SergDemin
-
Постов
7 193 -
Зарегистрирован
-
Посещение
-
Победитель дней
66
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент SergDemin
-
Ну, с обратной понятно, пару уголков сварит можно, а насчёт прямой - в гелии, что ли? Но это же не работа, так, побаловаться.
-
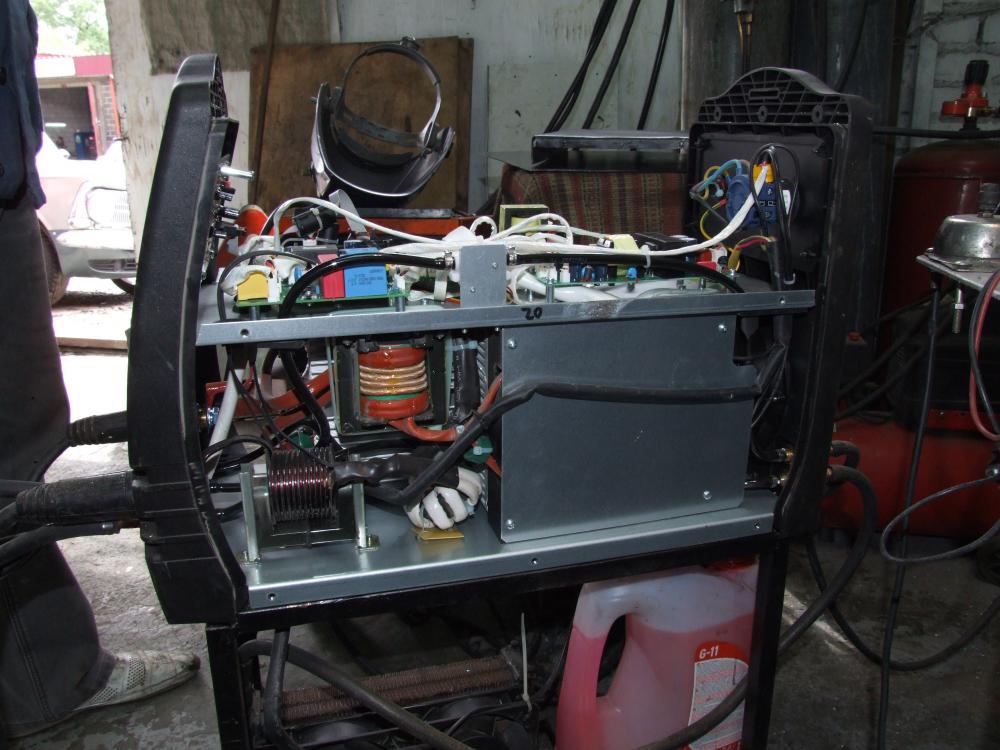
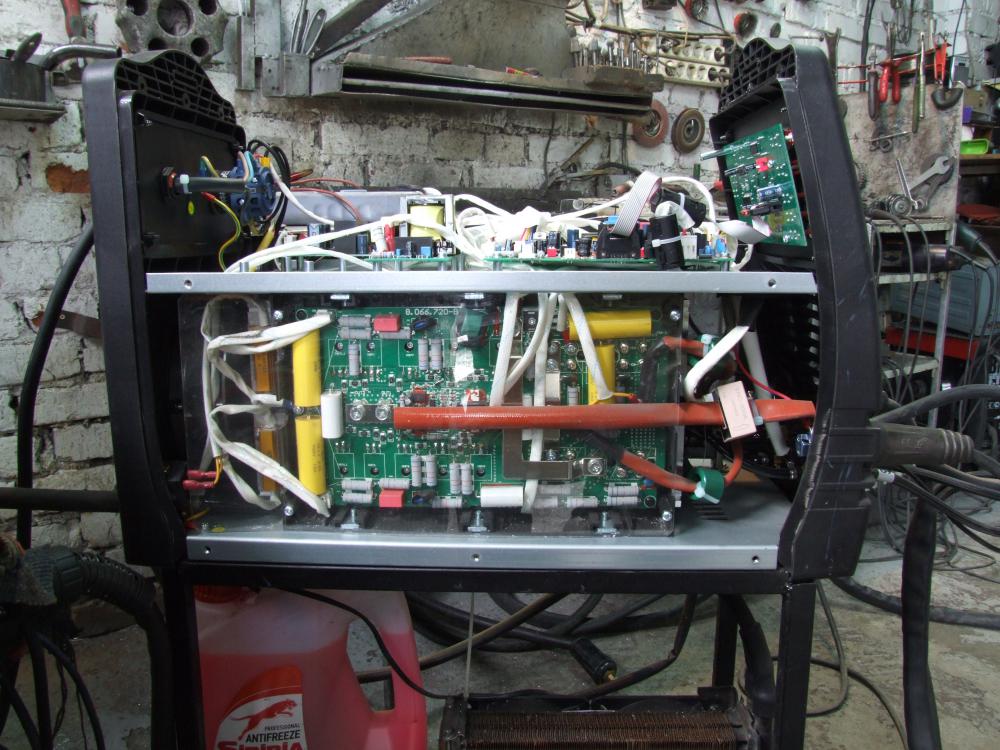
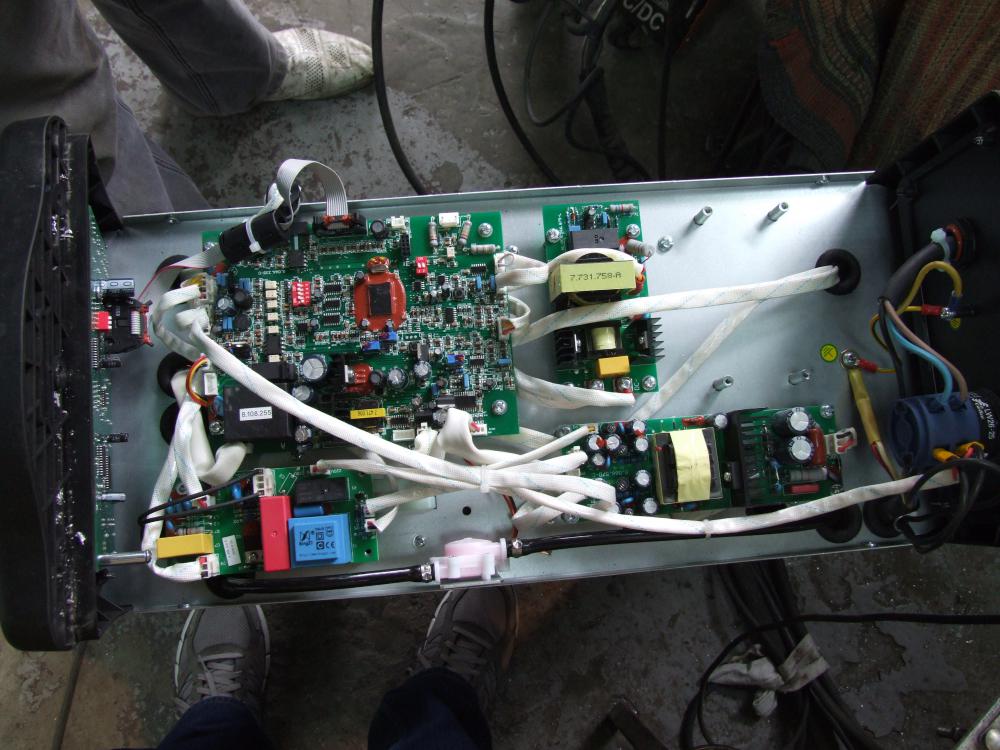
Сегодня познакомился с Гроверсом 315 AC/DC поближе, пришлось внутрь заглянуть. Впечатление хорошее, сделан добротно и аккуратно. Поджиг сделан просто, до тупости, потому и работает хорошо. @tehsvar, а что за переключатели на плате управления стоят? Что ими менять можно?



-
нет да можно и заправить, если перед заправкой его откачать. Только, не везде на это согласятся. Лучше поменять. Там ещё клеймо о дате испытаний есть, в нормальном месте и на это смотрят. Ацетиленовый Вы на другой баллон просто не поставите, да и по давлению он не подходит. Его на вторую ступень приколхозить можно. Кислородный можно, если других вариантов нет. Только им тяжело нужный расход выставлять, он на большое давление на выходе рассчитан, в нём пружины жёсткие. Лучше купите нормальный, иначе больше на аргоне потеряете.
-
Это иллюзия. Любой производитель, в первую очередь, бдит за своей прибылью. А сервис и продажа запчастей - тоже часть бизнеса.
-
Не нормально, но любая электроника, хоть трижды фирменная склонна к суициду. Лично я с десяток Сварогов знаю, которые не один год уже работают без проблем. А у человека что то фирменное крякнуло, я даже модель уже не помню, TIG AC/DC на 230 ампер, случай признали не гарантийным. 2000 баксов за ремонт отдал. Стандартная формулировка, про скачок напряжения. Аппарат за три с чем то штуки евро, и нет защиты по сети, даже если и правда, что то с сетью было. Хотя, и то и другое ни о чём не говорит, как повезёт. Покупка любой техники в нашей стране - это лотерея.
-
Если разъёмами пользоваться нормально, в чистоте держать и фиксировать хорошо, а не так, что вставил и ладно, на 160 амперах они будут жить долго и счастливо. И если провода на гнёздах и в штекерах затянуты нормально. Разъём, как и обычная розетка, часто горит из за того, что подводящий провод нормально не затянут. Это не только сварочного оборудования касается, всего инструмента. @Кустарь правильно сказал, люди не хотят связываться с сервисом, поскольку он у нас ( не знаю, как в Москве, но в нашем городе так) отвратительный. Покупают дешёвое, чтобы выбросить не жалко было.
-
@Vovka123, у отделочниках они на ударных дрелях используются. Потому и не живут долго. И если дрель с шарошкой в качестве фрезерного станка использовать - тоже. Их вибрация убивает . А если ей только металл сверлить - что ему будет?
-
Период следования импульсов - это величина обратная частоте. Вы поставили 1,4 герца, это период 0,7 секунды. За это время и ванночка остыть толком не успевает и руками за такой частотой не успеть. Обратите внимание, у @selco на фотке 0,5 герца, это 2 секунды. Самое то. А длительность задаётся в % от периода. 5% при 0.5 герцах - это 100 миллисекунд будет, 50%, как на фото - это 1 секунда. Импульсный режим с частотой больше двух герц целесообразен только в тех случаях, когда дугу размазать надо. Сплавы с высоким содержанием кремния сжатую дугу не любят - поры дают. А, чтобы руками за импульсом успевать - от 1 герца и ниже.
-
@AKeeper,
-
@Vovka123, С обновкой!
-
 Так сколько у нас серьёзных предприятий? Сколько полудохлых? И сколько однодневок?. Если судить по месту, где я живу, так серьёзных - 0. Сколько то полудохлых имеется. А однодневки - так кто же их сосчитает? Что то я не припомню, чтобы при Союзе кто то из работяг мог условия диктовать . Иногда было на предприятии один - два особо нужных работяги, их ценили и создавали им несколько лучшие условия, но не более. А, чтобы диктовать? События в Новочеркасске, на НЭВЗе вспомните. Подиктовали. Не только. Во многом зависит от правил, сложившихся на рынке труда. Лучше всего сварщикам в Северной Америке живётся. Достаточно влиятельные профсоюзы, для гастробайтаров эта ниша закрыта, и цена на работу сварщиков достаточно высока. В Европе похуже. Ну, а у нас - в основном платят так, чтобы хоть как то на эти деньги жить можно было.
Так сколько у нас серьёзных предприятий? Сколько полудохлых? И сколько однодневок?. Если судить по месту, где я живу, так серьёзных - 0. Сколько то полудохлых имеется. А однодневки - так кто же их сосчитает? Что то я не припомню, чтобы при Союзе кто то из работяг мог условия диктовать . Иногда было на предприятии один - два особо нужных работяги, их ценили и создавали им несколько лучшие условия, но не более. А, чтобы диктовать? События в Новочеркасске, на НЭВЗе вспомните. Подиктовали. Не только. Во многом зависит от правил, сложившихся на рынке труда. Лучше всего сварщикам в Северной Америке живётся. Достаточно влиятельные профсоюзы, для гастробайтаров эта ниша закрыта, и цена на работу сварщиков достаточно высока. В Европе похуже. Ну, а у нас - в основном платят так, чтобы хоть как то на эти деньги жить можно было. -
@Георгий 11, я тоже ими не варил, у них и двойка есть, и , даже 1,6. Знакомый их сильно нахваливал. Он как то 1,6 варил, говорил, швы, как после TIG получаются. Аналог наших ОЗЛ 8. Пар - среда не агрессивная, особой стойкости к МКК не требуется, вполне сгодятся.
-
Особенность нашей экономики. Наши работодатели зачастую заинтересованы не в реальном результате, а в том, чтобы их задница была прикрыта бумажкой. Мелкие фирмы плодятся, сняв сливки с какого нибудь тендера закрываются, после успешного распила денег, а потом - хоть трава не расти. Только что это обсуждали в теме про нержу. И даже, если реально нужен сварщик, наш работодатель, зачастую, скорее удавится, чем оплатит ему аттестацию или курсы. Всё стараются на работника переложить. Вот, как то, так.
-
@Георгий 11, такие диаметры при толщине стенки 2.5 - 3 мм прекрасно РДС варятся. Только электроды хорошие найти надо. Лосиноостровские ЦТ 15, ЦЛ 11 - не комильфо. А хорошими - легче, чем чернягу варить. Ванну хорошо видно, металл не утекает. Как основными, только ещё приятнее. Видимо, решение варить ПА принято со слов "крутого сварщика". Или там стенка меньше двойки? Это так, информация к размышлению.
-
@Георгий 11, присоединяюсь к мнению предыдущих ораторов - Вам варить всё. Конечно, если заказчику не по фигу. Такое тоже бывает. Удачи Вам, и хорошего заработка!
-
@Вад11, зато у нас помидоры дешевле . В Волгограде ещё дороже, а куда мы денемся?
-
Это, по вашему, много или мало? У нас 1800. Есть места, где и подороже.
-
@Георгий 11, Так Вы же вроде на вольные хлеба ушли? Откуда директора?
-
Хоть веером, хоть крестиком, если в аргоне варить - провара не будет. Если напряжение поднять, дуга будет длинная, и перенос, не просто крупнокапельный, я бы сказал - плюющий. Может импульс немного ситуацию поправит, если он есть. Пусть дома образец сварит, если такой крутой. Поперёк шва резаните, сразу будет видно, что и как. Лучше уж в чистой углекислоте варите, только проволоку надо с ниобием, или, хотя бы с титаном. И то лучше будет.
-
Валера, так в советские времена даже вертушки на проходной из Х18Н10Т делали. И палки для белья. Другой просто не было. По нынешним временам, это 321, она денег стоит. Кто же из неё что делать будет, если особой надобности нет?
-
Задолбаетесь, в аргоне провара не будет. Я специально аргон использовал, когда надо было тонкий металл варить. Валик насирает толстый, зато не прожигает. В аргоне напряжение горения дуги ниже, греет хуже. В Подмосковье вроде проблем со смесью нет. @selco, что скажешь?
-
Пробовать стоит всё, только надо понимать, что и для чего делаете. Голова должна раньше рук работать. Размер чешуи на шве - не показатель. Показатель - нормальный провар и отсутствие прожогов. Вот к чему стремится надо, в первую очередь. А Вы хотите всего и сразу. Бак то алюминиевый. На стали шов по другому выглядеть будет. Выдули Вы его, за расходом не следите. Или у Вас аргон дешёвый?
-
Валера, это больше на потёки ржавчины похоже. Металл - дерьмо, возможно даже, что трещины - это следствие МКК. Я понимаю, предположить МКК на нерже в воде - это на паранойю смахивает. Но, уж очень похоже. Не так давно у хорошего знакомого котёл потёк. Решил помочь, тем более, когда то я его и ставил. Вроде, небольшая течь, в районе шва. Полчаса дел, не считая разборки. Я с ним день продолбался, в результате, в металлолом отвёз. Сколько не вырезай и не латай - трещины дальше ползут. Тоже, казалось бы - откуда на черняге в отопительной системе МКК? Там и общей коррозии почти нет. Второй раз на такое наткнулся. Уже, когда понял, что вариантов нет, просто валик наложил на чистом целом месте. И сразу трещины от него пошли. @AKeeper, Я думаю, тут уже ничего не поможет.
-
@svarnoi69, а какие ещё варианты защиты от обратного удара есть? Хотя, сколько лет генератором проработал, затвор то на нём стоит, никогда такого не было.
-
Как Великий кормчий говорил :"Чтобы плавать - надо плавать" А тот способ, о котором Вы говорите, где шов, как вареник, красиво залепленный - это мера вынужденная. Но тренироваться надо долго, я так не умею. Пробовал, на несколько сантиметров шва меня хватает, дальше сбиваюсь. Навык, доведённый до автоматизма нужен. Когда тонкий металл в линейном режиме варить надо ( а раньше импульс большой экзотикой был, его мало кто живьём видел) варят так. Надо греть присадку , чтобы капля по кромкам растеклась и кромки за счёт своего тепла проплавила. А , чтобы она остывать успевала, надо присадку и дугу с кромки на кромку быстро перебрасывать. Как только зазевался, дуга на кромки соскочила, или ёж с обратной стороны или дырка. Вы пока на этом не заморачивайтесь, освойте , что Вам валера1963 показал. @lazycat,С чего Вы взяли, что разглаженный шов - это плохо? Это хорошо, чешуя минимальная должна быть. А то, о чём Вы говорите - это частный случай, прменимый только для сварки тонких листов. Вы в разных темах фотки швов на нерже посмотрите, как литые, заглядение.