Активность
- Последний час
-
 heavy присоединился к сообществу
heavy присоединился к сообществу -
Многим новичкам почему-то свойственно исключать мыслительный процесс из освоения новой техники/технологий. Создают сложности из того, в чем надо в первую очередь разобраться при начале освоения нового.
-
а вы посмотрите с другой стороны: вы новичок и у вас даже понимания нет процесса. Сейчас именно много таких, кто решил мир сварки освоить. Они вообще не представляют как плавится материал, какой шов должен получаться. Когда методом проб и ошибок у вас получается все лучше и лучше, понимаешь, что вот так было хорошо, а вот так плохо. Перейдя полностью на ручной режим, можно уже стремиться к некоторому результату сложенному у вас в голове. Без этих знаний, что вы получите? А второй момент, многие не понимают, что крутить нужно на градус или того меньше ручку, чтобы лучше подобрать результат. Крутят сразу на пол оборота туда\сюда. А потом говорят, что режим не настраивается
-
Накаркал. Где то ранее похвастался Авророй. Перестала включаться. В моих условиях ремонт встанет примерно в десятку и неопределенный срок. Буду сам не спеша оживлять. На замену купил Свартех МИГ 200 +. И был удивлен! Отсутствие синергетики удлиняет процесс настройки на десяток - два секунд. Швы получаются не хуже, может даже проще. Так так ли нужна синергетика? Мне кажется без нее новичок вникнет в смысл процесса быстрее.
-
Вольтах
-
Здравствуйте. В общем сделал по совету A_LEX сначала приварил пруток к 3 мм пластине на 20 амперах а затем к 1.5 мм профилю уже на 17.5А . Спассибо за совет!.


- Вчера
-
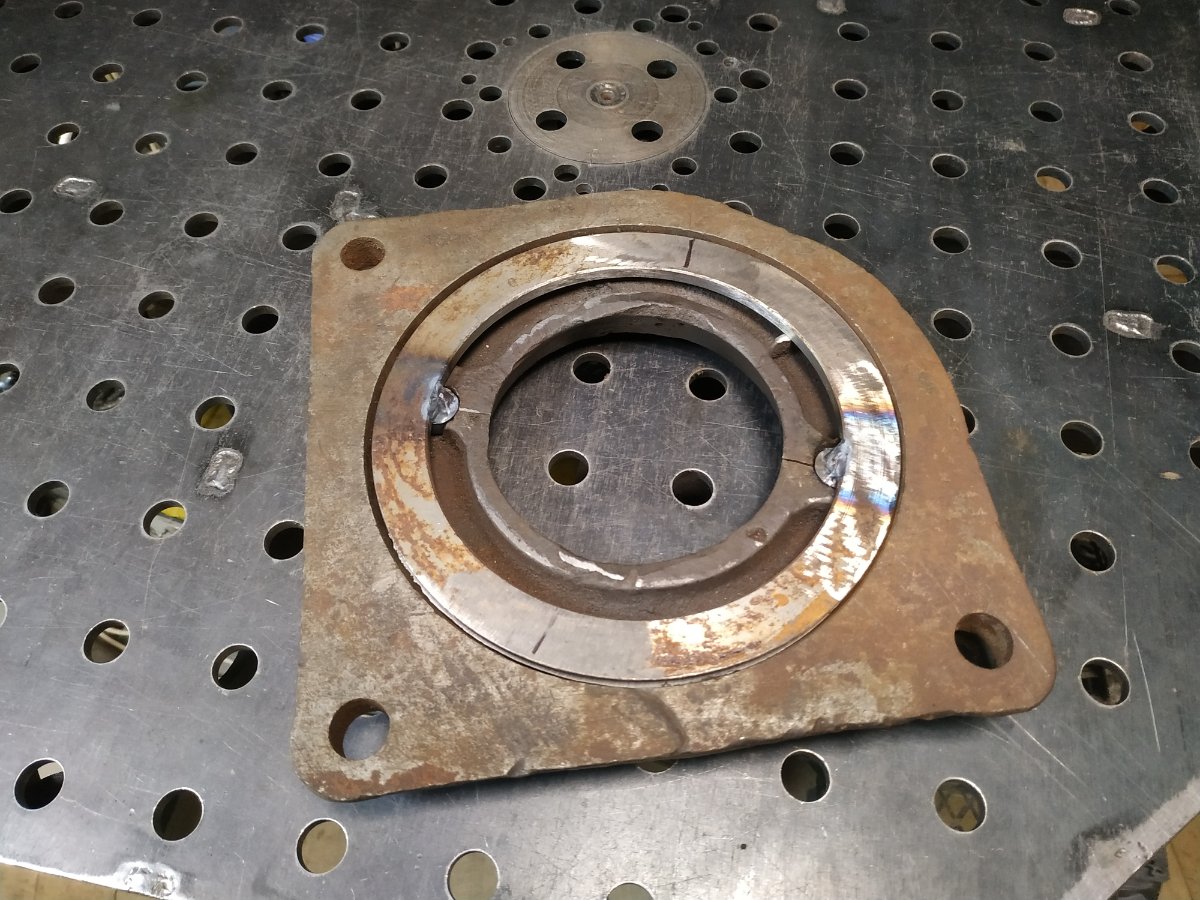
Сварка чугуна говорите... Фиксатор слесарных тисков.



-
Да.
-
Это без присадка? своим телом?
-
 Айдос присоединился к сообществу
Айдос присоединился к сообществу -

- Последняя неделя
-
 eklips присоединился к сообществу
eklips присоединился к сообществу -
 Поддон.
Поддон.



-
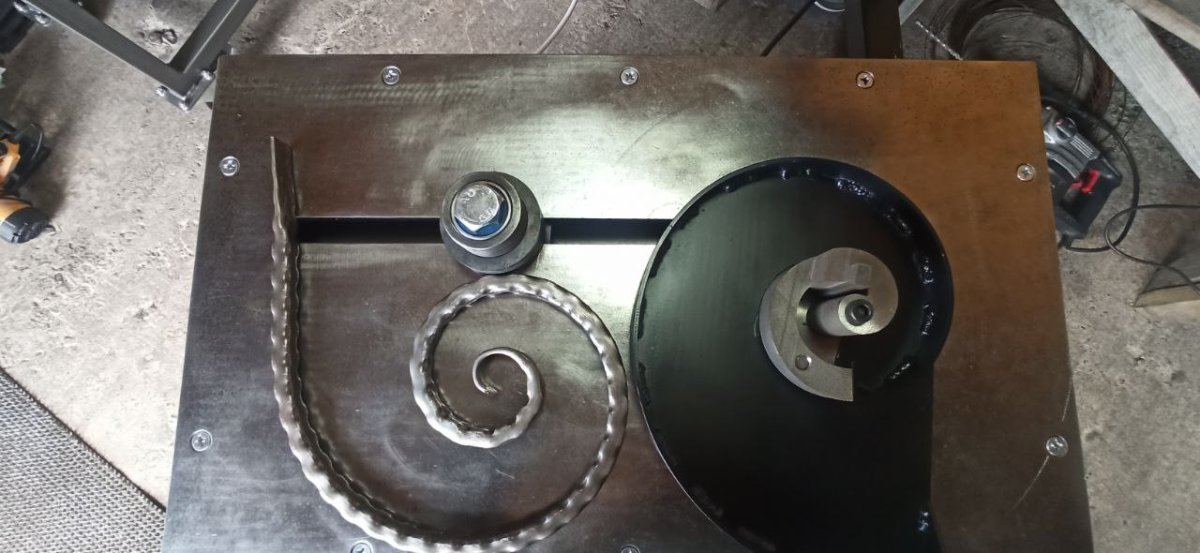
Здравствуйте! Прежде чем выбрать станок для холодной ковки, обратите внимание на лекала и на то какие элементы получаются. Большинство не понимают как должен выглядеть элемент ковки. Они видят какой то завиток и думают что так и должно быть. Производители станков не заморачиваются в правильности лекал. А напрасно. Ведь правильность элемента влияет на то как вы соберете свой узор в изделии. Мои лекала разработаны в начале 21 года, путем проб и ошибок . И я добился что бы не было в начале завитка прямого участка. Поверьте это не очень красиво и не правильно. Качественные лекала не могут стоить дешево. Единственные авторские самозажимные лекала для ковки, разработаны в начале 2021 года, и изготовлены методом электроэрозионной резки из цельного куска. Сталь 45 Шпонки - Клины закалены. При покупке комплекта , чертежи мегалекал в подарок!!! Цена за комплект под заказ - 37000р. Тел: Ватсап : 89059199360 Андрей Отправка ТК Энергия из г. Новокузнецка Так же изготовление лекала если у вас ролик с правой стороны. Изготовление 2 недели с момента оплаты! РАБОТАЙТЕ НА ПРАВИЛЬНЫХ ЛЕКАЛАХ!!!






-
 sunboy7777 присоединился к сообществу
sunboy7777 присоединился к сообществу -
Молотковой вроде хозяин планировал красить
-
Здравствуйте! Занимаюсь холодной ковкой с 2020 года. В 2021 году разработал свои самозажимные лекала и начал производить станки для ковки под названием " КовКА" . Мои лекала изготовлены методом электроэрозионной резки из цельного куска Сталь 45. Шпонки-клины так же из стали 45 каленые. Лекала отличаются от других тем что в начале завитка нет прямого участка. И у шпонки -клина 4 рабочие стороны. Если вам интересно то приглашаю вас в свою группу В Контакте . https://vk.com/club228325528








-
 КовКА присоединился к сообществу
КовКА присоединился к сообществу -
 александр 53 присоединился к сообществу
александр 53 присоединился к сообществу -
Чем будете красить?
-
Стряпаю потихоньку

-
 ssRaven присоединился к сообществу
ssRaven присоединился к сообществу -
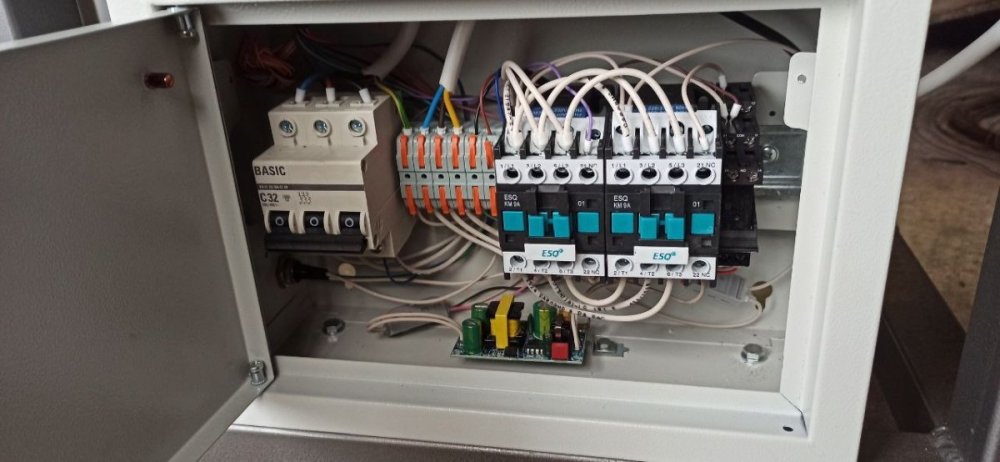
В начале 2000-х сосед принес в ремонт Kemppi master 1500 лет 10 от роду - источник от п/а, "току не давал"). Полазил - вроде, все в норме. Осмелел - и написал на техсаппорт в Финляндию. Прислали и схему силовой части, и ткнули пальцем в виновников - те самые входные кондёры. Померял емкость - сильно занижена. Но "родные" стояли здоровенные, с монтажом на болты, а в ЧипДипах - ничего похожего.... Поставил, что нашел - через год история повторилась, тогда и заморочился поиском приличных конденсаторов - нашел, сильно недешево. Но все до сих пор работает.
-
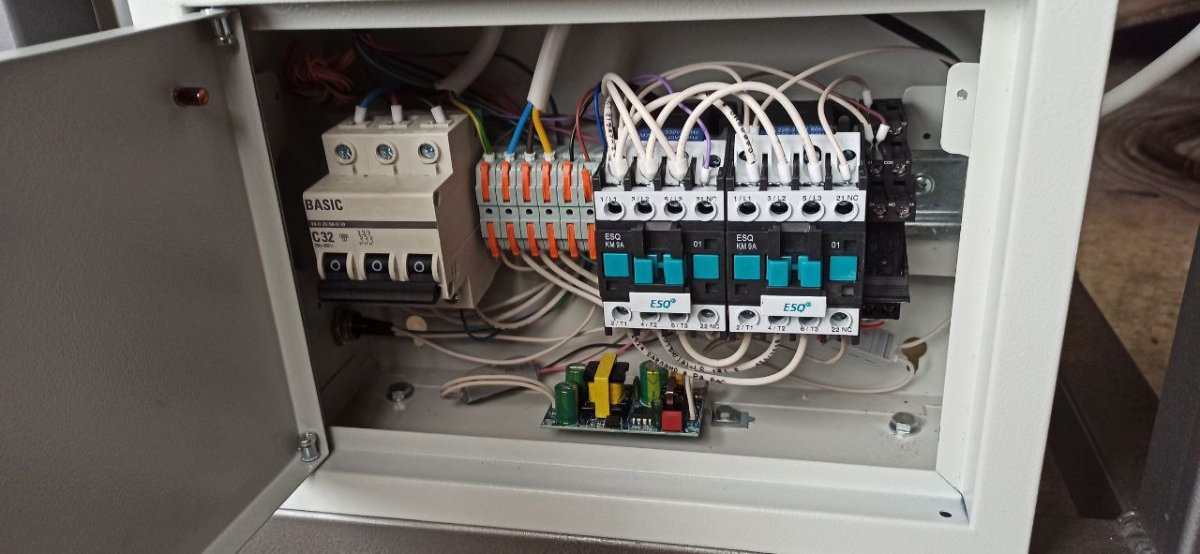
т.е. одно вытекает из другого. А то что там что-то греется по причине не работающего вентилятора, обычно силовые транзисторы могут бахнуть или вторичный выпрямитель. А так как мы живем в нашей стране, мало где есть нормальное питание аппарата, то имеем то что имеем. обычно такие и ставят. Китайскими аппаратами практически не балуюсь, а в европейских такие и ставят, но это не помогает. Есть клиенты где одно и такое же оборудование годами работает, а у других с завидной регулярностью такое происходит. Остается только - сеть. С ней мало кто может и хочет разбираться. Страна же кладезь полезных ископаемых поэтому сеть так себе, вода в многих городах так себе и остальное...
-
Конденсаторы надо ставить "с низкими потерями" - Low Esr (по брендам - к tehsvar и copich, я давно не брал в руки шашек) и хотя бы до 105 C, параллелить пленочными конденсаторами.
-
Перегрев. Это самая частая причина. Внутренние компоненты сварочного аппарата сильно нагреваются во время работы, и если система охлаждения (вентилятор, радиаторы) работает неэффективно, электролиты, особенно те, что стоят рядом с нагревающимися элементами, страдают первыми. Убедитесь, что вентилятор работает на полную мощность, и нет препятствий для циркуляции воздуха. Скачки напряжения. Сварка — процесс с большими нагрузками и импульсными токами. Нестабильное напряжение в сети или сбои в работе внутренних цепей могут приводить к импульсным перенапряжениям, которые "пробивают" конденсаторы. Проверьте цепь
-
 topsteel присоединился к сообществу
topsteel присоединился к сообществу -
ну ... занятой товарищ , что поделать ... А чтобы не рождать такое количество однотипных и бестолковых тем, надо создать одну: "ДАЙТЕ" .
- 4 ответа
-
- 1
-

-
в данном случае ни каких надписей и схем не нужно. Просто нужно понять от чего такое происходит. Точнее это и так очевидно, без схем, названий плат...
-
Побывав в Поднебесной на ряде предприятий, заметил вот что–роботизация и автоматизация там, где выгодно.Так, на одном пафосном заводе по производству сварочной техники вполне себе соседствует и ручной труд и роботы-шмоботы.
-
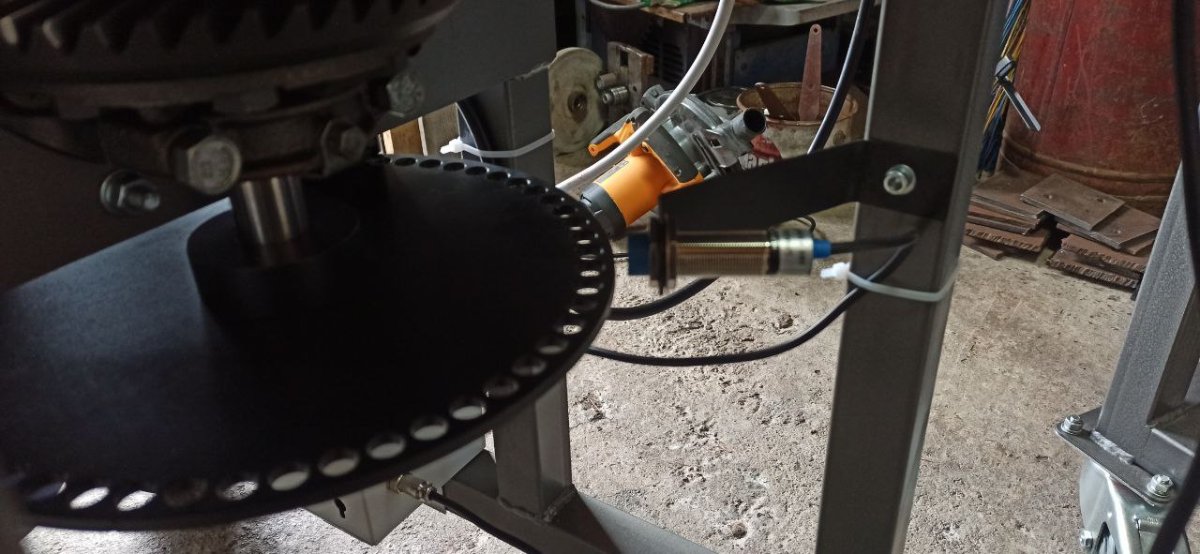
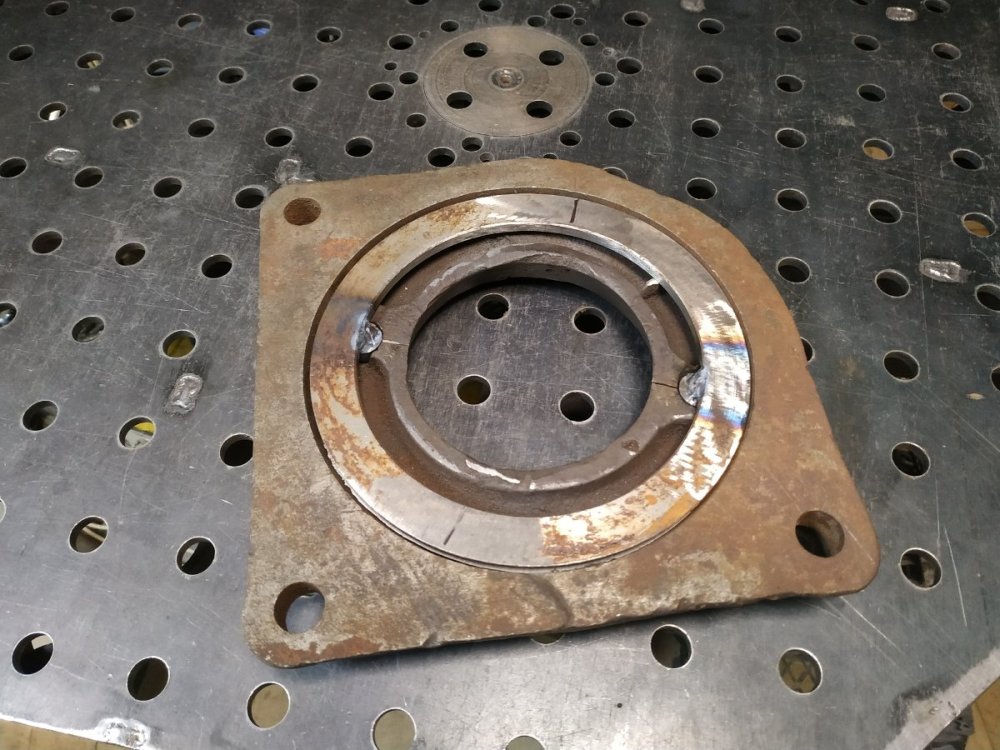
Специально показал на первом снимке наличие шлицов на рычаге.Устойчивость конических посадок к сдвигу регулируется осевым усилием,в данном случае гайкой.Материал сопрягаемых деталей разный-это алюминий (АЛ2,АЛ4),кстати говоря весьма хренового качества-плохая плотность и большая газонасыщенность и закаленная сталь твердостью порядка под 50 по НRC. Прочность резьбы и гайки позволяет создавать значительное осевое усилие,тем самым формируя шлицы.В данном случае,где я ошибся,это для проб образцов заточки формы конуса сверла был взять АД 35,а надо было АМц или АД О-он значительно мягче и усилие,прилагаемое в начале затяжки гайки было бы меньше,что в свою очередь позволило бы не сорвать два витка резьбы вначале. Что из этого следует? Формирование шлицов во втулке рычага при затяжке должно происходить тогда,когда гайка накручена полностью на резьбу вала по всей ее длине,а не когда усилие приходиться на несколько первых витков,то есть конус втулки должен быть подогнан довольно точно по всей сопрягаемой поверхности,что определяется не только формой конуса сверла,но и глубиной его врезки.Вообще-то, это свойство всех экспериментальных образцов,когда выявляются ошибки и просчеты в работе. Но есть одно "НО" -здесь нет экспериментальных образцов.Есть устройство,которое трудно достать или,как говорят,с конской ценой и временем доставки,и ответственность за работу соответствующая .Остаются поиски на разборках,авитаХ и т.д. всякого бэушного хлама неизвестной работоспособности.Выбор невелик. Какой вариант ремонта вполне надежен в таких случаях? Зафиксировать на машине крайнее положение рычага/нижнее/ риску на торце вала и втулке рычага,снять ... и шпоночная посадка -это не сложно.

-
Врядли. Человек, поставленный раком в условия, когда надо работать за миску риса/картошки в день обходится значительно дешевле.
-
 Мне кажется, что на поводке нет шлицов. Там передача крутящего устроена как на поводковом шлицевом токарном центре. Для полноценного шлицевого соединения высота профиля шлица мала. Хотя я новые поводки никогда не рассматривал. Но у себя регулирую положение - просто ослабляю гайку и двигаю по месту, потом затягиваю.
Мне кажется, что на поводке нет шлицов. Там передача крутящего устроена как на поводковом шлицевом токарном центре. Для полноценного шлицевого соединения высота профиля шлица мала. Хотя я новые поводки никогда не рассматривал. Но у себя регулирую положение - просто ослабляю гайку и двигаю по месту, потом затягиваю.