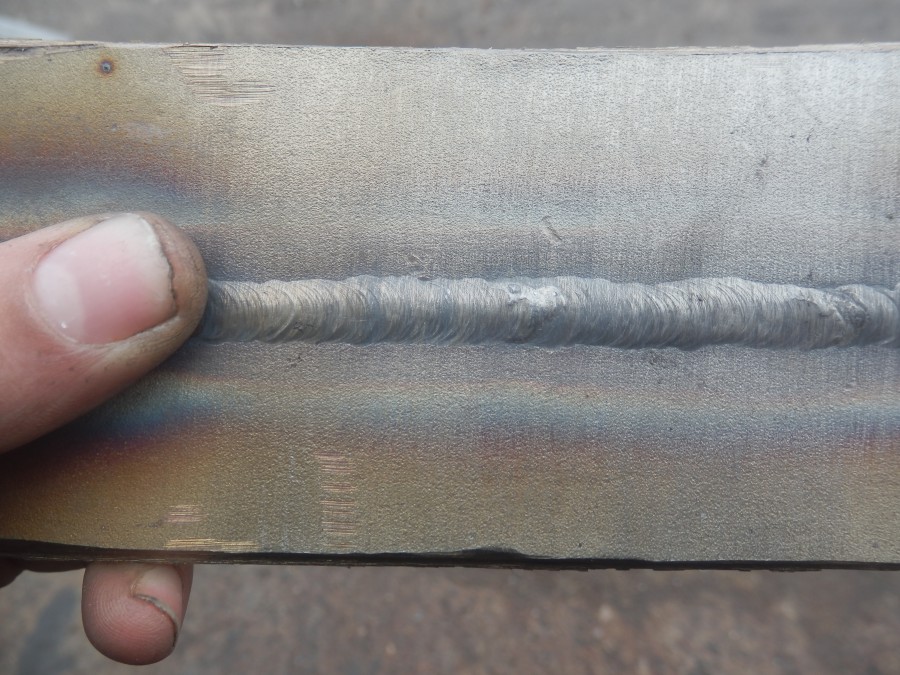
1фото - две катушки 45ой трубы еще не чищенные только отрезанные на заднем плане те самые электроды LB 2фото - электроды LB всё написано 3фото - срезы не подготовленного стыка 4фото - сам инвертор. На нём выставлен ток для провара корня. Как я раньше сказал данный инвертор не очень подходит для сварки на малых токах, т. е трубы малого диаметра при его помощи сложновато сваривать, тугой розжиг на малом токе большое количество стартовый пор. Не стабильная работа самого инвертора не зависимо от напряжения в сети, при работе при сварке может спокойно потухнуть (оборваться) дуга сама по себе. "Слава этому инвертору" 5фото - выполненные две прихватки. Расположены рядом с друг другом угол точный не назову примерно градусов 360, почему так. Количество замков всего 4. Проще выставить зазор на стыке. А сварку начинаю с другой стороны между прихватками, таким образом, стык не сводит, т. е кромки не смыкаются. 6фото - те же прихватки 7фото - выставленный зазор с диаметр электрода, т.е. 2,6мм 8фото - в стыке торчит скрепка показал, какой выставлен зазор 9фото - обработанные прихватки. Прихватки срезаю почти на сквозь, обязательно удаляю все поры в прихватках и околошовной зоне. Прихватки пропиливаю, потому что потом легче их проплавить проварить выполнить замки. 10фото - другая прихватка 11фото - на этой фото плохо видно, что прихватки пропилены почти на сквозь 12фото - плохо, но видно, что прихватки тонкие и легко проплавляться и провариться 13фото - очень плохо видно начал проваривать корень. Так, где закончил сварку видно, что корень провариваться с небольшим прожогом. 14фото - не очень отчетливо, но видно стартовые поры, от который нужно избавляться 15фото - кратер дефект. Прерывание дуги в околошовной зоне обязательно будут поры и по середине шва обязательно глубокая большая газовая пора. 16фото - на этой фото мелом отметил так же стартовые поры (но это благодаря инвертору) также сварку начинал примерно за 1 см. или 8мм от начала захода, т.е. когда столб дуги уже разгорелся и выровнялся к заходу подводишь уже нормально, дуга горит и не шалкует и не скачет. Тем самым корень с обратной стороны получается без перехода. 17фото - на этой фото видно, какой высотой получаются те места, где разжигал электрод 18фото - подвёл провар корня к первой прихватке. Так же видно кратер. 19фото - подготовил заход болгаркой чётко видно, что края стыка не ровные не много передержал в одном месте подгорели кромки труб. 20фото - другие стартовые поры с другой стороны трубы. 21фото - завершил провар корня, обработал все дефекты болгаркой вырезал все стартовые поры, провёл небольшую и неглубокую риску отрезным кругом, чтобы не потерять корень и не проворить облицовку, где то рядом с корнем. 22фото - тот же инвертор выставил ток на облицовку. 23фото - тут, к сожалению очень плохо видно саму облицовку. Переход от электрода к электроду не ровный конечно, но после сварки все стыки обрабатываются болгаркой сглаживается и зачищается. 24фото - так переход от электрода к электроду 25фото - плохо видно облицовка. 26фото - облицовка 27фото - так же облицовка смыкание стыка. К сожаление не могу предоставить не снимок не документов на то, что стык прошёл контроль. Прошу прощения за такие корявые фотки, но лучше моя мобильная мыльница фоткать не может, а цифровик на завод не занесёшь.1 балл
-
Непонял : (Бетон сохнет. Вряд ли начну в этом году.) Тоесть вообще непонял! От чего он сохнет? Бетон вообщето схватывается. Происходит полное схватывание дня три. А полную прочность набирает годами. Потому я и покупал плиты перекрытия БУ... Ты Лепило не балуй.. строй давай. И фотки сюда.1 балл
-
Привет ) На этом форуме куча разделов где можно и о себе рассказать, и работу поискать, и многое другое. Для начала рекомендовал бы почитать разделы и темы в них, начните например с "курилки". Что касаемо получится или нет: на велосипеде кататься умеете ? Думаю да. Все навыки вернутся с практикой. Посаженное зрение эт проблема, но и такие проблемы сейчас решает медицина. Мой брат недавно лечил зрение, тоже из-за компа (инженером работает). Удачи )1 балл
-
Всё забываю написать одну историю, в кототорой сам принимал участие: Конец октября 2002 года. Приехали мы с напарником (тот который кислородный балон с 4-го пульнул) Варить ворота на 2- зерновых ангара в один колхоз. Ворота здоровенные, дали ещё двоих подсобников в помощ. В день приезда шёл дождь, мы сели в общаге и потихоньку выпивали. На утро оказалось, что дождь закончился и полюбасу надо выходить на работу. В состоянии хорошего будуна начали разворачивать инструмент, вместо болгарки дали резак. К ангару подошли местные начальники (завтока, завсклада, и ещё 3 человека, не помню в какой должности), поздаровались (помнили нас, мы эти ангары строили) и начали прикалываться: голова болит ? Тото я вижу не в ту сторону гайку манометра накрутить хотите ... Умничали минут 5. Потом когда мы всё подсоединили, моему напарнику надоел этот галдёж и он начал распаливать резак на кислородном балоне. Прислонил резак к балону, отктыл пропан, поджёг газ, открыл кислород, настроил пламя, подкурил сигарету от резака, потушил резак и говорит: люблю покурить в тишине. Я повернулся, ни местных, ни наших подсобников рядом с нами не было. Поржали, покурили и начали работать Может и я бы испугался, если бы в адеквате был...1 балл
-
Эх, жаль я на сварного учиться сразу после школы не пошел...1 балл
-
В 1904 году Оскар Келлберг, основатель ESAB (Еlektriska Swetsnings Aktie Bolaget),изобрел покрытый сварочный электрод. О. Келлберг обнаружил, что, покрывая электрод составом, содержащим тяжелую известь и некоторые другие компоненты, он мог предотвращать загрязнение остывающего шва металла, поскольку препятствовал проникновению в него кислорода и азота воздуха. По мере плавления электрода, происходит сгорание покрытия и образование газа, защищающего твердеющий шов металла. Годом позже О. Келлберг получил патент на свой «сварочный электрод». С этого времени начинается длинный путь развития фирмы ESAB - путь успешных инженерных решений и технических разработок. ESAB всегда остается верен своей исторической миссии - предоставлять своим клиентам оборудование и материалы только высшего качества. И сегодня инициалы « OK » используются для маркировки, известных своим качеством, сварочных электродов фирмы ESAB, напоминая всем сварщикам мира об изобретении Оскара Келлберга. Уже в первые годы электроды О. Келлберга начали широко использоваться для ремонта паровых котлов. Точкой отсчета массового применения сварки стало одобрение в 1920 году Судовым Регистром Ллойда изготовления судов методом сварки. Первым судном, классифицированным Ллойдом, было цельносварное 16-ти метровое судно «ESAB IV». В 1921 году в городе Финстервальде, Германия, ESAB основал свое собственное производство сварочных машин. Двумя годами позже были изготовлены первые сварочные трансформаторы. В 1937 году ESAB представил новый вид сварки - сварку под флюсом, при которой сварочная дуга горит под слоем гранулированного флюса. В 1938 году в Германии была основана компания Келлберг-Еберле ГмбХ по производству машин газовой резки. Несмотря на усовершенствование способов и технологии сварки в 20-х и 30-х годах, процесс сварки оставался малопроизводительным и часто трудновыполнимым. В последующие два десятилетия усилия ESAB были направлены на улучшение качества и увеличение производительности сварки. В 1944 году ESAB представил TIG-сварку, которая и в настоящее время является образцом прецизионной сварки. Высокопроизводительная и универсальная MIG-сварка появилась в 1950 году. В 1952 году были разработаны сварочные электроды с низким содержанием водорода. В 1952 году ESAB разработал процесс плазменно-дуговой сварки, а в 1957 году появилась порошковая проволока для сварки в среде защитных газов, что позволило увеличить возможности и производительность сварки. В шестидесятых годах ESAB включает в свою производственную программу оборудование, исполь- зующее новые методы сварки - сварку сопротивлением, электрошлаковую сварку, автоматизированную сварку под флюсом и полуавтоматическую сварку MIG/MAG. В семи- десятых годах ESAB открывает свои предприятия в Северной Америке, Австралии и в Сингапуре. Строятся новые заводы в Швеции, Франции и Италии.1 балл
-
На памятнике в их честь нет одного.Того,что справа,с бутылкой.
1 балл
-
Английский металлург Гарри Бреарли пытался создать сплав нержавеющей стали для производства оружия. Нержавеющая сталь появилась когда он смешал 12.8% хрома с 0.24 % углерода. получившийся сплав был устойчив даже к кислотам уксуса и лимонного сока. Позднее изобретатель понял, что полученный сплав идеален для столовых приборов, которые изготавливались из серебра и углеродистой стали и постепенно приходили в негодность из-за коррозии. содрал на сайте "наука и техника".1 балл
-
Пара более современных фоток С сайта kaztransoil.kz. Там сказано, что фото предоставлено Центральным Государственным архивом кинофотодокументов и звукозаписей РК. А. Кочкуров (слева) и В. Журев - лучшие сварщики газопровода «Оренбург - Западная граница СССР». 1976 год. Классный держак! Сварка трубопровода «Оренбург - Западная граница СССР». Уральская область, 1976 год
1 балл
-
Ааа, блин, я подустал седня с непривычки! Подплющивает всего! Не до снимков было. Тока что собачку по кличке Чикушка на работе сфоткал, завтра выложу фотки с работы. Я работаю у частника в цеху. Занимаемся изготовлением металлоконструкций (кованые, узорчатые всякие ворота, двери, оградки, навесы, мелочевку всякую...) с 8 до 5 с общим перерывом 1 час. (обед полчаса, и по 15 минут 2 перерыва), а в остальное время именно работаем без отдыха... И еще к этому всему 3 часа в общем на дорогу... 2 тысячи в месяц тока на дорогу уходит... Кстати, там есть полуавтомат, не разу таким не варил, хочу попробовать. Вот так вот.1 балл
-
Мы стройку Лепило увидим ?1 балл
-
а ниче в этом каталоге интересного нет... как автор этой книги скажу только одно- там на всю всю всю книгу только одно предложение написано- кого при жизни отимел чебуратор,сам после смерти становится чебуратором.1 балл
-
@Metallist, Ждем фото с нового места работы. Фотки с телефона тоже пойдут!1 балл
-
1 балл
-
Сварка редуктора, присадка 5356
1 балл
-
я бы даже сказал, что количество проходов (с заполнением или нет) больше зависит от толщины стенки трубы, а не от диаметра. на счет ф<70 и одного прохода, тоже не совсем верно сказано, опять же, все зависит от толщины стенки1 балл
-
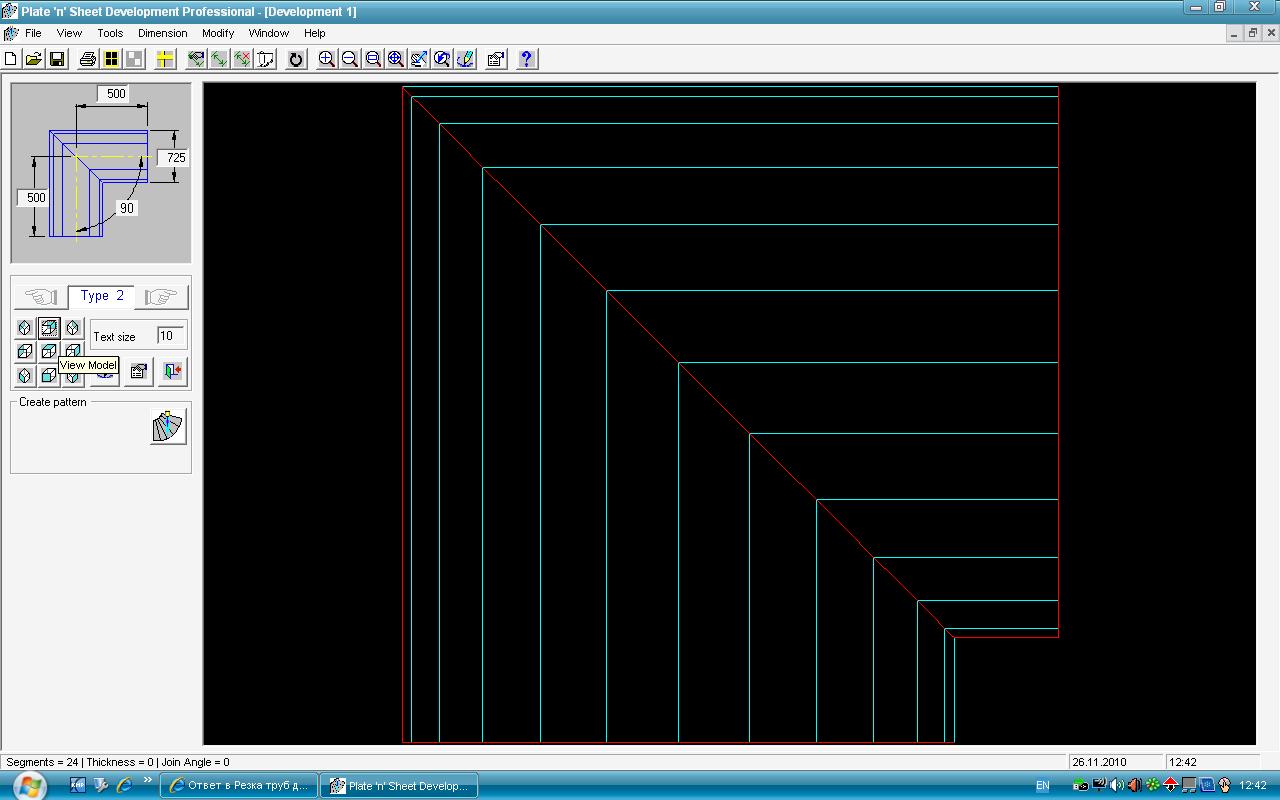
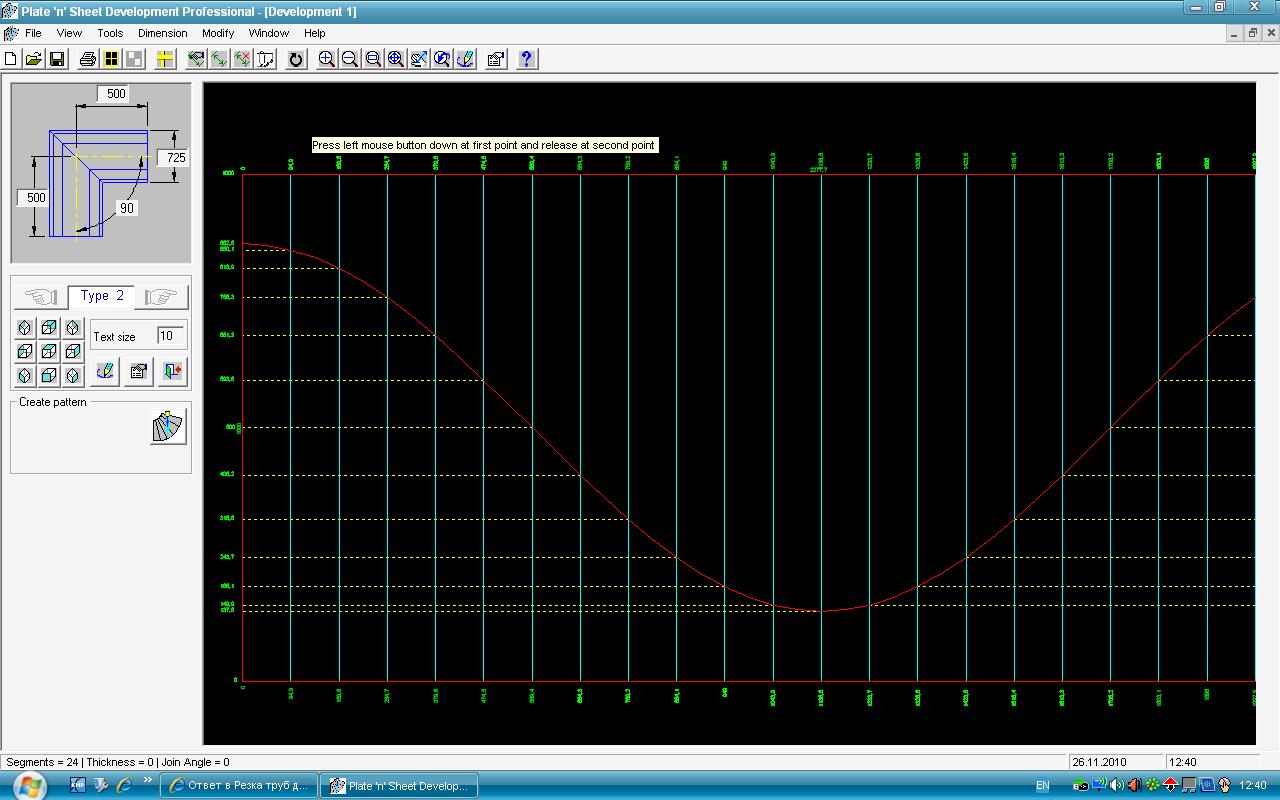
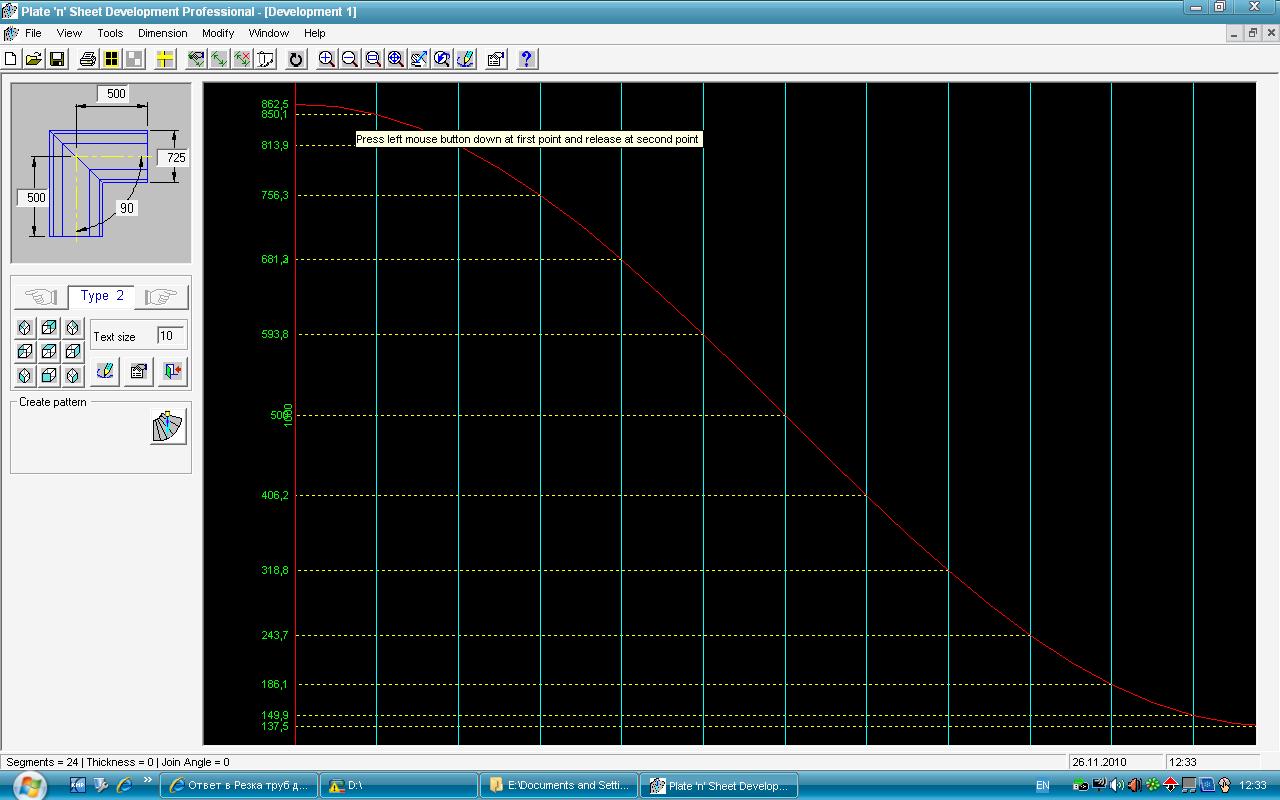
Программа Plate 'n' Sheet Development 3.9.9. Желательно портативная. Где то на форуме ее уже обсуждали.1 балл
-
@BelaZZ, Блин, держак ужасный)))1 балл
-
После первой пытки снять собственное видео бросил это дело.Штативы,качественная видеокамера и светофильтры это прямая дорога в Институт Кинематографии.По-моему ничто не заменит посмотреть своими глазами,а ещё лучше руками.1 балл
-
С.-Р., уголовная в том плане ,что могут взять за хвост и об угол?И.Алтухов,ребята Вам намекают,что надо было идти на курсы кардиохирурга или командира воздушного судна.Отвественности никакой,карьерный рост да ещё и зар.плата приличная.Можно ещё на пилота "Сапсана" выучиться или в акушеры податься.Но почему-то почти все пост.обитатели форума связали себя со св.пр-вом.1 балл
-
тож прикольное место! Давай тут не флудить а в нашей теме общаться, а то модер нас похерит1 балл
-
После армии пиль-кулиль, поскольку токаря без опыта не брали.По случайности отучился на 3х месячных курсах сварщиков-2 месяца сна и месяц безделья на практике, преподу пиво, бабёнке что записи делала, шоколадку и 5й разряд 8и разрядной сетки в кармане. На производстве дали пластину-вари вертикал! Дого смотрел на балластник, пытаясь понять, что енто за хрень, поставил ножи наугад и не менее долго пытался зажечь электрод. За сим наблюдал гл.сварщик--2й разряд 8и разрядной сетки в кармане и год в слесарях.Как то молодой коллега показал сварку без отрыва и вот тут то я и влюбился в неё заразу. По счастливой(в плане новых возможностей) случайности попал на атомку и познакомилса с РАДС, теперь катаюсь по стране, как перекати-поле.1 балл
-
Всем здрассссте... А я что... не люди тож похвастаюсь... В прошлом году начал сварку осваивать... решил на мангале тренироваться... давно мечтал о стационарном
1 балл
-
Я думаю процент гораздо выше. Это утверждение? Как пошёл в подвалы, то больше и не видел УОНИ. А если не увидят? Блаять, я так нуждался в этом совете! Это утверждение? Блин, оказывается я гнильё не на тех токах варю. Тут кстати есть один тип, который всё, всегда и везде варит без отрыва, даже дюймовку, случайно не братан ваш?1 балл
-
А в чём проблема то.Если человек варить умеет,ему и МР,и ОЗС,и ОК,и АНО,а так же УОНИИ,ЛБ и иже с ними нипочём.А бессмысленный не спор,а вновь и вновь поднимаемая проблема.Вари,если не требуют,чем хочешь,а вот если требуют именно этим,то будь добр именно этим,и комиссии пофиг,все твои сомнения и доводы.И если ты умеешь варить,то проблемы как таковой то и нет,а вот если квалификация хромает,то и возникают подобные менжевания.1 балл
-
Dimas 77. Высылаю выписку из инструкции по регулировкам Тиг. Может - поможет. Диапазон 50 Гц … 200 Гц; шаг 1 Гц. Сужение и стабилизация сварочной дуги. При увеличении частоты тока увеличивается эффект очистки. Ток высокой частоты позволяет хорошо сваривать и очищать очень тонкие листы (сварка слабым током), анодированный алюминий или грязные изделия. S1.2 Баланс полуволн сварочного тока (ВИГ и ручная сварка): Диапазон: от -30% до +30%; шаг 1%. Плавная регулировка эффекта очистки и глубины проплавления. Увеличение длительности положительных полуволн приводит к: - увеличению чистящего эффекта - повышению температуры вольфрамового электрода - увеличению округления конца вольфрамового электрода - увеличению ширины сварного шва, уменьшению глубины проплавления Увеличение длительности отрицательных полуволн приводит к: - сужению сварочного шва, более глубокому проплавлению - уменьшению чистящего эффекта - понижению температуры вольфрамового электрода - уменьшению округления конца вольфрамового электрода С уваением Михаил Семёнович.1 балл
-
ilia432009, что ты умееш в виду когда пишеш "схема резки"? Если тебе нужно разметить трубу для резки тогда воспользуйся этими чертежами. Пришлось игратся с увеличением что бы видно было все размеры, но думаю разберешся.
1 балл