copich
-
Постов
6 442 -
Зарегистрирован
-
Посещение
-
Победитель дней
102
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
не знаете, то и не следует говорить. Доказательств нет. А я лично был на этом, итальянском, заводе. И знаю что говорю. И я не продаю. Я кому надо, помогаю купить дешевле рыночной стоимости. Так что следите за своими словами. И тут тема про другое! И даже не про ваш любимый форсаж. Учтите в дальнейшем про флуд в теме ремонта! так, да не так. Если основываться на любого производителя, то они не делают аналогичного. Аналогичное можно найти только у разных производителей но и деталей широкого потребления. В данном случае, на сколько понимаю, модуль в основном делается под заказ в относительно малой партии. И не факт, что у другого производителя будет что-то схожее. И если по параметрам будет похожее, то по расположению выводов может совсем не совпадать. Уже не раз на такое наталкивался. И если с обычными транзисторами мосфетами и ИГБТ, можно найти более мощный или близко расположенный по параметрам, то со сборками (модулями) такой фокус не проходит. И на примере: кемпарь мигарк ево 150, стоит 100МТ060WDF . И как я выше писал, что даташит на эту фигню не совпадает с реальностью. И тем более ни чего аналогичного нет. Да же у этого же производителя. да. Об этом с самого начала говорили. Я не встречал сборок, чтобы под одной крышкой была рассыпуха. Не-е-е, на старых теликах или даже на китайских аппаратах можно встретить, где плату управления заливают в компаунд или пластик и так стоит плата на которой расположены элементы отдельные и легко меняемые. Но заливка за частую превращает это в кусок неразделимого. В некоторых случаях я делал замену на моно кристале отдельными элементами. И даже без дата шита. Т.к. сборка была сделана в дальнейшем. А начально было рассыпухой выполнено. И в сваорочных и теликах. Но чем дальше, тем сложнее и невыполнимее это становится. Устал объяснять. Вот из кемпаря. Тут ни чего из корпусного подобрать не могу. Либо не лезет но подходит по параметрам, либо лезет но не подходит по параметрам. Сюда даже корпус ТО263 не впихнуть. А все что меньше, все слабее.

-
 на ево150 только нашел. На 200-ку нет. Поэтому только предположение: HEF4511BT Гляньте по даташиту. Может и оно. Менее вероятно: 74НС595D С обратной стороны нет ни чего? Тогда это дешифратор для сегментного индикатора. Даташит гляньте, думаю будет понятно. На 150-ой ЭВО, он тоже трех разрядный.
на ево150 только нашел. На 200-ку нет. Поэтому только предположение: HEF4511BT Гляньте по даташиту. Может и оно. Менее вероятно: 74НС595D С обратной стороны нет ни чего? Тогда это дешифратор для сегментного индикатора. Даташит гляньте, думаю будет понятно. На 150-ой ЭВО, он тоже трех разрядный. -
опыт ремонта. Не конкретной модели, а бренда в целом. я имел ввиду не только название модуля, а еще глызинг устроить на взорвавшиеся элементы.
-
повезло. Хороший попался. Если бы они все такие были?! а это и есть сервис мануал . А вот более, о чем я и говорил, фигушки. И это не только Есаба касается. В большинстве так. элемент модуля не просто вытащить. К сожалению. Я советую, как и @tehsvar, выпаять модуль. Посмотреть его название, если будет. И станет понятно, что просто вытащить не получится. Есть связи в модуле не доступные снаружи. Поэтому это и есть сборка. Было бы все так просто, то народ бы давно выносил отдельно элементы. Вот пример, в конце статьи (Вот «кусочек» схемы выходного каскада микросхемы L293D, взятого из её даташита(справочного листа).): http://go-radio.ru/coctavnoy-transistor.html Это как пример схемы. А это разрушения в гиридке: https://www.drive2.ru/b/469515105634091070/ Ну понятно что это не ваше. Это что первое в поисковике попало под руку. Чтобы стало понятно, с чем дело имеете. P.S. или вот: http://www.155la3.ru/vf999.htm
-
так то оно так. Но есть нюанс, опять же касательно новичков. А как новичок в принципе проверит аппарат? Если он новый, то некоторые радуются тому что есть, т.к. не с чем было до этого сравнивать. А по факту работают на полном отстое. И тем более, как ему проверить, и даже если с газом б\у аппарат? Единственный выход взять того или попросить этого же, кто сможет оценить и ушами и глазами. Как покупка б\у автомобиля. Кто знает, тот поймет.
-
я по кемпи посмотрел... Похожего я не нашел. Спец продукт. У него (в модуле) , касательно кемпи, даже термо датчик воткнут. По параметрам еще подобрать можно, но сложно, даташит на эту байду не соответствует реальности. Т.е. по даташиту одно, в реальности другое. Видимо даташит содержит так же схематичное отображение информации, а не подробную принципиальную схему. А насчет пробовать и дорого, то это точно. Где-то что-то не углядел и модуль в утиль. Или по параметрам где-то просмотрел, опять в утиль.
-
и в итоге такая схема особо не поможет. Блок схема это не принципиальная
-
фото киньте, где стояла микросхема
-
а я и не говорю, что шов будет. Я про работу аппарата и понимание, что работает или нет. Для проверки после ремонта или перед ремонтом мне достаточно подключить аппарат и без газа проверить. Если каждый раз газ подключать, то надо повышать стоимость ремонта. Многим клиентам показывал, когда отдавал с ремонта. Не верили, подключал газ, показываю на тех же параметрах. Разница только в наличии или отсутствии пор. И дыма больше без газа. По звуку дуги, я привык диагностировать. Но если есть сомнения, это встречается на не качественном аппарате, то там и с газом не могу настроить и без газа ... Когда дуга жесткая и стреляющая. Газ подключаю только для само успокоения. Что действительно все хорошо и правильно работает. Я к тому, что проверить адекватность регулировки напряжения, скорости подачи проволоки и работу инвертора или выпрямителя, достаточно поискрить и без газа. Если аппарат с рождения дефектный, с жесткой дугой, то газ не скроет проблему и не проявит. да, некоторые не видят или специально не хотят видеть. Проведя время с болгаркой и тратя на диски, он потом оправдывает свою стоимость работ. Хотя можно быстрее и качественнее сделать. Но он стоит на своем. Бывает такое и часто. если аппарат реально рабочий, т.е. его братья, ну по названию (модель). То достаточно приехать и посмотреть как подается проволока, в каком состоянии ролики, замерить напряжение тестером и как оно регулируется. Ну и клапан проверить, как работает и работает ли. Я обычно дуну в шлаг и нажимаю на кнопку. В общем, дуга не панацея. Бывает дефект, что через 5-10 минут проявляется и появляется разбрызгивание или т.п. Но это секундной проверкой все равно не проверить. В любом случае, не перестраховаться на все 100. Так или иначе есть шанс нарваться. Хотя вот, перед новым годом, попросили проверить аппарат, сварог 500. Так он на панели тупо режимы не переключал. Тут и до сварки дело не дошло . Позвонил в сервис, официалы. Так они толком не могли сказать, что проверить и как. Вот так официальный сервис, сварога.
-
Давайте так: сильно большой роли вам не будет играть, какой же расход газа. При заниженном расходе возможно легкое сдувание и образование пор. Или если его просто мало, что будут поры. Если расхода много, то перерасход газа и быстрее бежать за полным баллоном. Для П\А и для ТИГ, есть карманный ротаметр. Он как раз будет более удобен с точки зрения того, что он одевается на горелку и показывает реальный расход через сопло горелки. Если нужно точно знать, какой же расход газа. Во всех остальных случаях вполне хватит любого редуктора, у них в любом случае плюс\минус. Тем более что тарирование ни кто в последующем делать не будет и все стрелочки и шарики будут показывать приблизительно\точное значение. Ну и будет у вас 12 л\мин или 14 ... На мой взгляд, на процесс сварки не влияет. Конечно если есть проблемы, то знающие люди будут спрашивать цифры, вот тогда ротаметр и пригодится. А для себя любимого и за 700р хватит редуктора. Хотя я эти редукторы не люблю и конечно склоняюсь к редуктору вами же предложенному. Его будет хватать на все случаи жизни и для ТИГ сварки и для П\А. Но для удобства, редуктор должен иметь два стрелочных индикатора (входное давление с баллона и выходное давление с редуктора) и ротаметр. Выходное давление и ротаметр может быть совмещен одним стрелочным индикатором. Как на вашей ссылке. Единственное не удобство, именно нет точного понимания, какой же расход на выходе с горелки. P.S. бывалые, смотрят просто на входное давление, чтобы понимать когда баллон менять. А по слуху или ощущению определяют из опыта необходимое (достаточное) значение расхода. Экономить граммы (вылавливать), обычно ни кто не делает. Несколько литров больше\меньше ... для сварщика не так актуально, как то, как сварено и как в дальнейшем это будет работать.
-
ну это не показатель. Скажем, так: сразу не почувствовать. А вот в разных условиях, думаю будет ощутима разница. Это если на тонком и длинном удлинителе работать и т.п. Т.е. не тогда, когда все хорошо. скорее всего нет. Да и не шибко тут поможет. Устроен как и любой другой. По дорожкам и с тестером в принципе все ясно. ну-у-у-у для кемпи их нет. Т.е. нечто похожее я не смог найти. Но в любом случае за модуль 6 тры или за плату 30 тыр, разница ощутимая. НО!!! Плату поставил и забыл, а модуль можно по не знанке еще раз бахнуть. Поэтому тут надо понимать в чем риск.
-
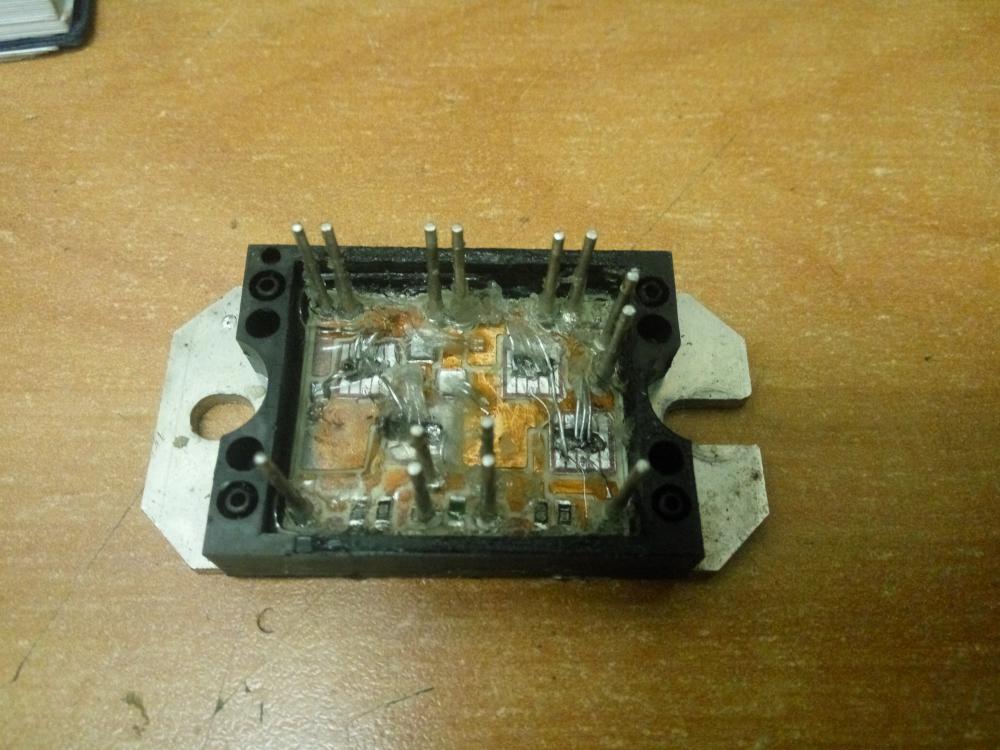
нет. Вы не правильно понимаете. Это возможно увидеть, если вы сможете выпаять модуль. Это еще то удовольствие. И главное не повредить плату (межслойные дорожки) . После того как подымите модуль, то сняв пластик, все станет понятно и даже ОЧЕВИДНО нечто похожее у меня сейчас на столе разложено... Кристаллы разрушенные и сверху прозрачный и всегда геле образный силикон. P.S. по вашему описанию, похоже что в первичном выпрямителе проблема. Но не факт, что он сдох из-за проблемы силового преобразователя. С учетом затраченного времени и поиска деталей, самое простое и быстрое - приобрести плату в сборе новую. Если конечно ваше время ни чего не стоит и этим можно заниматься сколь угодно долгое время, то можно и поморщить мозг и решить задачу относительно бюджетно.
-
надо звонить!!! Из разговора можно многое почерпнуть. А читая ... не прослеживается интонация. в большей степени нужно понимать задачу. Что планируется варить, на какие работы планируется использовать. Тогда и функционал будет вырисовываться.Одно могу сказать, если будут трудно доступные места, то тогда нужно смотреть на 4-х роликовый подающий. Я с 2-х роликовым в свое время намучался. А когда использовал 4-х роликовый, то сразу ощутил разницу и удобство.
-
если чисто под одну задачу, как жестянка авто, то она особо и не нужна. Нет смысла много и часто крутить. Поэтому один раз настроил, так и работаешь. Если идет много задачность, то конечно лучше если она будет. И тем более если еще и разность материалов, как нерж и черняга. Все же сразу попасть немного сложнее если нет синергетики. есть для этого не только форумы но и телефон и ватсапы и прочее. В общем, может и реклама, как положительные отзывы. Но найти человека у которого это есть, я не думаю, что сложно. Если продажники честные, то дадут и попробовать. Мне и газ не нужен. Если аппарат фигово варит, то и с газом и без газа он фигово это делает. Но если дуга мягкая, то и без газа будет мягко и быстро настраиваться. Если газа нет. А если газ есть, то не будет проблем вообще. Но!!! Без реального отзыва и реального разговора с собственником аппарата, я бы не рассматривал приобретение. Сколько раз уже слышал, как продажники такие песни поют ... уши вянут. В общем, если себе любимому и бюджетное, то надо выбрать несколько конкретных моделей и заточить поиск именно на них, у кого и что и как. А остальное из разряда бла бла бла. Пусть китайское, пусть русское, пусть США и т.п. , этикетка и характеристики ни чего не покажут. К сожалению нет 100% гарантии, что тут не врут, а тут врут. Сколько раз к нам в демо зал приходили ... Сколько раз слышал одно и тоже и слышать буду ... А вот мне обещали, а вот, а вот ... Только с опытом человек не поведется на обман. Но кто обладает таким опытом?
-
к сожалению может и не быть так все радужно. На бумаге и сервисы есть и красиво говорят. А как с проблемой сталкиваешься, то начинают гонять ... то к одним, то к другим. Или так делают, что лучше бы и не обращался и еще по срокам все максимально затянуто. 1. Чем ниже бюджет тем веселее игра становится (рулетка выбора счастья). 2. Задача вроде бы схожая и работают, выполняя однотипное. Но у одного может и 10 лет отпахать, а у другого и год не протянет. Отношение к оборудованию важный момент. 3. Одного вполне устраивает, пол дня ручку крутить, режим подбирать и искры разлетом в метров пять, другому все по фен шую должно быть. 4. Сборка Россия или сборка Китай, одной ценовой политики, то скажу, что в Китае скорее всего лучше соберут. У них цена меньше на выходе получается из-за объема. У нас же нет такого оборота, следовательно качество будет страдать. Если бы реальный русский был, то еще можно подумать. Но с поддержкой (технической) как и китайский, НИ ЧЕГО НЕТ. Вот и очередной попадос. Пока год, два, еще может и сделают, потом плата всборе и то не факт, что будет. Ну и цена в итоге не рубль и не два. Так что, единого решения нет в выборе. Можно нарваться всегда, если выбор из нижней бюджетной линейки. Достаточно призадуматься, "сколько стоит по отдельности, а теперь еще все собрать в единый корпус". Могу сказать из личного: что китайское, что "Русское", если бюджетное, то из деталей китайских. Следовательно обычно самое бюджетное. Оно сделано не стандартное и ущербное и делается разово, большой партией. Партия заканчивается, запускается уже следующее. Но к первому уже не подходит. Следовательно прикрутить к первому не возможно. И аналогов иногда даже не подобрать. Это и с моторами и с платами и ... Все что призвано упростить нашу жизнь по окончанию срока гарантии будет напрягать. Но если известные бренды и крупные гарантии пекутся за свое имя, то одноразовые имена созданы только на разовую продажу и не рассчитывают на повторную покупку того же покупателя. вот именно. Если качество лучше, то и цена выше. Чудеса китаяны еще не научились делать.
-
фото бы. А то ... Но отличие должно быть.
-
Транспортная 1000-1500, я думаю. 3 в обе стороны, может и две, а может еще дешевле будет. Но если и ремонт 2-5, то думаю будет в любом случае терпимо. В данном случае, транспортная много тут сожрет. 30000 это скорее всего плата всборе будет. И на мой взгляд, так же не целесообразно. Да же если будет выше 10 000, то уже не стоит ремонтировать такой аппарат.
-
я не раз сталкивался с тем как холодно катанный кипит. И главное, что не предсказуемо. Так же наблюдается не только на Ст3 КП, но и на ПС и даже на СП. 09Г2С стабильнее в этом плане. Про горяче катанный, это отдельная тема. Окисел по сути снимать надо. Он и в МИГ мешается. Но когда ТИГом работаешь, то просто ужас.Но и как выше писал, что холодно катанный бывает не предсказуемый. Он и так по сути "гвозди", но бывает что только в радость им работать. А бывает - одни мучения. Это вылазит еще и при рубке и при механической деформации. Хотя везде, для примера, сопроводительная информация, как сертификат, Ст3 ПС. А ведет себя гадко. Поэтому если учится то явно не на гнилых обрубках. И конечно горяче катанный материал зачищать перед работой. Поэтому я и советую брать кусок нержи. Все же больше вероятность, что не будет совсем безобразного качества и окисла нет.
-
Всех с новым годом! К ТР220 все выше обсуждения мало относятся. Все же это больше к ТИГ сварке и ее нюансам относить надо. Все высказались правильно и вариантов проблемы может быть много. Аргон, как и любой газ с небольшим расходом относительно легко сдувает. Любой сквозняк может быть решающим. Но когда еще и холодно ... Это не дело. Конечно не +20 в помещении, но и не минус должно быть. Насчет выплесков и искр, кроме касания металла или присадка, может быть проблема в самом материале. Если пробовать то лучше на нержавейке. Черняга не сильно любит ТИГ сварку, т.к. небольшой перегрев может как раз сопровождаться выделением газов и искрением. И ни чем потом не залечить, только большим количеством ввода присадка. Черная сталь, это общее название. Но ее уйма. Например Ст3 КП, так так просто нормально не варится. Ее еще надо умудрится сварить. Кипит, стреляет и т.п. Опять же от партии зависит. Но иногда так газует, что хочется ее в окно выкинуть. В таком случае МИГ зарядить и сделать все быстрее и проще. Конечно к защите еще большие требования. Т.е. нержавейка тупо окисляется, то не взрывается. А вот черная сталь и сама взрывается не предсказуемо, но еще быстрее при кратковременной потере защиты. В МИГ сварке тоже это сильно влияет. Поры тут же появляются. Не пытайтесь сразу в угол варить. У вас не только в одной плоскости надо контролировать расстояние по кончику электрода, но еще и стекание идет и не контролируемое притягивание расплавленного материала. Иногда это можно просто не успеть понять и опа, электрод в металле. А еще присадок нужно успевать подавать... В общем, самое простое это с плоской детали начать. Понять на каком расстоянии держать электрод и как подавать присадок и только потом в угол перестраиваться. И лучше 2-3 мм. Толще надо больше тока и черную сталь быстрее вывести в взрывоопасное состояние. Ведь чем дольше греешь на одном месте тем вероятнее хлопок. На тонкой стали сложнее контролировать стекание и можно дырок наделать. В общем, угол это уже следующий шаг после освоения и уверенной сварки в нижнем положении. Где присадок будет руками перебираться автоматом и горелка не будет упираться к проволоку или деталь. Забыл. Лучше без присадка делать. Ну для наработки стабильности движения. При этом горелку лучше держать двумя руками. Одна рука держит в районе кнопки, а вторая рука поддерживает где хвостовик. Болтанку убираете, потом плавно одной рукой стараетесь вести и только потом к подаче присадка переходите и только потом к угловой сварке можно подступится. Плавно. Но и не мало надо варить. ТИГ быстро не дается. Скорость маленькая сварки и ошибки все сразу же проявляются. А вот МИГ сварку и ПТУ-шнику можно сразу доверить. Конечно с оговорками, но быстрее и легче ее освоить.
-
выключить и заново включить. Если не поможет, то проблема внутри аппарата. "Стукнуть", не поможет. В мастерскую нести, там посмотрят.
-
как я всегда говорил и буду говорить, что если цель варить П\А, то это заменит ТИГ при надобности. Но если задача варить постоянно в ТИГ режиме, или 50\50 работы и для П\А и для ТИГ, то надо иметь полноценный аппарат для ТИГ и П\А. Кстати, для ТИГ я бы все же думал с АС\DC режимом. Все же если брать то уж брать на все случаи жизни. Например как Compact220 AC\DC .
-
@selco, контактный поджог и хоть lift tig, но после HF не удобно. Лишнее движение делать, коснулся, нажал, приподнял и - поехал ... Занимает время и даже донимает. Но... Увы, что есть. Про продувку, спрошу. Как и еще один вопрос, с телефонного нашего разговора. Еще не спрашивал. Самому интересно.
-
именно про это я и написал. Нужно купить дороже, но качественнее. Но опять же как выше написал, что сильно то это не повлияет на качество сварки. Это в большей степени будет либо экономия газа либо его перерасход. С хорошим редуктором, газ идет на сварку, а не в воздух выбрасывается ... Мизер, но все же. Копейка- рубль бережет.
-
я не про это, а про то что Валерий предложил. Воспользоваться его помощью. Вот он, запасной вариант. 1 софт скорее всего не слетает, а микросхема начинает глючить, терять данные или выдавать не верное. Поэтому ее и нужно заменить. А софт слить и сохранить на будущие эксперименты. Т.е. если начнутся глюки то слить его и посмотреть. Если будет такой же то менять микросхему и делать ее экранирование от магнитных полей и пробовать вновь проводить эксперимент. 2 насчет впустую. Тут надо на сервис наехать. Если аппарат не будет и дальше работать, то просить от них денег за не выполненную работу в полном объеме. Если откажутся, то тогда и до суда, может доводить с учетом уже транспортных затрат. Я думаю, им будет проще деньги вернуть за работу, чем за все вместе. Тут просто надо им позвонить и переговорить. Может общаться с директором этого заведения. 3 новую плату как мы уже все поняли, покупать нет смысла. Уж проще ее официалам отправить на ремонт. За не большие деньги. Но в любом случае разузнать перед всеми манипуляциями.
-
не любой. Надо брать чтобы как можно меньше был скачок в начале сварки. А то РД1 и его аналоги, прыгают ... Толком не нарегулировать. Но в целом, на процесс сварки не сильно влияет. Но мне ... меня раздражает.