Поиск сообщества
Показаны результаты для тегов 'технологии'.
Найдено: 104 результата
-
 Трапеция стеклоочистителя.Лопнуло крепление.Корпус шарнира алюминиевый ,трубка - оцинкованное железо.Метод соединение - обжатие.Можно применить разные варианты ремонта.В данном случае пайка.
Трапеция стеклоочистителя.Лопнуло крепление.Корпус шарнира алюминиевый ,трубка - оцинкованное железо.Метод соединение - обжатие.Можно применить разные варианты ремонта.В данном случае пайка.



- 9 ответов
-
- 11
-

-
- фото
- технологии
- (и ещё 2 )
-
Горелка ГЭП -2.Сколько было сделано такой грелкой! Абсолютная ремонтопригодность и неприхотливость в работе. Профессиональный инструмент... Остатки былой советской роскоши.


- 1 ответ
-
- 2
-
-
- отзывы
- технологии
- (и ещё 1 )
-
Это стандарт Аэрокосмический. Не где не могу глянуть, хоть с процедурами ознакомится 8000 рублей как то не хочется тратить , может у кого то есть ?
-
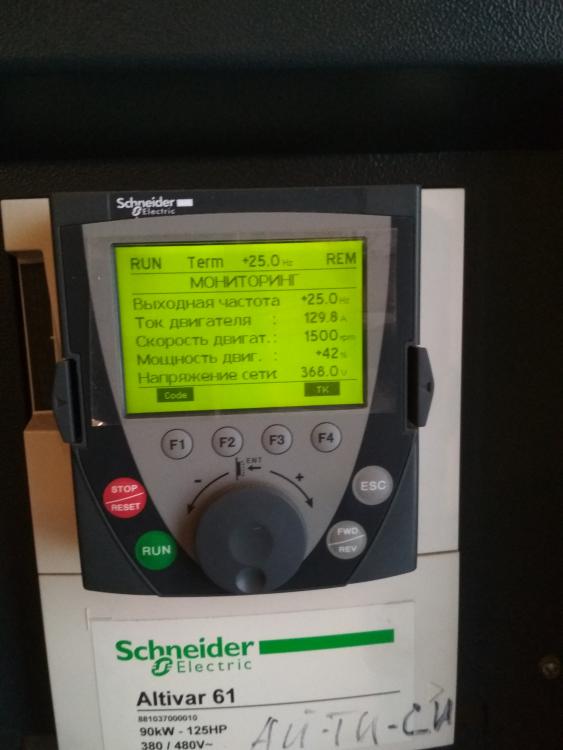
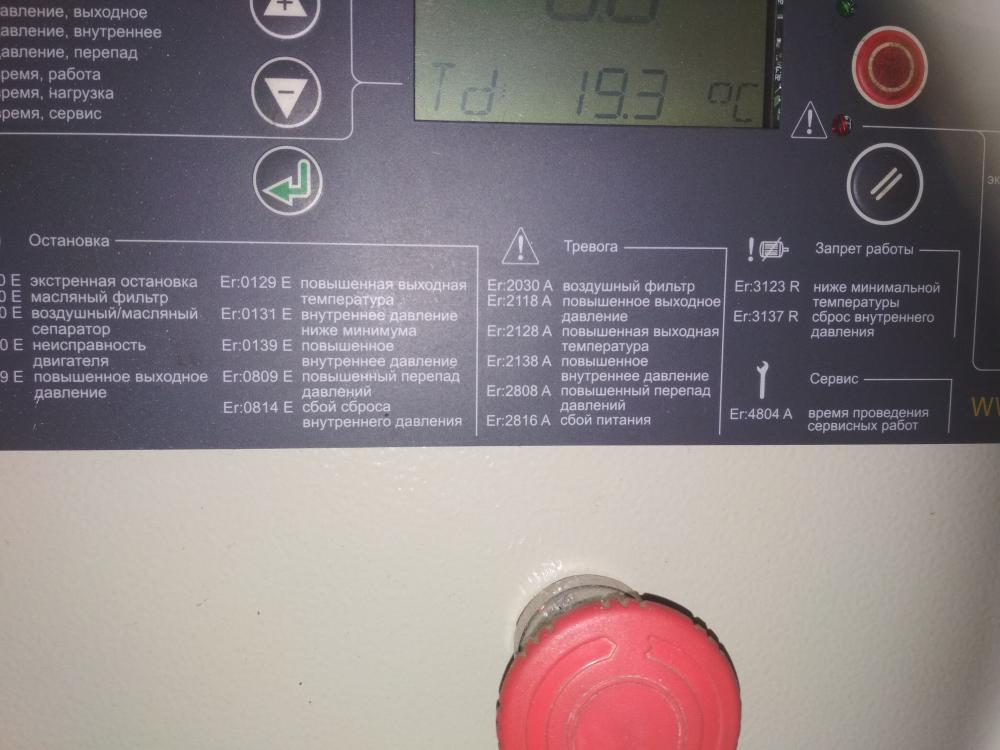
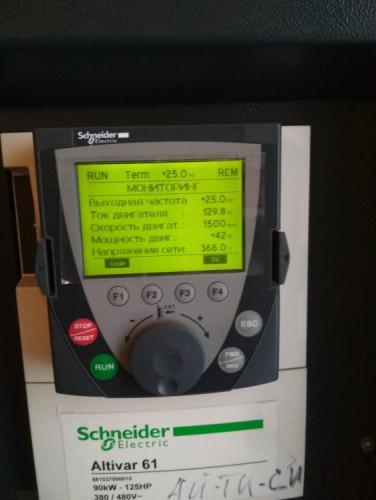
Частотники в компрессорных установка промпредприятий,больших мастерских необходимы.Мой опыт эксплуатации Альтивар 61 8 лет.Установка частотника ведет к значительной экономии электроэнергии. Второй снимок -контроллер Айрмастер С 1. Суммарная мощность двигателей 180кВт и при незначительном расходе воздуха и мониторинге контроллером пневмосети,частотники снижают мощность двигателей до 41-42% загрузки.Система позволяет осуществлять дистанционное компьютерное управление.

- 5 ответов
-
- 4
-
-
- технологии
- схемы
- (и ещё 1 )
-
В данный момент осваиваю молот пневматический. Довольно опасный агрегат. Вот несколько видео, которые будут полезны. До сих пор помню, в кузницу зашел, думаю щааа я его включу и попрет жара, мы все ж могем. Угу, подошел, посмотрел на него и пошел к кузнецам, научите пожалуйста уму разуму по работе с молотом . https://youtu.be/px-nH1hbbLg https://youtu.be/xswEjIx4460 https://youtu.be/I1VwCUAgvm0 https://youtu.be/FudsABBgDhM
-
Оригинал здесь https://klyshko.ru/zhurnal-ucheta-proverki-kachestva-kontrolnyh-svarnyh-soedinenij/ Здравствуйте заполнить журнал учета проверки качества контрольных сварных соединений легко, достаточно посмотреть пример, главное чтоб были результаты испытаний из лаборатории по контролю сварных соединений. Если вы монтируете промышленное оборудование, трубопровод, металлоконструкции или просто свариваете армокаркас под фундаменты, то перед началом работ этот журнал следует заполнять. Как известно на стройке все начинается с ТЗ (технического задания) и проекта. Заказчик прописывает в техническом задании, какие подрядная организация должна предъявить документы перед началом работ. Например, в ТЗ могут прописать, что сварщики подрядчика должны изготовить образцы сварных соединений для проведения НК (неразрушающий контроль) и механических испытаний. Так что читаем внимательно ТЗ перед началом работ и оформляем все документы. Даже если заказчик не написал в техническом задании о мероприятиях по организации сварочных работ на его строительном объекте, то это прописано в Федеральных нормах и правилах в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»: В СП 70.13330.2012 «Несущие и ограждающие конструкции» так же говориться про проведения механических испытаний сварочных образцов перед началом работ. Если со второй попытки сварочный образец какого-либо сварщика не проходит испытания, то его не допускают к сварочным работам. 16. Сварщик, впервые приступающий к сварке, независимо от наличия удостоверения, должен перед допуском к работе пройти проверку путём выполнения и контроля допускного сварного соединения. Конструкцию допускных сварных соединений, а также методы и объём контроля качества сварки этих соединений определяет руководитель сварочных работ в соответствии с требованиями НТД. Но в данном СП не прописано, что результаты лабораторных испытаний необходимо вносить в журнал учета проверки качества контрольных сварных соединений. А с другой стороны, что с этими результатами делать их легко можно потерять, лучше вписать в журнал эти данные на конкретных сварщиков. Следовательно, заказчик или представитель проверяющей государственной структуры могут попросить этот журнал, а могут и нет, так как его нет в перечне списка исполнительной документации. 10.1.4 До начала работ каждый сварщик предварительно должен сварить стыковые пробные (допускные) образцы для последующих механических испытаний из того же вида проката (марки стали, диаметра, толщины), тем же способом сварки, в том же пространственном положении и при использовании тех же режимов, материалов и оборудования, что предусмотрено проектом и ППСР. Изготовление пробных образцов должно выполняться в присутствии лица, ответственного за сварочные работы по 10.1.1. 10.1.5 Размеры пластин для пробных образцов стальных конструкций, а так- же форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва должны соответствовать требованиям ГОСТ 6996. Формы и размеры заготовок стержней и пластин для пробных образцов арматуры железобетонных конструкций должны соответствовать требованиям ГОСТ 14098, [5], ГОСТ 10922. 10.1.6 После внешнего осмотра и измерений механические испытания необходимо проводить по ГОСТ 6996, ГОСТ 10922 и [6] в объеме, указанном в таблице 10.1. При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается. Почему я написал, что и к фундаментам имеет отношение этот журнал? Потому что иногда в проектах армокаркасы фундаментов указывают сваривать, а не собирать вязальной проволокой. Следовательно, необходимо провести механическое испытание сварного соединения арматурных прутков, каждого сварщика, который будет участвовать в монтаже фундаментов. Если ваша строительная организация серьезно относиться к исполнительной документации, то этот журнал по контролю сварных соединений, должен вестись и на общестроительных объектах. Пример заполнения журнал учета проверки качества контрольных сварных соединенийДля подробного рассмотрения нажмите на картинку: А вот в ГОСТ 32569-2013 "Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах" данный журнал необходимо сдавать при сдаче смонтированных трубопроводов: 13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П). Перечень прилагаемых документов: Исполнительные чертежи участков трубопроводов со спецификацией по форме 1. Акты промежуточной приемки ответственных конструкций (форма 2). Журналы по сварке трубопровода (форма 3). Журналы учета и проверки качества контрольных сварных соединений (форма 4). Списки сварщиков, операторов-термистов, дефектоскопистов (форма 5). Журналы сборки разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 6). Списки рабочих, допущенных к сборке разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 7). Акты испытания трубопроводов (форма 8). Документация предприятий-изготовителей на изделия и материалы, применяемые при монтаже трубопровода (согласно описи). Акты на предварительную растяжку (сжатие) компенсаторов (форма 9). Так же в этом ГОСТе прописано, через какое время сварщик должен делать сварочные образцы. Если сварщик в течение трех месяцев не сварил 100 стыков или сделал более 100 стыков меньше чем за 3 месяца, то он должен сварить образец для проведения механических испытаний сварных швов. 12.3.19 Механические свойства стыковых сварных соединений трубопроводов должны подтверждаться результатами механических испытаний контрольных сварных соединений в соответствии с требованиями ГОСТ 6996. 12.3.20 Контрольные сварные соединения должны свариваться на партию однотипных производственных стыков. В партию входят сваренные в срок не более трех месяцев не более 100 однотипных стыковых соединений с номинальным диаметром DN <150 или не более пятидесяти стыков с DN >175. Однотипными являются соединения из сталей одной марки, выполненные одним сварщиком, по единому технологическому процессу и отличающиеся по толщине стенки не более чем на 50 %. Однотипными по номинальному диаметру являются соединения: DN от 6 до 32, от DN 50 до 150, DN >175 Все результаты испытания вносятся в журнал учета проверки качества контрольных сварных соединений, получается, что это журнал заполняется в течение всего времени проведения строительных работ. Образец акта на сварку контрольного соединения
- 2 ответа
-
- 8
-
-
- электроды
- технологии
- (и ещё 6 )
-
Оригинал здесь. https://klyshko.ru/pasport-truboprovoda/ Здравствуйте уважаемый читатель блога прораба, решил написать статью про паспорт трубопровода, так как при сдаче работ нашей строительной организацией по монтажу промышленного трубопровода, заказчик заставил нас, его делать. Что не сделаешь ради заказчика, который должен заплатить за выполненные работы и пугает, что может прекратить сотрудничать с нашей строительной фирмой, ну ладно, надо так надо. Хотя если разобраться в гост технологические трубопроводы 32569-2013 прописано какую документацию должны сдавать монтажники. Пункт «13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П)». В приложение П, перечислены следующие документы: • Свидетельство о монтаже технологического трубопровода; • Исполнительный чертеж трубопровода; • Спецификация изделий, примененных при монтаже участка трубопровода; • Акт промежуточной приемки ответственных конструкций: • Журнал по сварке трубопроводов; • Журнал учета и проверки качества контрольных сварных соединений; (тема для отдельной статьи) • Список сварщиков, операторов-термистов, дефектоскопистов; • Если у вас трубопровод с давлением более 10 МПа, то необходимо предоставить журнал сборки разъемных соединений трубопроводов с давлением более 10 МПа с контролируемым усилием натяжения; • Акт испытания трубопровода; • Акт на предварительную растяжку (сжатие) компенсаторов. Про то как выполнить исполнительную документацию на промышленный трубопровод я рассказывал в статье "Монтаж трубопровода". В вышеперечисленном списке нет пункта на предоставление монтажниками паспорта трубопровода, а он сидит в разделе 14 «Требования к эксплуатации трубопроводов» пункт 14.1.2 «На трубопроводы всех категорий составляют паспорт установленного образца (приложение М)». Получается, что монтажники согласно госту по технологическим трубопроводам сдают исполнительную документацию без паспорта на трубопроводы, а заказчик, который будет его эксплуатировать, должен сам его сделать и заполнить. Какие были у нас замечание при предъявлении паспорта трубопровода заказчику? В принципе изготовить паспорт по образцам, показанным в ГОСТе 32569-2013 , нет ничего сложного, если вы сами смонтировали эти трубопроводы и подготовили исполнительную документацию по списку из приложения П, то у вас все данные должны быть в наличии. Паспорт трубопровода, согласно приложению М, состоит из следующих документов: • Содержание паспорта, в котором указывают перечень всех документов; • Техническая характеристика и параметры, в таблицу вносятся данные из проекта, которые обычно расписаны на 1 листе в разделе ТХ; • Сведения об участках трубопровода, указываем наименование участка, диаметр и толщину стенок труб, протяженность участков трубопроводов; • Данные о монтаже, ничего сложного берем из проекта и журнала сварочных работ; • Данные о материалах. В этом пункте 3 таблицы, в которых необходимо перечислить все трубы и изделия (отводы, тройники, переходы, краны, метизы и т.д.) которые были применены при монтаже трубопровода; • Результаты испытаний, прописываем данные проведенных испытаний трубопровода. Виды и условия испытания пишем если водой, то гидравлическое, если воздухом, то атмосферное; • Заключение, заполняется владельцем трубопровода; • Ответственные за исправное состояние и безопасную эксплуатацию трубопровода, таблица заполняется владельцем, мы сдавали пустую; • Сведение о ремонте и реконструкции трубопровода, то же самое, как и в предыдущем пункте; • Записи результатов ревизии (освидетельствования) трубопровода, это делается точно без монтажников; • Формуляр измерений деталей трубопровода, тоже все данные вносятся в процессе эксплуатации; • Регистрация трубопровода, владелец должен зарегистрировать его в Ростехнадзоре и заполнить данный формуляр. В конце приложения М есть примечание, в котором написано, что обязательно следует приложить схему (чертеж) трубопровода, расчет на прочность, регламент на проведение в зимнее время пуска (остановки) трубопровода (заполняется для трубопроводов расположенных на открытом воздухе или в неотапливаемом помещении). Также прилагаются акты ревизии, удостоверения о качестве ремонта трубопровода, документация по контролю металла трубопровода. Из всего этого списка, перечисленного в примечании, мы прикрепили к паспорту только схему и пример расчета регламента проведения в зимнее время пуска (остановки). При сдаче заказчику выдал замечания из-за нашей не внимательности, из проекта внесли данные в паспорт с ошибками. Посмотреть пример паспорта, который мы сдавали, можно на этой странице.
-
- 5
-
-
- книги
- технологии
- (и ещё 3 )
-
Постепенно будем собирать и систематизировать материалы по автомобильным деталям,т.е.,что из чего сделано.В данной теме будует информация о стальных,чугунных,алюминиевых деталях. Марки стали Изготавливаемые детали Стали пониженной прокаливаемости 50ППО (коромысло клапана ЗИЛ-130), 58 (55ПП), 60ПП (ведомая цилиндрическая шестерня главной передачи ЗИЛ-130, ведомая коническая шестерня ГАЗ-53А, вторичный вал ГАЗ-53А), НИПРА (шестерни полуоси, крестовины дифференциала) 08, 08кп, 10 Корпуса стеклоподъемников и дверных замков, кожуха системы охлаждения, брызговики двигателя, дверки кабин, крылья, глушители, щитки радиатора, панели капота, корпуса воздушного фильтра, детали кабин и кузовов, кронштейны, крышки клапанных механизмов, регулировочные прокладки, маслоотражатели, гайки, шурупы, детали приспособлений, нестандартного оборудования ст.15, 15кп Диски колес легковых автомобилей, различные пальцы и оси, болты и винты с круглой, олукрглой, цилиндрической, потайной и другими головками ст.20, 20кп, 25 Валы и червяки рулевого управления, валы управления коробкой передач, карданные валы, тросы стеклоподъемников, бамперы, детали рычага ручного тормоза, вилки переключения передач, вкладыши рулевых тяг, рычаги переключения передач, различные кронштейны, тросы управления карбюратором и др. ст.30, 35 Карданные фланцы и вилки, шестерни коленчатого вала, шестерни масляного насоса, корпуса гидроцилиндров опрокидывающихся устройств самосвалов, выдвижные гильзы гидроподъемников, буксирные крюки, вилки переключения передач, шпильки колес, шестигранные резные болты, детали нестандартного оборудования ст.40, 45 Коленчатые валы двигателя и компрессора, распределительные валы, поршневые пальцы, полуоси некоторых марок легковых автомобилей, оси шестерен заднего хода, поворотные шкворни, вилки карданного вала, венцы маховиков, разжимные кулаки колодок тормоза, штанги толкателей, шпильки головки блока и др. ст.50, 60 Ведомые диски сцепления Сталь для клапанов - 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М, Чугунные детали отечественных автомобилей Типы чугунов Марки чугунов Изготавливаемые детали Серые СЧ15 СЧ20 СЧ25 Впускные и выпускные трубопроводы двигателей, блоки цилиндров двигателей, маховики, нажимные диски сцеплений, блоки цилиндров компрессоров, картеры и крышки картеров коробок передач, мокрые гильзы цилиндров и гильзы двигателей воздушного охлаждения, тормозные барабаны, цилиндры гидротормозов и сцеплений и др. ----------------------------------------------------------------------------------------------------- Легированные и малолегированные По ТУ заводов Монометаллические гильзы цилиндров, клапанные гнезда, гильзы цилиндров двигателей, поршневые кольца, диски сцеплений ------------------------------------------------------------------------------------------------------ Высоколегированные По ТУ заводов Вставки в верхнюю часть мокрых гильз цилиндров, клапанные гнезда Высокопрочные с шаровидным графитом ---------------------------------------------------------------------------------- ВЧ45, ВЧ50, ВЧ60, по ТУ заводов Поршневые кольца, коромысла клапанов, коленчатые валы, распределительные валы, картеры коробок передач, ступицы колес, тормозные барабаны, башмаки рессор, кронштейны двигателей и подвески ------------------------------------------------------------------------------------------ Ковкие КЧ35-10, КЧ37-12 Картеры главных передач, картеры задних мостов, картеры рулевых механизмов, чашки дифференциала, ступицы колес, тормозные барабаны, кронштейны, педали ----------------------------------------------------------------------------------------- Металлокерамические, спекаемые По ТУ заводов Направляющие втулки клапанов ----------------------------------------------------------------------------------------- Отбеленные По ТУ заводов Для наплавки тарелок толкателей, коромысел клапанов, кулачков распределительных валов при их ремонте Алюминиевые автомобильные диски. Изготавливаются из первичного алюминия. А356 AlSi7Mg03, российский аналог АК7ч Расшифровка надписей https://unit-car.com/termini-i-sokrasheniya/121-markirovka-diskov.html# http://mashintop.ru/userfiles/114_image001.png http://mashintop.ru/userfiles/19_image010.png http://mashintop.ru/ http://1tire.ru/wp-content/uploads/2017/03/GERMAN_DISK.jpg Итальянские диски http://1tire.ru/wp-content/uploads/2017/03/ITALIAN_DISK.jpg Японские диски http://1tire.ru/wp-content/uploads/2017/03/JAPAN_DISK.jpg Американские диски http://1tire.ru/wp-content/uploads/2017/03/AMERICAN_DISK.jpg Российские диски http://1tire.ru/wp-content/uploads/2017/03/RUSSIAN_DISK.jpg Китайские диски http://1tire.ru/wp-content/uploads/2017/03/CHINA_DISK.jpg http://1tire.ru/ Отличие оригинального диска от идентичного и реплики на примере BMW. Диски оригинальные и идентичные изготавливаются на одном заводе Оригинальные диски подлежат клеймению знаком BMW и являются принадлежностью автомобиля.Всю юридическую ответственность несет BMW ,а не завод изготовитель дисков.Точно такой же диск,отлитый на том же заводе,но без клейма, называется идентичным - в этом все их отличие.Реплика-точная копия оригинального диска,с неизвестным составом алюминиевого сплава,отлитым...можно догадаться где. Литые алюминиевые детали автомобиля Из алюминиевых сплавов изготавливают и другие детали двигателей: трубы впускные, картеры рулевого управления, картеры сцепления и др., отливаемые в кокиль из сплавов типа АЛ4 или АК9 (ОСТ 48-178—80); термостаты, водяные насосы, отливаемые под давлением из сплава АЛ4. Литьем под давлением изготавливают также корпуса карбюратора, дросселя, распределителя, топлив ного и масляного насосов и др. Диапазон применяемых сплавов также достаточно широк. Используют сплавы типа АК12М2 (ОСТ 48-178—80), АК9С и АК9М2а (ТУ 48-3606-8/0—82). Значительную номенклатуру деталей электроаппаратуры отливают под давлением из сплавов типа АЛ2 и АК12М2р (ТУ 48.26.48—78). Наиболее характерные примеры применения литейных алюминиевых сплавов в конструкциях двигателей приводятся ниже. Блоки У-образных двигателей ГАЭ-53 и ГАЗ-66 изготавливают из сплава АЛ4 литьем под давлением. Минимальная толщина стенки составляет 4,5 мм, масса отливки 29 кг и полностью механически обработанного блока 26 кг. Двигатель ГАЗ-24 имеет блок цилиндров из сплава АЛ4 массой 17 кг. Головки двигателей автомобилей ВАЗа отливают в кокиль из сплава АК6М2, трубы впускные — из сплава АК9. Методом литья под давлением изготавливают корпуса масляного насоса и ряд других деталей. Четырехцилиндровый блок двигателя английской фирмы «Hill-man» получают литьем под низким давлением из сплава типа AЛ4. Крышки коренных подшипников изготавливают литьем под давлением из сплава, содержащего 9 % Si и 3 % Си. Головку блока цилиндров отливают из сплава типа AJ16 в кокиль. Методом литья под давлением отливают переднюю крышку с водяным насосом, крышку клапанной коробки, секцию толкателей и выпускную трубу. Восьмицилиндровый У-образный двигатель английского автомобиля Rover целиком изготовлен из алюминиевых сплавов. Блок цилиндров отливают из сплава М25 в землю, головку — под давлением. Двигатель «Peugeot-204» (Франция) с алюминиевым блоком и головкой цилиндров поперечного расположения смонтирован в блоке с коробкой передач. Масса силового агрегата составляет 125 кг. Алюминиевый блок цилиндров двигателя «Renault-16» отливают под давлением. Одновременно из алюминиевых сплавов изготавливают головку и ряд других делалей. Масса двигателя 92 кг. Картер коленчатого вала У-образного двигателя воздушного охлаждения «Tat-га-603» отливают из сплава типа АЛ4. Головки на каждый цилиндр отливают в кокиль из сплава типа AЛ13. Американский шестицилиндровый двигатель воздушного охлаждения «Chevrolet-Corvair» изготавливают из алюминиевых сплавов методом литья под низким давлением. Алюминиевая головка выполнена общей на каждые три цилиндра. Блок шестицилиндрового двигателя «Rumbler» (США), отлитый под давлением из алюминиевого сплава, весит вместе с залитыми чугунными гильзами 30,5 кг. Оценивая применение литейных алюминиевых сплавов в конструкциях шасси и кузовов, следует прежде всего отметить изготовление коробок передач, главным образом в легковых автомобилях. Неавтоматические коробки передач отливают в кокиль и под давлением из сплава типа АЛ4. Картеры автоматических коробок передач более приспособлены для литья под давлением, что обусловливает более широкое применение алюминиевых сплавов для этих Целей. При этом обеспечивается более высокая точность отливок И значительное снижение механической обработки. Для уменьшения теплового расширения картера практикуют применение стальных вставок. Картер сцепления для легковых автомобилей, как правило, отливают под давлением как одно целое с картером коробки передач из сплава типа AЛ4. Картер сцепления для грузовых автомобилей отливают в комбинированные формы или в кокиль из сплавов типа АЛ4 и АЛ9. Из сплавов типа АК9С и АК9М2а изготавливают литьем под давлением тормозные колодки, картер рулевого управления, корпус фильтра очистки масла, картеры мостов легковых автомобилей. В кокиль отливают кронштейны опор подвески и реактивные штанги. В настоящее время осваивается производство колес легковых автомобилей литьем в кокиль и с противодавлением из сплава типа АЛ4. В ряде случаев для этих целей применяют ковку из сплава типа АДЗЗ или литье в кокиль из сплава типа АЛ9. Для придания декоративного вида колеса анодируют, хромируют или окрашивают. Конструкция колес должна обеспечивать достаточную их прочность, чтобы исключить повреждения при монтаже шин и при наезде на бортовой камень. Высокие теплопроводность и удельная теплоемкость алюминиевых сплавов способствуют применению их для отливки тормозных барабанов. При этом значительно увеличивается долговечность тормозных накладок. Тормозные барабаны отливаются в кокиль из сплавов типа АЛ9 и АЛ1, а иногда — под давлением. На рабочих поверхностях тормозных барабанов применяют чугунные вставки для увеличения износостойкости. В частности, на ВАЗе применяют литье под давлением из сплава АК12М2. Тормозные цилиндры штампуют из сплава АД31 или отливают в кокиль из сплавов типа АК6М2. Основное преимущество алюминиевых сплавов в данном случае — стойкость к коррозионному воздействию тормозной жидкости. Алюминиевые поршни тормозных цилиндров анодируют для увеличения износостойкости. Ряд деталей двигателей, шасси и кузова отливают из вторичных сплавов типа АК5М7, АК4М4, АК5М2, АК7, АК12М2р, АК4М2Ц6 и АК9М2а. Вторичные сплавы АК9С, АК12М2р и в отдельных случаях АК7, включая переплав алюминиевой стружки, применяют для подших-товки при выплавке первичных сплавов. http://metallicheckiy-portal.ru/
-
 Пролог Всем привет, делаю печку каменку с тоннелем, чтоб топить её из другого помещения. Каменку решил сделать с колодцами, чтоб тепло напрямую не улетало. Здесь прототип http://websvarka.ru/talk/topic/2654-pechi-dlia-banisauny/?p=178689 Воздух для горения она будет брать из парной, чтоб за время топки парная провентилировалась. У печи будет зольный ящик для удобства очистки. Колосник будет стоять на кирпичах, их не коробит от жара. Справа на фото лоток из листа 1,5 мм, это заготовка под зольный ящик.
Пролог Всем привет, делаю печку каменку с тоннелем, чтоб топить её из другого помещения. Каменку решил сделать с колодцами, чтоб тепло напрямую не улетало. Здесь прототип http://websvarka.ru/talk/topic/2654-pechi-dlia-banisauny/?p=178689 Воздух для горения она будет брать из парной, чтоб за время топки парная провентилировалась. У печи будет зольный ящик для удобства очистки. Колосник будет стоять на кирпичах, их не коробит от жара. Справа на фото лоток из листа 1,5 мм, это заготовка под зольный ящик.






-

№6 Новые качели. Художественная номинация.
Kondor416 опубликовал тема в Конкурс сварщиков "Дачный сезон".
Представляю вашему вниманию конкурсную работу "#Новые качели". Вид номинации: Художественная номинация. Описание работы: Садовые качели, соединения сварные, элементы ковки, профильная труба 40х20х2, квадрат 10, проволока шестерка катанка, доска деревянная, сотовый поликарбонат, грунтовка серая, краска молотковая черная, краска молотковая золотая, растворитель 646, круги отрезные 25 шт, круг шлифовальный - 1 шт. Оборудование используемое при работе: ПА Форсаж 200ПА, ЕВМ Pico 162,УШМ, Резак, Горн, ручник, молот ручной, наковальня, струбцина, вилка, прибамбас для ручной гибки профиля, прибамбас для скрутки прутка, магниты угольники,компрессор, краскопульт, много ититской силы и немного матери. Помощник - в количестве один штука, использовался для разгрузки материала, остальное время сидел, фотографировал, смотрел, обучался, спрашивал, умничал с результатом 50 на 50, обедал, к основной работе не привлекался. В процессе работы сделал для себя множество выводов по изготовлению металлоконструкций такого типа. Все ошибки и косяки свои знаю. Основная проблема при подобной работе в симметричности элементов, нужен профелегиб и иные шаблоны, также ровная поверхность. Процесс проведения работы: Закупили материал, выгружаем. Складируем. Нарисовал эскиз, но как обычно все пошло совсем не так как хотел, даже показывать не буду). По причине отсутствия профелегиба, сделал вот такой прибамбас для упражнения с профтрубой. Нагнул вот такие дуги. По причине вышеназванной - симметричность пришлось подгонять приварив дуги к столу,нагрев резаком и допилка струбциной до симметричности. Получаются вот такие заготовки боковых стенок: Прихватываю. Далее перехожу к сборке лавки. Изгибы на лавке делал путем частого пропила профтрубы, затем заплавлял ПА и зашлифовывал. Усиляю конструкцию стойками. Места заломов на проф трубе на горячую обвиваю проволокой катанкой шестеркой. Перехожу к ковке элементов. Сделал на скорую руку прибамбас для скрутки квадрата. Отковываю элементы. Привариваю кованные элементы: Делаю крепления для лавки, качаться будет на навесах. Изделие до грунтовки: Изделие после грунтовки:






















- 8 ответов
-
- 11
-
-
- технологии
- MMA
- (и ещё 2 )
-
Здравствуйте! Сегодня откопал данный агрегат УПРП - 201У3. Лежал под грудой досок и опилок. Достался в пользование бесплатно. Как бы не насовсем, но он никем не использовался, так что в долгосрочном пользовании. Идут с ним две горелки, без электродов. У одной сопло побольше у второй поменьше. Потребляет 44 кВа. Тяжелый зараза, но на колесах. Сегодня затащили в мастерскую. Буду перебирать, продувать, контакты окислились. По оперативной информации - им ни разу не пользовались. Не знаю смогу ли под него найти электроды... и вообще нужны ли ему электроды? Информации в сети маловато. Видно старый динозавр. Режет от 100 да 200 ампер регулировка. Если у кого есть по нему какая либо информация, буду признателен если поделитесь.


-
 Полезные ссылки: Конкурс сварщиков "Дачный сезон".Техническая номинация (обзор всех работ)Художественная номинация (обзор всех работ) Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Дачный сезон» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru в специальном разделе форума Конкурс сварщиков "Дачный сезон". (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес [email protected] 3. Спонсор Конкурса 3.1. Компания "Зона-Сварки! http://welding-zone.ru техническое обслуживание сварочного оборудования в Москве и Московской области, а также в регионах России, на выезде и в сервисном центре! [http://websvarka.ru/talk/uploads/monthly_05_2018/post-3288-0-13265300-1526311242_thumb.png] 4. Сроки проведения Конкурса 4.1. Конкурс проводится в период с 1 июня 2018 года по 31 августа 2018 года (здесь и далее — время московское). Указанный срок включает в себя: 4.1.1. Срок предоставления работ для участия в Конкурсе: с 1 июня 2018 года по 24 августа 2018 года включительно. 4.1.2. 25-28 августа — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса. 4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 28 августа 2018 года по 31 августа 2018 года (включительно). 4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 1 сентября 2018 года. 5. Участники Конкурса, их права и обязанности 5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса. 5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка). 5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса 6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия: 6.1.1. Зарегистрироваться на Сайте Конкурса (на форуме). 6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков "Дачный сезон" и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил. 6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления. 6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать названию, целям Конкурса и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: самодельный культиватор, трактор, картофелекопалка, детская площадка(карусель, качели, ...) железная статуя-фонтан, и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. Слово «Вебсварка-конкурс» (на всех 5-ти фото!),написанное на листке бумаги или каким-то иным образом изображенное рядом с конкурсной работой. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография со словом «Вебсварка-конкурс», которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный аппарат Форсаж 301 8.1.2. Приз за 2-е место: Сварочный аппарат LINCOLN PowerCRAFT 200i-ST 8.1.3. Приз за 3-е место: Сварочный аппарат Grovers ENERGY ARC 200 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный аппарат KIRK ARC200 8.2.2. Приз за 2-е место: Сварочный аппарат Aurora INTER 160 8.2.3. Приз за 3-е место: Сварочный аппарат KIRK TIG160 8.3. Дополнительно один поощрительный приз FUBAG IR 160 с маской Оптима 11 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на [email protected]
Полезные ссылки: Конкурс сварщиков "Дачный сезон".Техническая номинация (обзор всех работ)Художественная номинация (обзор всех работ) Правила конкурса 1. Общие положения 1.1. Название конкурса: Конкурс сварщиков «Дачный сезон» (далее по тексту настоящих Правил – Конкурс). 1.2. Цели Конкурса: выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии «Сварщик». 1.3. Конкурс проводится по 2-м отдельным направлениям: 1.3.1. Техническая номинация, к которой конкурсные работы оцениваются по их функциональности и практичности. 1.3.2. Художественная номинация с упором работ на их творческую составляющую. 1.4. Конкурс проводится в сети интернет на сайте http://websvarka.ru в специальном разделе форума Конкурс сварщиков "Дачный сезон". (далее – Сайт Конкурса). 2. Организатор Конкурса 2.1. Организатором Конкурса выступает форум сварщиков Вебсварка. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, пишите в текущей теме, личным сообщением @Миротворец, (для зарегистрированных пользователей) или по электронной почте на адрес [email protected] 3. Спонсор Конкурса 3.1. Компания "Зона-Сварки! http://welding-zone.ru техническое обслуживание сварочного оборудования в Москве и Московской области, а также в регионах России, на выезде и в сервисном центре! [http://websvarka.ru/talk/uploads/monthly_05_2018/post-3288-0-13265300-1526311242_thumb.png] 4. Сроки проведения Конкурса 4.1. Конкурс проводится в период с 1 июня 2018 года по 31 августа 2018 года (здесь и далее — время московское). Указанный срок включает в себя: 4.1.1. Срок предоставления работ для участия в Конкурсе: с 1 июня 2018 года по 24 августа 2018 года включительно. 4.1.2. 25-28 августа — технический перерыв перед голосованием. Работы уже не принимаются, но публикуются те, которые были присланы в последние дни Конкурса. 4.1.3. Срок, в течение которого осуществляется голосование на Сайте Конкурса: в период с 28 августа 2018 года по 31 августа 2018 года (включительно). 4.1.4. Официальное объявление Победителей и обладателей Наград осуществляется 1 сентября 2018 года. 5. Участники Конкурса, их права и обязанности 5.1. Лица, выполнившие требования, установленные настоящими Правилами, именуются Участниками Конкурса. 5.2. Участником Конкурса может стать любой желающий (включая Супермодераторов и Модераторов проекта Вебсварка), за исключением Организатора конкурса (он же — Администратор проекта Вебсварка). 5.3. Каждый Участник может представить на Конкурс только одну работу (изделие), выполненную своими руками в срок его проведения. Запрещено участие сразу в 2-х номинациях, как и предоставление нескольких Конкурсных работ или работ, выполненных командой из нескольких людей. 5.4. Участники имеют права и несут обязанности, установленные действующим законодательством Российской Федерации, а также настоящими Правилами. 6. Как стать Участником Конкурса 6.1. Для того, чтобы стать Участником Конкурса, необходимо в период, указанный в п. 4.1.1. настоящих Правил, совершить следующие действия: 6.1.1. Зарегистрироваться на Сайте Конкурса (на форуме). 6.1.2. Зайти на Сайт Конкурса Конкурс сварщиков "Дачный сезон" и создать Новую тему с описанием своей конкурсной работы в соответствии с требованиями, описанными в п.7 Правил. 6.1.3. Конкурсную работу не обязательно выкладывать сразу всю целиком, можно поэтапно или по мере изготовления. 6.2. Все присланные работы проходят предварительную модерацию в срок, не превышающий 7 дней. 6.2.1. Работам присвоенным порядковый номер считаются допущенными к участию конкурса. 7. Требования к конкурсным работам 7.1. Конкурсная работа должна соответствовать названию, целям Конкурса и выбранной Номинации, Технической или Художественной. 7.1.1. Все работы, независимо от номинации, должны иметь элементы сварки и непосредственное отношение к названию конкурса. К примеру: самодельный культиватор, трактор, картофелекопалка, детская площадка(карусель, качели, ...) железная статуя-фонтан, и много ещё чего, лишь бы не противоречила правилам конкурса. 7.2. Конкурсная работа должна в обязательном порядке содержать: 7.2.1. Оригинальный заголовок Темы (он же — название работы). 7.2.2. Указание, на какую из 2-х Номинаций заявлена конкурсная работа. 7.2.3. Поэтапный отчет с фотографиями и текстовым описанием процесса изготовления конкурсной работы. В отчете должно присутствовать как минимум 5 фотографии (начало процесса изготовления, его середина и итоговая работа), на которых изображены: 7.2.3.1. Сама конкурсная работа (или процесс ее изготовления). 7.2.3.2. Слово «Вебсварка-конкурс» (на всех 5-ти фото!),написанное на листке бумаги или каким-то иным образом изображенное рядом с конкурсной работой. Запрещено накладывать слово, используя постобработку фотографий в любых графических редакторах. 7.2.4. Одна главная фотография со словом «Вебсварка-конкурс», которая будет использоваться в качестве иллюстрации к конкурсной работе. 7.2.5. Дополнительные фото, видео и описание работы приветствуются. 7.3. К участию в Конкурсе не допускаются изображения и тексты, содержание которых противоречит законодательству РФ, включая, но не ограничиваясь: изображение и текст не должны служить пропагандой употребления (распространения) алкогольных напитков, табачных изделий, а также порочить честь и достоинство граждан, побуждать к совершению противоправных действий, жестокости или насилию, оскорблять религиозные чувства граждан; изображения и текст эротического содержания, а также изображения и текст, направленные на рекламу товаров и услуг. 8. Размер, форма и количество призов 8.1. Техническое направление: 8.1.1. Приз за 1-е место: Сварочный аппарат Форсаж 301 8.1.2. Приз за 2-е место: Сварочный аппарат LINCOLN PowerCRAFT 200i-ST 8.1.3. Приз за 3-е место: Сварочный аппарат Grovers ENERGY ARC 200 8.2. Художественное направление: 8.2.1. Приз за 1-е место: Сварочный аппарат KIRK ARC200 8.2.2. Приз за 2-е место: Сварочный аппарат Aurora INTER 160 8.2.3. Приз за 3-е место: Сварочный аппарат KIRK TIG160 8.3. Дополнительно один поощрительный приз FUBAG IR 160 с маской Оптима 11 9. Порядок определения Победителей и обладателей Наград 9.1. Победителей Конкурса определяет жюри, которое состоит из администрации форума и спонсора конкурса. 9.2. Выбор делается на основании субъективного мнения жюри. 9.3. При выборе победителей жюри учитывает: полноту и качество описания представленной работы; ее идею, практическую и художественную ценность; полученную реакцию пользователей форума Вебсварка, выраженную в оставленных сообщениях к конкурсной работе, а также в значении числа репутации первого сообщения конкурсной работы. 9.4. По каждому из 2-х направлений конкурса проводится отдельное голосование. 10. Особые условия 10.1. Принимая участие в Конкурсе, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Конкурсе в соответствии с настоящими Правилами, а также с тем, что представленная им Конкурсная работа может быть использована Организатором, в том числе, в рекламных целях. 10.2. При обнаружении Организатором фактов мошенничества (использование чужих работ, махинации и пр.), Организатор оставляет за собой право не допустить Участника до Конкурса или итогового голосования, а также пересмотреть результаты голосования, если в их процессе будут выявлены факты мошеннических действий. 10.3. Администрация имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. 10.4. При возникновении сомнения в авторстве Конкурсной работы, Организатор оставляет за собой право запросить у Участника Конкурса дополнительную информацию, которая бы однозначно подтверждала авторство предоставленной Конкурсной работы. 11. Приглашаем к сотрудничеству информационных партнеров. По всем вопросам пишите на [email protected]






- 48 ответов
-
- 3
-
-
- технологии
- полуавтомат
- (и ещё 7 )
-
Работы прошедшие модерацию и допущенные к конкурсу. http://websvarka.ru/talk/uploads/monthly_01_2018/post-14762-0-00848100-1517112306_thumb.png http://www.termopro.com/upload/medialibrary/59d/59dd7fe53679f6382a93d0cb3b7f174a.jpgООО АРАМИД — предприятие по производству и разработке арамидных материалов для защиты человека Конкурсная работа №1: Дело ясное,что дело темное. http://websvarka.ru/talk/uploads/monthly_02_2018/post-9984-0-12656600-1517566327_thumb.jpeg Конкурсная работа №2: Место сварки изменить нельзя!) Hydrosila Belar http://websvarka.ru/talk/uploads/monthly_02_2018/post-23696-0-43286700-1517596549_thumb.jpg Конкурсная работа №3: Старая гвардия http://websvarka.ru/talk/uploads/monthly_02_2018/post-19975-0-27801600-1517988110_thumb.jpg Конкурсная работа №4: Альма-матер:путёвка в Жизнь http://websvarka.ru/talk/uploads/monthly_02_2018/post-3787-0-23333600-1518028573_thumb.jpg Конкурсная работа №5 Мы здесь живем и работаем! Донской самовар. http://websvarka.ru/talk/uploads/monthly_02_2018/post-18781-0-59125600-1518772280_thumb.jpg Конкурсная работа №6: WWW Агенство Спасения Всех http://websvarka.ru/talk/uploads/monthly_02_2018/post-20709-0-63170200-1518984607_thumb.jpg Конкурсная работа №7: OOO "МФСБ", г. Якутск http://websvarka.ru/talk/uploads/monthly_02_2018/post-23801-0-24200900-1518948690_thumb.jpg Конкурсная работа №8: новое место http://websvarka.ru/talk/uploads/monthly_02_2018/post-11949-0-39489400-1519193239_thumb.jpg
-
"СТАРАЯ ГВАРДИЯ" Работа в рамках конкурса сварщиков "Нам здесь жить и работать" Спонсор конкурса ООО "АРАМИД" — предприятие по производству и разработке арамидных материалов для защиты человека. Предыстория: Какое отношение я имею к этому предприятию и этим людям - моими соседями на территории является небольшое предприятие г. Орск Оренбургская область , я им помогаю по мере свободного времени шаманить старую электрику, освещение, времена трудные, надо друг другу помогать. Вот наша общая территория, нас тут три организации: https://youtu.be/KeQHk2y69Yc В цехе работают Юрий Федорович и Александр Николаевич, работяги, люди старой советской закалки. Есть на предприятии и монтажная бригада, но они работают на выезде. Так как старое поколение не владеет в достаточной мере информационными технологиями, оформление темы взял на себя. Согласие на участие в конкурсе от них получено. Итак поехали, работа к конкурсу начинается. https://youtu.be/zxppl3EBBvI Предприятие специализируется на вентиляционных системах, изготавливают различные короба, фланцы итд итп. Юрий Федорович занимается по сварке и резке металла, а Александр Николаевич по жестянке, подгонке. Сегодня, когда я пришел к ним делать фото- видео материал, они занимались изготовлением "штанов", трайников как они сказали по научному называется, ударение на А, (три раза переспросил, трАйник говорят, а не трОйник ) Это Александр Николаевич Это Юрий Федорович Оборудование старенькое, с советских времен, но еще вполне рабочее. Листогибочный станок и вальцы Небольшая гильотина и виброножницы Юрий Федорович работает по сварке обычно вот на этом столе а Александр Николаевич вот на этом столе Резка подгонка изделия https://youtu.be/u5xfnOklJ80 Александр Николаевич правит заготовку на вальцах https://youtu.be/M1fGHnTQTv8 Затем непосредственно процесс сварки Юрием Федоровичем https://youtu.be/_RvqKuK71rg Готовые изделия Вот такие люди, вот такой цех. Выгнали они меня в итоге, чтобы под ногами не путался и работать не мешал и пошел я и создал тему, о сварщиках великих глубинки Русской, которые пашут каждый день честно, не наживают от трудов праведных палат каменных... Стол, за которым ты сидишь, Кровать, в которой ты уснёшь, Тетрадь, ботинки, пара лыж, Тарелка, вилка, ложка, нож, И каждый гвоздь, И каждый дом, И каждый ломтик хлеба – Всё это создано трудом, А не свалилось с неба! За всё, что создано для нас, Мы благодарны людям, Придёт пора, настанет час И мы трудиться будем.
































-

Tig PEN... приспособа для подачи присадочного прутка
Ustas_ опубликовал тема в Аргонодуговая сварка — TIG
Собстна, пользуется кто,что думаете, какие впечатления? https://youtu.be/ybxo6tTc8_c
- 53 ответа
-
- 1
-
-
- технологии
- аргон
- (и ещё 1 )
-
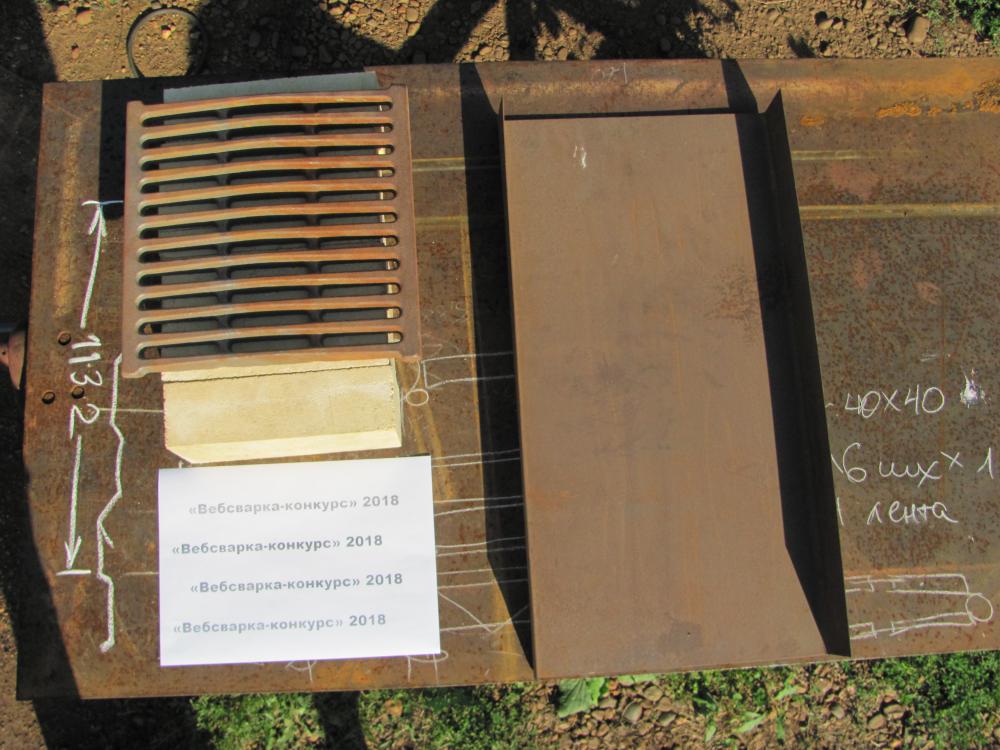
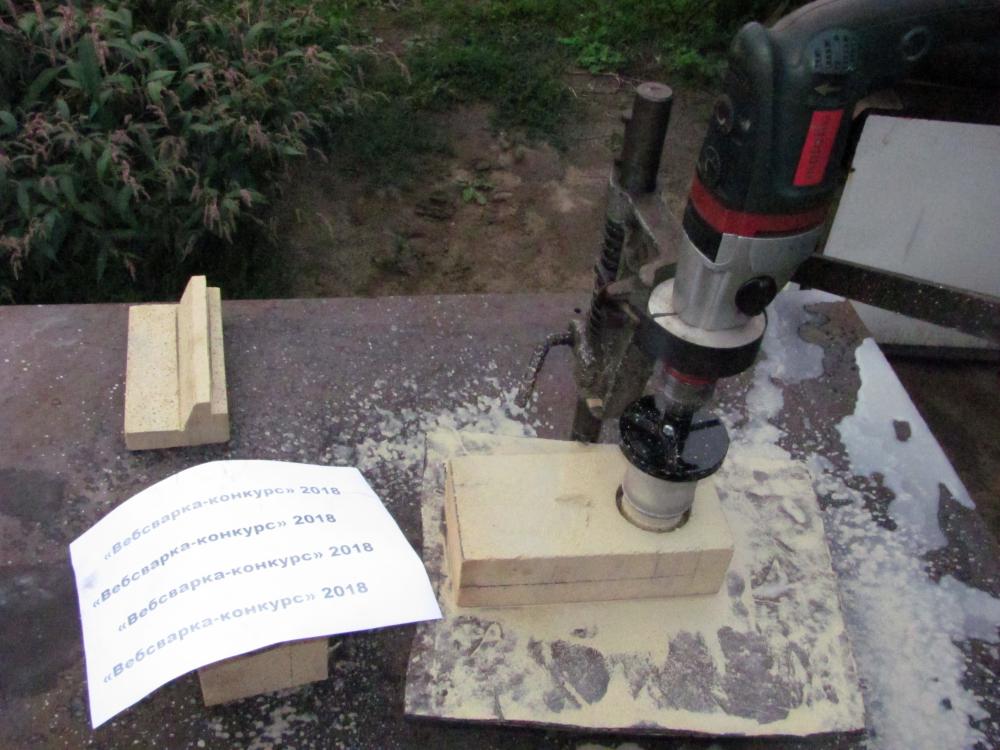
Здравствуйте! Решил переделать колосник для горна. Первоначальный был сделан из арматуры, с продольными отверстиями. По мне данная конструкция получилась неудачной, неравномерно прогревается металл, как зебра. На чипмейкере встречал мнение, что продольные отверстия более практичные, но по моему опыту не соглашусь. За основу взят металл 10 мм толщина. Размеры 260х280. Размечаем линии под отверстия, начинаем сверлить на станке Отверстия диаметром 8 мм, с обратной стороны развальцевал пирамидкой под конус, для того, чтобы шлак не забивал, а ссыпался в зольник. В итоге получился вот такой колосник.




- 2 ответа
-
- 4
-
-
- фото
- технологии
- (и ещё 1 )
-
Стойки под фермы
- 2 комментария
-
- 7
-
-
- работа
- технологии
- (и ещё 1 )
-
Приветствую всех! На производстве активно используем флюс для автоматической сварки. Флюс (в качестве примера возьмем АН-348А) прокаливаем в специально закупленных для этой цели печах. В процессе производства столкнулись со следующими проблемами: 1. Сварщики берут флюс из печки прямо после прокалки. Температура флюса в этот момент около 300-350 °C. Такой температуры не выдерживают флюсовые бункеры-бачки на сварочных аппаратах некоторых фирм-производителей и некоторые другие составные части сварочного оборудования. Чтобы уйти от этой ситуации, сварщик либо смешивает горячий флюс в ведре с холодным непрокаленным, либо ждет от 30 до 60 минут, пока температура флюса в ведре не станет приемлемой. Оба варианта, разумеется, не устраивают никого, так мы либо портим оборудование, либо слишком много теряем времени. Температура флюса в печи остается на уровне 250-300 °C в течении 4-5 часов с момента завершения прокалки (хорошая теплоизоляция у печи). Самым адекватным выходом из положения в этом случае видится создание участка подготовки сварочных материалов, на котором будет происходить прокалка флюса и последующая выдача в цех этого флюса. На этом этапе возникает вопрос: 2. В чем перемещать прокаленный флюс? Есть ли готовые решения или надо будет разрабатывать самому. Участок подготовки, если он и будет создан, будет находится в том же цеху, где происходит сварка. 3. В чем хранить прокаленный флюс? Нормативные документы предусматривают "герметичную тару". Как она выглядит, где ее можно приобрести в случае надобности? Можно ли обойтись без сушильных шкафов, где постоянно поддерживается определенная температура? 4. Регламентируется ли нормативными документами процесс прокалки флюса? Имеется ввиду, температура печи, при которой должен быть засыпан флюс, время выдержки, время остывания флюса? Как все это выглядит на практике? 5. Регламентируется ли нормативными документами температура флюса , при которой его можно вводить в работу? Имеется ввиду, условно говоря, "не менее 30 °C и не более 100 °C". 6. Регламентируется ли нормативными документами действия с отработанным флюсом - что с ним следует делать, как много раз можно повторно использовать, как очищать от загрязнений, как определить, пора флюс очищать или нет, и, самое главное, как это все выглядит на практике? потому как на бумаге все написано красиво, а на деле всю эту процедуру затруднительно привести в действие. Буду очень благодарен за ответы.
-
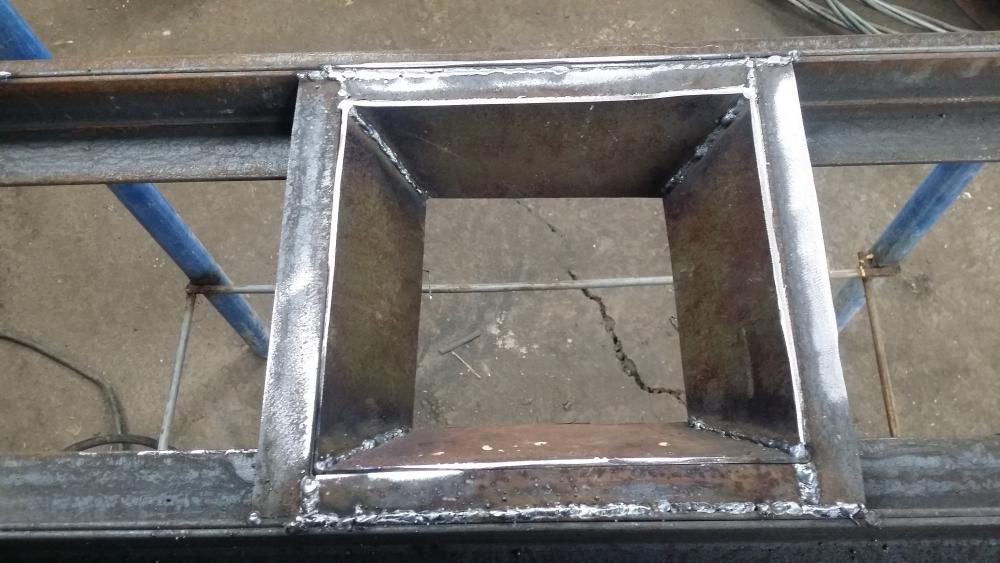
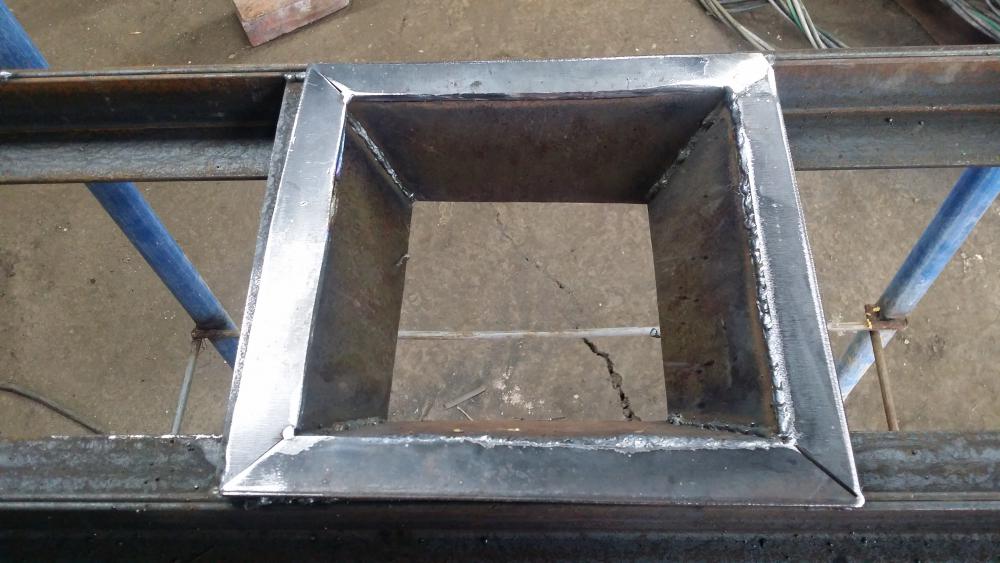
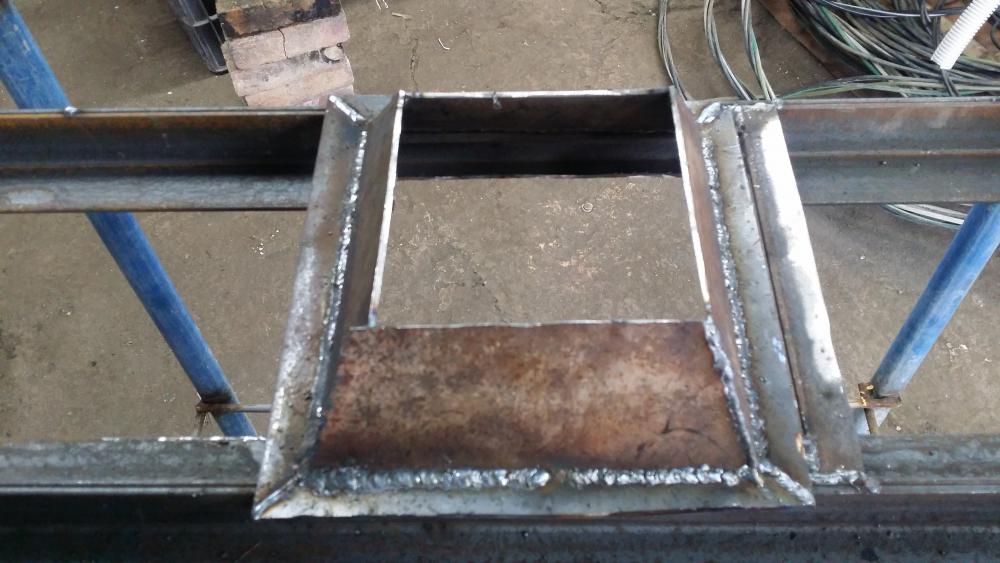
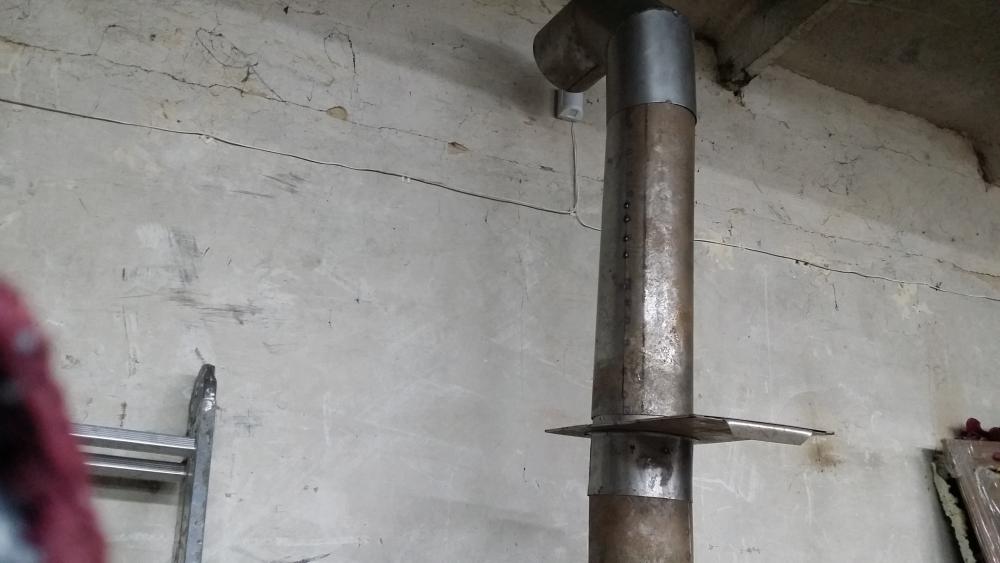
Здравствуйте! Продолжу тему изготовления горна кузнечного. Начало здесь http://websvarka.ru/talk/topic/7178-stanki-dlia-kovki/page-2 Прошел год использования изготовленного изделия. Модель если честно получилась не очень удобная. Использовал нечасто, на улице. Теперь в помещении оборудую стационарную кузню. Почитал темы про горны на чипмейкере и на остметал, смотрел ролики ютуб. На форумах много воды, очень трудно вылавливать информацию, да и все кто на что горазд. В основном воспользовался информацией для переделки с канала Kovkakova4 https://youtu.be/24uVMyhxInE Оговорюсь сразу- ничего не зачищал, сваривал по ржавчине, некоторые решения конструкции принимал на ходу, особой подгонки нет. Тапкой кидайте если что. Как я устал фото грузить при создании темы если б вы знали Очень выручили соседи - цех по изготовлению вентиляции. Я им помогаю электрические дела разгребать - они мне по жестянке помогают. Есть разные станки у них, гильотина итд итп. Дядя Юра работает там с 1974 года. Хороший мужик, газо электросварщик по профессии. Изготовление системы удаления газов его рук дело. Итак имеем старый вариант горна уличного угольного. Вот таким стал он за год непостоянного использования. Не удачность конструкции именно в зонтовом углублении внутрь, послушал одного "специалиста" перед изготовлением. Крайне неудобно закладывать заготовки и поддув воздуха неравномерен, жар сжигал железо. На фото видно. Колосник целый. Достал имеющийся кирпич, по размерам как раз 1000х800 как и размер стола старого горна. Отрезал металл столешницы и фурму резаком порезал на куски Зольник с поддувом длинноват был, в дальнейшем укоротил. Далее отмерил нарезал уголок, приварил к столу для жесткости и удержания кирпичей. Отмерил кирпичами размер очага. Приступил к изготовлению фурмы съемной, чтобы можно было вытащить ее. Обрамил полосками металла гнездо очага. Вот так получилось, выровнял плоскость зачистным кругом. Вот так вот на зольнике будет находиться фото кривых швов и общий вид установки фурмы. Фурма не лезла немного и пришлось одну боковину рамки срезать. Если кто будет делать учтите это. Так как труба у меня круглая на зольнике а гнездо прямоугольное, то отверстия заплавил полуавтоматом и проложил кусочки треугольные металла. получилось самое главное - герметично. Прикрепляю крышку для ссыпания золы. Приварил направляющие для стенок и усилил их прутком. Нарубили на гильотине боковые и задние стенки. Так, далее у меня пошли археологические раскопки, пол асфальт, под ним корни деревьев, неровный из за этого ужс, пол естественно ровнять и стяжку заливать на следующий год, ну а пока углубляемся для горна Вставил имеющиеся кирпичи, не хватило, половинки не очень функциональными оказались. Так как кирпичей не хватило, стал я их искать на следующий день, сначала по объявлениям- нет таких объявлений, не продают шамотный кирпич. Стал у знакомых спрашивать-дали наводку на организацию, развалили они печку на улице (вместе с организацией), подъехал, к сторожам подошел, они позвонили директору и купил я за 100 рублей 10 бэушных кирпичей. Состояние новых. Вот они, совсем другой вид стал. Сделал регулятор поддува, лопатку с ограничителем и прорезал проф трубу. Вот так. Креплю улитку на металлические полосы сбоку. Сделали зонт вытяжки, обрамляю его хитрым перфорированным профилем, который где то спер на объекте. Затягиваю его к горну на болт с гайкой вот так Боковые стенки я закрепил на пару саморезов, если нужно будет греть длинную заготовку - можно быстро снять. Изготовили шибер трубу и отвод. Скрепили контактной сваркой. Ну и вот что пока получилось. Необходимо теперь пробить отверстие, замерить сколько наружу трубы, дефлектор поставить и электрическую часть провести на пускателе. Занимался я этим проектом с понедельника по пятницу. Вроде бы казалось немного работы, оказалось не все так просто. Продолжение следует. Попробую видео снять запуска.
































































- 30 ответов
-
- 16
-
-
- схемы
- технологии
- (и ещё 2 )
-
модератор : переехали. предыстория здесь http://websvarka.ru/talk/topic/6918-svarka-aliuminiia-chast-2/ ---------------------------------------- Саша, я может какой не нормальный, педалье есть, даже пользовался с другими аппаратами, но ПРИВЫК на спаде тока работать , Форсаж приучил. Оочень часто приходится вокруг стола и всяких прочих штуковин бегать, принимать садомазские позы, какая тут пидаль? Она штука хорошая, но статичная, пока без нее работаю. Вот к примеру. Строго не судите, гонка была, - быстро,срочно, давай-давай. Объясните дураку по какому принципу сайт фотографии крутит? Валера, я №2







- 3 322 ответа
-
- 17
-
-
- технологии
- TIG
- (и ещё 1 )
-
Случай особый и интересный. Две трещины в диске БМВ заклеены эпоксидной смолой.Клеили в городе Сочи.




- 68 ответов
-
- 17
-
-
Построили новую дорогу, и поставили там светодиодное освещение.
-
По просьбам трудящихся, так сказать) Если что-то показалось непонятным, вопросы какие появились, пишите, спрашивайте. Речь пойдет о первом велосипеде для взрослого человека, любого пола, который покупает его для велопрогулок, не для спортивных состязаний. Я упрощу задачу выбора, и сразу скажу первый велосипед взрослому нужен MTB(MounTain Bike, буквально с английского "горный велосипед")- это самый универсальный велосипед для покатушек и в городе и по пересеченной местности. Тип рамы будет хардтейл( буквально с англ. "твердый хвост"), то есть без заднего амортизатора. Почему не стоит брать дешёвый велосипед с задней подвеской? Дешевые велосипеды с задним амортизатором имеют усложнённую конструкцию рамы, а так как они дешевы, то и ненадёжную (очень быстро выйдет из строя даже под легким человеком, скорее всего где-то треснет по сварке) много весят, да и вообще, задний амортизатор выполняет скорее декоративную функцию, а не работает так как должен, то есть такой велосипед не выгоден со всех сторон, кроме как рассказать друзьям, что у вас двуподвес). http://velored.ru/wp-content/uploads/2017/06/%D1%81%D1%82%D0%B5%D0%BB%D1%81-%D0%B4%D0%B2%D1%83%D0%BF%D0%BE%D0%B4%D0%B2%D0%B5%D1%81-300x214.jpg Как выбрать раму велосипеда по росту и весу я расскажу в конце статьи (с табличками). Так как это важные параметры, но не первичные- сейчас даже самые дешёвые велы делают в разных размерах. Стоимость велосипеда. На июль 2017 года самые простые МТБ для взрослых стоят примерно от девяти тысяч рублей(9000 руб.) и до бесконечности. Во всяких ашанах и прочих лентах можно еще дешевле найти, но там ни в коем случае не надо их покупать. Самый дешёвый в других магазинах брать также не надо. Ориентируйтесь на цену примерно в пятнадцать тысяч рублей(15000 руб.). Если же стоимость велосипеда для вас не проблема, тогда всё нижеследующее читать не имеет смысла, просто покупайте велосипед который вам понравился и готово( главное, чтобы размер рамы был ваш, хотя чуть дальше я расскажу про особенности выбора комплектующих и навесного оборудования, это также может быть интересно всем). Для тех же кто ограничен в финансах, или же просто распоряжается ими рационально, прошу читать дальше: Где и какой первый горный велосипед покупать?Где покупать? По своему опыту, скажу что самую нормальную цену на горные велосипеды начального уровня дают только три места: Авито, Спортмастер и Декатлон. Но в любом случае вел надо покупать только в живую, через инет-магаз заказывать можно, если вы 100% уверены что вам всё подойдет (а как вы в этот можете быть уверены не попробовав?). Например, один свой вел я покупал через инет семь лет назад, и ему пришлось ставить короткий вынос руля, так как он был мне великоват, вот так экономия на инете вылилась в покупку короткого выноса. И это я еще легко отделался. Этого не учесть, не прокатившись на велосипеде. Авито. Тут вполне можно найти и купить классный горный велосипед за недорого. Но нужно его смотреть только с человеком, отлично разбирающемся в велосипедах. Например заказать такую услугу у веломастера( у нас можно такое заказать, будет стоить как обычный выезд). Спортмастер и Декатлон. Про них можно говорить вместе, линейки начальных велов как близнецы-братья. Самый дешевый у Спортастера- это Stern First 26", за 7999руб.(лето 2017г.) этот велосипед (самый дешёвый), как я и говорил, брать не стоит, у него стальная тяжелая рама( если повредите краску будет ржаветь), нет возможности для апгрейда в дальнейшем( он так называемый ригид- без амортизации, захотите поставить потом вилку- нормальная без переделок не встанет, рулевой стакан слишком тонкий). Самый дешевый велосипед Спортмастера, который стоит брать это Stern Energy 1.0 26"( 13999руб.), у него алюминиевая рама, переключатели и триггер-шифтеры Shimano. http://cdn.sptmr.ru/upload/resize_cache/iblock/279/1000_1000_1/12467150299.jpg Ближайшая модель из Декатлона, на которую стоит обратить внимание, это B'Twin Rockrider 340 26"(15999руб.)- у него также алюминиевая рама, переключатели Shimano, грип-шифтерыSunRace. Я рекомендую начать выбирать велосипед именно с этих моделей, они чуть отличаются дизайном, органами управления переключения, а так это хорошие велосипеды по нормальной цене, и если "Декатлоны" есть только в достаточно крупных городах, то "Спортмастеры" есть практически везде, даже в Южно-Сахалинске, где нет практически никаких других сетевых магазинов. Ну и если позволяют финансы, выбирать более дорогие модели. Китайские велы noname и всякие "бмв", "ауди" и т.п. на литых колесах брать не стоит, там стоит самое дешевое оборудование, которое просто невозможно нормально настроить. На какие особенности стоит обратить внимание если вы хотите купить другой велосипед? Навесное оборудование велосипедаКакое навесное должно быть? Лидеры навесного оборудования для MTB две фирмы - Sram и Shimano, также начального уровня достаточно качественно делает SunRace. Но велосипед на Sram я не рекомендую покупать, только если вы профи и точно уверены что именно эта кассета или сет вам нужны (но тут вы и без меня всё знаете). Sram достаточно дорог, если в дальнейшем придется менять какую-то запчасть. Система переключения передач. Самое то если вся система переключения будет Shimano (на начальных велосипедах норм и SunRace, любой другой производитель- плохо). Также стоит учесть что самые доступные по цене 7-8 скоростные системы (количество задних звезд в кассете). 9-10 скоростные и выше стоят в несколько раз дороже и не нужны начинающему велосипедисту. Тормозные механизмы. Многие задаются вопросом, какой тормоз должен быть у велосипеда? Выбор между дисковым и ободным( V-brake). Безусловно, хороший( повторюсь, это важно- хороший!) дисковый тормоз не чувствителен к восьмеркам, грязи, а если еще и гидравлический то точно более "цепкий" чем ободной, но. Стоимость самого распространенного гидравлического тормоза в сборе (Shimano Acera M396) 3000-3500 рублей. Механический дисковый тормоз Shimano обойдется дешевле примерно 2500 руб. в сборе(тормозная машинка на колесо и тормозной рычаг на руль, но рычаг можно купить тоже SunRace, будет еще дешевле). И это без ротора- тормозного диска, он обойдется минимум еще в одну тысячу. Не стоит забывать и о расходке- тормозных колодках, хорошие на дискачи стоят 500-600руб против 200-300 руб на ободные. Сам ободной тормоз Shimano обойдется 1500-2000руб.( тормозные рычаги на обод и тормозная ручка руль). Ну и справедливости ради стоит добавить что ободные все-таки неплохо справляются с обычными прогулочными МТБ велосипедами. Из производителей у нас распространены ободные Alhonga- неплохие тормоза, но все же лучше если это будет Shimano, Tektro или Avid. Какой тип рамы выбрать? Велосипеды делятся на "мужские" и "женские" по типу рамы. http://cdn.sptmr.ru/upload/resize_cache/iblock/447/1000_1000_1/12467470299.jpg женский тип рамы(верхняя труба идет ниже, чем на мужском) http://cdn.sptmr.ru/upload/resize_cache/iblock/3ab/1000_1000_1/12299830299.jpg мужской тип рамы В остальном они ничем не отличаются, но велосипед с обычным расположением верхней трубы удобней переносить (через переезды, заносить домой) именно за эту часть трубы. Да и аксессуары размещать удобней. Так что я рекомендую покупать даже девушкам, велосипед с обычным треугольным("мужским") расположением верхней трубы. Что еще докупить к велосипеду? Обычно в магазине стараются навязать кучу ненужных аксессуаров. И люди выезжают из торового зала на улицу обвешанные как новогодние ёлки. На самом деле для велосипеда нужны только: крылья, звоночек и задний фонарь(красный) на батарейке, чтобы быть заметней в темное время суток. Бутылку для воды на велосипед я не советую, она запылится очень быстро на раме, согласитесь, неприятно пить воду вперемешку с песком и грязью. Лучше всего в велопрогулки брать с собой рюкзак, и в нем все размещать. Конечно, очень желательно для своей же безопасности приобрести шлем, очки, и перчатки, но если вы просто катаетесь в ближайшем парке и сильно не гоняете, то можно без этого обойтись. Иногда нужно будет оставить велосипед на велопарковке и пойти купить в магазине что-то, на этот случай надо купить цепь (да-да, именно велозамок-цепь!), так как обычный тросик перекусывается одним движением. велозамок-цепь Как правильно выбрать раму велосипеда по росту и весу? табличка от Cube, по подбору ростовки велосипеда http://chel-bike.ru/d/343346/d/12.jpg.jpg
-
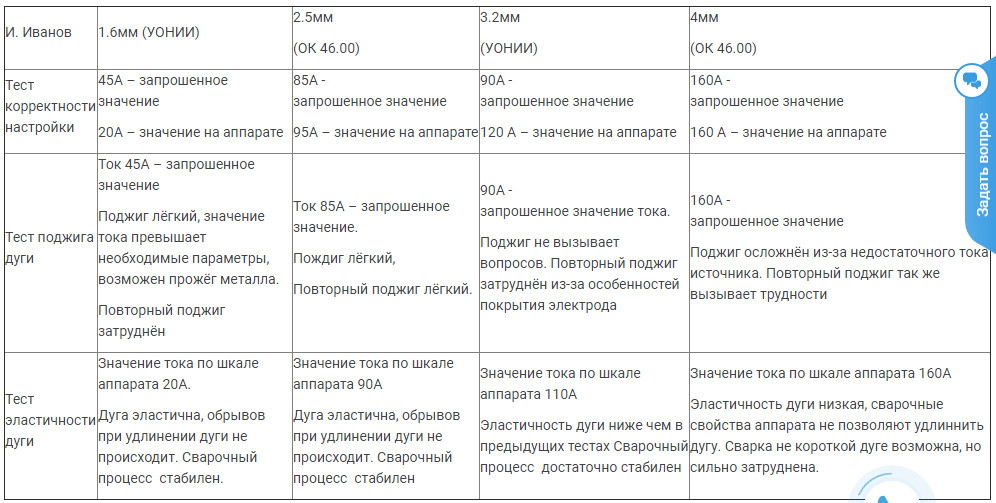
Всем привет. Компания Евротек совместно с нашим форумом решила провести конкурс-акцию с необычным названием "В Питере, тире, сваривать!" Многие из вас знают, что компания совместно с брендом АВРОРА периодически выпускают видео-ролики – обзоры и сравнения сварочной техники разных брендов. Канал: youtube.com/AuroraOnlineChannel. На базе собственного сервисного центра и испытательной лаборатории Евротек стремится максимально объективно представить общественности реалии современного рынка сварочного оборудования. Сейчас мы рады сообщить о новой акции, которая позволит нам, профессиональным сварщикам, поучаствовать в тесте сварочных аппаратов и побывать в Северной Венеции. Три дня сварочного марафона, развод мостов, прогулка по рекам и каналам Петербурга – за счёт организатора! Мы ищем пятерых добровольцев, которые помогут сделать честный и беспристрастный тест-обзор о расстановке сил на рынке бюджетного сварочного оборудования по состоянию на лето 2017г. В планах «слепой» тест пяти РДС источников (вы варите, но не знаете, какой именно аппарат сейчас подключен) и их тестирование на соответствие заявленным характеристикам. Главная задача проверить аппараты пяти популярных российских брендов на рабочие качества и соответствие заявленным техническим параметрам. От вас потребуются знания, богатый сварочный опыт и, самое главное, желание высказаться. http://aurora-online.ru/files/spb-welding-web-svarka.jpg ________________________________________________________________________________________________________________________________ Условия акции: Планируемые даты проведения тестирования – начало августа, ориентировочно, 9-11 число. Компания ЕВРОТЕК берёт на себя транспортные расходы и траты на проживание в гостинице г. Санкт-Петербург каждого из 5х сварщиков. Каждый эксперт, может пригласить в путешествие в Питер 1 человека дополнительно, в качестве группы поддержки (будем рады познакомиться с Вашими детьми или супругами). Если вы едете вдвоём, расходы на жильё мы берем на себя. Каждый участник акции обязуется, опираясь на собственный опыт и профессиональные навыки, высказать собственное мнение относительно сварочных свойств пяти предложенных для теста аппаратов. Тестирование будет проводиться «в слепую» - т.е. сварщик не будет знать каким именно источником он работает в данный момент. Методика тестирования, в данный момент находится на этапе разработки: будем рады Вашим предложениям. Что, как профессионалам в сварке, Вам кажется наиболее важным в источнике сварочного тока: • лёгкий поджиг электродов разных типов? • повторный поджиг? • стабильность горения дуги при работе электродами разных диаметров? • эластичность дуги? • корректность настройки …. или что-то ещё? Ждём Ваши критерии практического теста и замечания, а так же способы проверки рабочих характеристик на практике. Свои комментарии можете оставлять ниже. Итого: Пять независимых сварщиков с Вебсварки, пять сварочных аппаратов – лидеров российского рынка и три дня в Северной столице! Предпочтения будут отдаваться тем пользователям, кто имеет больше рейтинг, кто много общается по сварочным вопросам, кто действительно профессионал РДС и кто имеет опыт размещения на форуме фотографий и видео. Предлагайте свои кандидатуры. Читайте также условия акции на сайте: http://evrotek.spb.r..._tire_svarivat/ ________________________________________________________________________________________________________________________________ 1. Общие положения 1.1. Название акции: «В Питере, тире, сваривать!» (далее по тексту настоящих Правил – Акция). 1.2. Цели Акции: тест бюджетных сварочных аппаратов пяти популярных торговых марок России;организация встречи наиболее авторитетных сварщиков форума Websvarka, для живого общения и обмена опытом;демонстрация практических навыков участников Акции;популяризация профессии «Сварщик».1.3. Конкурс проводится в г. Санкт-Петербург, с освещением результатов в сети интернет на сайтах websvarka.ru, evrotek.spb.ru и aurora-online.ru с оформлением финального результата в формате видео-ролика (серии видео) – который будет размещён на корпоративном Youtube-канале компании ЕВРОТЕК youtube.com/EvrotekVideo и корпоративном youtube канале Группы Компаний АВРОРА:youtube.com/AuroraOnlineChannel 2. Организатор Конкурса 2.1. Организатором Конкурса выступает компания ЕВРОТЕК. 2.2. По всем вопросам, связанным с организацией и проведением конкурса, обращайтесь к Константину Краеву, представителю компании ЕВРОТЕК на форуме websvarka, а так же с помощью электронной почты [email protected] 3. Генеральный спонсор конкурса Компания ЕВРОТЕК — компания партнёр ведущих производителей и продавцов сварочной техники: EWM, MERKLE, Telwin, Aurora, СВАРОГ и пр. 4. Сроки проведения Акции Акция проводится в период с 9 августа 2017 года по 11 августа 2017 года (здесь и далее — время московское). Указанный срок включает: 4.1. Пребывание участников акции в Санкт-Петербурге; 4.2. Участие в тестировании 5 популярных сварочных брендов наиболее распространённых на территории РФ; 4.3. Участие экспертов Вебсварки в «слепом» тесте представленных инверторов и рассказ каждого участника Акции о личных впечатлениях от работы каждым из представленных для сравнения аппаратов. 5 Условия «слепого» теста инверторовУчастники «слепого» теста сварочного оборудования не видят аппарат к которому подключены сварочный держак и обратный кабель. Участникам акции предстоит опираясь на личный опыт сформировать собственное мнение о сварочных свойствах каждого инвертора. Для теста будут выбраны 5 сварочных инверторов с номинальным сварочным током 160А. Запаса тока подобных аппаратов должно быть достаточно для уверенной работы с любым типом покрытия электрода диаметром до 4 мм. Каждый эксперт формирует собственное мнение о стабильности поджига и динамике горения дуги. Специалисты оценивают источник по пятибалльной шкале по каждому из критериев: 1) Поджиг и стабильность дуги при её удлинении, при работе с электродом 1.6 мм (ОК 46.00 рутиловое покрытие). Соответствие тока запрошенного сварщиком диаметру электрода; 2) Поджиг и стабильность дуги при её удлинении, при работе с электродом 3 мм (ОЗС-12, рутиловое покрытие). Соответствие тока запрошенного сварщиком диаметру электрода; 3) Поджиг и стабильность дуги при её удлинении, при работе с электродом 4 мм (УОНИИ 13/55 основное покрытие). Соответствие тока запрошенного сварщиком диаметру электрода; 4) Заключение. Общие впечатления от работы инвертора. 6. Участники Акции, их права и обязанности 6.1. Специалисты, изъявившие желании участвовать в акции с помощью форума Вебсварка и отобранные сотрудниками компании ЕВРОТЕК, именуются Участниками Акции; 6.2. Участником Акции может стать любой активный пользователь форума, за исключением Организатора конкурса; 6.3. Каждый участник акции имеет право на бесплатный ЖД или Авиа-билет к месту проведения Акции (г. Санкт-Петербург); 6.4 Участники акции имеют право на проживание в гостинице г. Санкт-Петербург, в период проведения акции: с 09.08.2017 по 11.08.2017г. за счёт принимающей стороны (компании ЕВРОТЕК); 6.5 Каждый участник акции имеет право пригласить с собой одного сопровождающего, которому будет оплачено проживание в гостинице. 7. Как стать Участником Акции 7.1. Для того чтобы стать Участником Акции, необходимо в период, с 20.06.2017 по 30.06.2017 совершить следующие действия: 7.1.1. Зарегистрироваться на Сайте (форуме websvarka); 71.2. Оставить сообщение о желании принять участие в акции. 7.2. Все присланные заявки проходят предварительную модерацию в срок до 30.06.2017; 7.3 Финальный список участников Акции будет размещён на сайте конкурса (Тема на Вебсварке) до 15.07.2017. 8. Порядок определения Участников Акции 8.1. Состав участников Акции определяет жюри, которое состоит из Спонсора и Организатора мероприятия; 8.2. Выбор основывается на субъективном мнении жюри; 8.3. При выборе Участников Акции жюри учитывает: активность и авторитет каждого претендента на форуме, уровень профессиональной подготовки и пр. Так же учитывается мнение пользователей форума Вебсварка. Свои комментарии относительно кандидатур участников форумчане могут оставлять в комментариях. 9. Особые условия 9.1. Принимая участие в Акции, Участник подтверждает, что ознакомлен с настоящими Правилами и дает свое согласие на участие в Акции, в соответствии с настоящими Правилами, а также с тем, что представленная им информация может быть использована Организатором, в том числе, в рекламных целях; 9.2. При обнаружении Организатором фактов мошенничества, Организатор оставляет за собой право не допустить Участника до Конкурса; 9.3. Организатор имеет право изменять Правила Конкурса с уведомлением об этом на Сайте Конкурса. Регламент «слепого теста» сварочных аппаратов. Основная цель теста проверка сварочных свойств представленных инверторов. Сварщики опираясь на собственные ощущения делают выводы о корректности разметки энкодеров настройки сварочного тока, а так же рассказывают о своих ощущениях от поджига электрода, стабильности горения дуги (её эластичности), а так же об ощущениях от работы электродами разных диаметров и разных составов покрытий. 1. Тест корректности настройки 1.1 Настраиваем ток для работы с электродом 2.5мм. (4мм) в нижнем положении. Каждый сварщик выбирает и просит ассистента настроить на аппарате тот ток, который кажется специалисту достаточным для работы с данным диаметром электрода. 1.2 Сварщик пытается зажечь дугу и просит ассистента прибавить или уменьшить значение тока настроенные на аппарате до момента получения удовлетворительных сварочных свойств. 1.3 Ассистенты, во время теста фиксируют значения первоначально заявленного тока и тока фактической сварки – который кажется сварщику достаточным.2. Тест поджига дуги. 2.1 Для теста мы используем 4 диаметра электродов: 1.6мм, 2.5мм и 3.2мм и 4 мм, УОНИИ 13/55 - с основным покрытием и ОК 46.00 - с рутиловым покрытием. 2.2 Для каждого диаметра электродов подбираются соответствующие толщины металла: Ø 1.6мм – 2мм; Ø 2.5мм – 3мм, Ø 3.2мм – 4мм; и Ø4 мм – 5мм. 2.3 Сварщик через ассистента настраивает необходимый ток для каждого диаметра и пытается зажечь дугу каждым из предложенных электродов. Свои ощущения от работы инвертора сварщик заносит в сводную таблицу результатов теста. 3. Тест эластичности дуги.3.1 Эксперты в процессе сварки каждым из 4х электродов - пытаются максимально удлиннить дугу и заносят свои ощущения от работы в сводную таблицу теста. 4. Выводы по каждому аппарату. 4.1 По завершении всех тестов сварщики дают своё заключение по каждому аппарату в отдельности.

-

Напряжение холостого хода, arc force, форсаж дуги.
psi опубликовал тема в Ручная дуговая сварка — ММA
и так начнем с того что все то меня заинтриговало как влияет хх в рдс и плавно перетекло в кучу инфы=) так же скажу что форсаж дуги или arcforce - это не антиприлипание электрода, вернее скорей как уже вытекающий результат, главная функция это жесткость (дросселирование индукция называйте как хотите) проще наверно было видео запилить но не умею я (есть у нас ютюберы, сделайте а=) ), да и откорректировать можно или пояснить моменты. вопрос с к админам можно будет изменять первый пост? так как все дописывать буду. начну с маркировок электродов ГОСТ: Э46-МР3С -Ф-УД на территории бывшего СССР Е 431(3) -РЦ13 ISO: E433R11 международный EN: E38AR12 европа (великобритания) AWS: E6013 американский (популярный щас) DIN: E380RC11 немецкий стандарт а это так поржать, посмотрите как они марку "мр3с" расшифровывают и другие электроды во всех есть сходство кстати и в современном мире надо уметь читать их. так же не по теме есть электроды ESAB OK 48.00 Ф5 так вот опытные сварщики знают что Ф5 и более варят только в нижнем и лодочку, и стандартной маркировке это указано цифрой, но рисунки со стрелками говорят о всех кроме сверху вниз=) в госте нас интересует цифра красного цвета. в остальных, кроме AWS, последняя цифра. у амереканце там сложнее. комбинация двух цифр указывает на тип, толщину и вид электродов по роду и полярности сварочного тока. смотрим циферки и видим ток постоянный обратной полярности (для любителей кабель перекинуть) или переменный 50 вольт + - 5 вольт дальше больше. хх должен быть не меньше 50 вольт для постоянки играет роль только 50 вольт, а вот для переменке эти +-5 вольт. для корректировки жесткости дуги, так как ток имеет синусоиду и постоянно пересекает нулевую отметку. в постоянке этого нет там есть форсаж дуги=) но многие скажут что нет сварочных трансформаторов с регулировкой вольтажа. есть но у нас не нашел, а у амерекосов-трубачей (многие любят именно эту модель) есть=) теперь как пользоваться этим форсажем. конкретных настроек для него нет и не может быть. они индивидуальны. разделим электроды на управляемые и неуправляемые. пример 1 у вас инвертор с регулировкой форсажа. варим трубу не поворот. электроды рутил или рутил-целлюлоз. в основном варят с отрывом. но можно без, для этого форсаж в минус и ток допустим для ok46.00 Ф3 я ставил 60-70 ампер. ванна держится а если вплюс то прям сопли вытекаю. пример 2 у вас инвертор с регулировкой форсажа электроды также ток такой же, но угловое нижнее бывает шлак натекает на ванну и поры шлак в шве... можно добавить ампераж, но тогда чешуя шва будет грубее. пример 3 у вас инвертор с регулировкой форсажа но электроды озл-8. варите и у вас на малых токах дугу как бы забивает металлом электрода (он тягучей) и переносится крупными каплями, форсаж в плюс до того момента пока не начнет разбивать эти капли в столбе дуги. пример 4 у вас инвертор с регулировкой форсажа электроды озч-4 на них шлак перенаправляет дугу. и она не горит куда надо опять форсаж в плюс. кстати про горячий старт вспомнил он нужен не для провара (опять это как второстипенная функция) начала шва, а для исключения порообразования. а именно с основным покрытием. когда варят неповорот трубу то тока занижают 10-15% что не есть хорошо для горения обмазки. толи полевой шпак толи что то еще должно в электрическом столбе разлагаться на ионы и они там удаляют водород из шва.... но это химия и про нее я мало что нашел=) плюсы минусы переменки постоянки переменка нет магнитного дутья, регулировка частоты и формы волны. одинаковое тепловложение (баланс) на изделие и электрод, что есть лучше в разных пространственных положениях постоянка возможность сварки основным покрытием, без добавок как у нас (за бугром не любят его, не умеют наверно=) ). что есть положительно к удалению водорода и сварки холодоустойчивых сталей. но если к переменке приделать цифровое управление то получается она более тонкая настройка. на ней баланс можно менять, форму волны менять, частоту менять, временный баланс менять, пульс еще приделать можно=) пример 5 у вас инвертор с регулировкой форсажа плюс электроды рутил-целлюлоз или целлюлоз, форсаж в плюс чтобы при сварки сверху вниз разносил шлак и он не затекал на дугу если разбираться в расшифровке электродов, то как многие привыкли принимать, марка электродов что есть "мр3" "уони" и т.д. не является показателем вольтамперной характеристикой и типом покрытия, а так же типом электрода (прочностным качествам) расписывать не буду более подробно можно почитать, сравнить и найти различия тут пример 6 всеми известные МР3 они есть МР3С, МР3Р покрытие меняется. пример 7 уони 13/55 уонии 13/55 и такие жу с пристакой У, К и Р. типы разные (прочностные свойства) пример 8 чем отличаются МР3 (стандартный рутил) от УОНИ 13/45. вроде бы не чем кроме обмазки, типы одинаковые (прочностные свойства) оба э46. но есть такая вещь как группа индексов Е 41 2(4) - Б 20 так вот циферка 4 в уони и 3 в мр3. а означает она гарантированные прочностные свойства при -40 (для уони) и -20 для Мр так что кто на севере не варите металлоконструкции, мр в Краснодаре можно=) и отсюда ответ почему в жкх можно мр а в газопроводе нет. так как где вода там полюбому плюс чуть позже (завтра наверно) разберу свою помойку в голове и наверно дополню. если кому что не понятно или есть вопросы. спрашивайте=) мне так проще с ориентироватся будет про что написать

- 400 ответов
-
- 8
-
-
- технологии
- схемы
- (и ещё 4 )