Поиск сообщества
Показаны результаты для тегов 'схемы'.
Найдено: 26 результатов
-
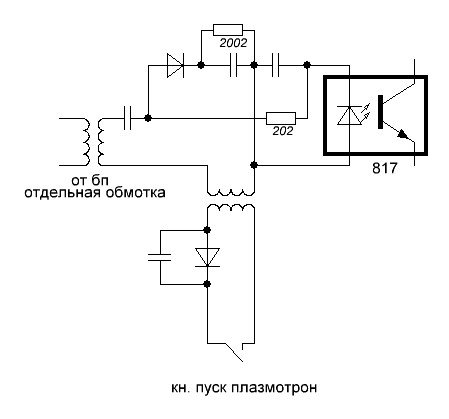
Принесли в ремонт АНДЕЛИ плазморез с проблемой : При включении сразу стартует поток плазмы , без нажатии кнопки на плазмотроне. Плазмотрон проверил - норма. Стал разбираться - куда идет команда на старт. В итоге срисовал схему ниже. Такое мне еще не попадалось в работе. Управление с помощью магнитного усилителя. В итоге все детали проверил - в норме. Стал постепенно изолировать части схемы. Когда осталось только конденсатор и диод сразу на входе просто заменил их. Заработало! Но детали затем проверил тщательно - норма. Кроме этого увидел интересный эффект - лазерный луч который формирует дуга в плазмотроне. Еще до ремонта запустил плазморез, он включился и запустился плазмотрон, в юбке пошла пилотная дуга. И вдруг увидел четкую синюю точку на поверхности стола. Мелькнула мысль - встроеный лазер для ориентировки на месте реза? Где он, мля? Оказалось дуга в юбке формирует четкий световой пучек. Обычно это не заметно потому что сразу стартует факел.

-
являемся обладателями машин контактной точечной сварки СС-2А с заводскими номерами 1 и 5. Но за давностью лет никто не помнит завода изготовителя, и потерялись тонкие брошюрки паспорта. Этот же завод выпускал столы монтажные СМ-3. Не подскажете завод или , может, у кого-нибудь есть тех. информация о машинах КТС: СС-2А, СС-2К, СС-2М.
-
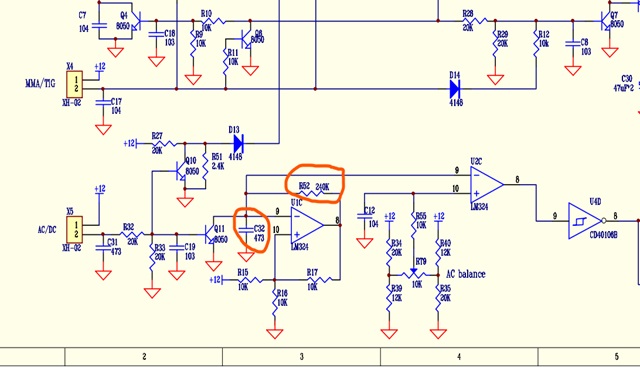
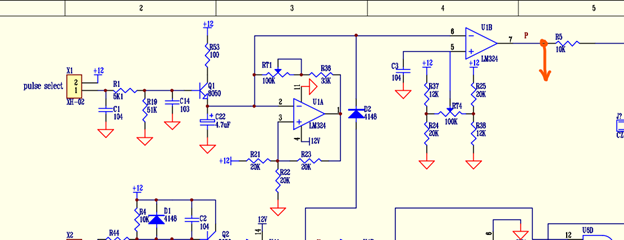
Доброго времени суток. Хочу поделиться своим небольшим опытом доработки инвертора Аврора Inter Tig 200 AC/DC Pulse. Первая доработка – изменение схемы с целью получения возможности регулировать частоту переменного тока. Об этом в сети уже писали, в том числе и здесь на форуме, поэтому коснусь кратко. На картинке показан кусок схемы, на ней отмечены элементы, подлежащие замене (кондер можно оставить и этот, я не менял). Постоянный резистор необходимо поменять на два, включенных последовательно, переменный и постоянный. Номинал постоянного выбирается таким образом, чтобы при минимальном сопротивлении переменного резистора, частота генератора равнялась максимальному заданному вами значению. У меня получилась, судя по осциллографу, в районе 140 Гц ( больше, как показала практика и не нужно, использую в районе 100 Гц). Вторая доработка – получение смешанного режима работы, так называемого MIX-TIG, который сочетает в себе чередование переменной составляющей и постоянной при сварке алюминия для большего тепловложения. Обратите внимание на картинку выше, а точнее на разъем X5 XH-02, подписанный AC/DC. Режим постоянного тока в инверторе реализуется подачей через переключатель режимов AC/DC на передней панели напряжения 12 В на цепочку R32 С31, при этом происходит блокировка работы генератора. При снятии напряжения с указанной цепочки происходит запуск генератора, и инвертор выдает переменный ток. Так вот, если подавать и снимать напряжение с определенной частотой, то на выходе будет происходить поочередная смена режимов постоянного и переменного токов. Чтобы не «городить» дополнительных генераторов, мною был взят сигнал с генератора, отвечающего за режим «ПУЛЬС». Ниже на схеме отмечена точка, откуда взят сигнал. Такое решение дает возможность менять частоту чередования постоянной и переменной составляющих с частотой смены тока в режиме «ПУЛЬС» и при этом, появляется возможность регулировать токи этих составляющих независимо друг от друга. Коммутация производится через штатный переключатель режимов AC/DC. В нем имеется две группы перекидных контактов, можно использовать уже задействованную. Но, если планируется использовать простой режим "АС", в разрыв этой цепочки нужно включить еще один выключатель. Ниже представлен фрагмент схемы. Раздельная регулировка величин токов постоянной и переменной составляющих дает возможность выставить баланс переменного тока на максимум в сторону «очистки». Правда, на максимуме дуга теряет стабильность, поэтому я немного «не докручиваю». Ниже на видео в целях демонстрации доработки значение параметра «AC Balance» выставлен почти 80%, при этом величина тока переменной составляющей выбрана такой, чтобы электрод не плавился. Ток переменной составляющей настраивается регулятором «Back Ground A», ток постоянной составляющей – регулятором «Welding A», соотношение времен постоянной и переменной составляющих – «Pulse Width» , частота следования – «Pulse Frequency» https://youtu.be/n0OclmWEwVA На следующем видео увеличено значение параметра «Pulse Frequency». https://youtu.be/S851NTcJlYU На этом видео показано состояние электрода после работы на максимальных параметрах «Welding A» и «AC Balance». Электрод 2 мм WL-20. Пробовал затачивать, но дуга получается слишком широкая, поэтому варю не затачивая. https://youtu.be/w0gLyClMX6w Всем спасибо за уделенное время
-
Доброго времени суток, товарищи! Прошу помочь с идеями и схемами. Мне нужно засекать время горения дуги. Так как постов чаще всего несколько, то засекать время довольно сложно. Появилась идея сделать регистратор времени горения дуги на основе Ардуино. Для этого мне нужен индикатор протекания сварочного тока. Прошу помочь с идеями и схемами. Функционал индикатора очень простой- есть ток- есть сигнал. Нет тока- нет сигнала. Сила тока от 50 ампер до 1000. Соответственно, нужно не пожечь ардуинку... Чукча, к сожалению, не электронщик...
-
Тема о термообработке металла и всего, что с ней связано. В помощь термисту Ассонов А.Д. 1969 Технология термической обработки деталей.djvu Каменичный И.С. 1952 Практика термической обработки инструмента.djvu Каменичный И.С. 1952 Практика термической обработки инструмента.djvu Каменичный И.С. 1982 Пособие термисту инструментального цеха.djvu Коротин И.М. 1963 Термист.djvu Крупицкий В.А. 1959 Основы термической обработки.zip Петраш Л.В. 1959 Закалочные среды.zip Самохоцкий А.И. 1976 Технология термической обработки металлов (1).zip Фиргер И.В. 1982 Термическая обработка сплавов.zip Филинов С.А. 1964 Справочник термиста.zip Седов Ю.Е. 1986 Справочник молодого термиста.zip
-
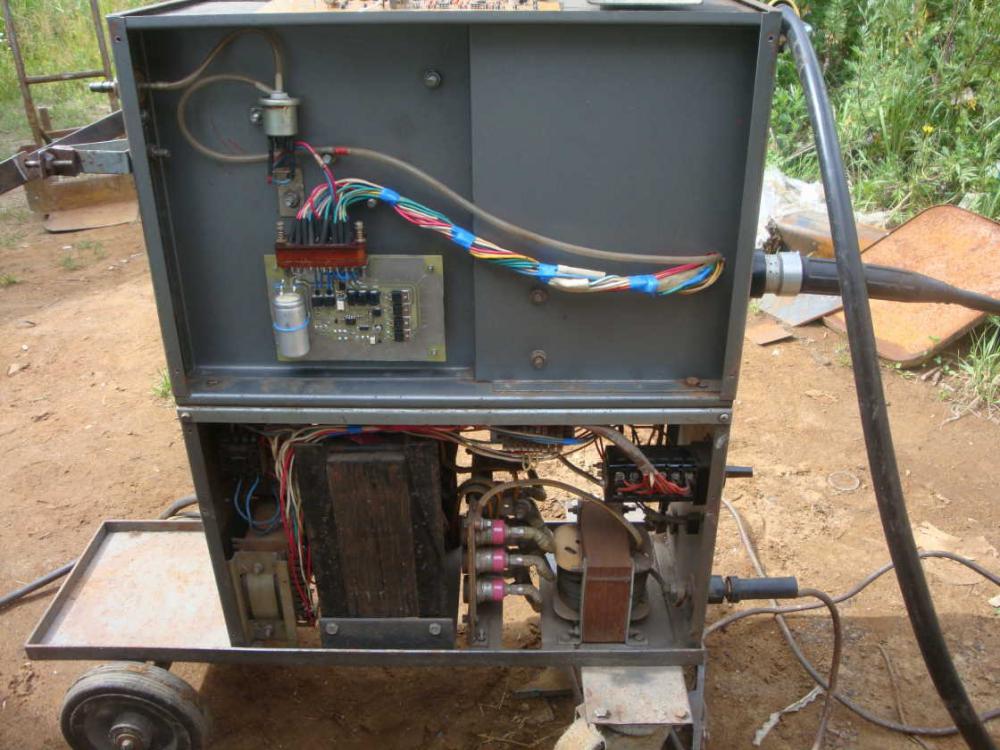
Поступил сегодня в ремонт плазморез LGK - 160. Как понял изначальная неисправность была - выход из строя мелкого контактора - рассыпался пластик узла контактов. На производстве энтузиасты взялись за дело и не найдя контактора нужного размера воткнули полнометражный на 63 ампера. Подвесив его на соединительных же проводах. Не заработало... Привезли в ремонт. Разобрал сопли. В итоге - при демонтаже специалисты провода не маркировали. При дальнейшем монтаже напутали в точках подключения. Там к контактору подходит 6 проводников , я зарисовывал при разборе соплей но сейчас нет веры ни одному подключению. Так же нет и схемы этого плазмореза. Прошу помощи: нужен кусок схемы плазмореза тот что описывает подключение контактора. Назначение контактора в схеме предполагаю задержка выключения осциллятора. Но есть моменты пока непонятные: Штатный контактор применен на напряжение катушки 24 вольта 50 Гц. Но ни один из подходящих проводников не подключается к такому источнику тока. Значить на катушку подается какое то нестандартное напряжение. В общем изначально рутинная замена неисправного контактора превращается в квест с отрисовкой части схемы и мольбой о помощи! На фото 1 аналогичный плазморез с установленным контактором, для понимания, нашел в сети. На фото 2 и 3 плазморез у меня на столе.
-
Продолжение.Начало вот здесь http://websvarka.ru/...1160#entry60511 Доброго времени суток уважаемые профессионалы и начинающие, традиционно выкладываю в "свою" ветку форума достижения, рост в сварочном ремесле. Вашему вниманию будет представлен проектик "лестница". Сразу оговорка, хорошо, что данный проект до рук дошел только в этом году, а не в прошлом как планировалось. Поскольку, умений и понимания процесса сварки в этом году прибавилось (в основном большему уделенному времени сварке), вот так. Итак кратко по технике. Здесь применил все советы (советы которые давали уважаемые профи в данной теме ) по ведению электрода, по угловым соединениям и в особенности по току, скажем так в одну практическую кучу. Также успешно применяется режим "в отрыв", без отрыва немного получается только УОНИ. Увереннее и умереннее получается потолок, хотя много подтеков, но пока цель проварить чтобы держалось, а красота это потом. Ток 90-95 А обратной полярности, при сварке деталей "на коленке" и 100-115 А при сварке к штырям в полу и далее по месту.Электроды Е6013. Извиняйте за качество фото, уработался в тот момент, под рукой был только мобильный телефон. ножки - положено начало изготовления лестницы квадрат-труба наглухо заварена (также подсмотрено из разных ветока данного форума) для более долговечной эксплуатации. заготовки тетивы угол наклона неудобный, но деваться некуда 46-470 . По расчетам ступени шириной 21см, высотой такие -же, в целом оптимально. заготовки по 4 метра, учетом загиба около 3-х метров вот так лестничный марш начинается. А здесь мои яростно ненавистные угловые швы. Товарищи профи, если можно критику, али совет какой, может на ваш взгляд что-то не так или где-то можно было лучше сделать, буду благодарен.
- 628 ответов
-
- 15
-

-
- технологии
- схемы
- (и ещё 3 )
-
В 2014 году приобрели Опель Астру Н универсал, к универсалам у меня особая любовь, не понимаю я других машин)), в общем оказалось что у этих машинок как и у многих других в прочим есть такая функция как "спорт", это своего рода педальбустер, т.е. мощности естественно не добавляет но режим алгоритм работы карты меняет, кнопка у меня не стояла но мне повезло и все составляющие подходили, оставалось только поставить саму кнопку, но заводская панель и тому подобное для реализации было совсем не бюджетно, взял в руки паяльник и спаял схемку, скрутил косичку, и решил сделать не как у всех)), как говориться мы лёгких путей не ищем, на панели мне как то не понравилось расположение кнопки, придумал врезать её в ручку кпп, где то у каких то моделей раньше это было реализовано, прикрутил светодиодов для антуража, прошил и всё заработало, рад был как ребёнок), машинка реально поехала, позже делал графики, полностью здесь не распишу, текста очень много, кому интересно заходите на форум почитайте...http://forum.opel-club.ru/topic/114112-ustanovka-knopki-sport-na-mkpp/
-
Устройство http://k-a-t.ru/dvs_oxl_1/3_padiator/radiator_3.jpg http://ktonaavto.ru/wp-content/uploads/2018/01/ustrojstvo-radiatora-ohlazhdenija-dvigatelja-06.jpg Радиатор: основа автомобильных систем охлаждения http://www.autoars.ru/articles/2019/radiator_2.jpgНа любом современном автомобиле можно встретить несколько деталей для охлаждения или нагрева жидкостей и газов, используемых в различных системах - радиаторов. Все о радиаторах, их существующих типах, конструкции и принципе работы, а также о подборе и замене этих деталей — узнайте из данной статьи. Что такое радиатор? Радиатор — узел систем охлаждения различных агрегатов транспортных средств (двигателя, масла, отопителя салона, кондиционера, интеркулера и других); воздушный или жидкостный теплообменник, состоящий из ряда тонких трубок и резервуаров, обеспечивающий охлаждение протекающей жидкости набегающим потоком воздуха или жидкости. В транспортных средствах присутствует как минимум один агрегат, требующий отвода тепла в процессе работы — двигатель. Во многих автомобилях также есть отдельные механизмы и системы, для нормального функционирования которых необходимо организовать охлаждение — система смазки двигателя или коробки передач, система охлаждения наддувного воздуха (интеркулер), система кондиционирования и другие. Наконец, в любой машине есть система отопления салона, для работы которой необходимо отбирать часть тепла от двигателя и направлять его в салон. Во всех этих системах присутствует похожая по конструкции и работе деталь — радиатор или теплообменник. http://www.autoars.ru/articles/2019/radiator_8.jpg Система охлаждения двигателя и место радиатора в нейНа радиаторы возлагается несколько функций: Отвод тепла от протекающей внутри радиатора среды (жидкости или газа) и отдача его в атмосферу;В радиаторах системы охлаждения ДВС — возможность добавления и слива жидкости в систему (за счет наличия заливной пробки и сливного крана);Также в радиаторах системы охлаждения ДВС — выравнивание давления в системе и в атмосфере, а также сброс чрезмерного давления через встроенный клапан;В радиаторах-испарителях системы кондиционирования — расширение рабочей среды (фреона) и понижение ее температуры;В радиаторах отопителей — отвод тепла от охлаждающей жидкости в салон автомобиля.При этом любой радиатор обеспечивает теплообмен между различными средами (жидкостями, жидкостью и воздухом, газами), за счет чего достигается охлаждение одних сред и нагрев других. Все радиаторы важны для нормального функционирования отдельных систем автомобиля, в отдельных случаях радиатор в принципе делает возможной эксплуатацию транспортного средства. Поэтому неисправный теплообменник необходимо отремонтировать или заменить, но прежде, чем идти в магазин за новой деталью, необходимо разобраться в типах, конструкции и особенностях работы автомобильных радиаторов. Типы и устройство автомобильных радиаторов Все автомобильные радиаторы имеют принципиально одинаковую конструкцию, в которой можно выделить три части: Бачок с подводящим патрубком;Сердцевина;Бачок с отводящим патрубком.Сердцевина — это система труб и пластин, которая является теплообменником. Бачки служат для подвода и отвода рабочей среды из сердцевины, они могут располагаться сверху и снизу или по бокам от сердцевины. На некоторых типах радиаторов бачки как таковые отсутствуют. http://www.autoars.ru/articles/2019/radiator_5.png Общее устройство автомобильного радиатора http://www.autoars.ru/articles/2019/radiator_6.jpg Основные конструкции автомобильных радиаторовПо конструкции сердцевины радиаторы делятся на два типа: Трубчатые;Пластинчатые.В радиаторах с трубчатой сердцевиной теплообменник выполнен в виде системы труб круглого или овального сечения, которые для лучшей отдачи тепла окружены металлическими пластинами того или иного типа. В радиаторах с пластинчатой сердцевиной теплообменник выполнен в виде зигзагообразных трубок плоскоовального сечения, которые за счет большой площади поверхности не нуждаются в дополнительных металлических пластинах. В свою очередь, трубчатые радиаторы делятся на две больших группы: Трубчато-пластинчатые;Трубчато-ленточные.Сердцевина трубчато-пластинчатых радиаторов выполнена в виде системы трубок круглого или овального сечения, помещенных в пакет широких металлических пластин. Такой теплообменник имеет большую площадь поверхности, которая хорошо отдает тепло набегающему потоку воздуха и обеспечивает эффективное охлаждение протекающей по радиатору жидкости. Сердцевина трубчато-ленточных радиаторов выполнена в виде системы трубок овального (плоскоовального) сечения, между которыми располагаются зигзагообразные (согнутые в гармошку) металлические ленты. Такая конструкция имеет увеличенную по сравнению с трубчато-пластинчатой площадь поверхности и, как следствие, более эффективную теплоотдачу. По материалу изготовления радиаторы бывают двух основных типов: Медные (и медно-латунные);Алюминиевые.В устройствах первого типа трубки и пластины/ленты выполнены из меди, которая обладает высокой теплопроводностью и поддается пайке. Однако медные радиаторы тяжелые и дорогие, поэтому в современных автомобилях они практически вытеснены радиаторами из алюминиевых сплавов. Бачки всех типов радиаторов могут выполняться из пластика, алюминия или латуни, на бачках обязательно присутствуют патрубки, резьбовые или байонетные горловины для установки пробки, штуцеры или краны для слива жидкости, гнезда для установки датчиков температуры и иные элементы. При этом трубки сердцевины могут быть бесшовными или паяными/сварными, а сама конструкция сердцевины радиатора — сборной и паяной. Сборными чаще всего выполняются алюминиевые радиаторы с трубчато-пластинчатой сердцевиной — в этом случае трубки привариваются или припаиваются только к бачкам, а пластины и трубки соприкасаются друг с другом, однако никак не соединяются. Паяными и сварными выполняются алюминиевые и медные трубчато-ленточные радиаторы — в этом случае трубки и ленты спаяны друг с другом, что обеспечивает надежный контакт между деталями и жесткость всей конструкции. Описанную конструкцию имеют все автомобильные радиаторы, отличаясь лишь некоторыми деталями, о которых сказано ниже. Применяемость автомобильных радиаторов http://www.autoars.ru/articles/2019/radiator_7.jpg Радиаторы отопителя салона http://www.autoars.ru/articles/2019/radiator_4.jpg Масляный радиатор АКПП http://www.autoars.ru/articles/2019/radiator_3.jpg Конструкция радиатора кондиционераНа автомобили могут устанавливаться радиаторы различного назначения: Радиатор системы охлаждения двигателя. Присутствует на всех транспортных средствах, оснащенных ДВС с жидкостной системой охлаждения. Обеспечивает отвод тепла от охлаждающей жидкости в атмосферу за счет проходящего через радиатор потока воздуха;Радиатор отопителя. Является частью системы охлаждения двигателя, предназначен для подогрева поступающего в салон воздуха с целью поддержки комфортного микроклимата. Обеспечивает подогрев проходящего потока воздуха за счет тепла охлаждающей жидкости;Масляный радиатор. Присутствует в системах транспортных средств, машин и агрегатов со значительным нагревом масла — гидравлических, некоторых АКПП, в отдельных типах двигателей и т.д. Существуют масляно-воздушные и масляно-водяные радиаторы, в первом случае охлаждение осуществляется набегающим потоком воздуха, во втором — потоком охлаждающей жидкости (радиатор помещается в систему охлаждения двигателя);Радиаторы кондиционера и испарителя. Присутствуют только на транспортных средствах, оснащенных системой кондиционирования воздуха. Радиатор кондиционера обеспечивает отвод тепла от хладагента набегающим потомок воздуха, радиатор испарителя обеспечивает расширение (испарение) хладагента с целью снижения его температуры. Первый радиатор обычно располагается в подкапотном пространстве рядом с радиатором охлаждения двигателя, второй — в салоне автомобиля или под приборной панелью, он обеспечивает охлаждение поступающего в салон потока воздуха;Радиатор интеркулера. Присутствуют только на автомобилях, имеющих систему промежуточного охлаждения наддувного воздуха (интеркулера). Это воздухо-воздушный радиатор, он имеет большую площадь для охлаждения поступающего от турбины воздуха набегающим потомок воздуха.Эти радиаторы могут иметь существенные отличия в конструкции. Например, радиаторы отопителя имеют малые габариты, а радиаторы кондиционера имеют несколько патрубков для подвода хладагента. Масляные радиаторы обычно выполнены в виде одной трубы, свернутой в спираль или согнутой в гармошку, вокруг которой располагается пакет пластин или лент (либо вовсе без пластин). А радиатор интеркулера имеет большое сечение труб и патрубков, что обеспечивает пропуск большого количества воздуха без существенного повышения сопротивления потоку. http://www.autoars.ru/articles/?id=168
-
В данный момент осваиваю молот пневматический. Довольно опасный агрегат. Вот несколько видео, которые будут полезны. До сих пор помню, в кузницу зашел, думаю щааа я его включу и попрет жара, мы все ж могем. Угу, подошел, посмотрел на него и пошел к кузнецам, научите пожалуйста уму разуму по работе с молотом . https://youtu.be/px-nH1hbbLg https://youtu.be/xswEjIx4460 https://youtu.be/I1VwCUAgvm0 https://youtu.be/FudsABBgDhM
-
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72 СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84 http://docs.cntd.ru/document/1200004380 Выдержка из ГОСТа - 57. Сварное соединение Неразъемное соединение, выполненное сваркой D. Schweissverbindung Е . Welded joint F. Joint soudé; Assemblage soudé; Soudure 58. Стыковое соединение Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями http://text.gosthelp.ru/images/text/2791.files/image004.gif D. Stumpfstoss; Stumptschweissverbindung Е . Butt joint F. Assemblage en bout; Joint en bout 59. Угловое соединение Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев http://text.gosthelp.ru/images/text/2791.files/image006.gif D. Eckstoss; Eckverbindung Е . Corner joint; Fillet weld F. Joint d’angle; Soudure en corniche 60. Нахлесточное соединение Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга http://text.gosthelp.ru/images/text/2791.files/image008.gif D. Überlappstoss; Überlappverbindung Е . Lap joint; Overlap joint F. Assemblge à recouvrement; Joint a recouvrement 61. Тавровое соединение Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента http://text.gosthelp.ru/images/text/2791.files/image010.gif Ндп. Соединение впритык D. T-Stoss; T-Verbindung E. Tee joint; T-joint F. Assemblage en T; Joint en T 62. Торцовое соединение Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу http://text.gosthelp.ru/images/text/2791.files/image012.gif Ндп. Боковое соединение D. Stirnstoss E. Edge joint; Flange joint F. Joint des plaques juxtaposées; Joint à bords relevées 63. Сварная конструкция Металлическая конструкция, изготовленная сваркой отдельных деталей D. Schweisskonstruktion Е . Welded structure F. Construction soudée 64. Сварной узел Часть конструкции, в которой сварены примыкающие друг к другу элементы D. Schweissteil; Schweisseinheit Е . Welded assembly F. Ensemble soudé; Assemblage soude. 65. Сварной шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации Шов D. Schweissnaht E. Weld F. Soudure 66. Стыковой шов Сварной шов стыкового соединения D. Stumpfnaht; Slossnalit Е . Butt weld F. Soudure en bout; Soudure bout à bout 67. Угловой шов Сварной шов углового, нахлесточного или таврового соединений D. Kehlnaht Е . Fillet weld F. Soudure d’angle 68. Точечный шов Сварной шов, в котором связь между сваренными частями осуществляется сварными точками D. Punktschweissung Е . Spot weld F. Soudure par points 69. Сварная точка Элемент точечного шва, представляющий собой в плане круг или эллипс D. Schwelsspunkt Е . Weld spot; Weld point F. Point de soudure; Point soudé 70. Ядро точки Зона сварной точки, металл которой подвергался расплавлению D. Schweisslinse Е . Weld nugget; Spot weld nugget F. Noyau de soudure; Lentille de soudure 71. Непрерывный шов Сварной шов без промежутков по длине Ндп. Сплошной шов D. Durchlauiende Naht Е . Continuous weld; Uninterrupted weld F. Soudure continue 72. Прерывистый шов Сварной шов с промежутками по длине D. Unterbrochene Naht Е . Interrupted weld; Intermittent weld F. Soudure discontinue; Soudure intermittente 73. Цепной прерывистый шов Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого http://text.gosthelp.ru/images/text/2791.files/image014.gif Цепной шов D. Symmetrisch unterbrochene Naht Е . Chain intermittent weld; Chain intermittent fillet weld F. Soudure discontinue symmétrique 74. Шахматный прерывистый шов Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны http://text.gosthelp.ru/images/text/2791.files/image016.gif Шахматный шов D. Unterbrochene versetzte Naht Е . Staggered intermittent weld F. Soudure discontinue alternée 75. Многослойный шов - D. Mehrlagennaht Е . Multi-run weld; Multi-pass weld F. Soudure en plusieurs passes; Soudure à couches multiples; Soudure à plusieurs couches 76. Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва D. Gegennaht Е . Sealing bead F. Cordon support; Cordon à l’envers 77. Прихватка Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей D. Heftnaht Е . Tack weld F. Soudure de pointage 78. Монтажный шов Сварной шов, выполняемый при монтаже конструкции D. Baustellenschweissnaht; Montageschweissungs Е . Site weld F. Soudure de montage 79. Валик Металл сварного шва, наплавленный или переплавленный за один проход D. Schweissraupe Е . Weld bead; Bead F . Cordon 80. Слой сварного шва Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва Слой D. Lage Е . Layer F . Couche 81. Корень шва Часть сварного шва, наиболее удаленная от его лицевой поверхности http://text.gosthelp.ru/images/text/2791.files/image018.gif D. Nahtwurzcl; Wurzel Е . Weld root F. Racine de la soudure 82. Выпуклость сварного шва Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости http://text.gosthelp.ru/images/text/2791.files/image020.gif Выпуклость шва Ндп. Усиление шва D. Nahtüberhöhung Е . Weld reiniorcemcnt; Weld convexity F.Surépaisseur de la soudure 83. Вогнутость углового шва Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости http://text.gosthelp.ru/images/text/2791.files/image022.gif Вогнутость шва Ндп. Ослабление шва D. Konkavität der Kehlnaht Е . Fillet weld concavity F. Concavité de la soudure 84. Толщина углового шва Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла http://text.gosthelp.ru/images/text/2791.files/image024.gif D. Nahthöhe; Kehlnahtdicke Е . Fillet weld throat thickness F. Epaisseur à clin; Epaisseur d’une soudure en angle 85. Расчетная высота углового шва Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника http://text.gosthelp.ru/images/text/2791.files/image026.gif Расчетная высота шва D. Rechnerische Nahtdicke Е . Desipn throat thickness F. Epaisseur nominale de la soudure 86. Катет углового шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части http://text.gosthelp.ru/images/text/2791.files/image028.gif Катет шва D . Schenkell ä ng у; Nahtschenkel Е . Fillet weld leg F. Côte de la soudure d’angle 87. Ширина сварного шва Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением Ширина шва D . Nahtbreite Е . Weld width F. Largeur de la soudure 88. Коэффициент формы сварного шва Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине Коэффициент формы шва D. Nahtiormfaktor Е . Weld shape factor; Weld geometry factor F. Facteur géométrique de la soudure 89. Механическая неоднородность сварного соединения Различие механических свойств отдельных участков сварного соединения Механическая неоднородность D . Mechanische Inhoniogenit ä t Е . Mechanical heterogeneity F. Hétérogénéité mécanique 90. Мягкая прослойка сварного соединения Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков Мягкая прослойка D. Weiche Zwischenlage Е . Soft interlayer F. Couche intermédière douce 91. Твердая прослойка сварного соединения Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков Твердая прослойка D. Harte Zwischenlage Е . Hard interlayer F. Couche intermédière dure 92. Разупрочненный участок сварного соединения Участок зоны термического влияния, в котором произошло снижение прочности основного металла Разупрочненный участок D. Infestigte Zone E. Weakened zone F. Zone affaibliu 93. Контактное упрочнение мягкой прослойки Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями Контактное упрочнение D. Lokale Verfestigung Е . Local strengthening F. Raffermissement locale ТЕХНОЛОГИЯ СВАРКИ 94. Направление сварки Направление движения источника тепла вдоль продольной оси сварного соединения D. Schweissrichtung Е . Direction of welding F. Sens de la soudure; Direction de la soudure 95. Обратноступенчатая сварка Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва http://text.gosthelp.ru/images/text/2791.files/image030.gif D. Pilgerschrittschweissen Е . Back-step sequence; Back-step welding; Step-back welding F. Soudage à pas de pélerin 96. Сварка блоками Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них http://text.gosthelp.ru/images/text/2791.files/image032.gif D. Absatzweises Mehrlagenschweissen Е . Block sequence F. Soudage par blocs successifs 97. Сварка каскадом Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть http://text.gosthelp.ru/images/text/2791.files/image034.gif D. Kaskadenschweissung Е . Cascade welding F. Soudage en cascade 98. Проход при сварке Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке Проход D. Schweissgang Е . Pass; Run F . Passe 99. Сварка напроход Сварка, при которой направление сварки неизменно D. Einrichtungschweissen Е . One direction welding F. Soudage dans un sens 100. Сварка вразброс Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине D. Absatzweises Schweissen E. Skip welding F. Soudage fractionné 101. Сварка сверху вниз Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз D. Fallnahlschweissen; Abwärtsschweissen E. Downhill welding F. Soudage descendant 102. Сварка снизу вверх Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх D. Aufwärtsschweissen E. Uphill welding F. Soudage montant; Soudage ascendant 103. Сварка на спуск Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз D. Bergabschweissen E. Downward welding (in the inclined position) F. Soudage descendant (en position inclinée) 104. Сварка на подъем Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх D. Schrägaufwärtsschweissen Bergautschweissen E. Upward welding (in the inclined position) F. Soudade montant (en position inclinée ) 105. Сварка углом вперед Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки D. Schweissen mit stechendcr Brennerstellung E. Welding with electrode inclined under acute angle F. Soudage avec électrode inclinése en avant 106. Сварка углом назад Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки D. Schweissen mit schleppen der Brennersteilung E. Welding with electrode in dined under obtuse angle F. Soudage avec électrode inclinése en arriére 107. Сварка па весу Односторонняя спарка со сквозным проплавлением кромок без использования подкла https://internet-law.ru/gosts/gost/851/ Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением. Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры. Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом. Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной. Содержание: [скрыть] 1 Виды сварочных швов2 Разбираем квадраты №2 и 3, виды швов по ГОСТам3 Квадрат №4, способы сварки4 Квадрат №5, размеры шваВиды сварочных швов Виды сварных соединений.Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам. В составе этой системы есть несколько стандартов, которые нас интересуют: ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений». ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов. ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже: Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей: Теперь эти же составные элементы по квадратам: Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.Квадрат 2 – стандарт, по которому приведены условные обозначения.Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.Квадрат 4 – способ сварки согласно стандарту.Квадрат 5 – тип и размеры конструктивных элементов по стандарту.Квадрат 6 – характеристика в виде длины непрерывного участка.Квадрат 7 – характеристика соединения, вспомогательный знак.Квадрат 8 – вспомогательный знак для описания соединения или его элементов.А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры. В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового. Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны. Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение. А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой: Разбираем квадраты №2 и 3, виды швов по ГОСТам Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке. Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.Пример чертежа сварных швов по ГОСТ.Виды сварочных соединений следующие: С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам. Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями. Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты. У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу. О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки. Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам: Варианты изображения сварных швов на чертежах.Соединения ручного дугового способа по ГОСТу 5264-80: С1 – С40 стыковыеТ1 – Т9 тавровыеН1 – Н2 нахлесточныеУ1 – У10 угловыеСоединения сварки в защитных газах по ГОСТу 14771-76: С1 – С27 стыковыеТ1 – Т10 тавровыеН1 – Н4 нахлесточныеУ1 – У10 угловыеВ нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте. Квадрат №4, способы сваркиКак обозначаются различные виды швов.Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них: A – автоматическая под флюсом без подушек и подкладок;Aф – автоматическая под флюсом на подушке;ИH – в инертном газе вольфрамовым электродом без присадки;ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;ИП – способ в инертном газе с плавящимся электродом;УП – то же самое, но в углекислом газе.У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом. Квадрат №5, размеры шва Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести. Классификация сварных швов.Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм. Дополнительно соединения бывают: SS односторонними, для которых дуга или электрод передвигаются с одной стороны.BS двусторонними, источник плавления передвигается с обеих сторон.В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям. Согласно этому стандарту швы подразделяются на: Видимые, которые изображаются сплошной линией.Невидимые, обозначаемые на чертежах пунктирной линией.Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст: Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки. https://tutsvarka.ru/vidy/oboznachenie-svarki-na-chertezhah-po-gost Условные обозначения сварных швовГОСТ 2.312-72 устанавливает условные изображения и обозначения на чертежах швов сварных соединений. В случае необходимости показать форму и размеры сварного шва (например, нестандартного шва) поперечное сечение шва выполняется в соответствии с рис. 4. Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва сплошными тонкими линиями. Штриховка свариваемых деталей выполняется в разные стороны. При необходимости на чертеже указываются размеры конструктивных элементов швов (рис. 4, а). Сварные швы делятся на однопроходные и многопроходные в зависимости от числа проходов сварочной дуги. На изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, обозначая их прописными буквами кириллицы (например, А, Б, В на рис. 4, б). Читайте также: Шнек: понятие, виды, изготовление, применениеНезависимо от способа сварки видимый шов изображается условно сплошной основной линией, а невидимый – штриховой линией (рис. 4, в). От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. *** Стандартные сварные швыВ сварочном производстве применяют, как правило, стандартные сварные швы, параметры которых определяются соответствующими стандартами. Наиболее часто на чертежах приходится наносить подробное обозначение сварки деталей из углеродистых сталей с применением швов, выполняемых автоматической дуговой сваркой, поскольку при использовании ручной сварки соблюсти требования стандартов очень сложно. Поэтому ручная сварка в промышленном машиностроении используется редко. Типы сварных швов определяет ГОСТ 5264-80. Сварные соединения из алюминия и алюминиевых сплавов выполняются швами по ГОСТ 14806-80. Кроме того, существует еще ряд стандартов, определяющих типы и конструктивные элементы швов иных сварных соединений, а также способы их сварки. Каждый стандартный шов имеет буквенно-цифровое обозначение, полностью определяющее конструктивные элементы шва. Буквенная часть обозначения определяется видом сварного соединения. Различают следующие виды сварных соединений: Стыковое соединение (С) – свариваемые детали соединяются своими торцовыми поверхностями (рис. 5, а).Угловое соединение (У) – свариваемые детали расположены под углом и соединяются по кромкам (рис. 5, б).Тавровое соединение (Т) – торец одной детали соединяется с боковой поверхностью другой детали (рис. 5, в).Соединение внахлестку (Н) – поверхности соединяемых деталей частично перекрывают друг друга (рис. 5, г).Между кромками свариваемых деталей предусматривается зазор величиной 0…5 мм. В зависимости от требований, предъявляемых к сварному соединению, кромки свариваемых деталей подготавливаются по-разному. Сварка может выполняться во всех четырех видах сварного соединения без скоса кромок (С2) и со скосом одной или двух кромок (С5, Т9). Скосы могут быть симметричными и ассиметричными, прямолинейными и криволинейными. По расположению швы делятся на односторонние и двухсторонние. Шов выполняется сплошным (рис. 6, а и б) или прерывистым (рис. 6, в и г), характеризуемым длиной l провариваемых участков, которые расположены с определенным шагом t. Двухсторонние прерывистые швы выполняются с цепным или шахматным расположением проваренных участков. Швы сварных соединений могут выполняться усиленными (рис. 7). Усиление (выпуклость) шва определяется величиной q. Некоторые типы швов (отдельные швы тавровых, нахлесточных и угловых соединений) характеризуются величиной К (рис. 7, а), называемой катетом шва. Совокупность всех конструкторских особенностей стандартного шва обозначается цифрой, которая совместно с буквенным обозначением вида сварного соединения определяет буквенно-цифровое обозначение типа шва по соответствующему стандарту, например, С1, С2, С3…, У1, У2, У3…, Т1, Т2, Т3…, Н1, Н2…, (см. рис. 8). *** На изображении сварного шва различают его лицевую и оборотную сторону, при этом лицевой стороной считают ту сторону, с которой производится сварка (рис. 7, а); лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок деталей считают сторону, с которой производится сварка основного шва А (рис. 7, б). При симметричной подготовке кромок двустороннего шва за лицевую сторону можно принять любую сторону шва (рис. 7, в). Каждый шов сварного соединения имеет определенное условное обозначение, которое наносят на чертеже в соответствии с рис. 7: на полке линии-выноски, проведенной от изображения шва с лицевой стороны;под полкой линии-выноски, проведенной от изображения шва с обратной стороны.ГОСТ 2.312-72 устанавливает вспомогательные знаки, входящие в обозначение шва и характеризующие его (табл. 1). Таблица 1. Вспомогательные знаки, характеризующие сварной шов и входящие в его обозначение (выдержка из ГОСТ 2.312-72) Знаки выполняются сплошными тонкими линиями. Знаки (за исключением знака 5) должны быть одинаковой высоты с цифрами, входящими в обозначение шва. Структура условного обозначения стандартного сварного шва (рис. 9): 1. Вспомогательные знаки шва по замкнутой линии ○ и монтажного шва ┐ (см. таблицу 1 и рис. 9). 2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений. 3. Буквенно-цифровое обозначение шва. 4. Условное обозначение способа сварки (допускается не указывать). 5. Для швов, тип которых характеризуется катетом шва (рис. 8, а), проставляют: знак 1 (табл. 1) и размер катета в миллиметрах. 6. Для прерывистого шва – размер длины провариваемого участка, знак / и знак Z (размер шага). 7. Вспомогательные знаки (усиление шва снять, наплывы, неровности) (см. таблицу 1). 8. Шероховатость механической обработки поверхности шва. В обозначении шва проставляются только те параметры и знаки, которыми характеризуется обозначаемый шов. Учитывая, что условное обозначение стандартного шва дает исчерпывающие сведения о нем, на поперечных сечениях сварных швов подготовка кромок, зазор между ними и контур шва не изображаются, а свариваемые детали штрихуются в разные стороны (см. рис. 5 и 9). На рис. 10 и 11 приведены изображения сварных швов с условными обозначениями, которые расшифровываются с учетом того, что ГОСТ 2.312-72 допускает не указывать способ сварки. На этих рисунках в качестве примера дано условное изображение шва как на лицевой стороне, так и на его обратной стороне. Очевидно, что на рабочих чертежах условное изображение шва должно находится только на одной стороне (предпочтительно на лицевой). Условное изображение шва, изображаемого на рис. 10, расшифровывается следующим образом: 1) ┐ – шов выполняется при монтаже изделия; 2) ГОСТ 5264-80 – шов для сварки деталей из углеродистой стали дуговой сваркой (в условном обозначении шва способ сварки не указан); 3) С18 – стыковой двусторонний шов со скосом двух кромок. Размеры скоса кромок приведены в ГОСТ 5264-80, который устанавливает форму кромок; 4) знаки 7 (табл. 1) указывают, что усиление снято с обеих сторон; 5) шероховатость поверхности шва: с лицевой стороны – Rz20, с обратной стороны – Rz80. На рис. 11, а представлен сварной шов, характеризуемый следующими данными: 1) ○ – шов выполнен по замкнутой линии; 2) ГОСТ 14806-80 – шов для сварки алюминия;3) Т3 – тавровый двусторонний шов без скоса кромок (любая сторона принимается за лицевую); 4) РИНп – сварка ручная дуговая в инертных газах неплавящимся электродом (допускается не указывать); 5) треугольник с цифрой 6 – катет шва 6 мм; 6) длина провариваемого участка 50 мм; 7) шаг 100 мм; Рис. 11, б иллюстрирует изображение и обозначение шва со следующими характеристиками:1) ГОСТ 14806-80 – шов для сварки алюминия;2) Н2 – шов соединения внахлестку без скоса кромок, односторонний, прерывистый. Шов выполняется полуавтоматической сваркой в инертных газах плавящимся электродом (в обозначение сварного шва способ сварки не внесен); 3) треугольник с цифрой 6 – катет шва 6 мм; 4) длина провариваемого участка 100 мм; 5) шаг 200 мм; 6) ﬤ – шов выполняется по незамкнутой линии. *** Упрощения обозначений сварных швовНа рис. 11, в представлено изображение и обозначение сварного шва при сварке полимеров (пластмасс). Параметры шва: 1) ГОСТ 16310-80 – шов сварных соединений из винипласта или полиэтилена; 2) С10 – двусторонний шов стыкового соединения с двумя симметричными скосами одной кромки; ГОСТ 16310-80 устанавливает форму кромок (рис. 11, г), за лицевую сторону можно принять любую сторону шва; 3) НГП – сварка нагретым газом с присадкой (допускается не указывать). При выполнении сварных соединений все швы могут быть одинаковыми. При этом одинаковыми считаются швы, если: — их типы и размеры конструктивных элементов в поперечном сечении одинаковы; — к ним предъявляются одинаковые технические требования; — они имеют одинаковое условное обозначение.Когда на чертеже имеются изображения нескольких одинаковых швов, то условное обозначение шва наносят у одного из них, а от остальных проводят только линии-выноски с полками (рис. 12). Всем одинаковым швам присваивается один порядковый номер. Этот номер наносится: на линии-выноске, имеющей полку с нанесенным условным обозначением шва (перед этим номером допускается указывать число одинаковых швов);на полке линии-выноски, проведенной от изображения шва с лицевой стороны;под полкой линии-выноски, проведенной от изображения шва с обратной стороны (на рис. 12 не показано).Если на чертеже все швы одинаковые и изображены с одной стороны (лицевой или обратной), то им допускается не присваивать порядковые номера. При этом швы, не имеющие обозначения, отмечаются только линиями-выносками без полок (рис. 13). На изображении изделия, имеющего ось симметрии, разрешается отмечать линиями-выносками и обозначать швы только с одной из симметричных частей изображения. Допускается швы сварных соединений на чертежах не отмечать линиями-выносками, а приводить указания по сварке в технических требованиях чертежа. Эти указания должны определять места сварки, способы сварки, типы швов сварных соединений, их конструктивные элементы и расположение. *** Изображение и обозначение нестандартных сварных швовВ ряде случаев применяются нестандартные швы, конструктивные размеры которых не установлены стандартом. Пример изображения и нанесения условного обозначения нестандартного шва представлен на рис. 14. Конструктивные размеры нестандартного шва указываются на его поперечном сечении. Для простейших нестандартных швов сварки плавлением в их условные обозначения записывают: 1. Для прерывистого шва: — размер длины провариваемого участка; — знак 2 или 3 (см. табл. 1); — размер шага; — знаки 4, 5 и 6 (см. табл. 1). Расположение условного обозначения относительно полки-выноски, применение знаков 5 и 6 (см. табл. 1) и обозначение шероховатости поверхности нестандартного шва (при его механической обработке) осуществляется по аналогии со стандартным швом. В технических требованиях необходимо указать способ сварки, которым должен быть выполнен нестандартный шов.На учебных чертежах обозначения стандартных и нестандартных швов можно значительно упростить, указывая только буквенно-цифровое обозначение типа шва, номер стандарта и величину катета.***Заклепочные (клепаные) соединенияhttps://nzmetallspb.ru/tehnologii/oboznachenie-svarnyh-shvov-na-chertezhah-struktura-gosty-primery.html
-

Напряжение холостого хода, arc force, форсаж дуги.
psi опубликовал тема в Ручная дуговая сварка — ММA
и так начнем с того что все то меня заинтриговало как влияет хх в рдс и плавно перетекло в кучу инфы=) так же скажу что форсаж дуги или arcforce - это не антиприлипание электрода, вернее скорей как уже вытекающий результат, главная функция это жесткость (дросселирование индукция называйте как хотите) проще наверно было видео запилить но не умею я (есть у нас ютюберы, сделайте а=) ), да и откорректировать можно или пояснить моменты. вопрос с к админам можно будет изменять первый пост? так как все дописывать буду. начну с маркировок электродов ГОСТ: Э46-МР3С -Ф-УД на территории бывшего СССР Е 431(3) -РЦ13 ISO: E433R11 международный EN: E38AR12 европа (великобритания) AWS: E6013 американский (популярный щас) DIN: E380RC11 немецкий стандарт а это так поржать, посмотрите как они марку "мр3с" расшифровывают и другие электроды во всех есть сходство кстати и в современном мире надо уметь читать их. так же не по теме есть электроды ESAB OK 48.00 Ф5 так вот опытные сварщики знают что Ф5 и более варят только в нижнем и лодочку, и стандартной маркировке это указано цифрой, но рисунки со стрелками говорят о всех кроме сверху вниз=) в госте нас интересует цифра красного цвета. в остальных, кроме AWS, последняя цифра. у амереканце там сложнее. комбинация двух цифр указывает на тип, толщину и вид электродов по роду и полярности сварочного тока. смотрим циферки и видим ток постоянный обратной полярности (для любителей кабель перекинуть) или переменный 50 вольт + - 5 вольт дальше больше. хх должен быть не меньше 50 вольт для постоянки играет роль только 50 вольт, а вот для переменке эти +-5 вольт. для корректировки жесткости дуги, так как ток имеет синусоиду и постоянно пересекает нулевую отметку. в постоянке этого нет там есть форсаж дуги=) но многие скажут что нет сварочных трансформаторов с регулировкой вольтажа. есть но у нас не нашел, а у амерекосов-трубачей (многие любят именно эту модель) есть=) теперь как пользоваться этим форсажем. конкретных настроек для него нет и не может быть. они индивидуальны. разделим электроды на управляемые и неуправляемые. пример 1 у вас инвертор с регулировкой форсажа. варим трубу не поворот. электроды рутил или рутил-целлюлоз. в основном варят с отрывом. но можно без, для этого форсаж в минус и ток допустим для ok46.00 Ф3 я ставил 60-70 ампер. ванна держится а если вплюс то прям сопли вытекаю. пример 2 у вас инвертор с регулировкой форсажа электроды также ток такой же, но угловое нижнее бывает шлак натекает на ванну и поры шлак в шве... можно добавить ампераж, но тогда чешуя шва будет грубее. пример 3 у вас инвертор с регулировкой форсажа но электроды озл-8. варите и у вас на малых токах дугу как бы забивает металлом электрода (он тягучей) и переносится крупными каплями, форсаж в плюс до того момента пока не начнет разбивать эти капли в столбе дуги. пример 4 у вас инвертор с регулировкой форсажа электроды озч-4 на них шлак перенаправляет дугу. и она не горит куда надо опять форсаж в плюс. кстати про горячий старт вспомнил он нужен не для провара (опять это как второстипенная функция) начала шва, а для исключения порообразования. а именно с основным покрытием. когда варят неповорот трубу то тока занижают 10-15% что не есть хорошо для горения обмазки. толи полевой шпак толи что то еще должно в электрическом столбе разлагаться на ионы и они там удаляют водород из шва.... но это химия и про нее я мало что нашел=) плюсы минусы переменки постоянки переменка нет магнитного дутья, регулировка частоты и формы волны. одинаковое тепловложение (баланс) на изделие и электрод, что есть лучше в разных пространственных положениях постоянка возможность сварки основным покрытием, без добавок как у нас (за бугром не любят его, не умеют наверно=) ). что есть положительно к удалению водорода и сварки холодоустойчивых сталей. но если к переменке приделать цифровое управление то получается она более тонкая настройка. на ней баланс можно менять, форму волны менять, частоту менять, временный баланс менять, пульс еще приделать можно=) пример 5 у вас инвертор с регулировкой форсажа плюс электроды рутил-целлюлоз или целлюлоз, форсаж в плюс чтобы при сварки сверху вниз разносил шлак и он не затекал на дугу если разбираться в расшифровке электродов, то как многие привыкли принимать, марка электродов что есть "мр3" "уони" и т.д. не является показателем вольтамперной характеристикой и типом покрытия, а так же типом электрода (прочностным качествам) расписывать не буду более подробно можно почитать, сравнить и найти различия тут пример 6 всеми известные МР3 они есть МР3С, МР3Р покрытие меняется. пример 7 уони 13/55 уонии 13/55 и такие жу с пристакой У, К и Р. типы разные (прочностные свойства) пример 8 чем отличаются МР3 (стандартный рутил) от УОНИ 13/45. вроде бы не чем кроме обмазки, типы одинаковые (прочностные свойства) оба э46. но есть такая вещь как группа индексов Е 41 2(4) - Б 20 так вот циферка 4 в уони и 3 в мр3. а означает она гарантированные прочностные свойства при -40 (для уони) и -20 для Мр так что кто на севере не варите металлоконструкции, мр в Краснодаре можно=) и отсюда ответ почему в жкх можно мр а в газопроводе нет. так как где вода там полюбому плюс чуть позже (завтра наверно) разберу свою помойку в голове и наверно дополню. если кому что не понятно или есть вопросы. спрашивайте=) мне так проще с ориентироватся будет про что написать
- 400 ответов
-
- 9
-
-
- технологии
- схемы
- (и ещё 4 )
-
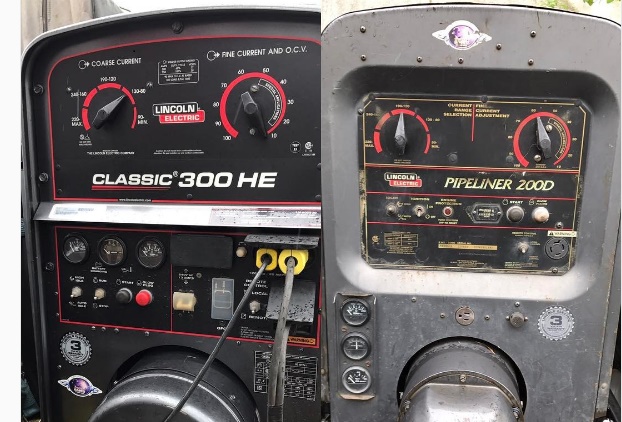
 Добрый день! Меня зовут Павел Михальков. Я - менеджер по сервисному обслуживанию Lincoln Electric Россия. Предлагаю в этой теме размещать ваши вопросы по нашему оборудованию и сервису. Пока на этом форуме я один, но думаю скоро подключится и наш маркетинг и специалисты по технологиям. На каком-то элементарном уровне и я понимаю сварку, но в основном моя специализация - ответ на вопрос: "Почему не варит?" - во всём спектре нашего оборудования. Для начала, хочу поделиться откровением, которое давно уже ни для кого не секрет: примерно 60% всех "поломок" - это не прочитанное руководство по эксплуатации, и как следствие - неправильное подключение, неправильные установки, неправильный режим и даже полное отсутствие сварки. Из оставшихся 40% процентов примерно 70% находятся вне корпуса аппарата: неисправные горелки и кабели, "плохая" сеть. Все остальные вопросы можно решить в авторизованных нами сервисных центрах, чьи адреса можно найти на странице нашего сайта. Там же, если переключиться, можно найти и наших дистрибьюторов.
Добрый день! Меня зовут Павел Михальков. Я - менеджер по сервисному обслуживанию Lincoln Electric Россия. Предлагаю в этой теме размещать ваши вопросы по нашему оборудованию и сервису. Пока на этом форуме я один, но думаю скоро подключится и наш маркетинг и специалисты по технологиям. На каком-то элементарном уровне и я понимаю сварку, но в основном моя специализация - ответ на вопрос: "Почему не варит?" - во всём спектре нашего оборудования. Для начала, хочу поделиться откровением, которое давно уже ни для кого не секрет: примерно 60% всех "поломок" - это не прочитанное руководство по эксплуатации, и как следствие - неправильное подключение, неправильные установки, неправильный режим и даже полное отсутствие сварки. Из оставшихся 40% процентов примерно 70% находятся вне корпуса аппарата: неисправные горелки и кабели, "плохая" сеть. Все остальные вопросы можно решить в авторизованных нами сервисных центрах, чьи адреса можно найти на странице нашего сайта. Там же, если переключиться, можно найти и наших дистрибьюторов. -
Это стандарт Аэрокосмический. Не где не могу глянуть, хоть с процедурами ознакомится 8000 рублей как то не хочется тратить , может у кого то есть ?
-
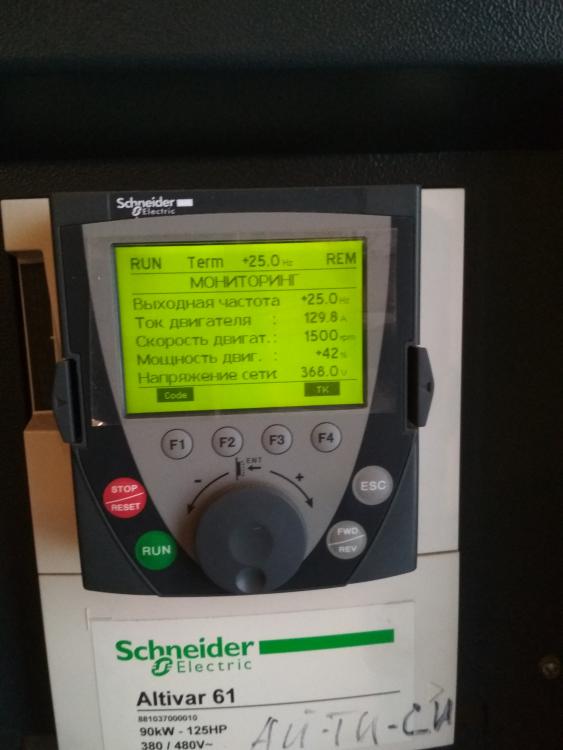
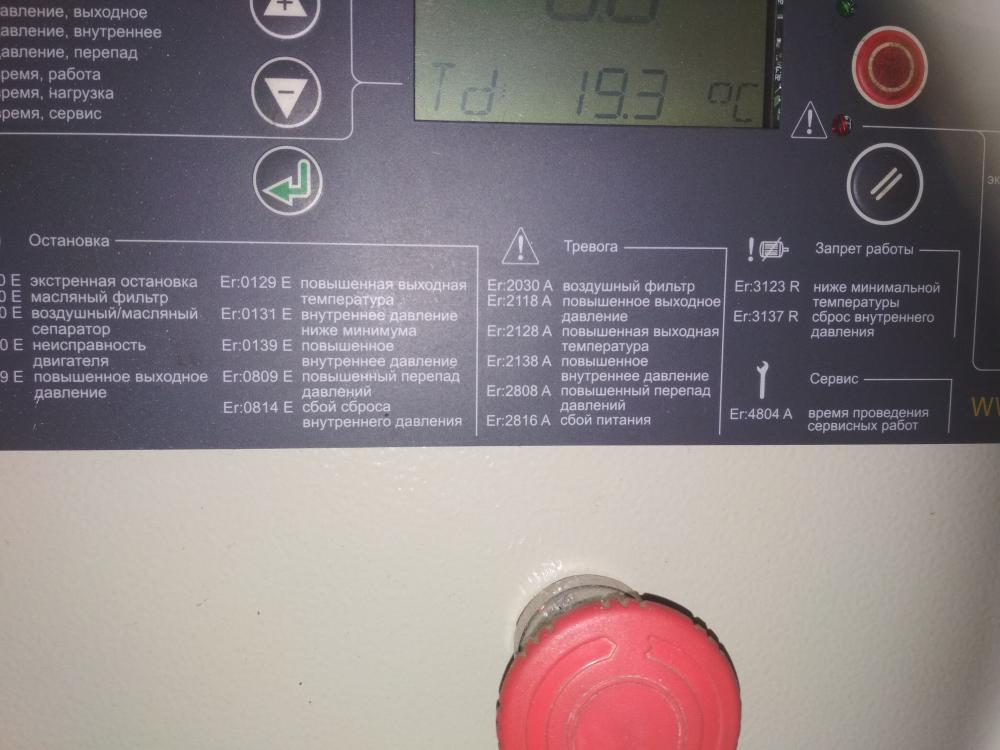
 Частотники в компрессорных установка промпредприятий,больших мастерских необходимы.Мой опыт эксплуатации Альтивар 61 8 лет.Установка частотника ведет к значительной экономии электроэнергии. Второй снимок -контроллер Айрмастер С 1. Суммарная мощность двигателей 180кВт и при незначительном расходе воздуха и мониторинге контроллером пневмосети,частотники снижают мощность двигателей до 41-42% загрузки.Система позволяет осуществлять дистанционное компьютерное управление.
Частотники в компрессорных установка промпредприятий,больших мастерских необходимы.Мой опыт эксплуатации Альтивар 61 8 лет.Установка частотника ведет к значительной экономии электроэнергии. Второй снимок -контроллер Айрмастер С 1. Суммарная мощность двигателей 180кВт и при незначительном расходе воздуха и мониторинге контроллером пневмосети,частотники снижают мощность двигателей до 41-42% загрузки.Система позволяет осуществлять дистанционное компьютерное управление.
- 5 ответов
-
- 4
-
-
- технологии
- схемы
- (и ещё 1 )
-
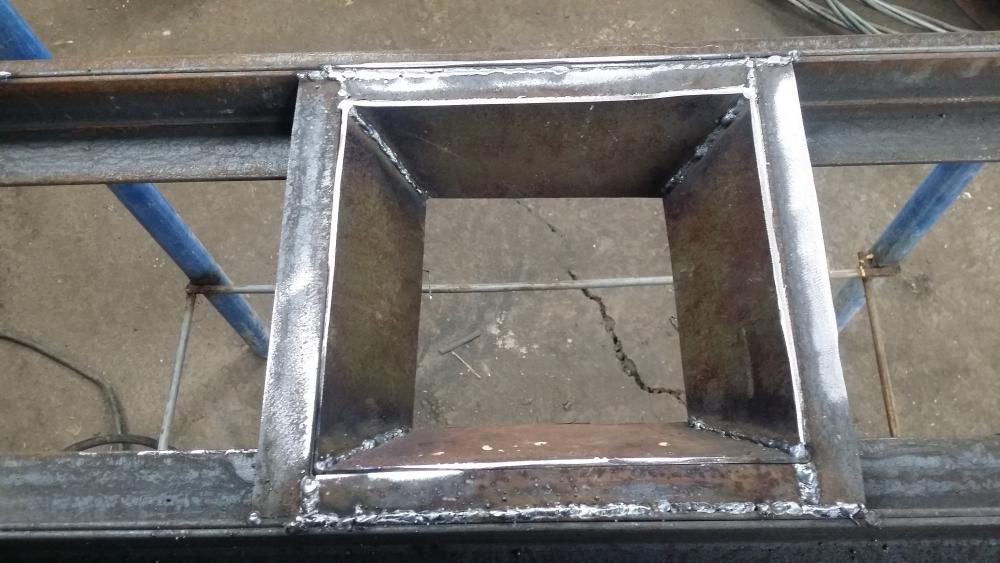
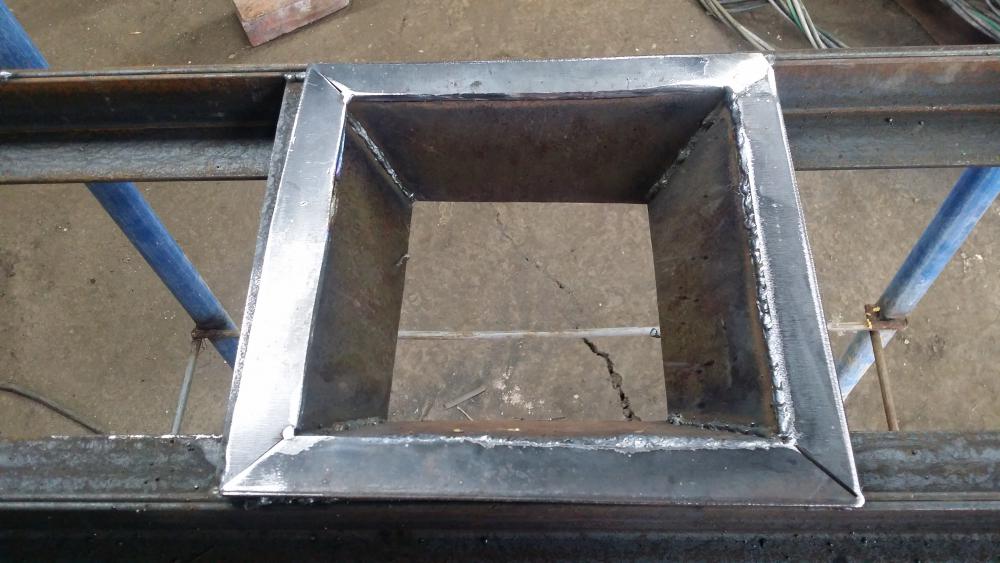
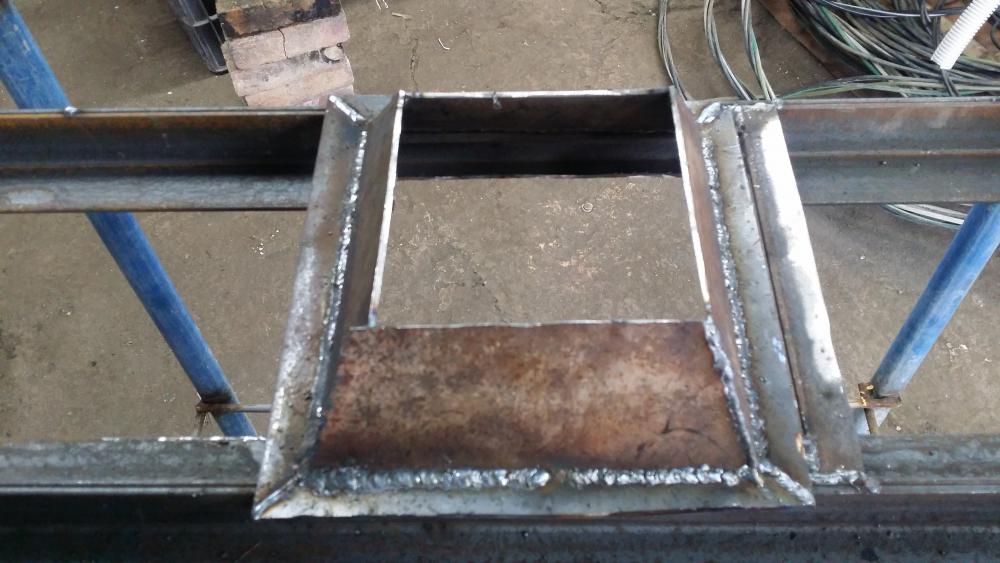
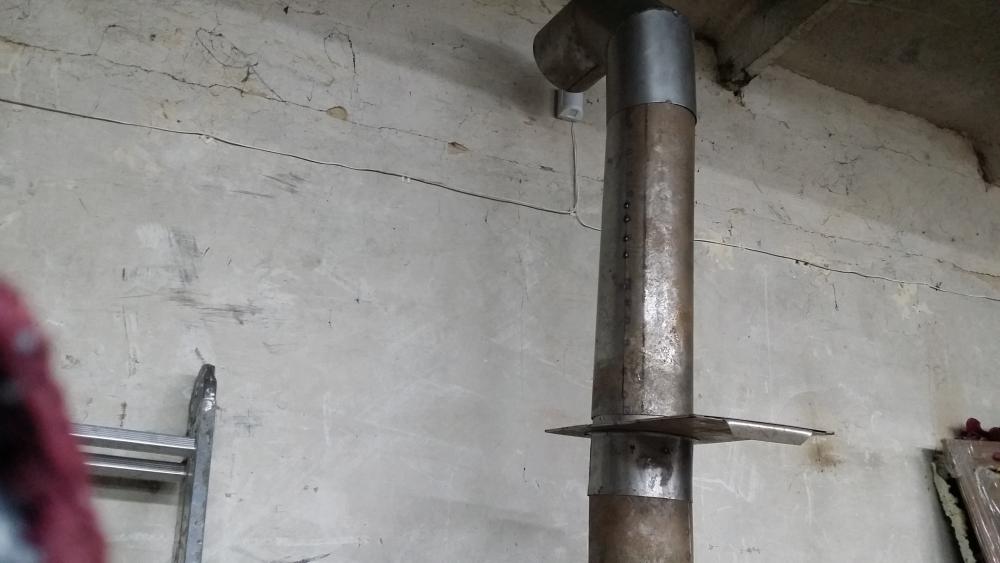
Здравствуйте! Продолжу тему изготовления горна кузнечного. Начало здесь http://websvarka.ru/talk/topic/7178-stanki-dlia-kovki/page-2 Прошел год использования изготовленного изделия. Модель если честно получилась не очень удобная. Использовал нечасто, на улице. Теперь в помещении оборудую стационарную кузню. Почитал темы про горны на чипмейкере и на остметал, смотрел ролики ютуб. На форумах много воды, очень трудно вылавливать информацию, да и все кто на что горазд. В основном воспользовался информацией для переделки с канала Kovkakova4 https://youtu.be/24uVMyhxInE Оговорюсь сразу- ничего не зачищал, сваривал по ржавчине, некоторые решения конструкции принимал на ходу, особой подгонки нет. Тапкой кидайте если что. Как я устал фото грузить при создании темы если б вы знали Очень выручили соседи - цех по изготовлению вентиляции. Я им помогаю электрические дела разгребать - они мне по жестянке помогают. Есть разные станки у них, гильотина итд итп. Дядя Юра работает там с 1974 года. Хороший мужик, газо электросварщик по профессии. Изготовление системы удаления газов его рук дело. Итак имеем старый вариант горна уличного угольного. Вот таким стал он за год непостоянного использования. Не удачность конструкции именно в зонтовом углублении внутрь, послушал одного "специалиста" перед изготовлением. Крайне неудобно закладывать заготовки и поддув воздуха неравномерен, жар сжигал железо. На фото видно. Колосник целый. Достал имеющийся кирпич, по размерам как раз 1000х800 как и размер стола старого горна. Отрезал металл столешницы и фурму резаком порезал на куски Зольник с поддувом длинноват был, в дальнейшем укоротил. Далее отмерил нарезал уголок, приварил к столу для жесткости и удержания кирпичей. Отмерил кирпичами размер очага. Приступил к изготовлению фурмы съемной, чтобы можно было вытащить ее. Обрамил полосками металла гнездо очага. Вот так получилось, выровнял плоскость зачистным кругом. Вот так вот на зольнике будет находиться фото кривых швов и общий вид установки фурмы. Фурма не лезла немного и пришлось одну боковину рамки срезать. Если кто будет делать учтите это. Так как труба у меня круглая на зольнике а гнездо прямоугольное, то отверстия заплавил полуавтоматом и проложил кусочки треугольные металла. получилось самое главное - герметично. Прикрепляю крышку для ссыпания золы. Приварил направляющие для стенок и усилил их прутком. Нарубили на гильотине боковые и задние стенки. Так, далее у меня пошли археологические раскопки, пол асфальт, под ним корни деревьев, неровный из за этого ужс, пол естественно ровнять и стяжку заливать на следующий год, ну а пока углубляемся для горна Вставил имеющиеся кирпичи, не хватило, половинки не очень функциональными оказались. Так как кирпичей не хватило, стал я их искать на следующий день, сначала по объявлениям- нет таких объявлений, не продают шамотный кирпич. Стал у знакомых спрашивать-дали наводку на организацию, развалили они печку на улице (вместе с организацией), подъехал, к сторожам подошел, они позвонили директору и купил я за 100 рублей 10 бэушных кирпичей. Состояние новых. Вот они, совсем другой вид стал. Сделал регулятор поддува, лопатку с ограничителем и прорезал проф трубу. Вот так. Креплю улитку на металлические полосы сбоку. Сделали зонт вытяжки, обрамляю его хитрым перфорированным профилем, который где то спер на объекте. Затягиваю его к горну на болт с гайкой вот так Боковые стенки я закрепил на пару саморезов, если нужно будет греть длинную заготовку - можно быстро снять. Изготовили шибер трубу и отвод. Скрепили контактной сваркой. Ну и вот что пока получилось. Необходимо теперь пробить отверстие, замерить сколько наружу трубы, дефлектор поставить и электрическую часть провести на пускателе. Занимался я этим проектом с понедельника по пятницу. Вроде бы казалось немного работы, оказалось не все так просто. Продолжение следует. Попробую видео снять запуска.
- 30 ответов
-
- 16
-
-
- схемы
- технологии
- (и ещё 2 )
-
Оригинал здесь https://klyshko.ru/zhurnal-ucheta-proverki-kachestva-kontrolnyh-svarnyh-soedinenij/ Здравствуйте заполнить журнал учета проверки качества контрольных сварных соединений легко, достаточно посмотреть пример, главное чтоб были результаты испытаний из лаборатории по контролю сварных соединений. Если вы монтируете промышленное оборудование, трубопровод, металлоконструкции или просто свариваете армокаркас под фундаменты, то перед началом работ этот журнал следует заполнять. Как известно на стройке все начинается с ТЗ (технического задания) и проекта. Заказчик прописывает в техническом задании, какие подрядная организация должна предъявить документы перед началом работ. Например, в ТЗ могут прописать, что сварщики подрядчика должны изготовить образцы сварных соединений для проведения НК (неразрушающий контроль) и механических испытаний. Так что читаем внимательно ТЗ перед началом работ и оформляем все документы. Даже если заказчик не написал в техническом задании о мероприятиях по организации сварочных работ на его строительном объекте, то это прописано в Федеральных нормах и правилах в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»: В СП 70.13330.2012 «Несущие и ограждающие конструкции» так же говориться про проведения механических испытаний сварочных образцов перед началом работ. Если со второй попытки сварочный образец какого-либо сварщика не проходит испытания, то его не допускают к сварочным работам. 16. Сварщик, впервые приступающий к сварке, независимо от наличия удостоверения, должен перед допуском к работе пройти проверку путём выполнения и контроля допускного сварного соединения. Конструкцию допускных сварных соединений, а также методы и объём контроля качества сварки этих соединений определяет руководитель сварочных работ в соответствии с требованиями НТД. Но в данном СП не прописано, что результаты лабораторных испытаний необходимо вносить в журнал учета проверки качества контрольных сварных соединений. А с другой стороны, что с этими результатами делать их легко можно потерять, лучше вписать в журнал эти данные на конкретных сварщиков. Следовательно, заказчик или представитель проверяющей государственной структуры могут попросить этот журнал, а могут и нет, так как его нет в перечне списка исполнительной документации. 10.1.4 До начала работ каждый сварщик предварительно должен сварить стыковые пробные (допускные) образцы для последующих механических испытаний из того же вида проката (марки стали, диаметра, толщины), тем же способом сварки, в том же пространственном положении и при использовании тех же режимов, материалов и оборудования, что предусмотрено проектом и ППСР. Изготовление пробных образцов должно выполняться в присутствии лица, ответственного за сварочные работы по 10.1.1. 10.1.5 Размеры пластин для пробных образцов стальных конструкций, а так- же форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва должны соответствовать требованиям ГОСТ 6996. Формы и размеры заготовок стержней и пластин для пробных образцов арматуры железобетонных конструкций должны соответствовать требованиям ГОСТ 14098, [5], ГОСТ 10922. 10.1.6 После внешнего осмотра и измерений механические испытания необходимо проводить по ГОСТ 6996, ГОСТ 10922 и [6] в объеме, указанном в таблице 10.1. При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается. Почему я написал, что и к фундаментам имеет отношение этот журнал? Потому что иногда в проектах армокаркасы фундаментов указывают сваривать, а не собирать вязальной проволокой. Следовательно, необходимо провести механическое испытание сварного соединения арматурных прутков, каждого сварщика, который будет участвовать в монтаже фундаментов. Если ваша строительная организация серьезно относиться к исполнительной документации, то этот журнал по контролю сварных соединений, должен вестись и на общестроительных объектах. Пример заполнения журнал учета проверки качества контрольных сварных соединенийДля подробного рассмотрения нажмите на картинку: А вот в ГОСТ 32569-2013 "Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах" данный журнал необходимо сдавать при сдаче смонтированных трубопроводов: 13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П). Перечень прилагаемых документов: Исполнительные чертежи участков трубопроводов со спецификацией по форме 1. Акты промежуточной приемки ответственных конструкций (форма 2). Журналы по сварке трубопровода (форма 3). Журналы учета и проверки качества контрольных сварных соединений (форма 4). Списки сварщиков, операторов-термистов, дефектоскопистов (форма 5). Журналы сборки разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 6). Списки рабочих, допущенных к сборке разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 7). Акты испытания трубопроводов (форма 8). Документация предприятий-изготовителей на изделия и материалы, применяемые при монтаже трубопровода (согласно описи). Акты на предварительную растяжку (сжатие) компенсаторов (форма 9). Так же в этом ГОСТе прописано, через какое время сварщик должен делать сварочные образцы. Если сварщик в течение трех месяцев не сварил 100 стыков или сделал более 100 стыков меньше чем за 3 месяца, то он должен сварить образец для проведения механических испытаний сварных швов. 12.3.19 Механические свойства стыковых сварных соединений трубопроводов должны подтверждаться результатами механических испытаний контрольных сварных соединений в соответствии с требованиями ГОСТ 6996. 12.3.20 Контрольные сварные соединения должны свариваться на партию однотипных производственных стыков. В партию входят сваренные в срок не более трех месяцев не более 100 однотипных стыковых соединений с номинальным диаметром DN <150 или не более пятидесяти стыков с DN >175. Однотипными являются соединения из сталей одной марки, выполненные одним сварщиком, по единому технологическому процессу и отличающиеся по толщине стенки не более чем на 50 %. Однотипными по номинальному диаметру являются соединения: DN от 6 до 32, от DN 50 до 150, DN >175 Все результаты испытания вносятся в журнал учета проверки качества контрольных сварных соединений, получается, что это журнал заполняется в течение всего времени проведения строительных работ. Образец акта на сварку контрольного соединения
- 2 ответа
-
- 8
-
-
- электроды
- технологии
- (и ещё 6 )
-
Здравствуйте, форумчане! Обращаюсь к Вам за помощью по ремонту данного источника. Как я понял при осмотре, после соприкосновения источника с заготовкой выходной ток в процессе сварки пошел не через массовый провод, а через корпус источника. В результате сгорели элементы платы (файл во вложении) 9758534-D. Опознать неисправные компоненты по маркировке не возможно. Кто-нибудь может поделиться схемой этой платы? Заранее благодарю!
-
Восстановил ПА по просьбе. Контроллерчик простейший получился но серьезный. Инерционность механизма подачи проволоки не есть хорошо, поэтому следующий вариант будет с Н-мостом , ну и с дисплеем конечно и т.д., само сабой пока трансформаторный ... Стоит донор в гараже но вот как раз без механизма подачи, надо искать. Был такой Стал таким http://www.youtube.com/watch?v=Bzb-Tdbo0lU
-
Нужен сервис-мануал на ESAB семейство Origo Mig. Схема есть, но я не могу понять логики управления аппаратом и связи подающего с источником. Кабель умельцы заказчика поменяли вместе с розетками и разъёмами. Кажется, нашел на какие контакты должен приходить сигнал с кнопки, но вот каким он должен быть понять не могу. Ещё и неисправность - плавающая.
-
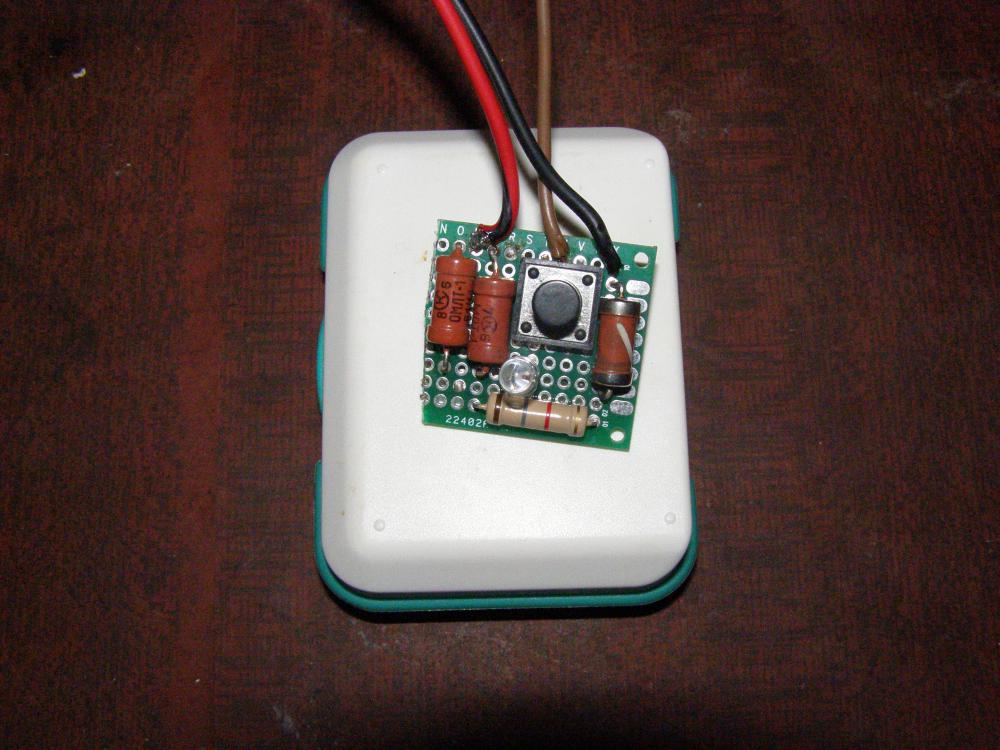
Ищу схему устройства стабилизации сварочной дуги УСТД. Или хотя-бы примерные номиналы деталей (транзисторов ?). На деталях устройства номиналы умышленно стёрты производителем. В данный момент устройство в нерабочем состоянии. Какие детали исправны, а какие нет - не знаю. Фото пока ужасного качества. Скорее всего, неисправны детали помеченные стрелками:
-
Приветствую. Нужна вся тех документация по сборке примерно вот такого блок бокса. Есть у кого или где скачать?
- 3 ответа
-
- 1
-
-
- рекомендации и советы
- схемы
- (и ещё 2 )
-

DECAMIG 5250 - кто-нибудь ремонтировал этого зверя?
Инвертика опубликовал тема в Ремонт и модернизация
Привезли в ремонт это бримовское чудо нам. Проблема с подачей проволоки и не срабатывает клапан подачи газа. Две недели дигностики и ремонта, замена платы управления. Результат - не стабильная работа и проблема не решена. Может у кого-нибудь есть схема на этот агрегат? Заранее спасибо! -
Здравствуйте, коллеги! Совсем недавно на больших просторах интернета наткнулся на некоторую "инфу" по изготовлению инвертора в домашних условиях и из "подручных" материалов, но так как мне по душе держак, нежели паяльник, хотелось бы узнать, может, кто-то экспериментировал на эту тему? Также хочется посмотреть на Тюнинг и доработку аппарата. В общем, ребята делитесь "кто-во что горазд".
-
Ребята подскажите что может быть за причина такого () св. проволоки. Аппарат варил нормально, потом началась вот такое . Думали горелка (поменял на промышленную с рукавом) - не помогло. Газ думали плохой, тоже заменили на заранее качественный (с другого аппарата). Пробовал и напряжение менять и подачу все ровно не плавит метал . Сейчас фотки попробую загрузить: Заранее спасибо всем откликнувшимся..........
- 11 ответов
-
- 1
-
-
- MIG
- рекомендации и советы
- (и ещё 3 )