SergDemin
-
Постов
7 193 -
Зарегистрирован
-
Посещение
-
Победитель дней
66
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент SergDemin
-
@gonta, вот результат отсутствия элементарных знаний из школьного курса химии. http://websvarka.ru/talk/topic/9254-sovety-nachinaiuschemu-argonschiku-chast-3/?p=283089Ну, полный привет! Даже сказать больше не чего, Штурман прав. Справку надо требовать.
-
@tehsvar, симптоматика совпадает с грязным аргоном, а уж 20% углекислоты - куда грязнее? Точно, справку надо требовать.
-
Ну, во первых, не прошлый век. Нормальный инверторный ПА. Что Вы за такие деньги купите - только Сварог или Гроверс из низкобюджетных линеек. Ну, или Аврору, не к ночи помянутую. . Единственная проблема - это сервис. Если что - дешевле выбросить, чем отремонтировать. Всё равно, скорее брать, чем не брать.
-
Если он целыми днями на стройке арматуру варит, тогда, пожалуй, незачем. А если человек использует современное сварочное оборудование, особенно в индивидуальном порядке, в собственной мастерской, то ему не только электротехника, ему и базовые знания в электронике нужны. И и физике, и в химии. Чтобы использовать возможности оборудования на все 100%. Поскольку, он сам себе технолог, и конструктор, и наладчик. Ещё и психолог - чтобы с клиентами нормально общаться, не всегда адекватные приходят . Ну, и чтобы не возникало идей, типа того, чтобы к инвертору балластину присобачить, чтобы минимальный ток уменьшить. А то бывает, ещё и возмущаются, почему не работает?
-
@lazycat, http://websvarka.ru/talk/topic/6118-kak-sdelat-shlang-paket/page-5
-
@lazycat, есть провод ПЩ, его надо ставить. Но там всё свой вклад вносит, и провод и шланг, и шланг для газа.
-
@lazycat, электрод быстрее плавится, если Вы баланс сдвигаете в сторону обратной полярности. На обратной полярности происходит очистка ванны. Поэтому баланс подбирают так, чтобы ванна достаточно хорошо очищалась, и электрод не обгорал. В этом смысл регулировки баланса при сварке алюминия на переменке - найти компромисс между очисткой ванны и живучестью электрода. Раньше, когда трансформаторами работали, баланс был строго 50/50. Просто электрод потолще ставили. Отсюда и старые рекомендации - сразу в радиус точить.
-
@Трапезников Алексей, у него куча регулировок в режиме ММА, время горячего старта, ток, наклон ВАХ. Скорее всего аппарат исправен, просто надо с настройками разобраться. Они из меню доступны. Может горячий старт отключен. Ограничителя НХХ вроде нет.
-
@Трапезников Алексей, http://grpz.ru/production/civil/welding/item/argonodugovoy_apparat_200A/Вы хоть в описание гляньте. Вы что варить им собираетесь?
-
Хотеть не вредно . Что то запропал наш экспериментатор, который поджиг на ММА делал. Даже видео вроде выкладывал.
-
Так для переменки это нормально. Вольфрам оплавляется, даёт нужный радиус, соответствующий максимальной плотности тока для него. В старых справочниках писали, что под переменку надо в радиус точить. Это для постоянки конус нужен.
-
Это не только к материалу относится, но и к присадке. Есть нормативы на время хранения деталей после механической обработки и присадки, после травления. Сутки, если не ошибаюсь, и трое - если в аргоне хранить. Окись алюминия - очень хороший изолятор. Пробивное напряжение выше 10 000 в /мм. И температура плавления выше 2000 С. При хранении на воздухе толщина оксидного слоя увеличивается. Поэтому, какой бы чистой поверхность не выглядела, перед сваркой чистить надо.
-
Я проще делал. Заказал резьбы 1 дюйм с внутренним 24 мм, чтобы краник внутри не цеплять - у него 25. Приварил одну, накрутил кран, потом другую резьбу. Сверло на 24 мм, спиральная часть тщательно пластилином забита, и дрель низкооборотистая. Только когда сверло трубу прошло, надо дрель с него снять и аккуратно ключом вытащить, чтобы в дрель воды не налить. Воды вытекает с пол ведра, пока кран закрываешь. А , ещё колпак из пластиковой бутылки на сверло, немного воды всё равно просачивается.
-
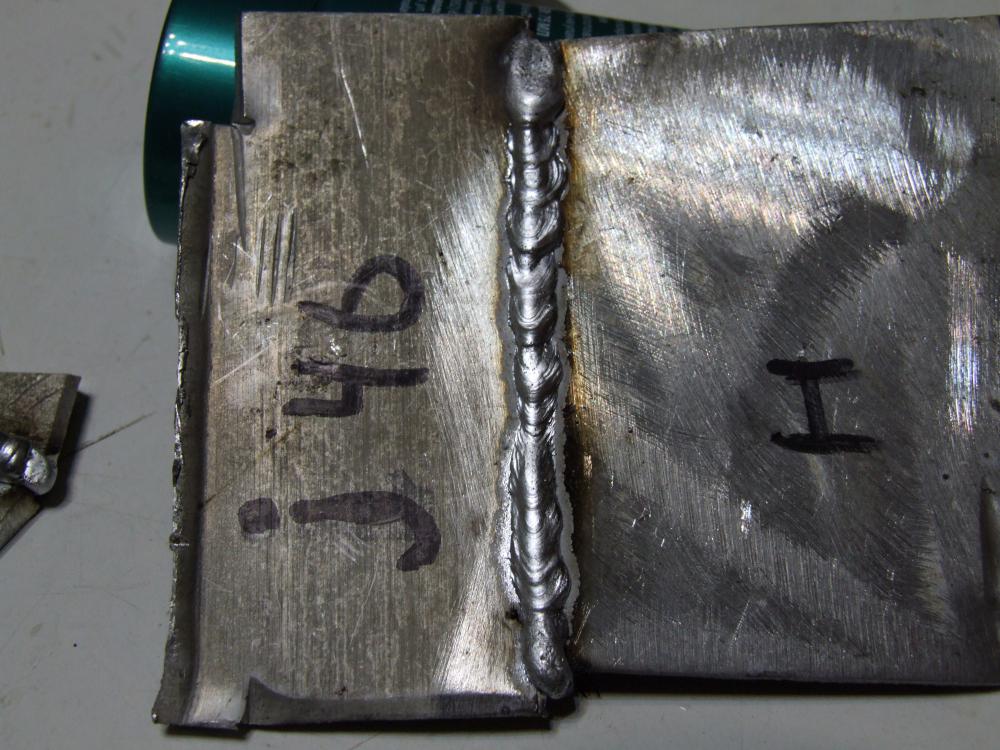
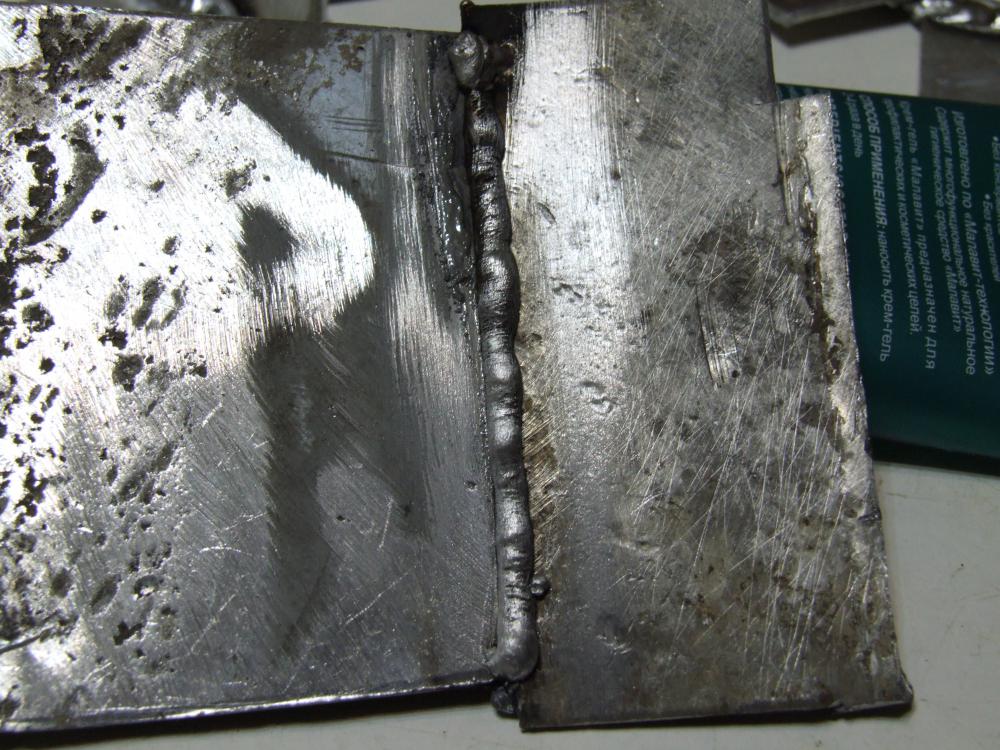
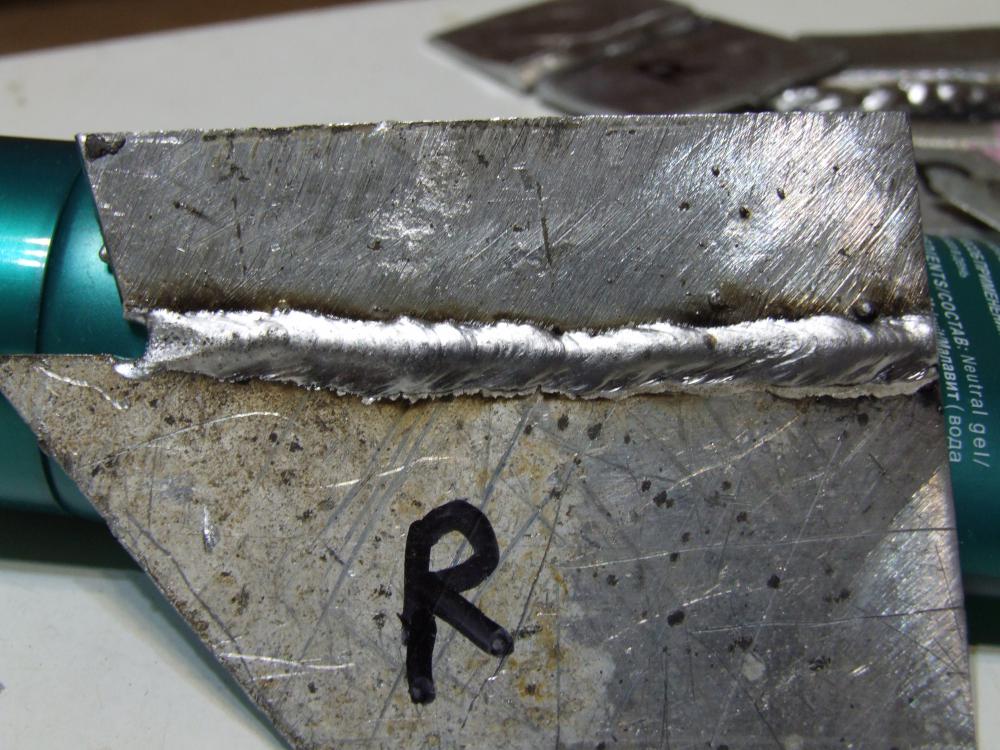
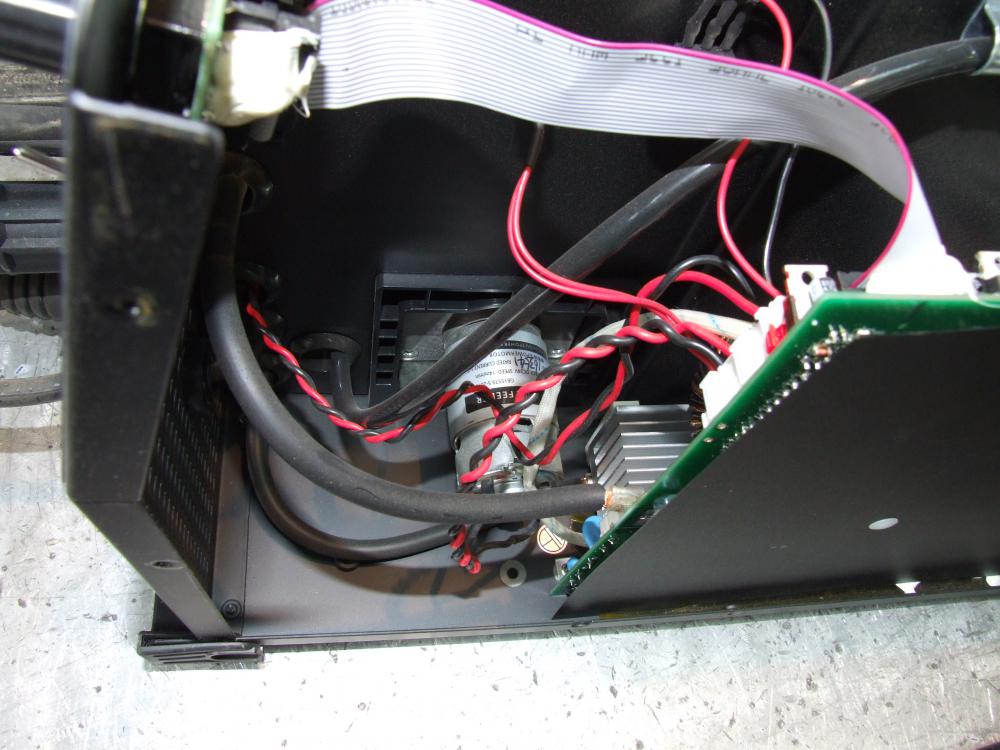
Володя, вот, выкладываю. Попутно ознакомились со Сварогом Real 200. Очень приличный аппарат за такую цену. Чернягу очень хорошо варит, решили взять его на "слабо". Наскоряк приколхозили U образный ролик и зарядили проволоку АК5 1,2 мм. Другой под руками не было. Родные ролики на нём дерьмовые, там канавка не V образная, а П образная. Хорошо, туда ролик от J 46 вместе с шестернёй встал. На качество швов особого внимания не обращай, я два года практически не работаю, ещё и маску свою не взял. В очках и маске жутко неудобно. Ну и алюминий себя по другому ведёт. Что покрасивше - это Михалыч баловался. R - это реалом пробовали, всё в нижнем. J 46 низ, потолок и тавр. От потолка я позорный кусок отрезал, уж извини . Речь то о возможностях аппарата. У Реала постгаза практически нет, варить алюминий короткими точками - не вариант. J 46 можно, я туда регулировку до от 1 до 7 секунд сделал. Если привыкнуть, вполне сносно варить можно. В Реале толком ничего не видно, разглядел только кондёры на входе - 3 штуки по 560 мкф. МПП похуже чем в более дорогих аппаратах, но работает. Я проволокой 1,2 в таких же режимах работал в углекислоте - подача до 7 м/мин. напряжение 17 - 20 вольт. Тем более, Вам герметичные швы нужны, значит короткой дугой работать будете, точно больше 20 вольт не понадобится.













-
Совершенно верно. Как на УАЗе санитарке ездить . Я эти дела совмещаю. Этого и я не понимаю, просто особого выбора нет. Не вариант. Сейчас всё настолько быстро развивается, что то, что пять лет назад было конфеткой, на сегодня уже устарело. Если есть конкретная работа, вполне допустимо купить под неё аппарат попроще, заработать денег, и купить гораздо лучший, если есть перспективы на продолжение работы. А выбирать идеальный можно очень долго, при этом продолжая тратить силы и время на выполнение работы менее продуктивным способом. Посчитайте, если он Вам позволит заработать на пару тысяч в день больше, за сколько он окупится? Даже, если на тысячу. И после того, как Вы заработаете на другой, Вы же этот не выбросите, Вы его продадите, пусть за пол цены. Вот и посчитайте, какой вариант выгоднее. ПА - не жена, его можно хоть раз в год менять, лишь бы это выгодно было.
-
@Vovka123, не знаю, у меня такой проблемы с ним нет. Я запоминаю режимы на автомате, у меня настройка затруднений не вызывает. Естественно, с цифровыми шкалами удобнее, что касается трубы, не знаю, но не думаю, что будут проблемы. Примениться надо. Вадим на Сварог с внешней подавалкой как плевался, именно из за этого. Однако, работу им сделал. Просто за эту цену, да ещё и на 220, я ему альтернативы не вижу. Опять же, МПП могучий, проволока 1,2 без проблем идёт. Я думаю, для начала - хороший вариант. А если работа пойдёт, так он себя окупит быстро, потом можно и о чём нибудь получше подумать. Лично у меня он с первой работы окупился.
-
, хорошо, если завтра у него буду, какие нибудь огрызки сварю. Он им свечные отверстия заплавляет, от шпилек разных тоже. Понятно, что не потолок. Кстати, надо попробовать, хохмы ради потолок. А вдруг .
-
Почему? Что вы имеете в виду? Я им варил от пятёрки до жестянки, друг им и алюминий варит. Понятно, нет импульса, нет памяти, но за эти деньги - очень хороший аппарат.
-
@ilnursvarka, http://www.welding-russia.ru/catalog.html?itemid=1044. У меня такой много лет, я им чего только не варил. Теплообменники,(где то фотка лежит, балалайка под пол тонны) трубы тоже приходилось немного. Жестянку. У друга таких два было, он один продал, сейчас жалеет. Придётся опять покупать. Я ему пока свой отдал. У него только один недостаток - нет регулировки постгаза. Но это легко устранимо. С завода секунды полторы стоит. Я им работал с утра до вечера, рукав горелки, 240 амперной, прилично тёплый был, сеть дерьмовая, вольт 170. Ему всё по фигу. Вадим на Сварог матерится, на подавалке цифровых шкал нет. Неудобно. На этом тоже нет, но меня это абсолютно не напрягает.
-
Вам аппарат под проволоку 1,2 нужен. Гроверса явно маловато будет, да и МПП у него слабоват для этого. Сварог категорически не хотите?
-
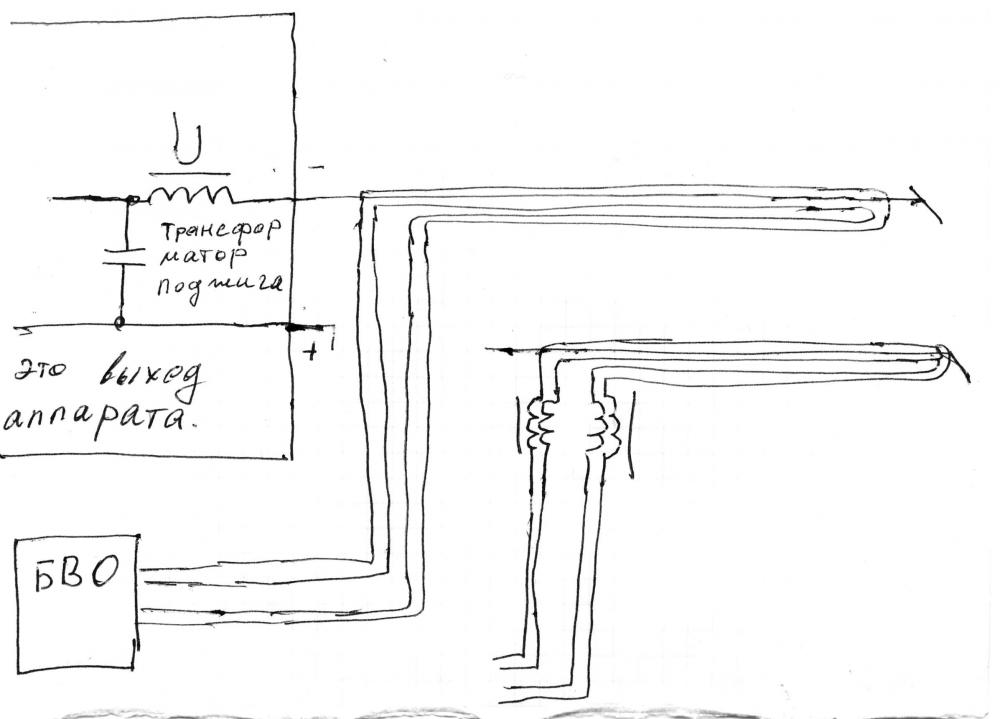
 @Anton VL, так это меня и удивляет @Hlorofos, шланги, да и сам БВО оказываются подключены параллельно горелке. Для сварочнго тока это по фигу, напряжение низкое. Даже если радиатор БВО сварочной массы касается, ну потечёт там ток в пару миллиампер, никто его и не заметит. А вот для пяти киловольт поджигового импульса это дополнительная нагрузка. Надо развязку делать, хотя бы через ферритовое кольцо водяные трубки пропустить, по одному витку. Иначе часть импульса туда уйдёт, куда же ему деваться? Может я и перезаморачиваюсь, но вроде так.
@Anton VL, так это меня и удивляет @Hlorofos, шланги, да и сам БВО оказываются подключены параллельно горелке. Для сварочнго тока это по фигу, напряжение низкое. Даже если радиатор БВО сварочной массы касается, ну потечёт там ток в пару миллиампер, никто его и не заметит. А вот для пяти киловольт поджигового импульса это дополнительная нагрузка. Надо развязку делать, хотя бы через ферритовое кольцо водяные трубки пропустить, по одному витку. Иначе часть импульса туда уйдёт, куда же ему деваться? Может я и перезаморачиваюсь, но вроде так.
-
Да, там датчик потока есть. @Hlorofos, пять минут, нарисую.
-
@Anton VL, может на брендовых развязка внутри БВО сделана, а если колхозить, что чаще бывает, то об этом задуматься надо. Проблема то не велика, но если развязку не сделать, нормального поджига не будет. В Гроверсе это учтено.
-
Аппарат с ВЧ поджигом. Вы горелку подключаете, а параллельно ей -БВО. Вода ток проводит, часть энергии поджигового импульса потеряется, если не вся. Для чего на морде Гроверса вход и выход воды на БВО ? Там дроссель на воде стоит, чтобы не шунтировать поджиг. Я про это и спрашиваю.
-
@Gajver, так и я про то же. Я почему на этом внимание заострил - если попутать, появится сквозной ток, и прощай силовые транзисторы. Кстати, при первом включении лучше мост через лампочку запитать, или через утюг. На всякий случай. Но Алексей говорит, что наоборот. А он очень грамотный в этих делах. По форме сигнала, вроде он прав, по длительности, вроде я. Форма более длинной полуволны правильная, полка ровная, а более короткая, как то не очень. Вот и терзают меня смутные сомнения. Может он, по запарке, не совсем понял, о чём я. Или я чего то не понимаю? Хорошо бы нагрузить выходы трансформаторов на конденсаторы, равные ёмкости затворов, и посмотреть.