ЛехаКолыма
-
Постов
1 546 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ЛехаКолыма
-
@RussiaGood,К примеру форсаж 161 или 180 Вам хватит вполне.В идиале, если работаете в условиях цеха смотрите в сторону полуавтомата.
-
@Schlosser,Доброго дня,что значит газ не особо?
-
@Дедушка Маразм,Доброго дня,я имел ввиду выполняете ли Вы зачистку кромок и будущую околошовную зону от ржавчины окислов и углеводородов(по технологии зачистку производят на расстояние не менее 20 мм от кромки ).Если присутствует сквозняк Вам только поможет или увеличение расхода газа,но в разумных пределах или закрывать место сварки от сквозняков.Проволока кстати следов смазки и ржавчины не имеет?Подсоса воздуха в газовом тракте случайно нигде нет? @Дедушка Маразм,Какой расход газу устанавливаете?
-
@RussiaGood,Доброго дня,для начало нужно определится, что и в каком количестве будите изготавливать,есть ли проблемы с напряжением в сети.
-
@Дедушка Маразм,Доброго дня,газ проверяли?Как подготавливаете кромки перед сваркой,сквозняк при работе присутствует?
-
 @Serj55441,Для меди как раз таки отжиг происходит с точность до на оборот по сравнению со сталью. Нагревают до температуры 600-650 град и быстрое погружение в воду.Если хотите придать прочности нужно замедлить охлаждение.
@Serj55441,Для меди как раз таки отжиг происходит с точность до на оборот по сравнению со сталью. Нагревают до температуры 600-650 град и быстрое погружение в воду.Если хотите придать прочности нужно замедлить охлаждение. -
@Георгий 11, Доброго дня,обычная медная шайба справится с уплотнением, посмотрите в автомобильных магазинах или на алиэкспрессе посмотрите наборы.
-
@Vanguard,Доброго дня может этот документ вам поможет ОСТ5.9937-84 Наплавка уплатнительных и трущихся поверхностей износостойкими материалами.pdf
-
@Schlosser,Каустическая сода,чистящие средства в состав которых входит щелоч к примеру "Шуманит". Доброго дня,конечно имеет, это практически наиболее доступный способ выжечь грязь ,если нет печки.
- 3 331 ответ
-
- 5
-

-
- технологии
- TIG
- (и ещё 1 )
-
@Flagrum, Если контора оплачивает почему бы и нет.
-
@Flagrum,не забудьте ,что после проведения сварочных работ нужно будет покрыть цинко содержащим покрытием сварной шов и место где снимался слой цинка.
-
Смысл применять лб-52у,когда облицовываете ок 46. Сваривайте чем то одним.
-
@yats,Разницы нет,принцип один и тот же
- 4 ответа
-
- 1
-
-
http://files.stroyinf.ru/Data2/1/4293837/4293837740.htmОСТ 26-07-2028-81
- 4 ответа
-
- 4
-
-
@Schlosser,при сварке снизу вверх по хорошему металл должен иметь более глубокое проплавление.
-
@ВлаДон,На холодную сваривали?
-
@Schlosser,Доброго дня,баллоны баллоны буду только устанавливаться в кассете или транспортироваться в ней?
-
@KDV74,чем будите сваривать и какие сварочные материалы применять?
-
@Flagrum,посоветую удалить слой цинка примерно на 20-30 мм от свариваемой кромки.
-
@KDV74,Доброго дня,при разнице в 0,5 мм ни как не скажется.по читайте рд 22-322-02 см. пункт 9 .Чтобы было более понятно как выполнять ремонт.Судя по фото очень напрашивается вставка в саму раму с наложением усиливающей накладки. http://files.stroyinf.ru/Index2/1/4293830/4293830269.htm
-
@Mikhailsvarka,с начало нужно узнать хим.состав и только после этого назначать лечение.
-
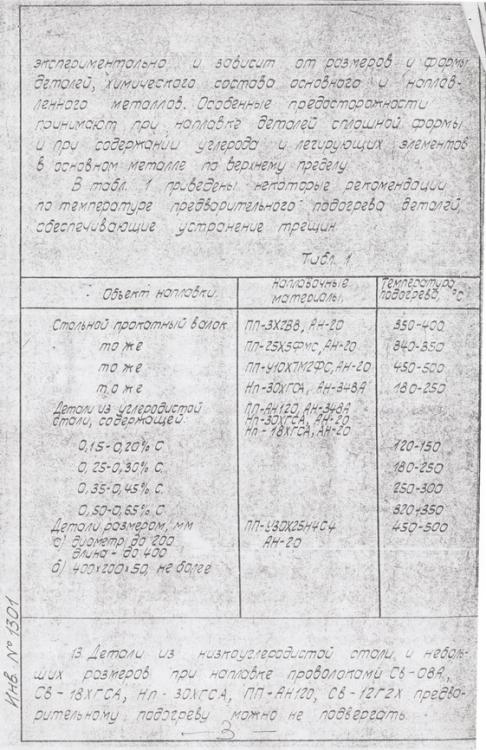
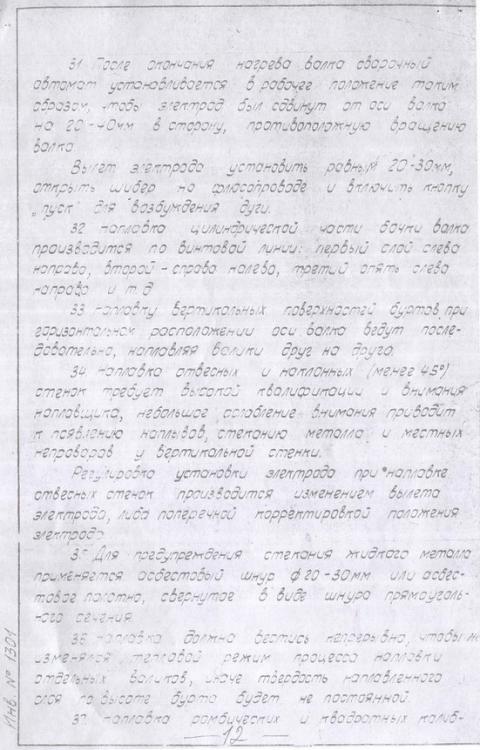
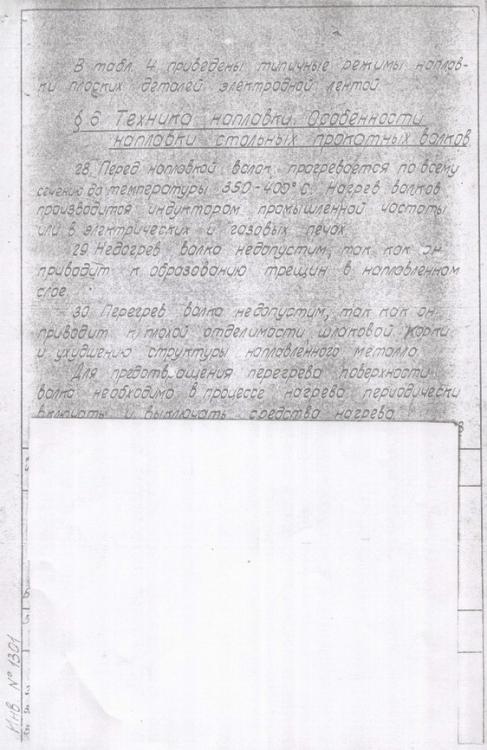
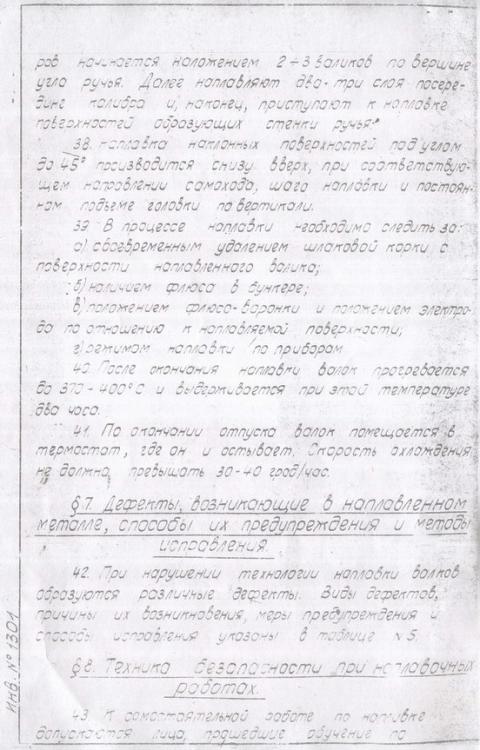
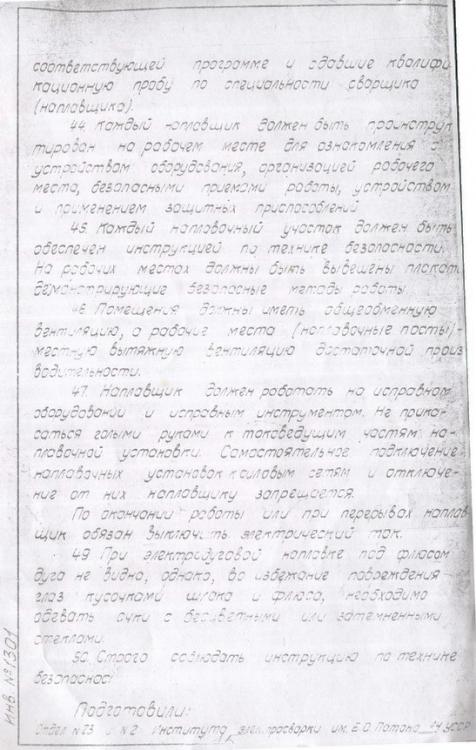
Технологическая инструкция по наплавке прокатных валков

-
@круазик,в чем причина ,слишком большая температура на подаче в ТНВД?
-
@круазик,Доброго дня, самовар стоит на подачу топлива в тнвд или на обратку?
-
@Rewald, Изучайте ЭСАБ Сварка чугуна.pdf