

Victor Kotyara
-
Постов
855 -
Зарегистрирован
-
Посещение
-
Победитель дней
31
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Victor Kotyara
-
-
По вышеуказанным причинам- труднодоступности фирменных электродов, их дороговизне, а также благодаря непреодолимой страсти к исследованиям, энтузиазму и прочим недугам) А также благодаря отзывам других пользователей, которые выглядели примерно так:
"Пробовал электроды с золотой краской- показали себя очень достойно"
"Эти электроды практически не уступают фирменным, работают по грязному металлу" и т.д.
Я провел свои исследования и написал вышеуказанный обзор на ряд электродов. А уже после, расширив список, провел тест на сварке цепочки.
В чем особенности теста?
1) Сплав заведомо известного состава. Я лично приготовил сплав СрМ925, соблюдая технологию. Лично изготовил проволоку, соблюдая технологию.
2) Полученные колечки, даже если между ними имелись различия, были тщательно перемешаны между собой. Каждое кольцо имеет одинаковый диаметр, одинаковое сечение проволоки. Спираль разрезалась лобзиковым полотном одинаковой толщины, что обеспечило равную массу и одинаковый диаметр в сомкнутом состоянии.
3) Цепочка, которую я взялся изготовить, металлоемкая. Количество колечек в ней составило свыше тысячи штук, что обеспечивало мне длительную, однотипную платформу для испытаний. Каждое новое колечко- новый импульс поджига на свежем металле с одинаковой температурой свариваемого металла. Одно кольцо- один поджиг (иногда два, но об этом позже). Любые отклонения в силе сжатия кольца, качестве контакта и т.д. компенсируются количеством повторений.
4) Свариваемая поверхность- колечко имеет малый радиус- 3мм наружный диаметр, и малое сечение проволоки- 0,52мм, что способствует лучшему поджигу дуги. Исключается отклонение дуги куда либо от точки контакта электрода и свариваемой поверхности.
5) Одинаковая форма импульса, угол заточки электродов, расход газа. Газ хорошо бы ВЧ, но и имеющийся аргон прошел тест на титане. При диаметре сопла 4мм я создал сварную точку диаметром 5мм на большой, плоской титановой пластине. Цвет исключительно серебристый. Даже под микроскопом не было намека на окрашивание.
6) Рабочий ток все-же несколько отличался в зависимости от электрода (об этом позже). По мере износа электрода производилась коррекция рабочего тока в сторону увеличения. Условия испытания- окончательный отказ поджига дуги с испытуемым электродом после нескольких повторных попыток с уходом в "пердеж" и "хлопки" при величине рабочего тока, обеспечивающего качественную сварку звена цепочки.
Выглядит процесс сварки схожим образом:
Вроде бы ничего не пропустил, если что забыл- дополню.
Продолжение следует...
-
 4
4
-
-
- Популярный пост
- Популярный пост
@SergDemin, брешет она, пишут что немало. В зависимости от экземпляра 210 по шкале равно 160-180А по факту. Плюс дачный поселок, что там с сетью я не знаю. Электроды сырые сто процентов. Да, мне хоть и сложно дать оценку, но спинной мозг тоже говорил, что ток большой.
Дело в том, что я к сварщику в жизни ближе трех метров и не подходил никогда. Это уже по ювелирке, когда занялся микросваркой, изучил общую теорию процессов, теорию РАДС, так как моя сварка является частным случаем аргоно-дуговой сварки. Немного есть знаний о плазменной и лазерной видах сварки. Да, четыре года занимаюсь микросваркой и золота и нержавейки. Имею за плечами профессию литейщика и определенный технический "багаж". Неплохо паяю твердыми припоями.
О ручной сварке покрытым электродом у меня очень и очень поверхностные познания. Варить изначально не собирался- просто хотел "пощупать" сей процесс. Горящий электрод видел только в ютубе. Кум- на полвершка круче- за держак пару раз брался. Но в итоге сказал, чтоб варил я.
Я за эмоциями поехал и их получил)))
-
10
-
@SergDemin, я пробовал- шов уже, шлака заметно меньше. Но гарантировано избавиться от прожога трубы, которая торцом к стыку обращена- так и не получилось.
-
@Calma, да, именно этого я и боялся) Ток по ощущениям подбирал. В принципе смог на 85-90А по крутилке зажечь и даже варить что-то, но дуга рвалась и захлебывалась шлаком. Варил на обратной полярности.
-
- Популярный пост
- Популярный пост
Прошел сегодня боевое крещение))) Первый раз в жизни взял в руки держак с электродом. Варили на даче у кума калиточку.
Прямоугольный профиль 40мм по широкой стороне. Толщина стенки 2мм. После часа тренировки на обрезках кое-что начало получаться. Ток 100-110А по крутилке на аппарате.
Эмоций- масса)))
Аппарат такой:

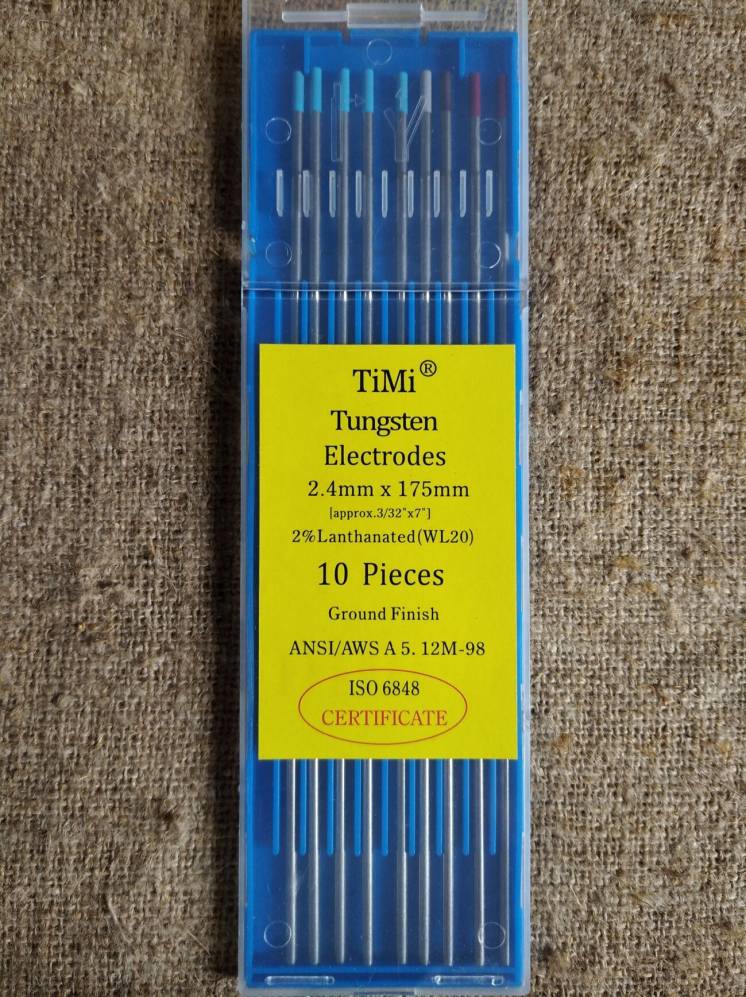
Электроды такие:

Что получилось:






-
12
-
С чего все начиналось- фирменные электроды для распространенных ранее на рынке немецких аппаратов PUK и американских Orion в регионах могут быть труднодоступны или недоступны вовсе. А также имеют очень высокую цену.
Вот ссылка на американские фирменные (цена упаковки из 10 шт. диаметром 1мм и длиной 66мм равна 45$)
https://sunstonewelders.com/orion-micro-tig-welding-electrodes
Немцы в этом году превзошли сами себя по жадности. Особенно это касается их новых, более устойчивых электродов. За упаковку из 10шт. огрызков диаметром 1мм и длиной 25(!)мм они просят 49 евро.
https://www.lampert.info/media/schmuck/preisliste/preisliste-elektroden-20-11-2020-1747.pdf
Поэтому по вышеуказанным причинам, а кто и из интереса, решались на попытку замены фирменных электродов на покупные. С Orion это проще, так как он "берет на борт" миллиметровые, а вот PUK работает в основном с электродами 0,5мм, которые и найти то проблемно, не то что выбирать из чего-то.
Но разговор не об этом. С чем столкнулись пользователи? Не буду сейчас искать точные цитаты, передам на словах о "левых" электродах".
"Там, где родным варишь не задумываясь, этот вообще не производит сварку"
"Ставишь точку, а ее просто нет, заточки хватает на одну-две точки"
"Металл почему то не растекается"
"Очень жесткая дуга, очень плохо варит, быстро теряет заточку, отгорает кончик электрода"
"Не работает по загрязненному металлу" (к этому пункту мы еще вернемся)
Повторюсь- дело не в аппаратах. Это особенности работы микросварочников с отскакивающим электродом. Аппараты немецкие, американские, а впоследствии- и российского производства. Это также важный момент для чистоты эксперимента.
Далее будет...
-
5
-
-
Здесь будет об электродах и поджиге:
http://websvarka.ru/talk/topic/8368-vybor-volframovogo-elektroda-po-tcvetu/?p=459842
-
1
-
-
Здесь будет о поджиге и электродах:
http://websvarka.ru/talk/topic/8368-vybor-volframovogo-elektroda-po-tcvetu/?p=459842
-
1
-
-
В продолжение обсуждения в данных темах:
http://websvarka.ru/talk/topic/5546-forsazh-200-asdc/page-67
http://websvarka.ru/talk/topic/11598-sovety-nachinaiuschemu-argonschiku/page-91
И так, что я еще хотел дополнить по электродам. Сделаю небольшое отступление.
То, что я описал в теме на ювелирном форуме (https://www.jportal.ru/forum/forum62/topic22076/), справедливо и для микросварочных аппаратов других производителей, так как принцип поджига у них один и тот же. Что подтверждается наблюдениями и отзывами владельцев аппаратов разных марок- и немецких, и американских за много вечнозеленых денег.
Почему "хлопает", "пердит" и т.д.- ионизация аргона происходит практически по всей поверхности электрода, что я прекрасно наблюдаю в микроскоп во время "неудачного" импульса.
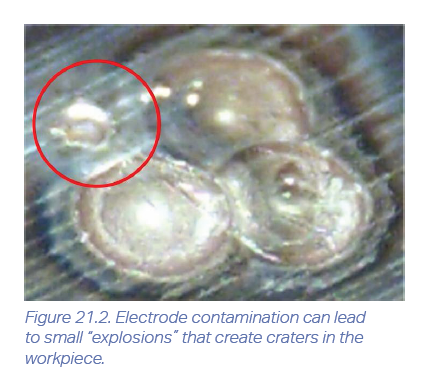
Как такой импульс отрабатывает на металле (с документации американского "Orion"):
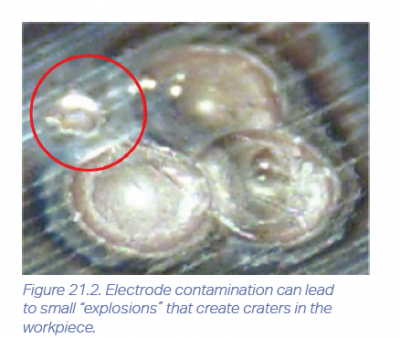
Сварной точки нет, маленький кратер или даже без него. Вся энергия уходит в "хлопок".
Продолжая испытания электродов я докупил еще несколько разных упаковок и решил испытать в "боевых" условиях. А именно- давно хотел себе сделать цепочку. Звеньев много, все одинакового состава и размера. Отличная однотипная работа для интересного испытания целого электродов. Можно повторно проверить качество работы, устойчивость к выгоранию, стабильность поджига. Вот эта цепочка:

Далее будет...
-
5
-
-
@BUTCHER, так о том и речь. Только невостребованность тоже по разным причинам возникает. Вот работал я после армии наладчиком на заводе- с ученика до пятого разряда за пару лет дошел. Новое оборудование освоил, учиться планировал. А завод раз, и под распил. Не дожидаясь полного развала сам уходишь. Больно было? Да.
-
4
-
-
Вряд ли проблема с электродом, тут надобно все смотреть
Александр, согласен, что проблема комплексная, но если Бинзель работает, то у меня есть определенные соображения на этот счет. Насчет наклейки- да, можно и промахнуться и попасть вообще на гвозди. Я поступил следующим образом- когда наткнулся на хорошие электроды, то сразу взял несколько упаковок. Эти очень хороши (использую только диаметром 1мм).
По поводу качества электродов я делал обзор на ювелирном форуме и оставлял ссылку в теме про выбор электрода, если не ошибаюсь. Сегодня постараюсь кое-чем дополнить, так как проблема с Форсажем обсуждается и в другой теме.
Вот ссылка на обзор электродов:
-
3
-
-
@Schlosser, а вот это самый сложный вопрос. Боремся, все, это неизбежно)
-
1
-
-
@SergDemin, выращиваю, слава Богу! Сын и дочурка радуют)
@Schlosser, старость она может и не наступить, а может и голодной быть, невзирая на все усилия. А вот смиряться бывает больно с несправедливостью, еще больно- талант свой зарывать. Еще больно- видеть, как любимое сердцу разрушается.
Нет, я конечно за здоровый прагматизм, за благополучие. Но в то же время осознаю, что достигнув любого, казалось бы дна- обязательно услышишь снизу стук) Поэтому стараюсь слишком вперед не заглядывать, да и вряд ли это возможно в принципе.
-
2
-
-
@SergDemin, ну а чего, бухать до потери пульса? Пробовал- не помогает. Резаную бумагу в матрас собирать? Нет, тоже не то.
-
3
-
-
@SergDemin, не будем отчаиваться)
@selco, по поводу спорных электродов есть еще одно наблюдение. Полагаю, что не все электроды таки полезно поджигать, вот. Напишу в ближайшее время.
-
1
-
-
@welderman, делай то, что должен делать (с) - и будь-что будет...
-
2
-
-
Если есть в продаже- попробуйте работу с электродами этой фирмы:
-
@inciZor, понял, я почитал и на том форуме. И имел "удовольствие" пообщаться с Ганимедом- судя по переписке вы друг друга стоите. Но не стоило тот срач приносить сюда, тем более в эту тему.
По диаметру электродов- истина она всегда где-то рядом. В чем-то прав каждый из вас, в чем-то оба заблуждаются. Все сложнее и в то же время- проще.
P.S.Прошу извинить за оффтоп.
-
3
-
-
@inciZor, уж извините за прямоту, но я не уверен, что вопрос о диаметре электродов связан с обучением, а не с целью бросить какашку в Ганимеда.
-
@inciZor, ну так швы, швы где? Может это байк для конкурента или тещи?))) Или для ютуба? А тут ступица... Это для Чипмейкер)))
-
2
-
-
а просто, просили мою работу -вот..
Харош маланить, вопрос то по сварке был, я вот тоже делал, но без сварки даже, все на штифтах почти, и что?


-
4
-
-
А зачем фото ступицы?
-
1
-
-
@Илария, это чей-то клон, скорее всего.
-
1
-
-
@Точмаш 23, дело не в "сейчас". Есть разные компактные решения. Например "специально обученная" плита на простую типовую гидростанцию- распределитель прикручивается на выбор, реле давления также прикручивается к плите. А вот предохранительный клапан, например, ввертный, с седлом в плите, там же и прямое посадочное под манометр. Есть и электромагнитные клапана с седлом в плитах.
А есть простые универсальные плиты-базы- их можно совмещать, комбинировать, надстраивать друг над другом, таким образом масштабируя систему. Ну и обвязка на выбор.
Дело в другом- на практике в сто раз проще купить готовый элемент без геморроя с поиском исполнителя и возможными проблемами из-за кривого исполнения.
-
3
-










Скорая техническая помощь, вопрос-ответ.
в Скорая техническая помощь
Опубликовано
@Kurt1, может и нержавейка. Друг ножами занимается, заказывал лезвия из какой-то европейской порошковой нержавеющей стали. Твердость после термообработки свыше 60 единиц.