Активность
- Последний час
-
В нашем городе примерно та же ситуация. Переписываюсь со всей страной, где-то лучше, где-то хуже, но тенденция одинакова. Единственное, у нас это началось почему-то раньше малость ))).
-
 Это же неудобно. Они и сетевые не сильно лёгкие, а с аккумами совсем тяжелые будут. Или очень слабые по току и времени работы.
Это же неудобно. Они и сетевые не сильно лёгкие, а с аккумами совсем тяжелые будут. Или очень слабые по току и времени работы. -
Как мне кажется за 3 месяца работы неплохо продвинулся в навыках сварки и потихоньку наращиваю уровень респекта у коллег. Недавно например такой змеевик медный притащили с жалобой на то что вода струйками из него фигачит в разных местах, по нему подается горячая водичка под давлением, паять еще не умею и не пробовал, заварил протекающие места тигом, сильно обманулся в толщине стенки, в самом начале она 2мм, а в местах где протекает толщина по факту оказалась 0.5мм, да ещё и как назло места утечек в очень неудобных местах куда толком не подлезешь, пару часов с ней провозился, ну зато сэкономил предприятию 85круб (цена нового змеевика такого). Пока что не течет и давление держит. Ещё недавно сваривал спираль нихромовую, квест был тот ещё, сначала пробовал присадкой 308-ой, но место соединение оказалось очень хрупким, разрушилась от того, что случайно уронил (длиной она около 2 метров) наилучший результат получился используя кусочек этой же спирали в качестве присадки, что логично.Спиралька установлена куда надо и пока что трудиться. Наконец понял сварку чугуна электродами, материал этих электродов ведёт себя немного иначе, чем по стали, нужно было время на привыкание к моменту, что электрод нагревается довольно быстро до красного состояния и приходится подстраиваться под иной скорость переноса металла у электрода в разогретом состоянии, чем в начале, началось получаться довольно аккуратно, чтобы фрезеровщикам меньше "мяса" снимать. С алюминием тоже продвигаюсь, начали получаться довольно ровные шовчики, но я их перед там как отдавать дальше, все равно дугой глажу на более высоком токе, чтобы ребятам меньше времени тратить на зачистку. Пока что у меня сложности только с латунью бывают в неудобных местах, присадка не всегда прилегает куда надо, ещё в процессе подбора идеальных режимов для сварки этого сплава. И красиво заварить далеко не всегда к сожалению получается...




-
На выставке в Шанхае-Пекине реально давно появились. Я даже выкладывал где-то фото с той выставки с такими аппаратами. Несколько фирм уже делали. Году в 16 где-то первые появились.
- Сегодня
-
Такие давное есть, только сетевые. Аккумуляторных ни разу не видел.
-
Нету. Только если краник какой-нибудт приспособить) Пробовал 4мм от Монолита. Разжигает нормально. На Озоне. Сейчас посмотрел, около 15400 с озон-картой стоит. На выходных тестировал его. Максимум выставляется 120А. Выше не даёт. Возможно в настройках надо порыться. На этом токе хватило на четыре электрода 3,2мм. На меньших токах должно хватать на большее количество. Аккумы сразу после сварки на максимуме з/у не даёт заряжать, надо ждать пока остынут (минут 5-10 где-то). Потом заряжает их до полной около 1,5-2 часов. Надо будет раскрутить его и посмотреть кишОчки, что там как китайцы намудрили. Да и панель управления выправить, сильно на кномпку нажал, нижняя часть из защелок вышла и внутрь на пол сантиметра ушла. Аккумы аккуратно сделаны, проверил тестером для аккумов, внутреннее сопротивление высоковато, около 30 ом. Наверное поэтому на максималках и греются довольно сильно. Надо кстати измерить у них температуру внутри после сварки.


-
 На трубопроводах через определенное расстояние ставят компенсаторы теплового расширения, думаю там и компенсируют все несоосности на линии.
На трубопроводах через определенное расстояние ставят компенсаторы теплового расширения, думаю там и компенсируют все несоосности на линии.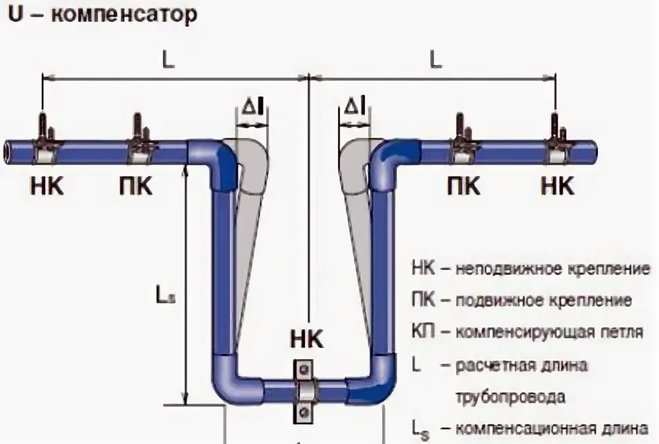
-
Привет! Отписывайся иногда, как складывается твой путь в профессии
-
 На выставке в Шанхае таких игрушек было в нескольких вариантах.Был даже в варианте без проводов вообще.НЕ, ну отбратный кабель то по- любому, но без электрододержателя.Типа перфоратора аккумуляторного на вид,только вместо сверла-электрод.
На выставке в Шанхае таких игрушек было в нескольких вариантах.Был даже в варианте без проводов вообще.НЕ, ну отбратный кабель то по- любому, но без электрододержателя.Типа перфоратора аккумуляторного на вид,только вместо сверла-электрод. -
 Интересная штуковина А у вас есть вентильная тиг горелка под кабельную вилку с быстросьемом? Было бы интересно узнать можно ли таким сварить например ту же нержавейку и на сколько минут его хватит ну например на токе в 80-90А. И будет ли основные элды розжигать типа уонии/лб И где вы такой приобрели? На алике найти не могу
Интересная штуковина А у вас есть вентильная тиг горелка под кабельную вилку с быстросьемом? Было бы интересно узнать можно ли таким сварить например ту же нержавейку и на сколько минут его хватит ну например на токе в 80-90А. И будет ли основные элды розжигать типа уонии/лб И где вы такой приобрели? На алике найти не могу -
Увидел, что на Авито есть парочка объявлений с такими масками за 40к, продам за 39 000. Непонятно правда откуда они у них по таким ценам. Т.к покупая в белую по безналу потратил 60к
-
Здравствуйте. Дано: две проложенных трубы ду 1000 мм. на встречу друг другу и если, например, левая плеть лежит ровно, то встречная находится ниже по вертикали на 160 мм и при этом в горизонте смещена на 210 мм. Расстояние по осям между ними можно редактировать от700мм до 1200мм. Прошу помощи!!! Необходимо расчитать и изготовить переход
-
 Melnica присоединился к сообществу
Melnica присоединился к сообществу - Вчера
-
Тут как раз ничего удивительного. Данное соединение- конус+шар действует при двух условиях- конус с шаром имеют необходимую форму, сделанную инструментом и конус с шаром имеют разную твёрдость, чтобы мелкие несовершентсва нивелировались упругой деформацией одной из деталей. В современных дешевых редукторах используют штуцер не стальной, а прессованный из порошка. Шар не обрабатывают. Конус штампуют. а не точат и полируют. Поэтому пропускает кривое соединение кривых деталей.
- Последняя неделя
-
А здесь и 170а хватит. Так что все относительно...что-то можно отнести,а что-то оставить...



-
Это коробка ДАФ. Коррозия в верхней части.Перекрытие 4мм листами.Так вот,ток 260-270а одним проходом...,так к сведению.





-
Еще вентиль на баллоне обмылить не помешает. Когда он открыт.
-
 karonero присоединился к сообществу
karonero присоединился к сообществу -
В том то и дело что травило, пока не затянул от души, возможно резьбе конец. Сам был удивлён, обычно, сколько сталкивался с конус шариками или как их там, автомобильные медные трубки имеют подобное соединение. Редко было чтоб они пропускали, и то, когда сильно изношенны, но там гайки стальные. А тут с новья и пропускает.
-
Полностью с Вами согласен.
-
Не понаслышке знаком с рынком сварочного оборудования и новинках. Не самые плохие импульсники в более доступный бюджет и это ещё без всяких скидок о коих ещё можно договориться перед покупкой https://foxweld.ru/products/item/svarochnyy_poluavtomat_uno_mig_500_double_pulse_istochnik_pitaniya_mp_telezhka_bzho_2_upak_/ https://www.top-weld.com/catalog/svarochnye_apparaty/poluavtomaticheskaya_svarka_mig_mag_1/10710/ Цена это же не всегда преимущество , в отличие от функционала, стабильности работы, удобства настройки и уровня пост продажного сервисного обслуживания
-
Резьба в месте присоединения штуцерной гайки пока новая и не изношенная (кроме случаев брака) не будет пропускать газ без всяких фум лент. Кстати фумка у вас газовая или сантехническая? У них разная "плотность" или "пропускаемость" самого материала или как это сказать по человечески, в общем сантехническая фумка пропускает тех.газы сквозь себя за милую душу, я когда-то этого не знал
-
https://svarka.net/goods/Svarochnyj-poluavtomat-TORUS-MIG-500-DOUBLE-PULSE-PRO?mod_id=301803892 Уважаемый Luckystorm , вот ссылка на данный аппарат и это уже со скидкой,а я предоставляю еще скидку и получается 40%. А теперь посмотрите на подобные аппараты в сети и цены на них около 700 тр. Просто мы расширяем свои линейки и добавляем новое оборудование,по этому принято решение делать такие акции.
-
Up to you....
-
Как вы можете обосновать рекомендацию именно этого аппарата? На рынке полно аналогичных вариантов, почему именно этот? На сайте вашей компании РРц на этот аппарат указана в 385к, с 30 скидкой же этот аппарат получается 270к, а вы про 330 пишете, не совсем понимаю ваши занимательные расчеты
-
спасибо, ещё раз, но не стоит беспокоиться. Тем более мой вроде затянулся и перестал травить.
-
Не то говоришь. У меня есть редукторы, которыми я не пользуюсь, лежат, покрываются паутиной. Денег я за них не платил, очереди желающих нет....