schkaliki
-
Постов
1 537 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент schkaliki
-
@SAV,Не паровозы, уважаемый, а на ТЭЦ, в котельном отделении. Как пример паровая труба 426х40. Стык неповоротный. ТИГом варить корень нет возможности- сквозняк, постоянный подсос воздуха, торцы не заткнешь, трубу аргоном не задуешь. Пробовали экспериментировать- результат не устроил, капризный вид сварки. Или ручник, или п/а. Сварка с последующей нормализацией.
-
@SAV,пардон, пишу с телефона, там не скручивание, а прогиб 50 мм. Теперь по скручиванию: на спецвагоне расстояние между тележками 18 метров. Что-бы сделать поворот на жд пути идет возвышение одного рельса над другим. Переход не всегда бывает плавным- как пример жд дорога в предгорье урала, рядом с Ëбургом- там телеги от резкой разницы по высоте идут медленно и со страшным скрипом. Передняя тележка идет на возвышение одной парой- пара колес внизы, пара вверху, когда задняя еще находится в минимуме изменения по плоскости. Физику поворота не изменить. Скручивание рамы идет в плавно и в допуске. Можете слепить макет, воспроизвести поворот и посмотреть наглядно- если не будут осевого скручивания, то какая-то колесная пара будет висеть в воздухе. Перед запуском в серию все контрольные образцы проходят проверку на стенде в экспериментальном цехе на скручивание, разрыв, излом и прогиб. Неоднократно принимал участие в устранении ошибок и погрешностей на новых рамах. По трубам: выставляется зазор (у нас всегда был с собой набор пластинок толщ. 1, 1,2, 1,5, и 2 мм), трубы выставлялись, центровались, вставлялись пластины, делались полноценные корневые прихватки в 3-х точках, длиной в 20-30 мм, зачищались и сдавались светиле , пластинки вытаскивались. Затем с 7,30 начинали варить потолок с максимальным подъëмом примерно до 4-х часов. Проходзачищался и варился в обратном направлении с теми-же цифрами. Опять зачищался и вырилась первая сторона до 11-ти часов .. ну и так далее. Процесс контролировал дефектоскопист. Шлака от полуавтомата минимум. Зачистка постоянная с визуальным контролем. Кострукции ответственные- температура до 500°с и давление до 180 атм. Труба варится 2,5 часа двумя сварщиками в перехват или одним 5-6 часов за раз с минимальными перерывами. Затем прогревание, укутывание, остывание и полный контроль стыка дефектоскопистом. Личное клеймо и паспорт с гарантией на 5 лет.
-
@SAV,разговор о сопромате начали вы. Теперь начну с последнего: нагрузки на скручивание на раме очень большие- наклоны ж/д полотна немаленькие, притом, что расстояние между тележками минимум 16 метров. В итоге сваренная рама без кузова на тележках имеет прогиб 400-600мм. После установки кузова скручивание по уровням составляет не более 50мм, но все равно оно есть. Насчет толщины стенки трубы вы правы- я неточно выразился, оплошал. А вот подкладной шнур, который вы советуете, на трубах пароперегрева с толщиной стенки 40мм, попробуйте установить потом проварить и пройти узк-узд. Еще попробуйте увеличить зазоры на гостовской разделке и по прихваткам попытаться их сдать скописту. Читаю ваши сообщения во всех темах и больше прихожу к выводу, что вы , батенька, больше умничающий теоретик, чем практик. Вы везде толкаете свою теоретическую "подкованность" смешанную с личными домыслами-выводами, насмотревшись интернета. На форуме предостаточно технологов по сварке, конструкторов, инженеров-сварщиков, профессиональных специалистов. Не нужно людей тыкать знаниями сопромата и пытаться ставить себя выше других в вопросах сварочного искусства. Варите образцы, делайте шлифы, публикуйте данные и фото по проварам и... будет вам счастье.
-
@SAV,я вам написал про большие толщИны, а не про диаметры. И не все трубы можно варить с подкладной пластиной, а приклеить вовнутрь вообще ничего невозможно. Зазоры и разделка определены Гостами, остальное отсебятина. Теперьпо поводу наклона и перпендикулярности: с сопроматом знакомы, однако объясните мне распределение нагрузок при сварке двух швеллеров перпендикулярно друг другу. Варить нельзя, однако ну очень многие рамные конструкции сварены именно так. Вы скажете, что верхняя и нижняя пластина у швеллера толще боковой и они как-бы являются несущими и воспринимают всю нагрузку на себя (расчет по запасу прочности), однако на многих рамах вагонов прифиль гнутый и толщина одинакова по всем сторонам. И варится и ходят десятилетиями.
-
@SAV,вы писали:-"Аналогично и при стыковых соединениях, разделка важна прежде всего для того, чтобы ослабленная околошовная зона была не минимального размера перпендикулярная детали а располагалась под углом и имела больше размер, при этом напряжения по нормали в этой зоне будут меньше, чем без разделки. Теоретически с подкладным материалом можно сделать большой зазор без разделки и залить его присадкой. Но переходная зона будет почти плоской перпендикулярной и ослабит деталь.".......-ОДНАКО вы забыли, что чем больше толщина трубы, тем меньше угол разделки, т.е. значение угла приближается к перпендикуляру (такие стыки эксплуатируются в жестких условиях, при высоких давлениях и температурах). Практически это выглядит так, что сварщик иной раз не знает как ему в такую щель запихать горелку- сопло не лезет, начинают извращаться, плющить конец сопла или брать горелку на меньший ампераж для провара корня, о последующих слоях тоже приходиться задумываться.
-
@PecToPaH,Потихоньку можно: на первом 12х12(обечайка 8), на втором 16х16.


-
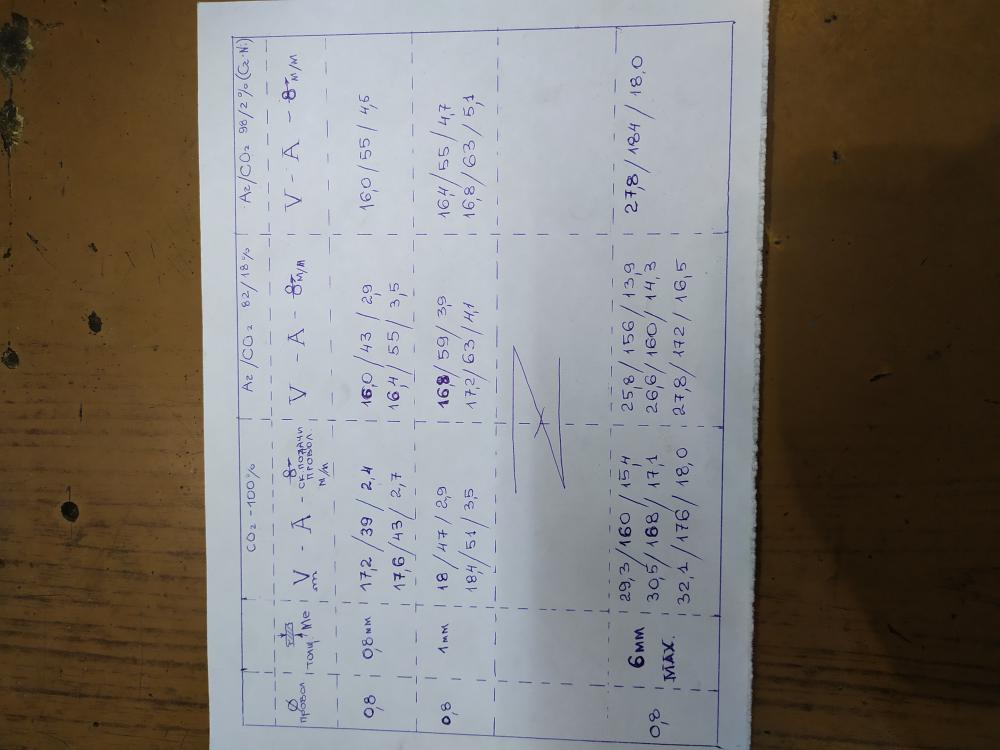
@Schlosser,Конечно вы правы- и от положения в пространстве. На 20-ом листе проволокой 0,8 без разделки делать нечего. Табличку, которую выложил- это параметры рекомендованные фрицами для фронь. У нас по цехам на аппаратах стоят средства слежения за сварочными параметрами на тех или иных операциях. Минимальные отклонения в настройках возможны. Все нарушения по вайфаю выводятся на комп технолога по сварке и он временами корректирует новичков или наглецов удаленно урезая накрутки. Фиксируются и "моточасы", затраченные на ту или иную операцию. Вобщем приучают работать определенным алгоритмом. Проварить точком побольше и побыстрее и свалить в курилку становится все меньше возможным. Конечно это не на всех аппаратах, окупит эта электроника себя или нет- пока не знаем, все в режиме тестирования. Ну и естественно варить Ме толщиной 20мм ни кто не станет- нерентабельно.
-
@Schlosser, мы немного о разном говорим: я выложил параметры по сварке полуавтоматом проволокой 0,8, где ясно указана предельная толщина металла в 6 мм на максимальном значении тока. В тавровом же соединении такая толщина может быть только на вертикальном листе. Нижний лист лежит плоскостью и поэтому там уже не 6 мм и такие параметры сюда не применимы.
-
6 мм это для сварки проволокой без разделки. Остальное только с разделкой.
-
@Георгий 11,пришлось перекатать вручную. Толщина свариваемого металла за один проход при соответствующих зазорах. Судя по этой табличке можно навалить 10-ку за 2 прохода на максималке. Не стал переписывать промежуточные толщины. Для диам.0,8 эти токи максимальные.
-
Создание равнопрочностного соединения по всей толщине сплавляемых металлов. - Это истина. Непровар- это несплавление, наличие внешних и внутренних дефектов( поры, подрезы, наплывы и тд). Дефектоскопист обычно ни слова не говорит при проверке соединения про глубину проплавления и ЗТВ, на изменение зерна -это делается на готовых изделиях в редких случаях (например на трубах большой толщины на пароперегреве, где закалочные структуры в околошевной зоне нежелательны и где должна проходить нормализация металла после сварки (медленное остывание, подогрев до и после, укутывание), его больше интересует чистота металлошва без дефектов. В технологии четко прописаны параметры сварочного тока при заполнении разделки в любом положении. И естественно дан небольшой "+ и -" параметров- это и есть норма, влияющая на проплавление. При сварке образцов в лаборатории вы должны четко знать все параметры тока для сварки того или иного металла определенной толщины. На синергетике это хорошо видно как величины прицеплены одна к другой, но допускаемый небольшой + и - в настройках не осуждается. Но если вы считаете себя суперсварщиком и выставляете допустим 200А для сварки металла 1,5 мм толщиной , то нет никакой гарантии на то, что не будет дефектов шва ,выгорания элементов и зона термического влияния останется в пределах нормы. Такого уникума видел всего один раз в жизни- Сергей Жигачев- собрат по горелке, уверенность граничащая с наглостью во владении сваркой. На него даже в лаборатории махнули рукой- переучивать бесполезно, к качеству ведь нет притензий. Технология сварочных процессов и задаваемых параметров написана не на коленке- это многолетний опыт теории и практики. Увеличили сварочный ток- расширили ЗТВ со всеми вытекающими, увеличили колличество брызг, газовых включений. Занизили- появятся несплавления, наплывы, скрытые полости. И весь ваш "провар-непровар" сведется к одному- к соблюдению технологии и параметров сварочных процессов. Таблицы вам в помощь.
-
 @Viktor_SV,бандана лишь для легких и кратковременных работ. Если хотите сберечь себя от искр и окалины, то надо пользоваться проверенными временем изделиями. Некоторые особенно в летнее время варят в рубашках, иные вообще умудряются варить в футболках. На производстве многие по-началу тоже варят налегке, но потом смотришь, потихоньку переходят на капюшоны. Понимание приходит со временем. Один раз шкура облезет как следует и сразу другая песня.
@Viktor_SV,бандана лишь для легких и кратковременных работ. Если хотите сберечь себя от искр и окалины, то надо пользоваться проверенными временем изделиями. Некоторые особенно в летнее время варят в рубашках, иные вообще умудряются варить в футболках. На производстве многие по-началу тоже варят налегке, но потом смотришь, потихоньку переходят на капюшоны. Понимание приходит со временем. Один раз шкура облезет как следует и сразу другая песня.
-
@Viktor_SV,не айс. Шея, скулы могут обгореть, да и окалина влегкую влетит в уши. Просто представьте- варите вы , допустим, лежа на боку и в потолочном положении...
-
@brat_h,производственные беруши вам в помощь (спасали и не раз)- благо их видов и вариантов велокое множество. У нас без них запрещено работать. Каска, очки и беруши- обязательный атрибут как рабочих, так и праздношатающийся инженерный состав.
-
@BAN,Совершенно верно- человеческий глаз это индивидуальный оптический прибор. У каждого человека своë свето и цветоощущение, своя острота зрения, близорукость и дальнозоркость. Заметил, что когда-то давно варил в более светлых стекляшках, потом с возрастом начал пользоваться максимальным затемнением при сварке полуавтоматом. Всë меняется. Ну и чтоб немного разрядить напряжение по маскам:

-
@SAV,вы немного ошиблись темой.
-
@SAV,2. Факт что Вилхил значительно быстрее закрывается, чем Текмен, в том числе на сварке. А с чего вы это взяли- из личного опыта? Или из написанных производителями ваших "вилхил" характеристик? Если последнее, то теоретически написать можно все что угодно. А вот практически... Вы оппонируете к продавцам известного бренда провести сравнение- у вас есть соответствующая аппаратура для данных сравнений? Вы оптик или заняты работой в данной области? Если нет, то прекратите теоретические инсинуации в данной теме, а покупайте маски и разбирайте тут по косточкам все их достоинства и недостатки. Форуму и иже с ними нужны советы практиков, а не теоретиков.
-
Вот читаю тему и удивляюсь, что скатилась она в одно сплошное бла-бла-бла, где одни пытаются выставить свою теоретическую подкованность перед другими. Тема скатывается до выяснения отношений между двумя-тремя оппонентами. А на самом деле все до банального просто: маски со стеклянными светофильтрами , дорогие хамелеоны и весь остальной ширпотреб всякого производителя. Стекло дешево, эргономично, его можно вставить в самую дорогую обложку, но оно имеет один недостаток- не осветляется. Хамелеоны в дорогих моделях расчитаны на работы в различных условиях, отрабатывают свою стоимость в короткие сроки на 90%, но и они не безупречны- десятка минусов на глюки при работе в пульсе, при работе на большой силе тока и проблемах с датчиками на срабатывание. Все остальные модели для кратковременных развлечений. Для постоянной работы они не годятся, хотя это понятие к сварщикам приходит с опытом и наличием финансов. Но если вы попробуете Спидглаз, то никогда больше не вернëтесь к Фоксвелду. Можете спорить но к нам сварщики на работу приходят ТЫСЯЧАМИ, естественно в стекляшках мало кто хочет работать на больших объëмах, приносят свой хамелеоновский спектр разношерстного ширпотреба, т.к нормальных масок на всех сразу не хватает. Но после отсева получают инструмент и маски известных производителей , а свои заталкивают плашмя и подальше.
-
@AndreiSK85,никак не пожените- нужно настоящее оголовье для подачи воздуха и самопальный переходник с вашего шланга на оголовье в маске. Однако дохловат заказанный вами фильтр по всем параметрам. И не забывайте, что если вам нужна полноценная фильтрация и нормальный поддув, то еще надо на маску устанавливать нижнее уплотнительное "забрало", иначе будет создаваться эжекция (подсос) внешнего воздуха снизу под маску. Вся загазованность будет у вас в легких и на лице.
-
@welderman, у меня на обучении было всего 3 девочки. Одна теперь работает мастером произв.обучения в коледже, вторая удачно вышла замуж, и лишь третья работает по специальности на моем прежнем рабочем месте, варит очень даже прилично, дослужилась в свои 32 года уже до 5-го разряда. И совсем не стесняется иной раз подходить и спрашивать как разобраться с тем или иным швом и технологией. И хотя вижу, что она прекрасный специалист, однако у нее уже двое деток и понятно, что надо жить для них, а не дышать этой грязью и волохать каждый день железки. Конечно для девочек-сварщиков в мужском коллективе больше возможности обратить на себя внимание....
-
@Alexlala,Напишите где находитесь территориально.
-
Женщинам рожать детей надо, а не работать сварщиками. Если сварка еë хобби и увлечение (аж до зуда в одном месте) -тогда да! Здоровья эта профессия никогда не приносила!
-
@SAV,по спидглазу не соглашусь: замечательные и реальные заявленные характеристики, на цвет- это личное дело каждого, пластик там не хрупкий и не твердый- у меня старушка 13 лет в очень суровых условиях- полет нормальный. Шланговой подачи на маски вообще не встречал удобной. И по сравнению с текменом спидглаз намного легче. У меня в работе и та и другая, но предпочтение за спидглазом.
-
@Дядя Сэм,у тростникового массажера(в отличии от банного веника) много противопоказаний. Им лупиться должен очень здоровый человек, прям кровь с молоком. А среди сварщиков их не найти...
-
@Rayans,"простыми словами":- если толщина металла большАя, а ресурс аппарата ограничен, то делается разделка для обеспечения провара. Если в данной ситуации вы вместо проволоки 1,2мм поставите 0,6, то в расчете на те-же 200 ампер вместо мелкокапельного переноса расплавленного металла получите струйный . Остальное будет зависеть от опыта работы в заданных условиях.