Активность
- Последний час
-
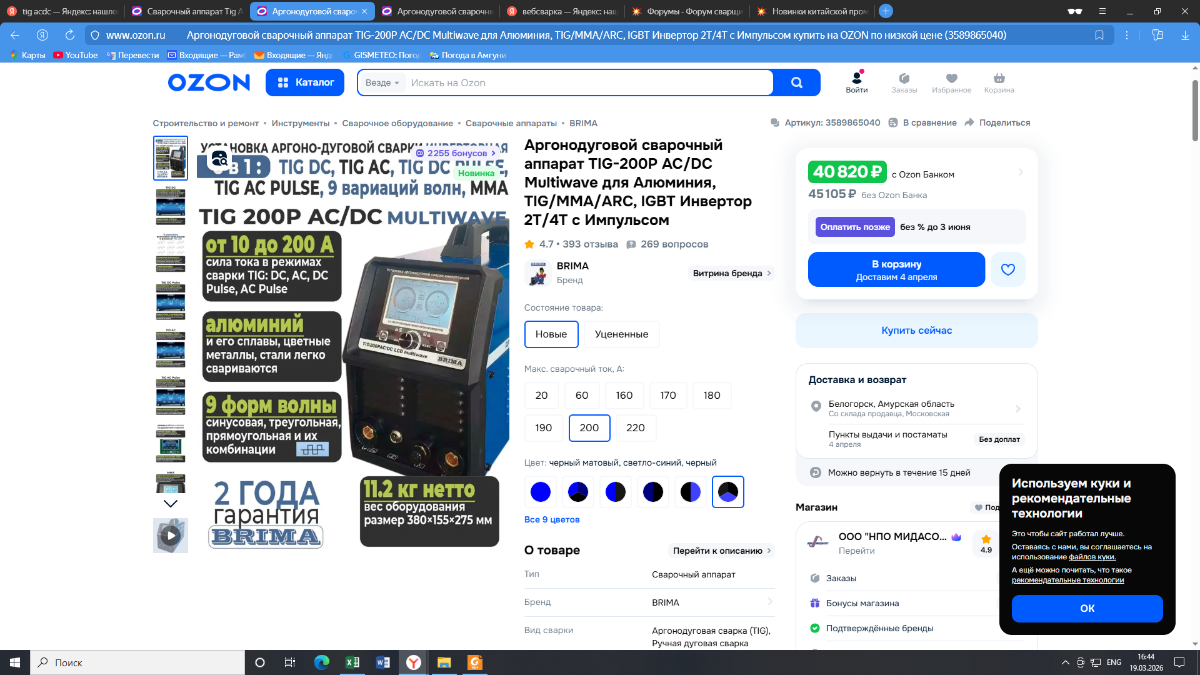
Зато как звучит 9 дееевять режимов,,, волновооойй,,, пульсациии..... Про Бриму, читал положительные отзывы, мол, надёжный рабочий инструмент. А это, как то, не понятно.
-
1. Что-то имею сомнения что это будет именно в этом аппарате, адекватно, корректно, т. е. исправно работать. 2. Понимающий сварщик, тем белее спец. настоящий, это брать не будет. Рассчитано на не сведущих. Вот я и задался вопросом, разве можно так безсо..., не стесняясь, ну.., короче врать.? Чем больше вникаю в процесс, тем больше осознание, пока, по крайней мере, нужно немного крутилок баланс, пост газ, ток. Остальное вродь как интересно, но тямы нет, а наугад как то не то. А кто не в теме, как я, когда брал полуавтомат. Пульсы, двойные Пульсы, а когда приехал аппарат, что к чему, что за попугаи, с чем едят? минус 50, плюс 50, и что? Наивный, я
-
 nikita91266 присоединился к сообществу
nikita91266 присоединился к сообществу -
 По всей видимости- слишком сильная разница между током основы и током импульса.
По всей видимости- слишком сильная разница между током основы и током импульса. -
Эффек лицезреть очень даже можно (в моем случае). У меня фиксированная частота, около 11 кГц, и эффект налицо - при поджиге и нарастание тока дуга нестабильна. Вроде режим для тонкого был бы полезен, но при начале сварке дугу крутит, варить стремно. Пытался полюбить этот режим, потом плюнул и перешел на обычный.
- Сегодня
-
Высокая частота превращается в еще один ШИМ, по сути. Ввиду инерционности процессов свойства дуги фактически слабо меняются. По личным наблюдениям могу сказать, что подбор частоты непосредственно привязан к силе тока и физическим свойствам металла. Например- металл имеет низкую теплопроводность- для него лучше использовать частоту ниже. И наоборот. Интересная тема для изучения.
-
недавно была одна ситуация. Говорили про частоту импульса в DC. И немецкая компания сделала исследование на эту тему. Получается, что по факту, более 6кГц, очень сильно снижается эффект сжатия дуги. Т.е. новомодные 20кГц и более, кто там понакрутил, ни чего кроме как маркетинг. А еще одно замечание, что для передачи высоких частот, условно высоких для сварки, нужно использовать специальные кабели, чтобы это хоть как-то передать до электрода. Лично мое наблюдение, мы имеем еще и инерцию дуги. Т.е. звук есть, на уши давит, а на ванну метала эффекта нет, ну или мизерный, что не возможно его лицезреть. Это по факту как динамик. Вы на него можете, что угодно подать, но если он не способен выдать, то он и не выдаст. Если кому надо статейку, знает немецкий или готов со словарем посидеть, обращайтесь в ЛС. Второй момент по формам волны. Тут на 1000% согласен, что этим всем надо уметь пользоваться. Да не просто уметь, но еще и понимать где нужно применить, а где это баловство. Лично на мой взгляд, более важный параметр, минимального стабильного тока, когда дуга будет гореть, а не пыхтеть. Ну и конечно, чтобы максимальный ток, был с достаточным ПВ, а не пара секунд и далее отдыхать 10 минут. Недавно очередной блоХер с Владика выдал... он даже доску достал и графики рисует, мол какая полезная это вещь и как это круто. А без этого у вас ни чего не получится. Третий момент, все эти китайские экранчики, это хорошо, приятно глазу, но внутри - как была аналоговая схема, так и продолжают клепать. Следовательно, выдавить что-то полезное и нужное это очень большая проблема. Поэтому изменение элементов с DIP корпуса на SMD, ни чего не дает кроме как еще проще собирать платы и удешевлять сборку, делать легче по массе и габаритам. Четвертый момент. Это касательно доработки. Если раньше посидеть и прикрутить "педали" можно было, то нынче с микроконтроллером и отсутствием прошивки, ни чего не сделаешь. И после по рынку бегают и спрашивают, а у вас прошивается и какая версия прошивки, а то тут проблема, там проблема... Это начиналось с отключения VRD, форсаж и т.п. т.к. производитель наделал так, что пользоваться невозможно. Но так или иначе это решалось. А вот если все это на микроконтроллере ... вот тут только ты и твоя боль будет. И последнее. я так и говорю, когда спрашивают, почему это не работает: ЗА ТО ДЕШЕВО
-
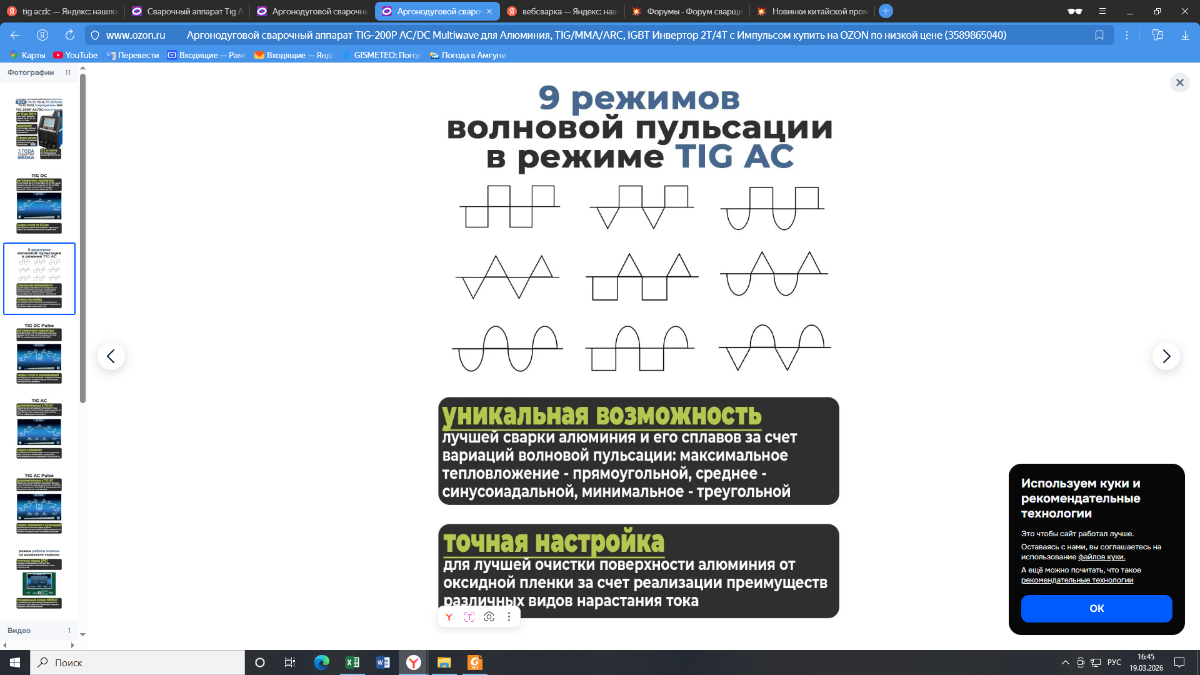
и про этот раз можно забыть и не вспоминать чтобы это было круто: 1. они должны реально работать, а не картинки на панели менять, 2. сварщик должен понимать, как ими пользоваться и видеть (!!!) разницу между их применением.
- 57 ответов
-
- 3
-

-

-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
И вам здравствовать! Из вашей тройки "игроков" Гроверс поинтереснее будет, первый и третий кроме регулятора тока ничего не предлагают и в среднем стоят при этом дороже. От этого соотношение цена/качество у Гроверса получше выходит.
-
Вот это вещщь, да за такие деньги. Если подобные товарищи начнут отрабатывать хоть по немногу заявленные навороты, то ЕВО, другия всякие эвропейцы останутся не у дел. 9 форм волны это круто? Или я просто мало чего в жизни видел? Уникальная возможность, КАК хорошо, что я раньше этого не видел. . А то не ....., да ну его. А это нужно? А кто совсем не в теме? А разве так можно? Я понимаю что денег хоццца, срубить, но не заработать, но всё же. Или я заблуждаюсь и всё нормально, так и должно быть.???

-
Приветствую всех, помогите с выбором аппарата: 1. START modelSTICK 200 2. GROVERS ENERGY ARC 220 3. Сварог REAL ARC 220 (Z243N) варить буду металл углерод от 1,5 до 5мм, не более 2 часов в день, профили и т.д. В приоритете цена/качество техники. Всем заранее спасибо за совет.
- Вчера
-
 Алексей51 присоединился к сообществу
Алексей51 присоединился к сообществу - Последняя неделя
-
немного сварки: было, промежуточный итог и в итоге. Отверстие под крепление, без сверловки, в промежуточном итоге, подправил "кукурузой".
-
О! Моя работа на фото. Ремонтил его и выложил где-то фото этого девайса.
-
Ранее Эллой. Сейчас они сами делают свои аппараты. Был у них на заводе. Был ещё Интеграл бренд. Тоже им делали.
-
 DmitriyZ присоединился к сообществу
DmitriyZ присоединился к сообществу -
Не собираюсь ни с кем спорить. Я показал, что у меня. Еще раз говорю - режим бережный - это хобби, а не профессиональные работы, когда тоннами варят.
-
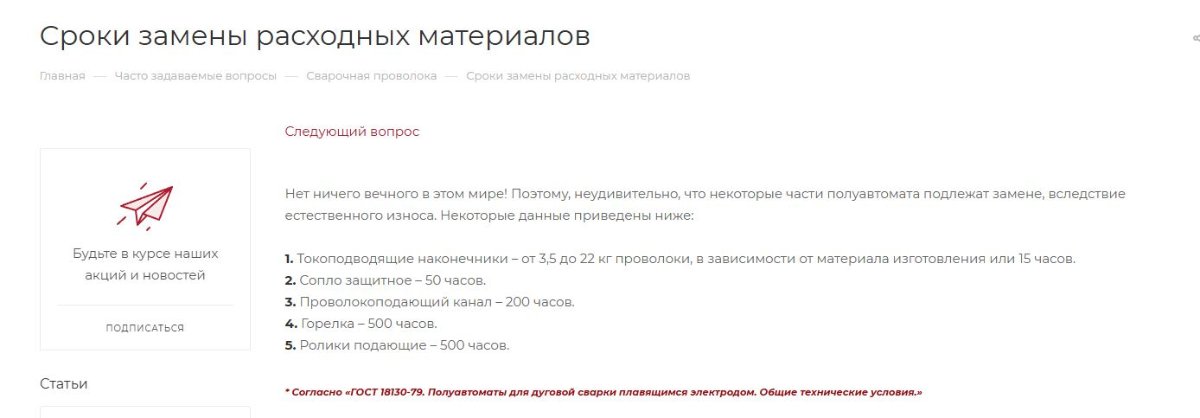
Когда пост не один, и сварщиков под 100+ рыл, бюджет на расходники надо как-то считать.Для этого и нормы и ГОСТы и ОСТы, не мне Вам это рассказывать
-
Работай,пока дергаться не начнет...нормы,бл...
-
 Переходной слой панч,а остальное неважно чем.
Переходной слой панч,а остальное неважно чем. -
И текст ,знакомый до боли, как бы не моего авторства, ресурс, правда, не помню, и даты тоже.
-
Это просто компиляция из соответствующего ГОСТа 18130-79 и ОСТ 23-4.47-72, не более
-
 Серега256 присоединился к сообществу
Серега256 присоединился к сообществу -
Я наталкивался на другую инфу, хотя она пересекается с Вашей.
-
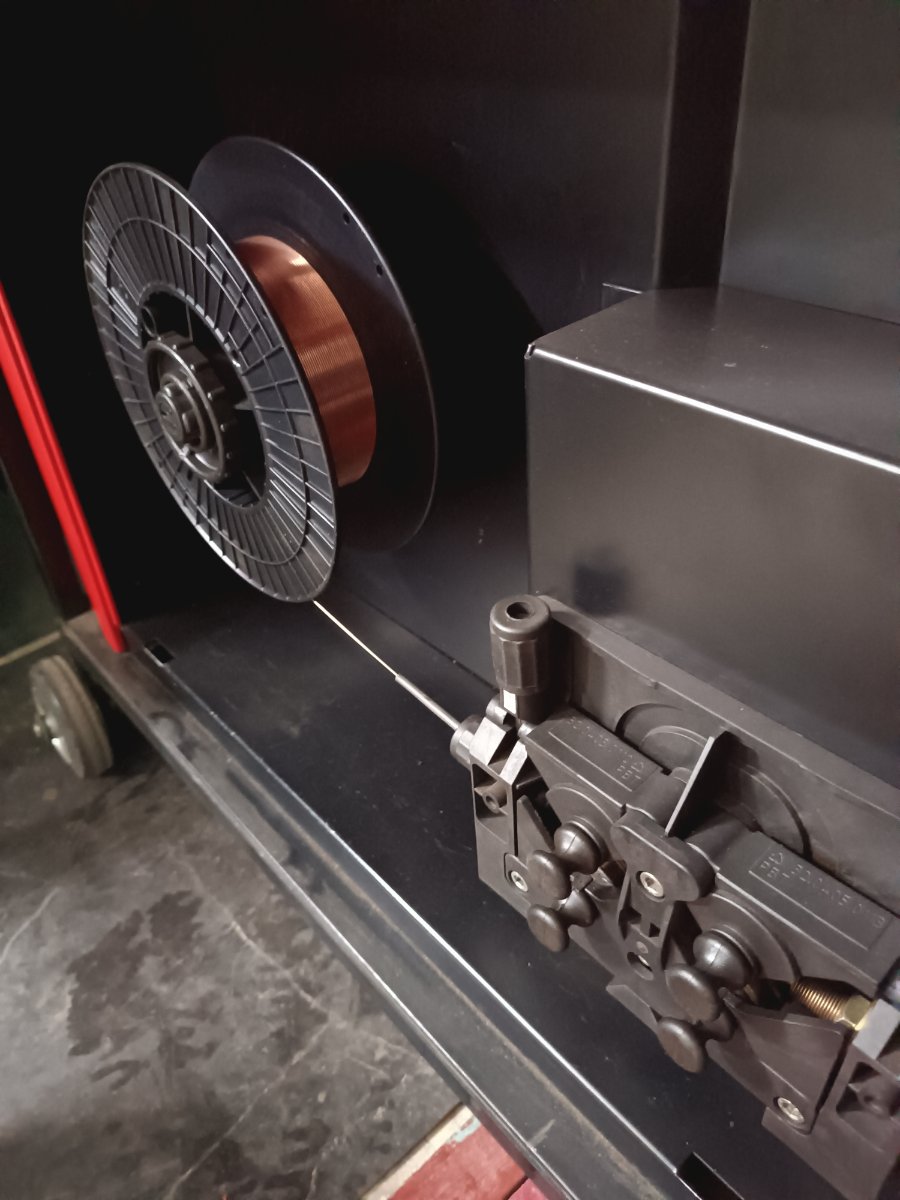
Попытался сфоткать (после 5 -й катушки) 6 -я еще не кончилась. Вы правы износ уже приличный - качая за проволоку - люфт прим 0,3-0,4мм. Пора уже менять. Самое интересное - на втором аппарате вторая катушка, а на наконечнике CuCrZr износ уже примерно такой. Правда там токи нередко за 200а. По расходникам могу добавить, что проволоку использую ЕСАБ, каналы на одном тефлон, на мощном углепластик. Постоянно пользуюсь пастой и спреем антипригарным. Работа хоббийная щадящая гонку не утраиваю.
-
 Это он и есть, только выглядит не по колхозному.
Это он и есть, только выглядит не по колхозному. -
 А чем Гельмгольца не угодил?
А чем Гельмгольца не угодил? -
 на стол попал советский электродвигатель... надо подлечить, аналогично, одно ухо вырастить и еще одно ухо отломано (трещина), крышки подшипника. Чем делали? Или чем посоветуете мне сделать? (по слому - похоже на чугун) Ухо под выращивание, думал нержой сделать (посадочная плоскость под винт, целая. Только эстетику добавить и ребро жесткости вернуть) . А ухо на крышке подшипника, CuSi использовать. Все элементы не силовые (не крепление мотора), ухо под выращивание (подшипниковый щит к корпусу мотора), а крышка подшипника, на некоторых электродвигателях, используется дополнительная крышка для удобства смазывания без разборки электродвигателя.
на стол попал советский электродвигатель... надо подлечить, аналогично, одно ухо вырастить и еще одно ухо отломано (трещина), крышки подшипника. Чем делали? Или чем посоветуете мне сделать? (по слому - похоже на чугун) Ухо под выращивание, думал нержой сделать (посадочная плоскость под винт, целая. Только эстетику добавить и ребро жесткости вернуть) . А ухо на крышке подшипника, CuSi использовать. Все элементы не силовые (не крепление мотора), ухо под выращивание (подшипниковый щит к корпусу мотора), а крышка подшипника, на некоторых электродвигателях, используется дополнительная крышка для удобства смазывания без разборки электродвигателя. -
Корпус турбины Рено.