ЛехаКолыма
-
Постов
1 546 -
Зарегистрирован
-
Посещение
-
Победитель дней
8
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент ЛехаКолыма
-
@NikOtiN,Ну как минимум сравните эквивалент углерода,этих сталей что сталь 30гсха ,что сталь 30 хма требует предварительный подогрев.Обе эти стали склонны к образованию холодных трещин,поэтому подогрев им никак не повредит.
-
@SamoZlo, Доброго дня для сварки стали 30хма нужна проволока св-18хма или св-12х2нма ,тогда шов будет равнопрочным основному металлу.При этом перед сваркой необходимо выплнить подогрев 250-300 град и после сварки произвести термообработку в виде отпуска и замедленное охлаждение. Если с термообработкой туго берите электроды эа 395/5 или ниат-5 проволоку св-11Х15Н25М6АГ2 эти материалы допускают сварку без термообработки,но прочность шва будет поменьше.
-
@VRG,Присадка er-70s-2 это аналог нашей св-08г2с,И она по прочностным характеристикам не как не подходит для сварки 30хма.
-
 @ARIEC, максимум что там может применяться это низколегированная конструкционная сталь :09г2с, 10хснд 1,7гс.Материалы если рдс: уони 13/55,полуавтомат проволока св-08г2с или её аналоги.Если есть полуавтомат работайте им, с ним меньше тепловложений будет.Смотрите сами стоит ли овчинка выделки ,если рентабельности ноль тогда нет смысла браться за работу.
@ARIEC, максимум что там может применяться это низколегированная конструкционная сталь :09г2с, 10хснд 1,7гс.Материалы если рдс: уони 13/55,полуавтомат проволока св-08г2с или её аналоги.Если есть полуавтомат работайте им, с ним меньше тепловложений будет.Смотрите сами стоит ли овчинка выделки ,если рентабельности ноль тогда нет смысла браться за работу. -
@ARIEC, Доброго дня,фото выкладывайте так будет намного понятней что с пациентом
-
@gololed66,хозяйственое мыло при достижении 400 град начинает чернеть Забыл добавить сваривать только ниточными швами. Можете посмотреть наглядный пример https://www.youtube.com/watch?v=qr72k7UjqPU
-
@gololed66, доброго дня,разбираете,делаете разделку кромок и зачистку.Греете до температуры 400 град и свариваете электродами ЦЧ-4,желательно с проковкой,далее замедленное охлаждение:горячий песок мин вата или асбест.
-
@Isperyanc, Доброго дня https://www.youtube.com/watch?v=K_reer6zVM8 Ситанов И.Я. Определение марки стали по искре.djvu
-
@greg9200197866, доброго дня,почитайте книгу Николаева "Сварка в машиностроении" том 2 ,ОСТ 26.260.3-2001 пунк 10 https://files.stroyinf.ru/Data2/1/4293847/4293847328.htm
-
П@pavel83,Доброго дня, платы лаком не покрыты?
-
@smirnov78008,Доброго дня, пред газ поставьте по больше 1-2 сек.
- 3 331 ответ
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
@Точмаш 23,ну мне бы хотелось это у Вас узнать,я не Вольф Мессинг чтобы по фото гадать.
- 9 ответов
-
- 5
-
-
- фото
- технологии
- (и ещё 2 )
-
@Точмаш 23, Какая присадка применялась?
-
@БекасЧе,отвести в кузню и на молоте проковать.
-
А к стати тест на искру проводили?
-
Независимая экспертиза расставит все на свои места. Сертификаты сей час уже далеко не показатель качества продукции,были бы деньги ,а конторы готовые их сделать найдутся.
-
@БекасЧе,Доброго дня,на производстве сейчас хватает людей не вполне понимающих чем они занимаются. Аустенитная нержавеющая сталь ,если она соответствует госту никогда не будет магнитной.Единственное исключение ,если сталь была нагортованная,тогда у неё появляются магнитность ,но небольшая.
-
@NikOtiN,я бы добавил еще и порядок наложения сварных швов: обратно ступенчатый способ от середины к краям.
-
@NikOtiN,Название книги не подскажу, она у меня есть ,но только её содержание. Амг 6 по прочности и по свариваемосте оптимальный вариант,обычно все конструкции испытывающие силовые нагрузки изготавливают из него.
-
@NikOtiN,Доброго дня,дюралюминий хорошо сваривается сваркой давления,есть технологии по сварке плавлением,но на практике никогда мне не приходилась их применять.

-
Перед обработкой только обезжирьте и зачистите от окисной пленки.
-
@NikOtiN,Доброго дня,сплав проверяете 5% раствором щелочи,если будет серый налет то это говорит о присутствии кремния (силуминовый сплав),если цвет не изменится то это говорит о присутствии магния.Присадку подбираете в соответствии что показал тест.
-
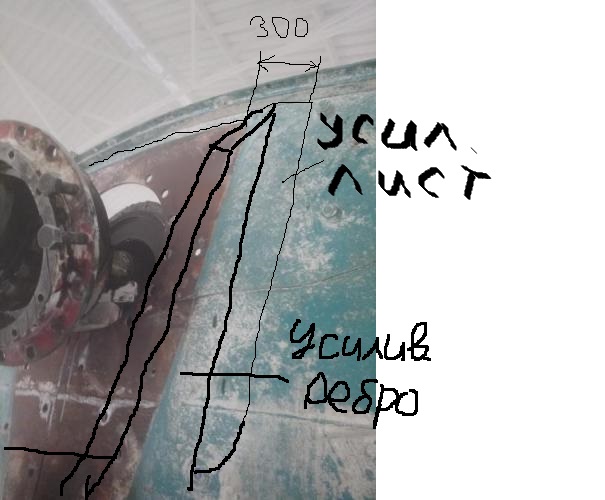
@Ильдарка,Да неплохой вариант,можно поставить одно горизонтальное ребро ниже фланца и одно выше него, если позволяет место , Вам нужно просто связать ваши вертикальные ребра.Лист высотой 150 мм вполне должно хватить. @Ильдарка,По хорошем трещину лучше перекрыть на 100 мм ,если материала хватает лучше поставить лист до низа щеки.
-
Размер ребра: ширина 100 мм, длина от верхней части грохота до основания стенки.Поставьте ребра: по одному от фланца на расстоянии 200-300 мм и соедините их между собой горизонтальными ребрами с шагом 300 мм.
-
@Ильдарка, Вот такой вариант ремонта