Активность
- Последний час
-
 Ей как работали и какая была на ней вилка? Если там была та же вилка на 16А, то может проблема надумана? Классическую розетку везде можно найти, а она также в пределах 16А будет. Если везде работаете на своем удлинителе, который можете запросто подключить в щите, минуя внутриобъектовую проводку, то это одно и промышленная вилка/розетка оправданы, а если аппарат включаете куда придется - то это совершенно другое и замена вилки ровным счетрм ни на что не повлияет. 160А аппарат на максимуме своем на втором-третьем электроде у меня мог к этому привести. 200А-аппарат на максималке на втором электроде у меня выбивал 16А на втором электроде. До срабатывания 25А один лишь раз добрался при пролоджительной наплавке однофазным полуавтоматом.
Ей как работали и какая была на ней вилка? Если там была та же вилка на 16А, то может проблема надумана? Классическую розетку везде можно найти, а она также в пределах 16А будет. Если везде работаете на своем удлинителе, который можете запросто подключить в щите, минуя внутриобъектовую проводку, то это одно и промышленная вилка/розетка оправданы, а если аппарат включаете куда придется - то это совершенно другое и замена вилки ровным счетрм ни на что не повлияет. 160А аппарат на максимуме своем на втором-третьем электроде у меня мог к этому привести. 200А-аппарат на максималке на втором электроде у меня выбивал 16А на втором электроде. До срабатывания 25А один лишь раз добрался при пролоджительной наплавке однофазным полуавтоматом. - Сегодня
-
провод и вилка не могут повлиять на гарантию. В целом вы не навредили оборудованию. Думаю, что любая экспертиза это подтвердит. Другое дело это сечение самого кабеля. Он же наверное на 2.5 квадрата. А это где-то те же 5кВт, в пиковой нагрузке конечно и больше но не долго, греться будет. Т.е. 8кВт скушать, надо уже 4 квадрата применять. А на однофазных аппаратах и 4 квадрата кабеля ну надо очень сильно постараться поискать. И 8.7кВа это не то же самое, что 8.7кВт!!! Так же вообще с одной фазы снять 32А довольно проблематично, что по вилки, что по сечению кабеля. 4 квадрата это предел, надо 6 квадрат и более использовать. Лень искать на Ариа250 характеристики. На 260 модель 7.9 кВт при 45% ПВ. Т.е. не ваши 60%, что вы пишите. Поэтому надо бы разобраться с исходником, что конкретно у вас аппарат может скушать из сети и тогда искать ему замену, если так надо. Т.к. на арию250 в сети попалось, что надо 16А автомат. На аппаратах, которые кушают из одной фазы много, то 16А автомат может легко выбить и аппараты близкие к 5кВт потребления не могут продолжительно работать на 16А автоматах, их просто будет вырубать. Рекомендуется ставить на 25А. Сварочник может работать на 16А при большем потреблении, т.к. замкнул, разомкнул и время горения дуги ниже по расчетному ПВ (электрод заменять или швы не длинные) и автомат будет успевать охлаждаться. Хотя есть такие случаи, когда 5 мин отработал и автомат вырубается. Если включить и опять работать то вырубается практически сразу, надо давать время на тепловую защиту (остывать), после можно опять те же 5 минут работать. В таких случаях только 25А сможет исправить ситуацию. В итоге не ясно, чего вы хотите более того, чем ваш аппарат может выдать
-
 skripzow1952 присоединился к сообществу
skripzow1952 присоединился к сообществу -
Здравствуйте. Выбираю ММА-инвертер взамен 10-летней АриА-250. Прогресс идет и кое-что полезное появилось. На фото одного из аппаратов-претендентов на мои тугрики при указанной потребляемой мощности 8,7 кВа увидел вилку на 16А. 230х16=3680, что прям сильно меньше 8700. Вряд ли ПН 60% позволит достаточно охладиться контактам питания.. Замена вилки на более мощную приведет к потере гарантии, как мне ожидаемо подтвердил продавец. Получается ерунда. Буду признателен за разумный совет.
-
 МаксNed присоединился к сообществу
МаксNed присоединился к сообществу - Вчера
-
Когда ротаметр на сопло горелки есть в наличии. В щёку обычно аргонщики проверяли. На полуавтомате не видел. Там аргон 6-9 л/мин, смесь 15-17 л/мин. Может и сложно уловить.
-
 Спасибо вам большое,аппарат прибыл,завтра начинаем включать его в общий процесс
Спасибо вам большое,аппарат прибыл,завтра начинаем включать его в общий процесс -
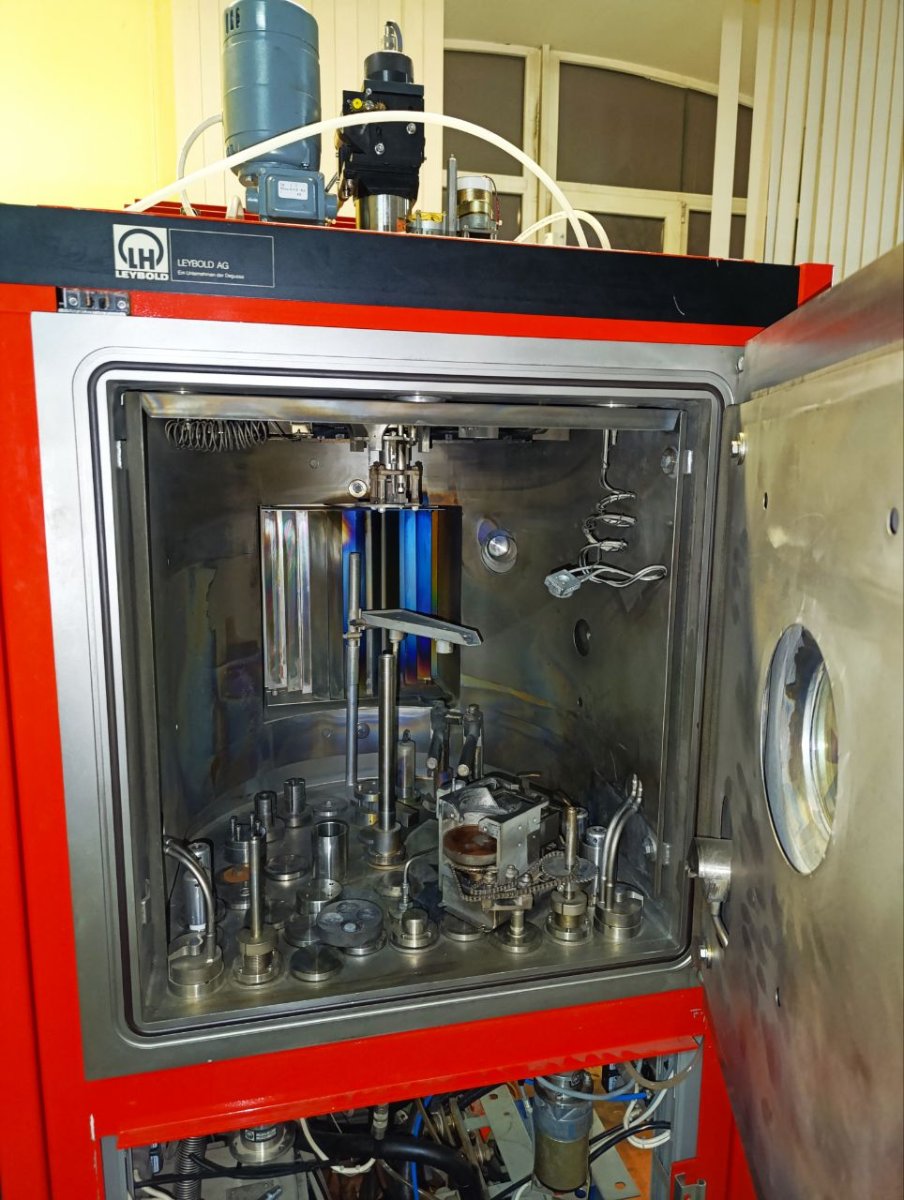
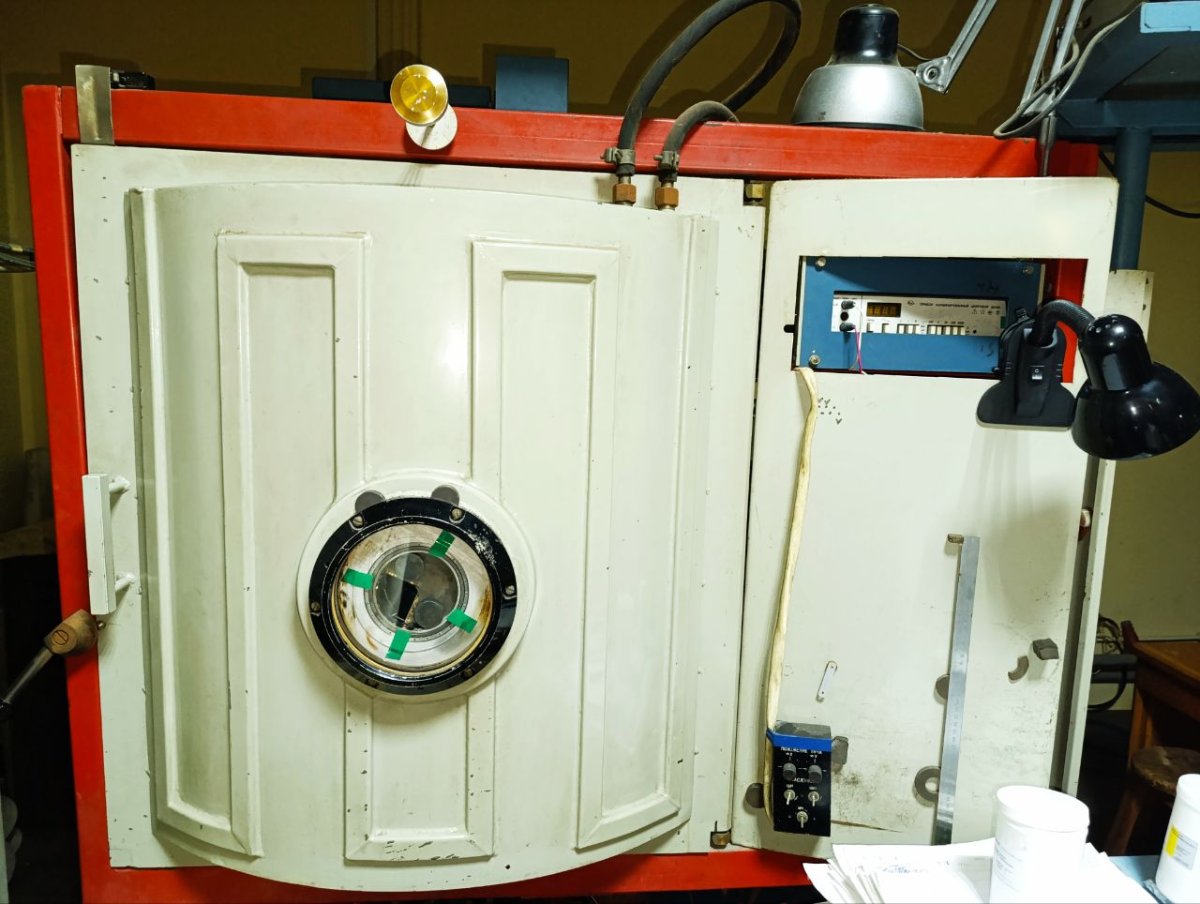
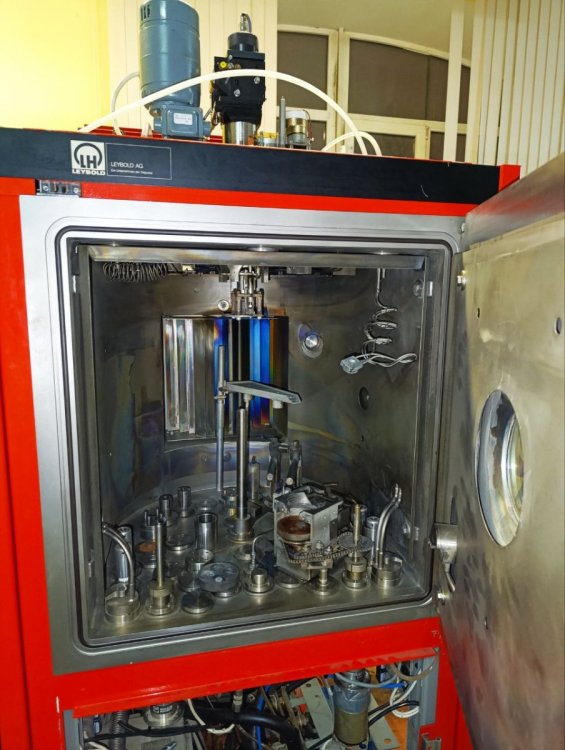
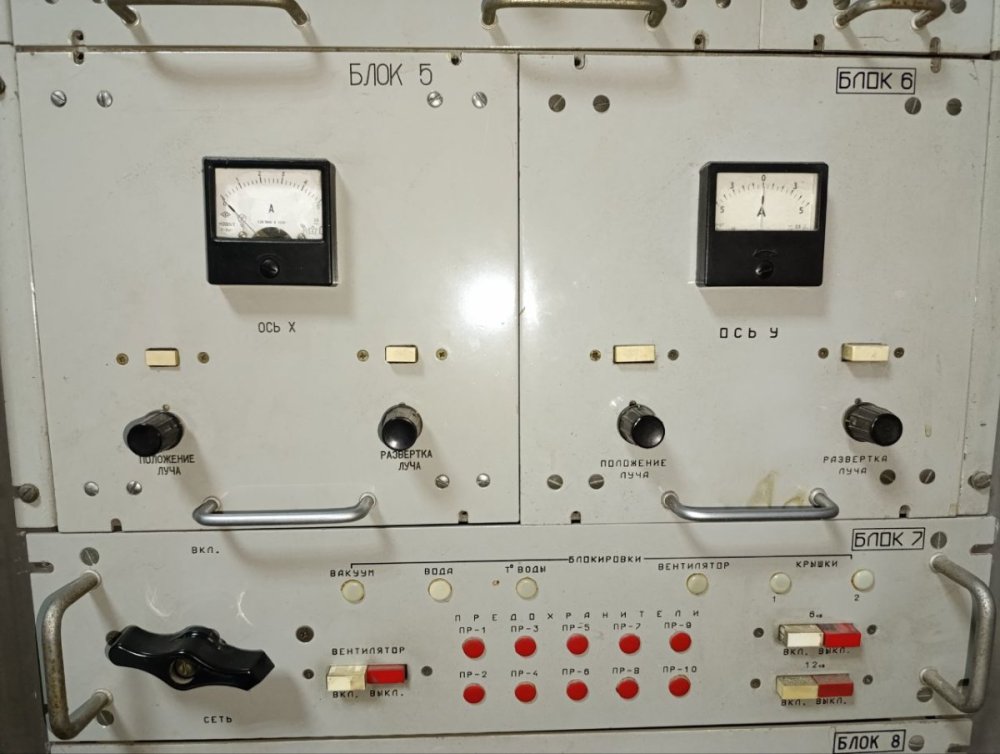
Похоже на вакуумную камеру для напыления. Наверное на линзы или зеркала наносят всякое типа просветляющих покрытий.
-
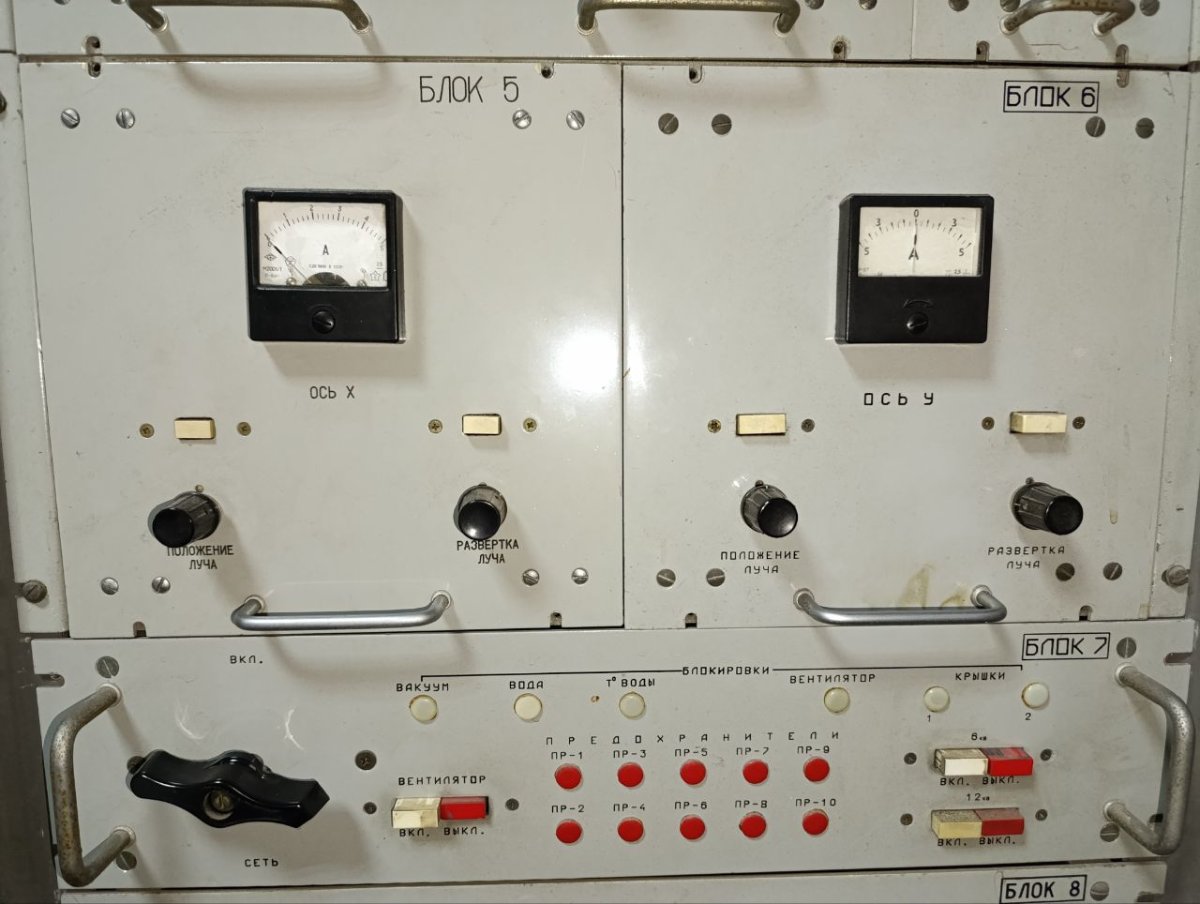
Пригласили на шабашку, в институт гои, заварить один из черных ходов корпуса который сдают в аренду, типа через него повадились разные сталкеры лазить по ночам, замки срезали и с помощью ломиков проникали внутрь, прихватывая всякое на сувениры. Работу не фоткал, ничего особенного, прихватил по контуру двери к коробке и приварил крест/накрест полосы и арматуры из того, что дали, тз было простое, сварить так, чтобы со стороны выглядело, что на попытку проникновения должно уйти много сил и времени исключая возможность безшумного проникновения. А вот внутри очень даже красиво, с разрешения немного побродил по корпусу, залез в комнату где стояло какое-то интересное оборудование, стоило наверное космических денег когда-то. Отечественная установка по дизайну напомнило советское оборудование на АЭС интересно для чего оно нужно и какие функции выполняло








-
Изготовление и установка памятной таблички на мемориал:



- Последняя неделя
-
На все есть свои затраты
-
На моей работе примерно такая система была, изделие проходит несколько операций, в том числе до меня - черновая токарка, после меня чистовая токарка. На самой первой операции наклеивается стикер со штрих кодом, и на каждой операции рабочий планшетом со сканером считывает этот штрих-код. При обнаружении брака, по базе могут посмотреть, кто именно накосячил. Мне не нравилась вся эта возня со сканером, за смену условно 80 изделий через тебя проходит - 80 раз нужно скинуть краги/перчатки, дойти до стола со сканером, взять его, просканировать изделие, положить обратно, надеть перчатки, приступить к следующему изделию. Часто сканеры глючат и отказываются сканировать - приходится вызывать айтишников, чтобы заменили/настроили. Недавно отказались от этой системы - видимо проще списать за смену пару штук из пары тысяч в брак не разбираясь, чем поддерживать всю эту систему контроля брака, заказывать стикеры, покупать новые планшеты/сканеры.
-
Так себе метОда....при наличии опыта в 100500 лет-ещё туда-сюда, плюс-минус попадают...а когда сварочный персонал из детей гор и пустынь-им пока шарик в верх колбы не упрётся-мАлА дуит,аднако...
-
 Алексей160 присоединился к сообществу
Алексей160 присоединился к сообществу -
 По поводу чёрного налёта. Оксид магния обычно белый порошок. Может конечно белым он становиться в процессе его получения промышленным путем, а в условиях окисления в воздухе при высокой температуре покрывается углеродом отнимая у него кислород. Но это только версии.
По поводу чёрного налёта. Оксид магния обычно белый порошок. Может конечно белым он становиться в процессе его получения промышленным путем, а в условиях окисления в воздухе при высокой температуре покрывается углеродом отнимая у него кислород. Но это только версии. -
Это у кого как. Никогда не дотрагивайтесь до клемм аккумулятора автомашины одновременно. 12 В.
-
Покупаю.
-
Безопасное напряжение постоянного тока в нормальных условиях 110 вольт. Так что не надо!
-
и не стоять голыми мокрыми ногами на свариваемой детали.
-
Тут важно не забыть отключить подачу проволоки.
-
Бинго! Заработало! Спасибо, мил человек -)
-
Носик наконечника должен быть заглублён на 1,5- 2 мм в сопло от торца сопла. Это необходимо для поддержания определённого вылета проволоки от наконечника до сварочной ванны. В паспорте горелки (не дешманской конечно) чётко прописаны заводские артикулы используемых комплектующих именно для этой горелки. Можно купить оригинал расходника и подбирать дешман по геометрии. Сопла с различными диаметрами используются в случаях когда необходимо увеличить зону защиты сварочной ванны. Например необходимо варить на улице в ветренную погоду или использовать технику широких колебаний для формирования облицовочного шва. Также широкие сопла иногда используют для увеличения времени непрерывной сварка/наплавки, так как узкое сопло быстрее забивается, например при наплавке деталей вращения. Сварка узким соплом зачастую более выгодна при сварке тавровых сварных соединений так как конструкция соединения сама формирует боковые защитные поверхности. Расход защитного газа (Аргон 80+СО2 20) при сварке классической проволокой 1,2 мм 15-17 литров в минуту при использовании сопла внутренним диаметром 18-19 мм. Горелка создаёт избыточное давление в зоне сварочной ванны для того чтобы выталкивать кислород из зоны сварки. Формируется пятно определённой площади, зависящее от высоты и угла наклона горелки относительно плоскости свариваемой детали. В зоне этого пятна защита достаточна для того что бы не происходило взаимодействие кислорода с нагретыми химическими элементами и их соединениями в зоне сварки. Если вы замените сопло на сопло с большим внутренним диаметром, то давление в зоне сварочной ванны уменьшиться и защита станет хуже, то есть площадь пятна уменьшиться. При использовании сопла большого диаметра для компенсации площади пятна, незначительно увеличивают расход защитного газа. Перекрытие прохода в сопле горелки наконечниками разного диаметра также незначительно влияет на площадь пятна, которое так же компенсируется изменением расхода газа. Чем меньше проход тем больше давление в зоне сварочной ванны. Избыточный расход при малой площади прохода может провоцировать переход потока из ламинарного режима истечения в турбулентное, что может приводить к закручиванию потока и захвату кислорода из воздуха в зону сварочной ванны. И ещё раз - для получения оптимального результата по уменьшению расхода газа и увеличению площади пятна необходимо устанавливать сопла и наконечники в сочетаниях указанных в паспорте горелки (конечно если вы доверяете производителю). Ничего нового. Визуализировать поток от горелки можно направив его на любую шерсть с волосами оптимальной длины, можно использовать шерстяную шапку или кошку, как вариант шуба жены. Сварщики обычно направляют горелку на щёку и по ощущениям наличия давления на кожу щеки настраивают оптимальный расход.
-
Ну или если богатые, введите внутрипроизводственную нумерацию изделий. В начале изготовления изделия его начинает сопровождать металлический жетон (так он не сгорит в сушилке при покраске) с номером, хотите на магните, хотите на хомуте. При выполнении операции сварщик записывает, вводит в термина, сканирует или фотографирует изображение жетона, которое потом переходит в базу данных, на основании которой, с указанием номера операции, даты и внутризаводского номера клейма сварщика, формируется стикер для ОТК который клеиться либо в паспорт либо непосредственно на изделие после приёмки. Жетон отправляется обратно на первую операцию. Важно что бы обращаемость жетонов была минимум одна дата, что бы номера не пересекались в один и тот же день и не было номеров изделий с одинаковой датой.
-
Введите стикерирование лично сварщиком только ему доступными стикерами с последующей наклейкой после покраски. Каждый сварщик кладёт в пакетик свой стикер на каждой операции, который несёт информацию о сварщике и сварном соединении, которое он заварил. Пакетик на магните приклеивается к изделию и сопровождает его на протяжении всех производственных операций Так же согласуйте с заказчиком процедуру отказа от претензий по качеству сварных соединений после удаления стикеров. Либо клейте стикеры в паспорт изделия на этапе окончательной приёмки. Так же можно ограничиться стикерированием только сварщиков у кого есть вопросы.
-
Может быть режим 4Т стоит? Я по первости попадался на таком)
-
День добрый. Вопрос по теме топика. Пытаюсь освоить ПА Аврора Про спидвей 180. Проволка 0,8. В целом все нормально - протяжка в процессе сварки и прочее, за исключением одного - после отпускания курка протяжка проволоки продолжается еще секунду и успевает вылезти 10-12 см. Откусываю - варю и снова 10 см лишние... Прижим катушки и ролика подачи проволоки менял - ноль реакции - но по идее и не должно влиять. Не подскажите, как быть - куда смотреть? Спасибо.
-
 Ed_S присоединился к сообществу
Ed_S присоединился к сообществу -
штуцера сами точите или покупаете?
-
Швами-то я забыл похвастаться. Цель была - приварить за выступы крестообразного шлица, без заполнения самого шлица (вот так вот мне захотелось). Ток 16 А; электрод 1,6 мм; режим сварки совершенно обычный (не импульсный); своим телом разумеется. ПС. Фото с мелкоскопа.