Активность
- Последний час
-
Проверьте диффузор горелки, целый ли он (белая штучка с отверстиями). Проверьте выставлен ли достаточный расход газа. Удостоверьтесь, что нет сквозняка, вдруг газ сдувает. Проверьте целые ли газовые шланги от баллона к источнику, хорошо ли затянут штуцер редуктора и хорошо ли обжат газовый шланг на штуцере редуктора. Если все исправно и выставлено правильно и сковзняк отсутствует, попробуйте перекинуть горелку с второго аппарата, на тот пост у которого поры в шве идут. Может быть горелка бракованная/перебитая, если и смена горелки не поможет, везите на диагностику в сц, может быть газовая магистраль внутри источника плохо обжата (у меня такое было один раз на новом аппарате другого производителя) или в комплекте кабелей управления газовый шланг может быть где-то перебит и поэтому тянет воздух в горелку.
-
Шов так себе. Для удобства, можно второй рукой придерживать горелку опираясь на деталь либо соплом. Тогда будет ровнее получаться. А коричневый шов, вариантов полно. Возможно проволока такое дает, возможно газ. Вы сделайте протяженный шов, см 5-10 и посмотрите. Если этого не будет, то что у вас с пред продувкой... может дуга загорается без защитного газа.
-
Ну,собственно струйный перенос оправдан при сварке на форсированных режимах,когда для этого есть технологическая возможность,так как погонная энергия весьма велика и текучесть ванны сильно увеличивается.Поэтому, как правило,сварка струйным переносом идёт в нижнем положении.Плюс метода-практически полное отстутствие брызг. Далее- импульсные режимы и спецрежимы типа ROOT требуют глубокой проработки ПО, и вот здесь китайцы, продающиеся в России, сильно проигрывают( в массе) европейцам, пиндосам и другим иноагентским брендам.Ну и нашим, само собой.Качество элементной базы здесь вторично, оно больше про ресурс и ремонтопригодность... Поэксперементируйте с углом ведения горелки по отношению к направлению сварки, вертикальной стенке тавра.длиной дуги,скоростью прохода–с вероятностью 99%, нужная комбинация будет найдена.
- Сегодня
-
Сварог видимо посерьезнее относился к эксплуатационной документации и их рекомендация на крышке аппарата схожа с действительностью. А вот затрапезный китаец, оказался на этот счет несколько своенравен. Просто пока этот комок проволоки не доехал до наконечника, прекратив сварку, я изрекал ругательства на пинки подачи. Но потом я понял, кто не прав Мы в КЗ 99% и работаем. В струйном только баловался, смотря что это такое. Подрезы сильные у меня в нем часто получаются на тавровых швах, есть над чем поработать в плане навыков и настроек.
-
100500 раз повторю-9 из 10 проблем со сваркой плавящимся электродом в защитных газах находятся на стороне пользователя.Из 9 случаев проблем со сваркой-проблема на тракте подачи.Остальное-подготовка металла, квалификация исполнителя,и прочая сопутствующая хрень.Класс машины тоже играет роль, но даже затрапезный китаец с подающим толкающего типа в условиях переноса металла КЗ, в смеси,либо СО2, работает вполне пристойно, если соблюдены все условия по преднастройке линии подачи и своевременном контроле расходников и комплектющих.
-
Или в два прохода: первым проходом по тонкому, вторым по прутку и первому шву. Как говорится, хоть будет что сваривать. А то у многих новичков после изготовления телеги аппараты замирают без дела на неопределённое время. Недавно столкнулся видимо с перетянутым прижимом: в направляющем канале даже подобие узлов было, ролики не пробуксовывали совсем. Видимо пружина какая-то немного другая что ли, ибо на другом аппарате при том же значении прижима на "3" никогда такого не было, даже не заморачивался никогда, в итоге вспомнил (не все) рекомендации от @welderman да по ним прошелся и подрегулировал. А то чуть не начал ругаться фразами "Эта проволока не варит" или "аппарат не варит, невозможно настроить, помогите" . Но проволоку все равно перепроверил на другом аппарате, т.к. ранее не работал с той маркой никогда, впрочем ожидаемо разницы с другой ранее применяемой маркой не увидел.
- Вчера
-
Вам нужно приварить толстую железку к тонкому металлу. Я так понимаю, что возможен или непровар или прожёг... Есть такая идея - приварить к тонкому металлу пластину 3 мм, а к ней уже варить толстый пруток.
-
Сварщика нужно менять. Будет тады четка ! Без шуток. Если сварной не понимает как формируется шов и что аппарат никак на пористость шва не влияет, то менять. Тут либо подсос воздуха в газовом тракте, либо окись самого свариваемого металла или вносимого присадочного материала. Поры это окись, а аппарат их не производит.
-
 Всем добрый день! Кто нибудь знает, где в России можно пройти аттестацию и получить сертификат aws или другой американский сертификат? Если не в России, то в каких ближайших странах? Если у кого то есть такой сертификат(ы) (aws, api, asme) , дайте обратную связь пожалуйста.
Всем добрый день! Кто нибудь знает, где в России можно пройти аттестацию и получить сертификат aws или другой американский сертификат? Если не в России, то в каких ближайших странах? Если у кого то есть такой сертификат(ы) (aws, api, asme) , дайте обратную связь пожалуйста. -
Доброго! Дайте, пож-ста, в личку телефон для связи.
-
Вячеслав78 присоединился к сообществу
-
Понял, возьму кусочек прутка и трубы и потренируюсь на 18ти
-
 Синергетика? В Вшей ситуации не прокатит. Тут руками надо режим выставлять и пробовать на каком то аналогичном образце, причем, ловкость рук при сварке будет играть не последнюю роль - слишком разные толщины свариваемых деталей. Начните с 18 вольт. подачу подберите на глаз и больше нажимайте на пруток.
Синергетика? В Вшей ситуации не прокатит. Тут руками надо режим выставлять и пробовать на каком то аналогичном образце, причем, ловкость рук при сварке будет играть не последнюю роль - слишком разные толщины свариваемых деталей. Начните с 18 вольт. подачу подберите на глаз и больше нажимайте на пруток. - Последняя неделя
-
Проволка из вакума бухта новая
-
Была у меня такая проблема, тщательный осмотр провололоки выявил начинающуюся коррозию на ней, катушку поменял, на свежую, из вакуумной упаковки, проблема исчезла.
-
Может быть детали грязные? Ржавчина, шлак от плазмы и т.п? Или проволока именно для углекислоты, а не смеси? Или расход газа низкий относительно диаметра сопла?
-
 Дима26 присоединился к сообществу
Дима26 присоединился к сообществу -
Предположу, что коричневый шов из за высокого напряжения. И брызги оттуда же.
-
 Alexi присоединился к сообществу
Alexi присоединился к сообществу -
Точками, потому что зазор большой.
-
Зачем точками? Это не сварка, а вынужденный прием в определенных ситуациях, на изделиях с ваших фото можно нормально варить. Преимущества полуавтомата - высокая производительность процесса, раскрывается на длинных швах.
-
Здравствуйте. Приваривал лист 2 мм к профилю 20х40х1.5 . Синергетический режим : напряжение 18, скорость подачи проволоки 5.0 . Делал точками . Оцените качество шва пжлста и почему он коричневый.


-
Здравствуйте. Хочу приварить ось для колёс из прутка 16 к профильной трубе 20х40х1.5 .Но не знаю как правильно это сделать что бы пруток надёжно приварился к профилю и какие настройки толщины металла устанавливать. Имеется п/автомат Гроверс 200с. Моё первое изделие : телега для сварочника.

-
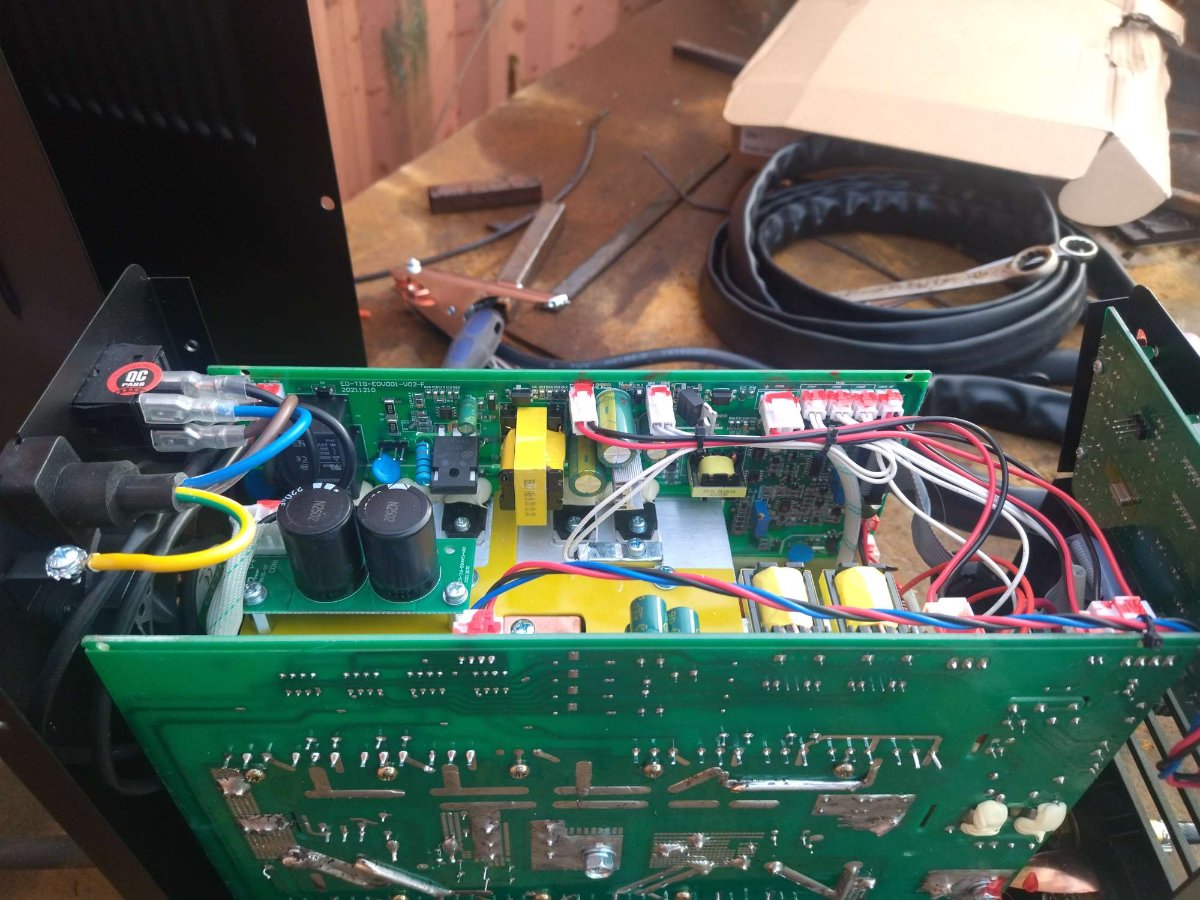
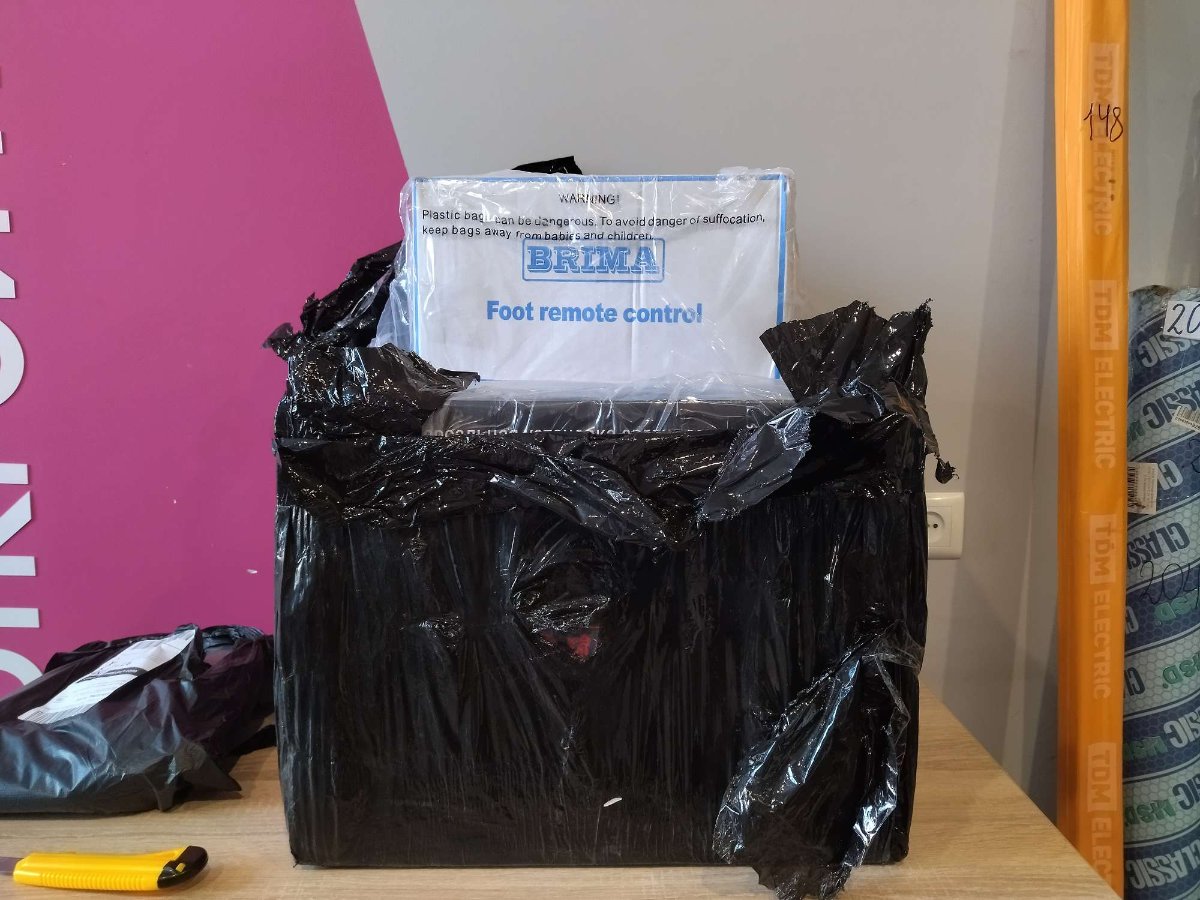
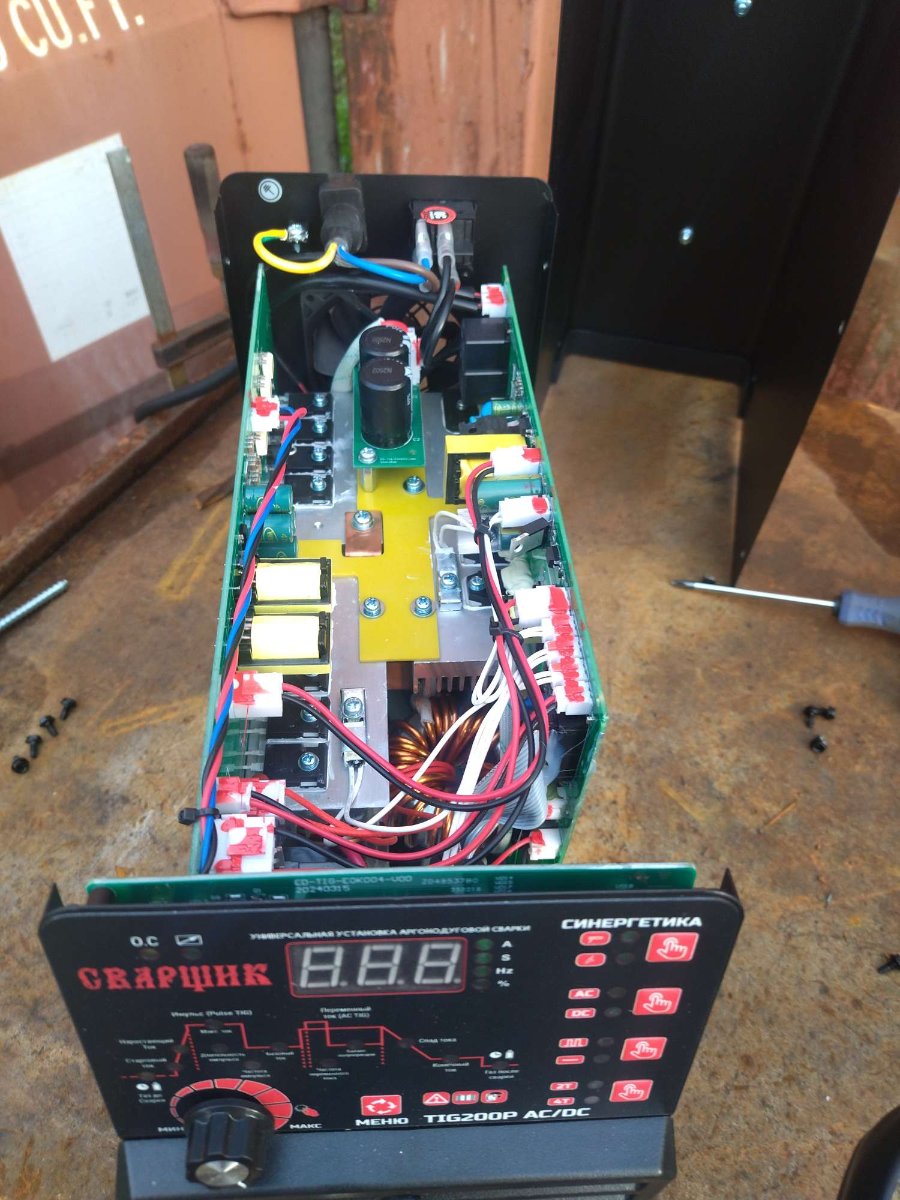
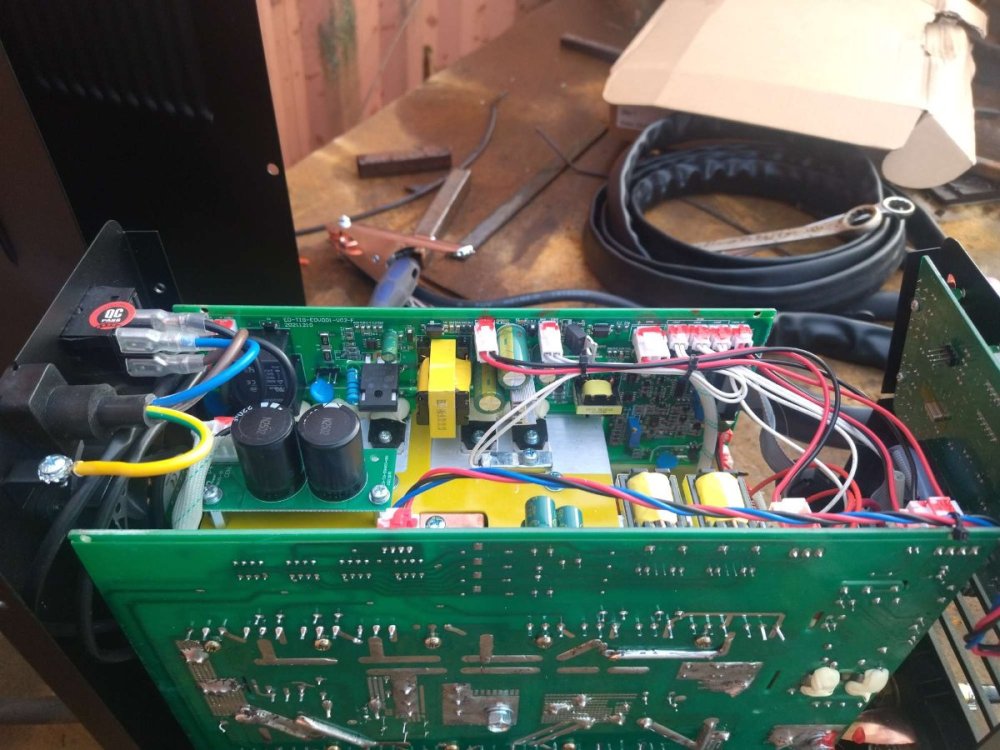
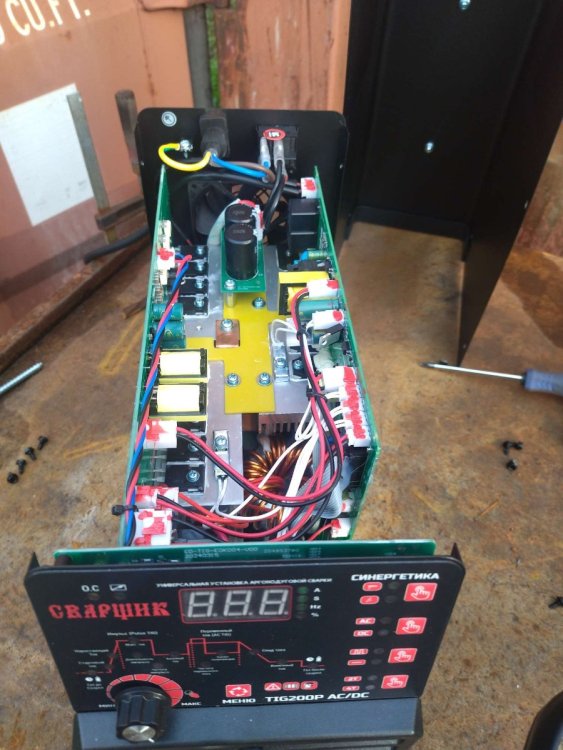
Сваркой я увлекался с детства. Первым моим аппаратом был сварочный трансформатор ТСБ-90 производства Рязанского приборного завода . Его мощности катастрофически не хватало на слабой сельской сети , и варить приходилось только по выходным в время, когда не шли интересные фильмы. Уже в институте мы с отцом приобрели сварочный трансформатор ТДМ-169 , которые казался мне венцом инженерной мысли. Правда, моргание лампочек на полкилометра в округе напрягало не только нас, но и многочисленных соседей. На настоящее время я в основном пользуюсь старинным аппаратом РДС лифт ТИГ и полуавтомат. Очень хороший аппарат Партнер-203 с выносным блоком подачи Феб-12 производства Феб, фирмы которая канула в прошлое. Но чуть позже я созрел на покупку полноценного тиг-аппарата. А то будет, как в поговорке 50 лет, а тига нет. Покупать просто так я не привык, поэтому решил тщательно всё изучить. Выбор, как всегда, огромен. На мой взгляд, Удобнее всего сейчас покупать на маркетплейсах. Основным требованием к продавцу у меня было устойчивое положение на рынке, то есть не однодневные фирмы с южных краев, наличие гарантии и сервисных центров в России. Поэтому я остановил свой выбор на НПО "Мидасот". Отзывы о его продукции я встречал на тематических форумах, но лично пользоваться не приходилось. Тем не менее, я решил довериться их опыту, двухлетней гарантии, наличию техподдержки и выбрал на Озоне аппарат тиг-200 асдс с педалью. Точно такой же аппарат, только с названием Брима-203 есть на официальном сайте Мидасот, но он там почему-то дороже. Я не стал вдаваться в подробности маркетинга и остановил вся на том, что дешевле. Перед этим я ещё позвонил в компанию и запросил у них паспорт на аппарат, чтобы изучить его поподробнее, так как карточки товара зачастую пишутся криво. Паспорт я получил на электронную почту, меня всё устроило и аппарат был заказан. Наученный имеющиемися отзывами о повреждениях при доставке, процесс распаковки я заснял прямо в пункте выдачи. Упаковано всё было на совесть. Потом выяснилось, что коробка местами замята но, к счастью пенопластовые вставки всё спасли. Всё пришло комплектно, в точности с описанием карточки. Лицевая панель аппарата точно как у Бримы 203 р, а также как на двух китайских клонах Хзхвоген и хитбокс. Наверное, и схемотехника у них схожая, если не одинаковая. Аппарат я включил в розетку в пункте выдачи, всё заработало. Вентиляторы работают без визга, дуют хорошо. По приходу домой я решил попробовать сначала на нержавейке. Так как опыта тиг у меня никакого нет, мне пришлось не однократно перетачивать электроды, пока я не убедился, что контакт электрода с присадочным прутком ему не идёт на пользу. И вот более-менее что-то стало получаться. Сразу скажу, что циклограмму я настраивал по видеосвязи со своим другом, сварщиком-универсалом, аттестованным на все существующие виды сварки. Ну, вот примерно, как кто так. После, сменив циклограмму на алюминий, я попробовал работу аппарата на обломке упора от торцовой пилы, присадкой служила жила провода СИП. В общем, всё работает, надо набивать руку. Из минусов: штуцер подключения газа на передней панели закреплён очень слабо. После выходных я позвонил в сервисный центр, где мне объяснили, что я могу устранить эту неисправность самостоятельно, с сохранением заводских гарантий. К слову сказать, никаких пломб на корпусе нет, снимается он очень легко, обеспечивая доступ к внутренностям аппарата, которые я сейчас и сфотографирую. Подтянуть гайку крепления штуцером -дело одной минуты. В дальнейшем я планирую заменить его на быстросъёмный разъём. Ну, что ещё сказать? Провода на аппарате, как питание, так и массы добротные, летом-мягкие. Прищепка массы крепкая, с перемычкой между губками. Горелка вп-26 по некоторым отзывам, жестковато, Но для такого аргонщика, как я, вполне хватает на первое время. В общем за эти деньги вполне достойный аппарат для использования в непромышленных объёмах, для домашней мастерской и частного автосервиса вполне хватит. Так что я доволен, возможно этот аппарат понравится и вам.







-
Всем привет. Такая проблема порошковая проволка в газе , порит шов смесь идет но поры не исчезают , уже до заводских настроек сбрасывал , все что можно перепробывали , балон менял , проводку менял ноль эфекта. Второй такой же варит все четка
-
Аппарат Сварщик Тиг 200 ас/дс.
Сваркой я увлекался с детства. Первым моим аппаратом был сварочный трансформатор ТСБ-90 производства Рязанского приборного завода . Его мощности катастрофически не хватало на слабой сельской сети , и варить приходилось только по выходным в время, когда не шли интересные фильмы. Уже в институте мы с отцом приобрели сварочный трансформатор ТДМ-169 , которые казался мне венцом инженерной мысли. Правда, моргание лампочек на полкилометра в округе напрягало не только нас, но и многочисленных соседей. На настоящее время я в основном пользуюсь старинным аппаратом РДС лифт ТИГ и полуавтомат. Очень хороший аппарат производства Феб, фирмы которая канула в прошлое. Но чуть позже я созрел на покупку полноценного тиг-аппарата. А то будет как в поговорке 50 лет, а тига нет. Покупать просто так я не привык, поэтому решил тщательно всё изучить. Выбор, как всегда, огромен. На мой взгляд, Удобнее всего сейчас покупать на маркетплейсах. Основным требованием к продавцу у меня было устойчивое положение на рынке, то есть не однодневные фирмы с южных, наличие гарантии и сервисных центров в России. Поэтому я остановил свой выбор на НТО в "мидасот". Отзывы о его продукции я встречал на тематических форумах, но лично пользоваться не приходилось. Тем не менее, я решил довериться их опыту, двухлетней гарантии, наличию техподдержки и выбрал на Озоне аппарат тиг-200 асдс с педалью. Точно такой же аппарат, только с названием прима-203 есть на официальном сайте медосмотр но он там почему-то дороже. Я не стал вдаваться в подробности маркетинга и остановил вся на том, что дешевле. Перед этим я ещё позвонил в компанию и запросил у них паспорт на аппарат, чтобы изучить его поподробнее, так как карточки товара зачастую пишутся криво. Паспорт Я получил на электронную почту, меня всё устроило и аппарат был заказан. Наученный имеющийся отзывы о повреждениях при доставке, процесс распаковки Я заснял прямо в пункте выдачи. Упаковано всё было на совесть. Потом выяснилось, но, к счастью пенопластовые вставки всё спасли. Всё пришло комплектно, в точности с описанием карточки. Лицевая панель аппарата точно как у Бримы 203 р, а также как на двух китайских клонах хз Икс Логин и хитбокс. Наверное, и схему техника У них схожая, если не одинаковая. Аппарат Я включил в розетку выдачи, всё заработало. Вентиляторы работают без визга, дуют хорошо. По приходу домой я решил попробовать сначала на нержавейке. Так как опыта тиг у меня никакого нет, мне пришлось не однократно перетачивать электроды, пока я не убедился, что контакт электрода с присадочным прутком ему не идёт на пользу. И вот более-менее что-то стало получаться. Сразу скажу, что циклограмму я настраивал по видеосвязи со своим другом, сварщиком-универсалом, аттестованным на все существующие виды сварки. Ну, вот примерно, как кто так. После, сменив циклограмму на алюминий, я попробовал работу аппарата на обломке упора от торцовой пилы, присадкой служила жила провода СИП. В общем, всё работает, надо набивать руку. Из минусов: штуцер подключения газа на передней панели закреплён очень слабо. После выходных я позвонил в сервисный центр, где мне объяснили, что я могу устранить эту неисправность самостоятельно, с сохранением заводских гарантий. К слову сказать, никаких пломб на корпусе нет, снимается он очень легко, обеспечивая доступ к внутренностям аппарата, которые я сейчас и сфотографирую. Подтянуть гайку крепления штуцером -дело одной минуты В дальнейшем я планирую заменить его на быстросъёмный разъём. Ну, что ещё сказать? Провода на аппарате, как питание, так и массы добротные, летом-мягкие. Прищепка массы крепкая, с перемычкой между губками. Горелка вп-26 по некоторым отзывам, жестковато, Но для такого аргонщика, как я, вполне хватает на первое время. В общем за эти деньги вполне достойный аппарат для использования в непромышленных объёмах, для домашней мастерской и частного автосервиса вполне хватит. Так что я доволен, возможно этот аппарат понравится и вам.










-
 Sergei Nikolaevich присоединился к сообществу
Sergei Nikolaevich присоединился к сообществу -
 DenTeeme присоединился к сообществу
DenTeeme присоединился к сообществу -
 Len присоединился к сообществу
Len присоединился к сообществу -
 Александр 33 присоединился к сообществу
Александр 33 присоединился к сообществу -
 А то! Что чаще всего
А то! Что чаще всего -
 У нас бывают специалисты очень специфичные. Как в понимании стандартов, так и в манере работать. Если соединение имеет фаску, которая уменьшает толщину толстого элемента до толщины тонкого- то проблем нет. Если сварка разнотолщинных элементов дозволяется, то оба элемента должны попадать в область распространения. Если эти условия выполняются и даже не действуют раъяснения аттестационного центра, то либо контролёт туп, либо бакшиш хочет. Советую обратиться к своему руководителю, чтобы он поговорил с руководителем надзора. И, как крайняя мера- обратиться в СРО, где должен состоять технадзор с жалобой на ситуацию.
У нас бывают специалисты очень специфичные. Как в понимании стандартов, так и в манере работать. Если соединение имеет фаску, которая уменьшает толщину толстого элемента до толщины тонкого- то проблем нет. Если сварка разнотолщинных элементов дозволяется, то оба элемента должны попадать в область распространения. Если эти условия выполняются и даже не действуют раъяснения аттестационного центра, то либо контролёт туп, либо бакшиш хочет. Советую обратиться к своему руководителю, чтобы он поговорил с руководителем надзора. И, как крайняя мера- обратиться в СРО, где должен состоять технадзор с жалобой на ситуацию.