AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент AMBIVERT42
-
Бесконечная коммунальная рутина... Врезка редуктора и перестановка затвора с электроприводом в блоке водохимочистки газовой котельной. Было и стало. На выезды, как и прежде, со мной ездит чемоданчик с "Авророй": Наступили холода. Сразу полезли недоделки в системах отопления. В одной из сельских школ пришлось дорабатывать систему отопления. На 60 стояков внедрили регулировочные вентили. Где был риск уделать мебель и отделку-варили автогеном: Мобильный пост газосварки: В более убогой обстановке хозпомещений-вовсю пользовали электросварку: Поправили гидравлику и всё пошло, как надо. Эстетику, конечно, поправлять не стали. Пакалодника заподлицо выступает, насяльника...(С) Про "вожжи" радиатора Равшан, к сожалению, ничего не сказал... Вечером сваял десяток электродов для контроля уровня воды в блоке очистки. Примитивнее некуда. Болтики-шайбочки-гаечки-из нержи, из неё же (присадка 308 ф 1,6 мм)-собственно электроды Сварил два прутка и полученный электрод-с болтиком Дюже извиняюсь за "резкость" снимков, сделанных в режиме макросъёмки... Что-то фотик захандрил. . Старый стал, мышей не ловит... Пора менять,значит.










-
Не святые тут. Но, если и дают советы и придираются, то не для того, чтобы самому-возвыситься, а вас-унизить. Отнюдь. Поверьте мне на слово. Многие советы основываются не на непомерном "эго", а на личном многолетнем, иногда-отрицательном, опыте. Если вас кто и "ткнул носом", обойдясь при этом без реверансов и экивоков, то потому, что здесь, в массе своей, немногословные технари.
-
@Фунтик,@ЛехаКолыма, поживём-увидим. Есть только один способ это проверить. Так-то, узел этот-не шибко ответственный и с конструкторским просчётом, оттого и рвёт его. Порвёт снова-буду переделывать с устранением недоработок. Почему же без присадки? С ней, с родимой. Св-08Г2С ф 1,2 мм.Делал так:продавил ванну, металл просел (при образовании обратного валика), добавил присадки.
-
Попробую ответить без "лирики"...Во-первых, алюминиевыми проводами, по сути своей, варить нельзя. Если речь идёт об деталях двигателя-то, будьте любезны, применяйте присадку 4043. Во-вторых, не надо потворствовать лени и головотяпству заказчиков. Деталь должна быть снята и отмыта, если они (заказчики) хотят хоть каких-то, но гарантий. Потому, как на месте варить заляпанный грязью и маслом алюминий-априори неудача сварщика. Даже, если очень просят и говорят, что, де, надо, вынь да положь и пофиг на гарантии. При отрицательном результате об этих клятвах-тут же забывают и нагружают сварщика по-полной. Уже в смысле финансовой ответственности... Кроме того, варить по месту-это не только грязно, но и неудобно. Алюминий-материал жидкотекучий в расплавленном состоянии и без опыта-можно только усугубить проблему, угробить деталь. Опытный сварщик и тот-сорокнадцать раз подумает, прежде чем решиться ввязаться в такую техническую авантюру, как варить алюминиевую автодеталь по месту. А Вы,@swarnoy_23rus-начинающий. Оно Вам надо? Судя по Вашим вопросам-лучше откажитесь. Или, если хотите рискнуть, то таки напрягайте заказчиков на снятие детали. Пусть не гундят, что, мол, невозможно. Раз человек технику собрал, человек её и разберёт. Даже, если лично Вам заварить не удастся, либо другому сварщику жизнь облегчится, либо-новую деталь ставить придётся, однако...
-
Самое главное в заботе о ближнем-не перестараться!!! Я более чем уверен, что у таких наставников, как @selco и @laguna, пацаны не летают по мастерской на звездюлях и не пашут, что называется, на результат (что, сплошь и рядом, бывает в спортшколах). Куда значимее тут-привить и культивировать тягу к знаниям, к работе руками и головой. Причём, не просто, как к банальному обязательному труду во имя пропитания, а как к творческому процессу. И ещё один немаловажный факт. Бьюсь об заклад, но, большинство учеников не отказались бы от внимательного, знающего наставника, работающего с ними в индивидуальном порядке. А то в техникуме как бывает: один наставник (как правило, уставший от работы и жизни в целом, пенсионер) на 20-30 16-17-летних балбесов, страдающих от игры гормонов и мечтающих дожить до перекура... И качество получаемых при том знаний-будет соответствующее. Я на своём примере знаю, насколько важна заинтересованность ученика и умение учителя передать имеющиеся знания. И настолько же важна тяга к познаниям именно с таких лет (10-12). Ещё не забитый стереотипами и прочей шелухой мозг может принять куда больше информации и в активном пользовании эта информация будет оставаться дольше. И за спорт детский я тоже имею, что сказать. Потому, как сам поздновато понял, что физкультура-лечит, а спорт-калечит. К великому сожалению, ныне катастрофически мало спортшкол, где дают общефизическую подготовку. В массе своей-готовят полуфабрикаты для взрослого спорта. То бишь-гонка на результат. Иначе-школу закрывают, как невыгодную и неэффективную. А сколько получаем на выходе? Единицы. Отжатый бросовый материал (травмировавшихся, покалеченных морально и физически, потерявших напрочь интерес к физической культуре, как к таковой)-не считают. Так что, подытожу. Веками мастерство старших переходило по родственным связям, как по самому близкому и эффективному пути. Оттого и дожило до наших дней. Ныне, с развитием информационных технологий, эффективность такого метода обучения-возрастает многократно. И, уже ли, отец, дядя, возжелают родному человеку плохого? Нет! Будут всячески блюсти и ТБ и гигиену и прочее. К тому же, доступность оборудования в индивидуальном плане-ещё одно современное благо, мимо которого никак нельзя пройти.
-
 Аналогично, я-тоже за.
Аналогично, я-тоже за. -
У меня таких есть. После просушки варят лучше, чем новодел, только купленный в магазине.
-
Выходные сварщика, или "Свинья везде грязь найдёт...". Наконец-то, в Кузбасс пришла зима. Когда после бесснежных скачек температуры от -20 до +10, слякоти и наледи, за окном увидел такие картинки, то несказанно обрадовался и, наконец, поехал переобуть своего "боевого коня" в зимнюю резину. Снял переднее колесо-и на тебе... Кронштейн амортизатора и "ухо" поперечной тяги-с трещинами. Оно и понятно... Пробег машины-за 400 тыс. км.Скачки по горам Алтая и Хакасии, а также каждодневные поездки по строительным объектам не могли не сказаться... Так, как тёплый гараж со смотровой ямой-занят приятельской машиной с разобранным мотором (сам пустил, винить некого), вытащил оборудование на свет Божий. Поскольку, пауком расползшуюся трещину разделывать было жуть как неудобно, воспользовался следующим приёмом, которым варю рамы в самых неудобных местах. В аргоне на приличном ( для данной толщины стали) токе в 145 А прошёлся от краёв трещины к середине. Лицевая и оборотная стороны шва: Для сварки крепления поперечной тяги меняем горелку на держак и вперёд. На "закуску"-немного силумина. На мотопомпе лопнула накидная гайка крепления рукава. Материал-... Ну, сами понимаете... Самый низкопробный. Стрелял и пузырился. Но, что-то получилось. Даже сгонял водичку из траншеи откачать.













-
Вроде, форумчане Вебсварки и так ангажированностью и предубеждением не страдают. Прошлые и настоящие тесты оборудования от "Авроры"-тому свидетельство. Более того, против такого авторитетного человека среди тестировщиков, как tehsvar, не будет никто.
-
Рутильщики, однако... Попробуй-ка электрод с основной обмазкой так согни...
-
Где-то я это уже писал... Так что, считайте это сообщение заявкой. Уже участвовал в тесте сварочника для РЭДС. Можете посмотреть в разделе "Наше оборудование". У меня есть возможность испытать аппарат для ручной дуговой сварки в условиях сфер ЖКХ и монтажа металлоконструкций, при разных температурных условиях и с разной загрузкой, в работе с различными марками электродов, на пониженном сетевом напряжении и при работе с электрогенераторами разной мощности. Имею возможность снять видеоролик. К этому могу приложить подробный отчёт в письменной форме. в котором будут изложены как сугубо субъективные ощущения сварщика, так и объективные показания вольтметров и амперметров при замерах сварочного тока и тока сети, а также напряжения ХХ, дуги и сети. Также, для сравнения, я уже снимал характеристики с нескольких инверторов для РЭДС. Есть с чем сравнить. Город моего проживания-в профиле. Стаж по сварке-более 17 лет.
- 162 ответа
-
- 10
-

-
Да, делать скос надо на обеих кромках. Без притупления, на "нож". Скос кромок на частях диска образуется естественным образом при резке в токарном станке (с условием, что резец заточен соответствующим образом). Скашивать кромки на вставке, извольте, шлифмашинкой. Варить-без зазора, но, с полным проваром (с образованием обратного валика). Варим на спуск. Признаюсь честно, легкосплавные диски пока не варил ни разу, а, вот, разварки стальных дисков на джиперские "каракатицы" и "котлеты"-не раз. Причём, не только сваривал вставки, но и пересаживал диски с обода на обод. Результат-положительный. Последнюю разварку делал лет 5 назад. До сих пор ездит по Саянам и Горному Алтаю. Главное, впрочем, как и везде-тщательность и аккуратность. Насчёт "поведёт-не поведёт"... Не варите напроход. Я делал так: прихватывал по периметру через 50-80 мм, потом в диаметрально противоположных сторонах-по 200 мм, по ходу продвижения вышлифовывая прихватки.
-
Дим, это точно... Как говаривал Ф. Ницше, "Пора считаться с глупостью, как с реальной силой природы!". А. Эйнштейн заключил:"В мире есть две бесконечности:Вселенная и Глупость. Впрочем, насчёт Вселенной-я сомневаюсь..." Помнится, лет пятнадцать назад, менял я ввод теплотрассы в студенческом общежитии. Разлёгся в траншее, обвившись кабелями и обняв трубу. Дело было на день Ивана Купалы. Ну, ясен день, меня дебилоидные студенты "поздравили" парой вёдер воды, вылитых из окна. Учитывая, что у сварочного генератора Uхх=95 В, приятного было мало... Аж сознание потерял... Это-ещё что... Моего приятеля по водолазной службе, когда он стоял в полной амуниции ("трёхболтовка") на палубе, кретин-палубный матрос "позвал" рывком за шланг-пакет. Падение плашмя, навзничь, да в скафандре, закончилось для приятеля лазаретом (сотряс и конкретные ушибы, в т.ч., внутренние...). Впрочем, как и для шутника, которого отловили и "замесили" обеспечивающие.
-
@Rashid,Очень похоже, что деталь сделана из чугуна. Немудрено, что на холодную она начала трещать. На холодную чугун с высокой надёжностью варится присадками на основе никеля. Короткими стежками с проковкой. На горячую можно сварить и нержавейкой. Но, тут-лотерея. При нагреве и медленном остывании в шве могут сняться внутренние напряжения, а могут и не сняться... Почитайте тему про сварку чугуна в аргоне и многие Ваши вопросы отпадут сами собой.
-
Можно поискать фото "зарубежных" "творений" в теме "Дилетанты в нас и вокруг нас"... Там есть, на что посмотреть...По вашим фотографиям можно сделать следующие замечания: 1.Неравномерная подача присадки 2.Неравномерное движение горелки 3 Невысокая скорость движения горелки Первые два пункта выдают неравномерные высота и ширина шва, нерегулярная чешуйчатость. Пункт "3"-более тёмная поверхность шва. Тренируйте моторику рук, равномерность движения горелки и подачи присадки. Добьётесь равномерного, плотного шва с регулярной чешуйчатостью-сможете варьировать форму и внешний вид шва. Далее-повысите ток и скорость сварки. Как говаривал мэтр АВН, на малых токах вы зарабатываете опыт, на больших-деньги.
- 1 794 ответа
-
- 10
-
-
Так просто? И без подвоха? Не верю!!!(С) Помнится, супруга моя ездила в Томск, к сестре. Там, в Томске, приклеился к ней один парень. Мол, адресочек дай и всё тут... Она ему, мол, а тебе это точно надо? Тот не унимается. Ладно,типа сдалась и дала адресочек. И даже телефон. Он приехал и каково было удивление, что по указанному адресу-райотдел милиции. Позвонил по полученному номеру телефона (естественно, рабочему) и долго упрекал в женском коварстве... На что получил ответ:"Ну, вот, теперь и ты удостоверился в том, что следователи живут на работе!"
-
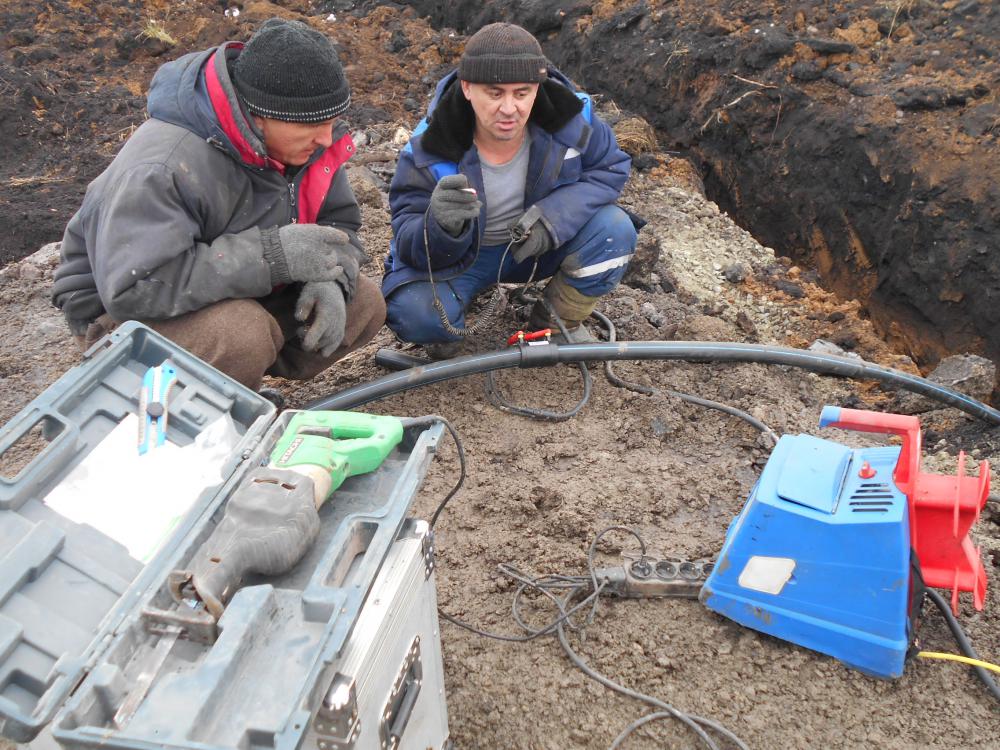
Будни траншейно-водопроводные. Подземный фонтанчик-классика жанра... Раскопали-заварили. В этом колодце надо сделать врезку. Сказано-сделано! Собираем заготовки врезаемся в трубу магистрали и накручиваем фланцевый краник. Я сегодня сам себя освободил от электросварки и занялся электромуфтовой сваркой полиэтиленовых труб. Оборудование для этого-генератор, сабельная пила и аппарат для электромуфтовой сварки (синенький такой). Собственно, электромуфта, соединяющая трубы. Процесс настолько лёгок, что и слесаря попробовали свои силы, под моим, конечно, руководством.








-
А что, на форуме общение не шибко живое? @Техноман,Вы бы заполнили в профиле "место жительства". Вдруг повезёт и кто-то из форумчан-обладателей Гроверсов будет территориально близок?
-
Всё правильно, сварка в аргоне постоянным током идёт на прямой полрности ("-" на горелке). При сварке алюминия на переменном токе имеет значение для очистки поверхности свариваемой детали и, одновременно, для ресурса электрода, такая регулировка, как баланс полярности. Сменив подключение горелки, Вы сменили и баланс полярности. Предположу, что сию настройку Вы потенциометром на панели не меняли. Не поленитесь, ознакомьтесь с назначением регулировок аппарата.
-
@chdv1971, я где-то уже упоминал, что рубль-лучшее лекарство от склероза, лени и разгильдяйства... Вилка цен за мытое/немытое и разобранное/неразобранное, порой, бывает очень существенна для кармана клиента. Иных это так впечатляло, что не ленились отквашивать блоки/поддоны/картеры в щелочном растворе.
-
Прогрев корпусной детали в массе, применяемый при ремонте, как правило, идёт на пользу всему двигателю. Так как снижается число внутренних напряжений (остаточных, возникающих при изготовлении и накопленных при эксплуатации). Например, при серьёзном ремонте блоков, головок, картеров агрегатов, их рекомендуется перед мехобработкой выдерживать в печи и последующем охлаждении вместе с печью. Но, абсолютное большинство авторемонтников на это банально забивает. Энерго- и временные затраты могут серьёзно подъесть прибыль. Жалко, однако... Естественно, перед нагревом детали с неё надо снять всё, что может пострадать от нагрева (сальники, прокладки, шланги-патрубки и прочее). Рабочая же температура двигателя определяется параметрами рабочего процесса двигателя (испаряемость, воспламеняемость топливовоздушной смеси, а также режим горения, исключающий повреждение деталей детонацией и калильным зажиганием), термостабильностью неметаллических деталей и смазки мотора. И, самое главное-температурой кипения охлаждающей жидкости. Следует заметить, что у движков с воздушным охлаждением тепловой режим будет пожёстче, нежели с жидкостным. Прошу прощения за оффтоп...
-
@Георгий 11,давайте по пунктам. По поводу качества ЗМЗшного литья уже высказался @waha, за что ему-отдельное спасибо. По поводу предподогрева, хоть и не вдаваясь в подробности-@shestuhin. От себя добавлю,что любой алюминиевый блок, либо головку блока-надо греть в массе, а не локально. Градусов до двухсот-трёхсот. Варить на холодную-играть в лотерею и, возможно, обречь себя на неудачу. Из личного опыта, в т.ч., из автосервисного. ЗМЗшные алюминиевые блоки-отродясь жидковаты по конструкции и нещадно корёжатся при затяжке шпилек (как головочных, так и коленвальных). Об этом можно судить, хотя бы по тому, как изнашивается коленвал. Бывает, что шатунные шейки шлифованы на -0,25, а коренные- на -1,00... Поэтому, для сварки блок должен быть снят, отмыт, с него надо по максимуму открутить все кронштейны. Трещину-однозначно засверлить и разделать на всю длину. Варить-с полным проваром, чтобы изнутри водяной рубашки был виден обратный валик. Его, в случае необходимости-ободрать бор-фрезой. При обнаружении непроваров-подварить. При невозможности обеспечить полный провар через узкую и неглубокую продольную разделку (такое бывает на всяких углах и поднутрениях)-пропиливать насквозь и заплавлять по широкой разделке (см. работы мэтра krech'а). После сварки-дать блоку остыть и только после этого-отдавать на растерзание сборку механоидам. Поскольку, блоки цилиндров являются деталями переменной толщины, то, особенно, малоопытным сварщикам,впрочем, как и опытным, очень помогает педаль регулировки тока. Где надо-добавил ток по ходу сварки, где не надо-сбавил.
-
Я выдавливал на зиговке, обращался к тем ребятам, что штампуют металлосайдинг и венткороба.
-
Сталкивался с такой неприятностью на баках от китайских грузовиков Хово и Фотон. Это-последствие стечения двух обстоятельств: экономии на толщине перегородок и резкого торможения на юз при полупустом баке. Удар набегающей волной топлива, иной раз, вырывал перегородки с мясом, не то что ломал их местами. Есть два решения этой проблемы. 1. полная замена перегородок на более толстые и с проштамповкой, на манер Андреевского креста, для увеличения жёсткости. 2. Приварка профилей для увеличения жёсткости на прогиб.
-
@morgmail, вот только не надо падать в цене. А вдруг понравится делать с такой скидкой. Упал в цене-потом фиг подымешься. Скорей всего, разгадка проста до банальности. Коль заказчик жадный, то, скорей всего, надыбал пару штоков задёшево, но с маленькой грузоподъёмностью. Впрочем, в этом есть и рациональное зерно. Рама будет меньше страдать при разгрузке с креном.