ЛехаКолыма
-
Постов
1 546 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ЛехаКолыма
-
@Schlosser,Доброго дня,емкость печи из "черной" стали,если так, то тому человеку кто Вам дал присадку er-308 лучше не занимать руководящую должность.
-
 @HimeraGreek,Доброго дня,если с чертежами и расчетами сложно,лучше закажите на стороне ,можно поспрашивать на форуме dwg.ru,От Вас будет только качественное изготовление.
@HimeraGreek,Доброго дня,если с чертежами и расчетами сложно,лучше закажите на стороне ,можно поспрашивать на форуме dwg.ru,От Вас будет только качественное изготовление. -
@spin,К примеру есть руководящий документ РД 153-34.1-003-01"Сварка,термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования" который определяет порядок применения технологии сварки.Вам нужно найти рд по которому Ваш автоклав будет свариваться.
-
@morgmail,справочник приводит несколько заменителей: 14Г2 и 15хснд, сваривают такие стали электродами с основным типом покрытия уони 13/55 или проволокой 08г2с. Эта сталь так же как и 14Г2 никакими теплоустойчивыми свойствами не обладает. 15ХСНД это простая низко легированная конструкционная сталь @morgmail, Ну я думаю никак не при 500-600 град.
-
@morgmail,Доброго дня,за чем ему электроды для сварки теплоустойчивой стали? Проволока 08г2с по мех свойствам и по своем составу хорошо подходит для стали 14г2. Аналогов как порошковой и так и простой очень много, как говорится дело вкуса и кошелька. @spin, Проковкой Вы снимаете часть напряжений.Тех требования на проведения термообработки должны быть прописаны в нормативном документе. @spin, По какому руководящем документу будите выполнять сварку?
-
По поводу провидения диагностики , есть нормативный документ СО 153-34.17.439-2003 "Инструкция по продлению срока службы сосудов работающих под давлением". http://files.stroyinf.ru/Data1/41/41757/
-
@spin,Доброго дня,сталь p 295 gh это аналог нашей стали 14Г2.Сталь относится к сталям класса прочности К56, для сварка таких сталей подходят электроды с основным типом покрытия наши уони 13/55 , lB 52u или их аналоги,полуавтоматическая сварка проволока Св-08г2с или порошковая с аналогичными мех свойствами. По поводу правил выполнения таких работ ,есть нормативный документ ПБ 03-576-03 "Правила устройства и безопасной экспулатации сосудов работающих под давлением" ,сейчас этот документ заменен на :"Федеральные нормы и правила в области промышленной безопасности Правила промышленной безопасности опасных производственных объектов,на которых используется оборудование,работающее под избыточным давлением" https://meganorm.ru/Index2/1/4293770/4293770940.htm
-
@marshalmotherssp,Доброго дня,резку начинаете с края листа или с середины?
-
@Slav_Shi,Доброго дня,еще не забывайте о пространственных положениях при сварке.Поправочные коэффициенты ,если не ошибаюсь будут: при нижнем к =1,при горизонтальном К=1,1 при вертикальном 1,2 и не забывайте ,что при сварке аустенитных нержавеющих сталей необходимо соблюдать температурный режим.
-
@almac,Доброго дня,в какой программе делали модель?
-
@olegstark,Доброго дня,сваривают только люди незнающие технологию или когда жаба душит,но результат Вас не обрадует:шов будет иметь отбеленную прослойку,что в итоге приведет к появлению новых трещин. Последующая переделка навсегда отобьет желание к таким экспериментам. Не экономьте на сварочных материалах,переделка всегда обходится дороже.
-
@psi,Доброго дня,риски от абразива ,если я не ошибаюсь должны быть направленны вдоль сварного шва,для снижения концентрации напряжения. @Георгий 11, Почему нельзя снять лишнее усиление абразивом?
-
@laguna,Доброго дня,я бы сказал ,что обработка кромок перед сваркой абразивными материалами будет загрязнять сварной шов ГОСТ 14806-80 пункт 15 .
-
@Георгий 11,Доброго дня ,не дадите ссылку на алюминиевый профиль?
-
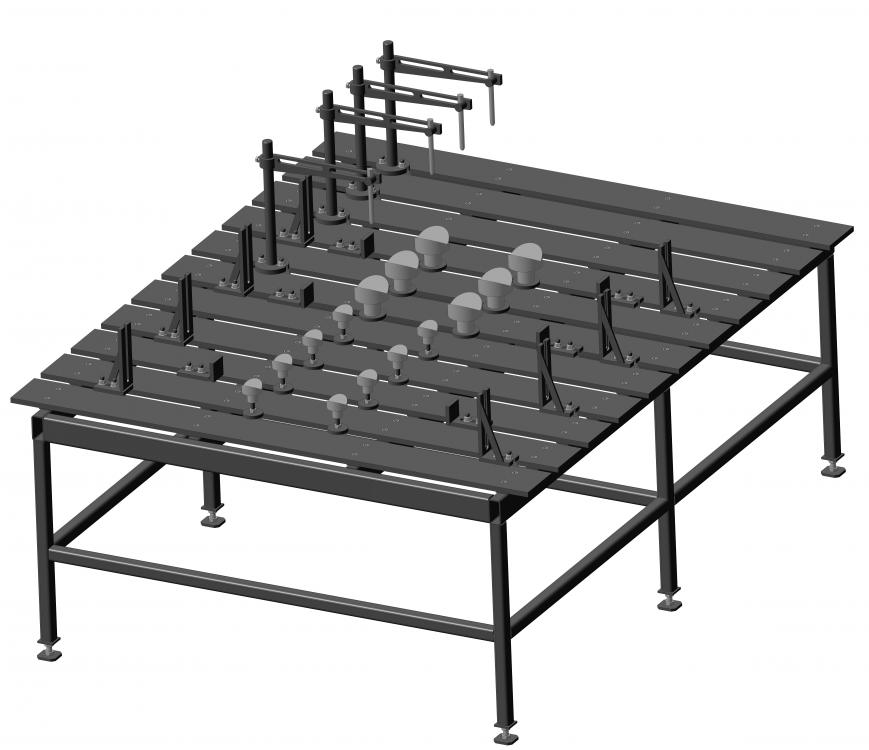
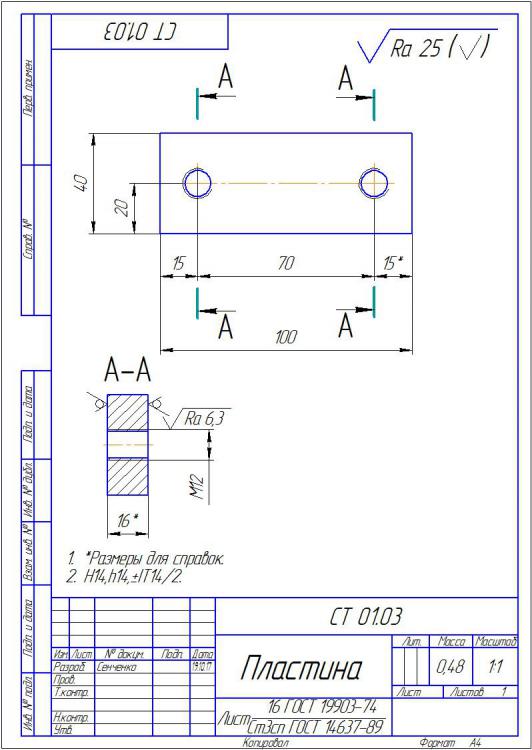
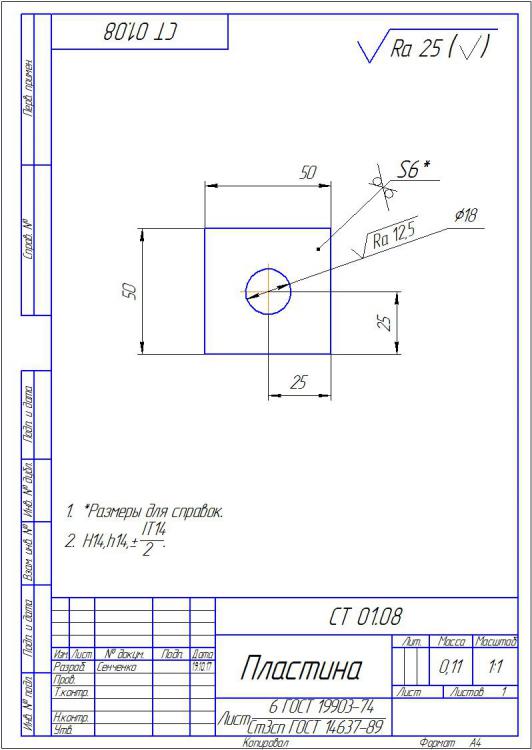
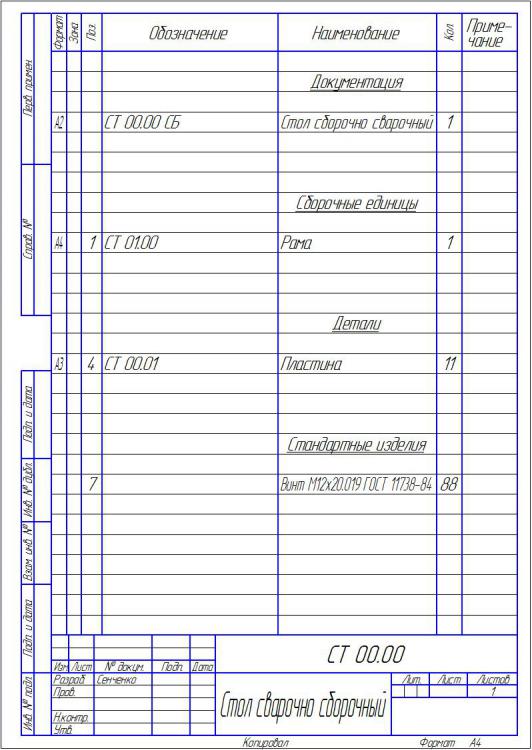
@Георгий 11,ну это да интернет хорошие подспорье,плюс финансовый вопрос Была еще задумка сделать к столу приспособления,но у начальства понимания я так и не нашел, все так и осталось в 3 d модели,может кому пригодится идея.

-
@Георгий 11 Доброго дня,все от доступности материала,я думаю зависит.
-
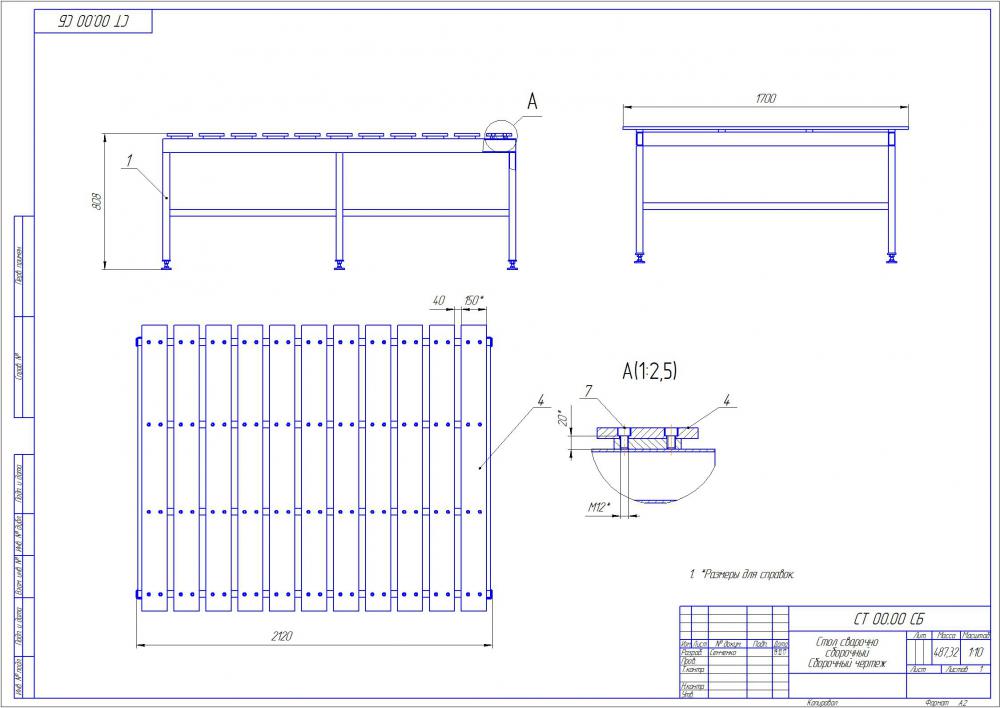
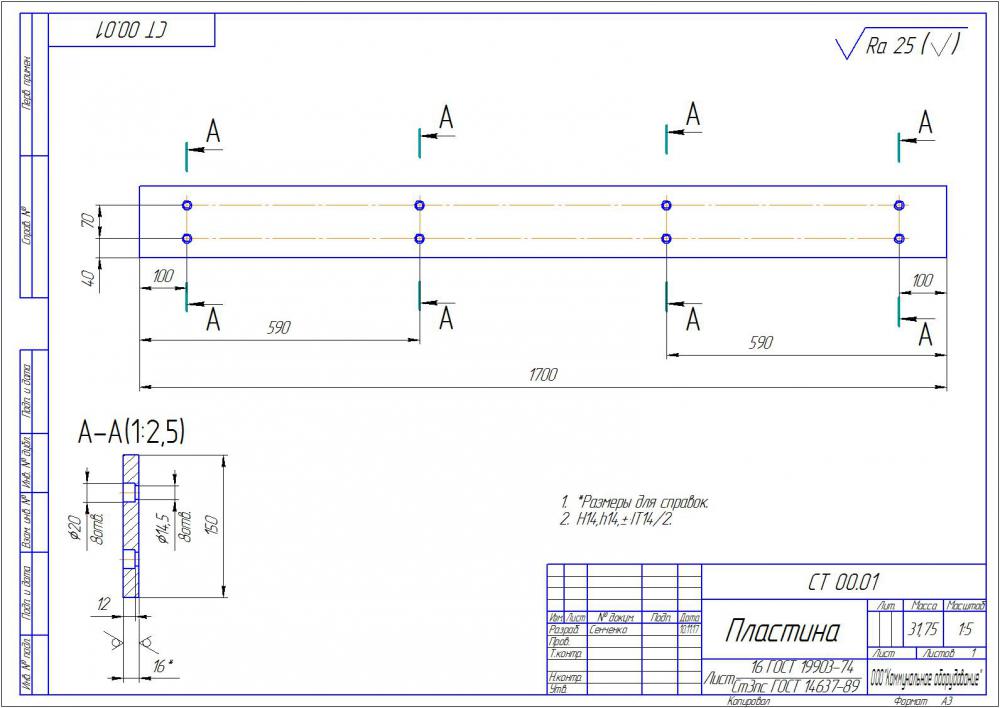
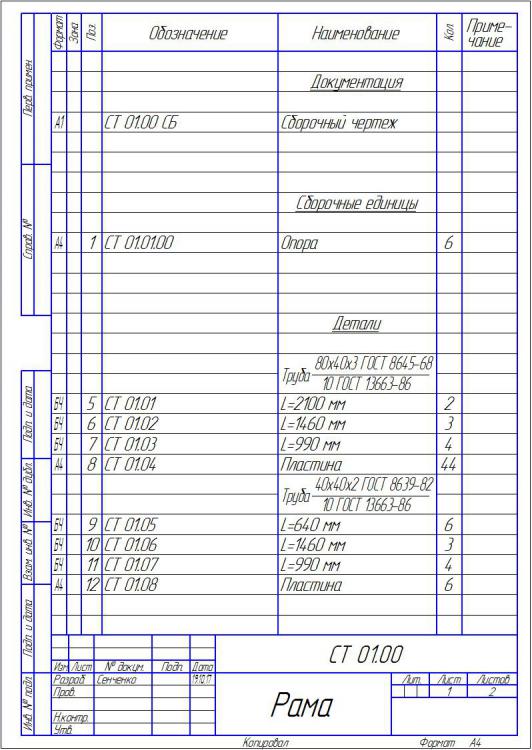
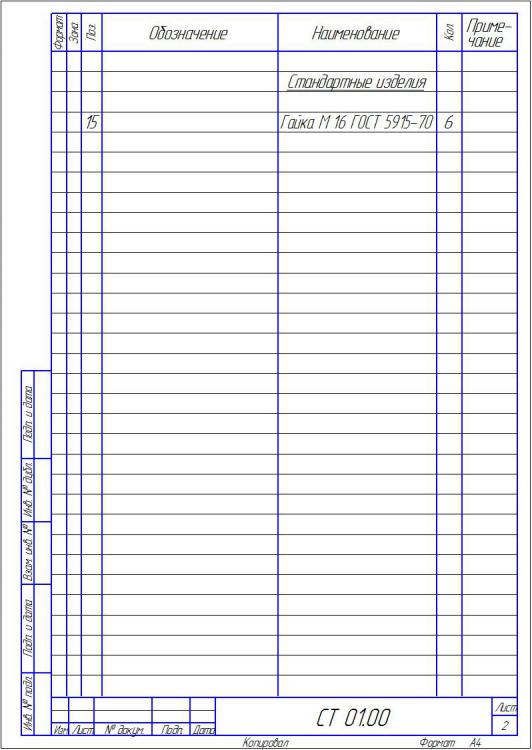
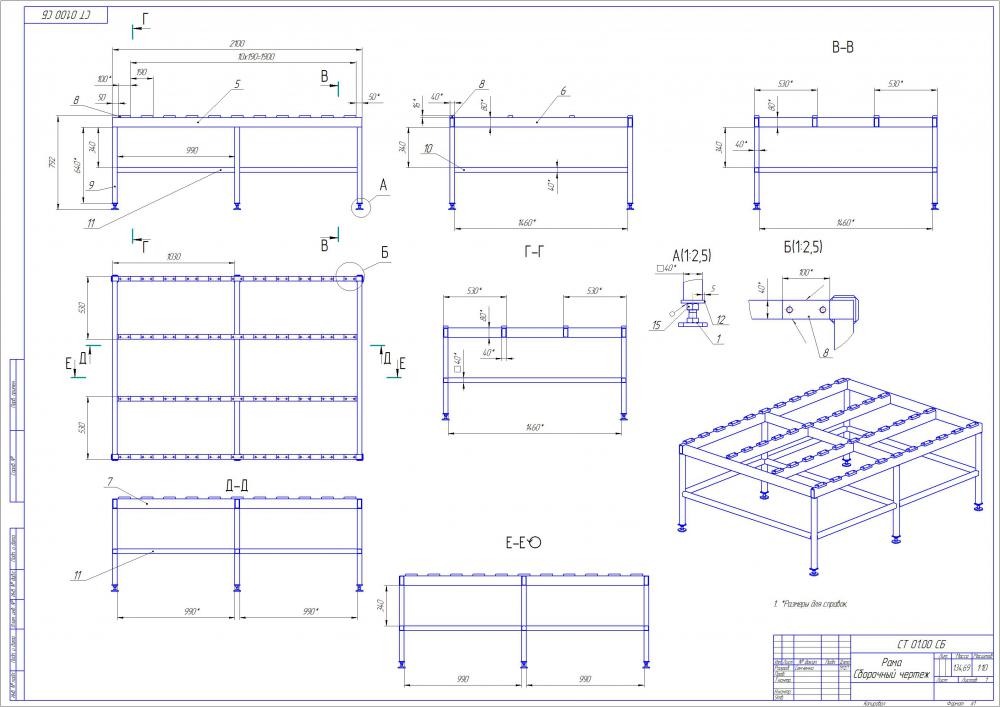
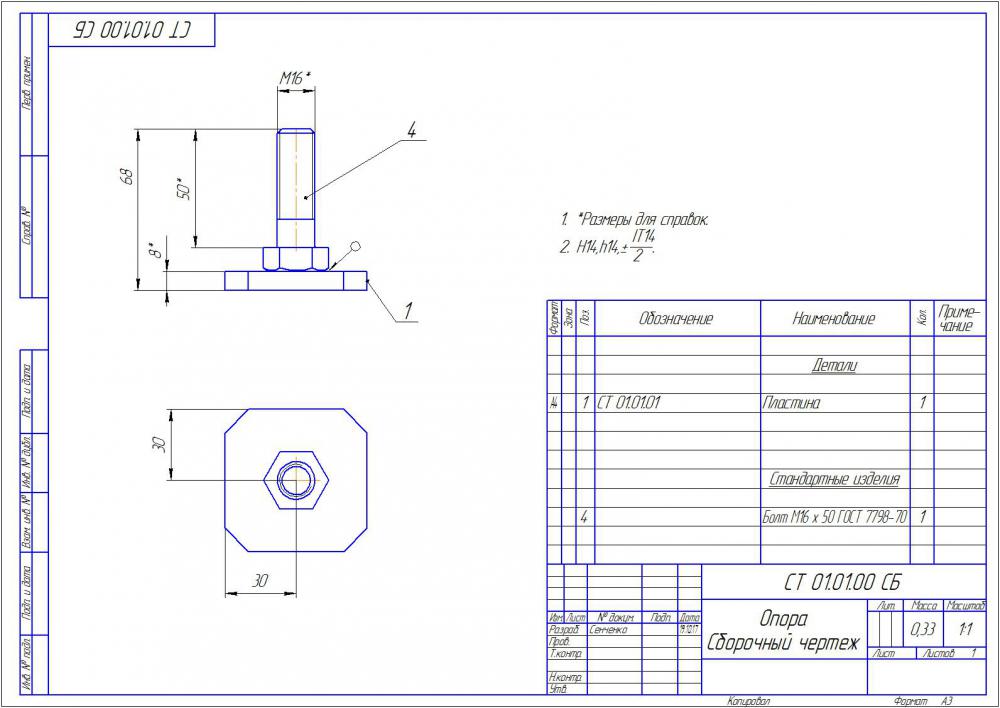
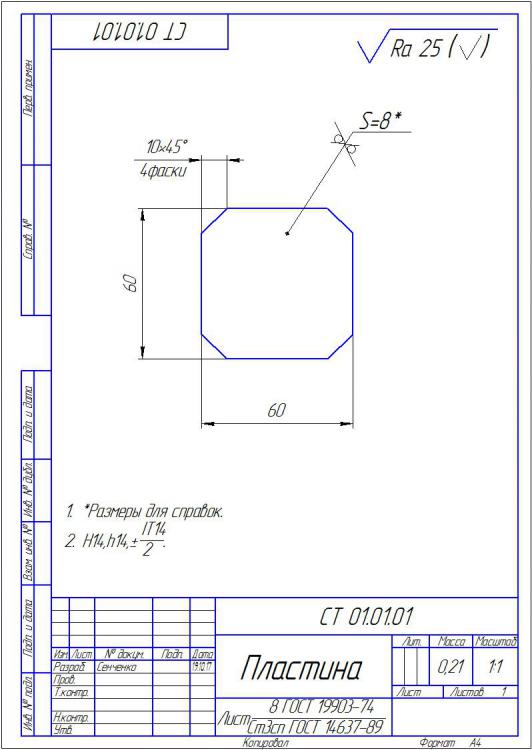
Чертежи сварочно сборочного стола,делал по примеру человека https://www.drive2.ru/c/2028881/
- 27 ответов
-
- 14
-

-
@Георгий 11,вот тут даже не подскажу
-
@Георгий 11,экономят
-
@ArtemM,http://files.stroyinf.ru/Data2/1/4293847/4293847328.htm см. таблица 27 ,если нет требований к межкристалической коррозии то рабочая температура 610 град ,если есть то ограничена 350 град.
- 21 ответ
-
- 5
-
-
@Серей,Для нормирования нужно знать:1)Режимы сварки,2) Толщину изделия,вид сварного соединения,3)Положение при сварке,4)Способ сварки и применяемые материалы.
-
Изучайте Инструкция по нормированию расхода сварочных материалов и электроэнергии при дуговой сварке в смеси газов.pdf Нормирование расхода покрытых электродов при РДС и наплавке.djvu пособие по нормирование электродных материалов.djvu
-
@aleks 555,Доброго дня,работа хорошая,но абразив для алюминиевых сплавов лучше вообще не использовать.Приблизительный метод определения алюминиевых сплавов можно выполнить 5% раствором щелочи.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
@AMBIVERT42,Доброго дня,лучше тогда предпусковой подогреватель ставить,стоит конечно дорого.