.jpg.3ec015d2b0f84cefe49c000c416b805c.jpg)
Serj55441
-
Постов
1 378 -
Зарегистрирован
-
Посещение
-
Победитель дней
65
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Serj55441
-
.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg) Точмаш 23Вы хоть определитесь на кого ссылаетесь,ил кого цитируете. У вас 7 пятниц на неделю,сообщения корректируете каждые полчаса. Но ваш статус позволяет,чтобы этого не было видно.Или опять типа "сырой ответ или сырая тема"? Бзыки?Вечерело? или коньяк виноват?
Точмаш 23Вы хоть определитесь на кого ссылаетесь,ил кого цитируете. У вас 7 пятниц на неделю,сообщения корректируете каждые полчаса. Но ваш статус позволяет,чтобы этого не было видно.Или опять типа "сырой ответ или сырая тема"? Бзыки?Вечерело? или коньяк виноват? -
Так вы сами и ответили на свой вопрос. р.с. я бы так и сделал.
-
Да не,не удивили. Так сам свариваю по клейму(если есть) до АлСи7 - 4043, выше - значит 4047. Если нет клейм,то иной раз при разделке понимаешь,что,как масло мягкий материал,то 4047. Когда осознаешь,что звенит,то ждешь зеленое свечение дуги. Если зеленит,то 5356, но это редко. Поэтому основной ремонт - присадка 4043. р.с. видео не моё,но согласен с ним полностью.
-
Благодарю за ответ,но без обид - такое впечатление,что прослушал речь Горбачёва. Просто текст ни о чём....,т.к. мы занимаемся ремонтом,а не научными изысканиями. Не сердись Игорь,форум - это общение,обсуждение,споры,выпады,приколы и т.д. р.с. увы,лаборатории нема под рукой,диски свариваю 4043, изредка плету косичку 2.4мм из 4047 и 4043 Точмаш 23Описал и документально выложил,что снятие валика сварного шва ведет к ослаблению и я с ним полностью согласен.
-
Без обид,но помощнику не вложить по инструкции моторику рук и инструкцию понимания сварки чугуна. Это же типа секты - "Суслик есть,но просто его никто не видел" Кстати,а что за инструкция описывает,что пробой\дырень сначала надо плакировать панчем. Я ни в коем случае не подкалываю, т.к не могу сообразить - зачем заранее организовывать напряженный и замкнутый узел..? Получается,что если у вас случается трещины, то в этом и причина. Даже,если идти таким путём, то при плакировке краёв вам надо чеканить этот первый слой. Но это и долго,и не нужно,и материала уйдёт прилично. Сам процесс сварки латки стандартный - подготовка пробоины,изготовление немного выпуклой латки типа "скорлупка". Латку обязательно отжечь!!!! Далее прихватка, сварка,чеканка.
-
Вы что, серьезно сначала плакируете панчем края пробоины?Из уголка режете латки?
-
Аналогично,даже не спрашиваю от какой модели. Моя задача сделать герметично и эстетично, или в других случаях заварить и усилить . Если друг будет оказия и возможность - просьба снимите видео подготовки,разделки,сварки. Раз уж такое время интернетовское,то будем вам просмотры накручивать (шучу). Но честное слово не могу понять почему у вас рвёт околошовную зону.
-
Самое распознаваемое и быстрое - УШМ на искру. р.с.лично у меня вышло так,что делая фаску фрезой понимаешь насколько мягко она проваливается.
-
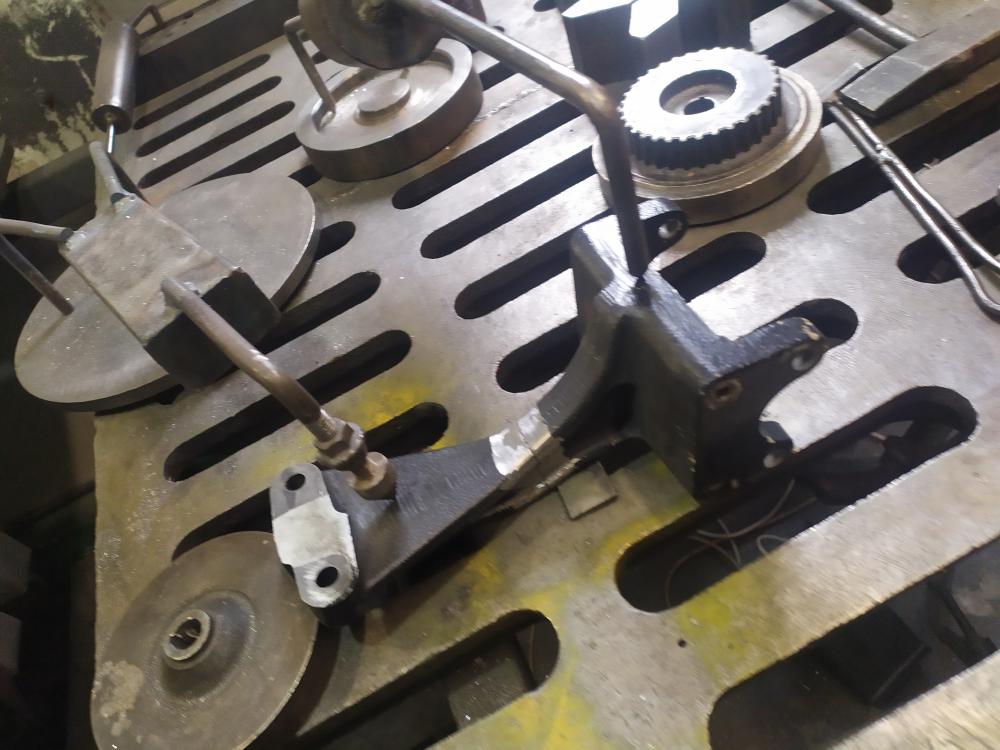
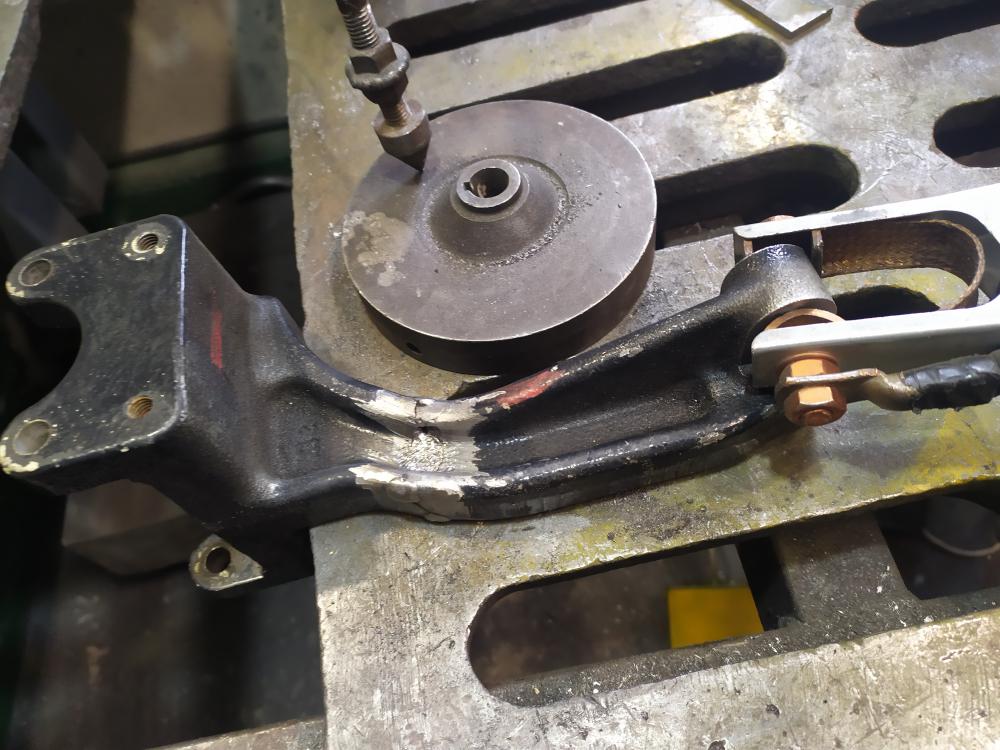
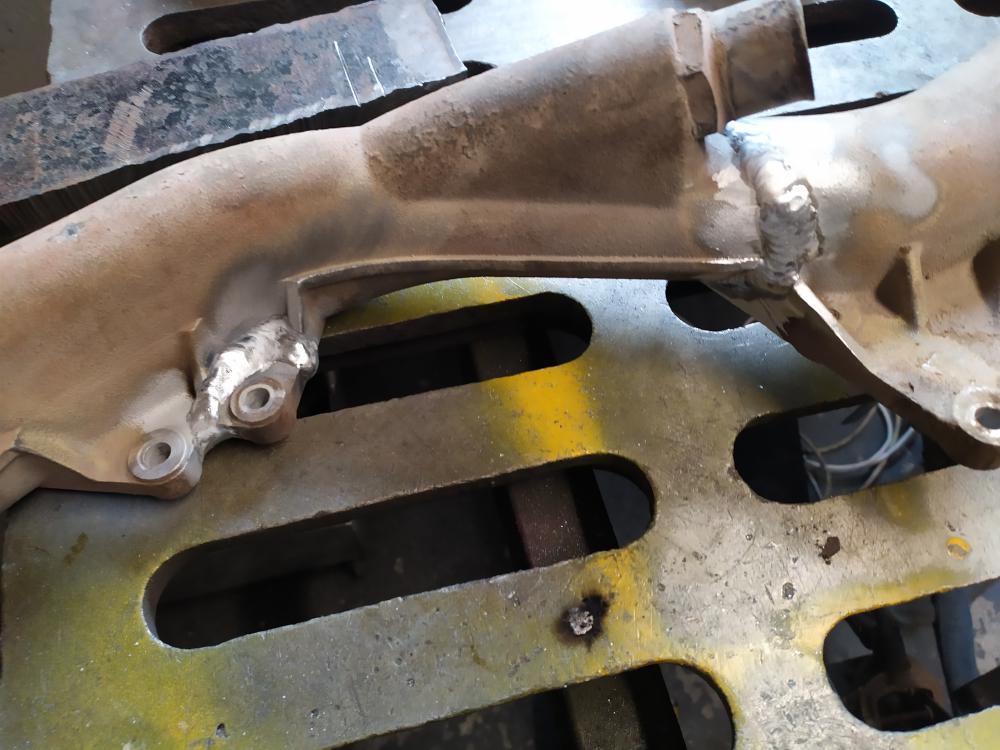
MinersИгорь,вы плотно на дисках "сидите". Подскажите,или кто сталкивался с подобной змейкой. Первый раз вижу такое..чтобы и не по шву,и не в край трещина пошла. По диску видно,что полки смещены,то есть удар был неплохой. Присадка была 4043,Х-образная разделка. Диск проходил 2 месяца,грузовичок Форд Транзит,вечный перегруз. Внутренняя полка диска съедена. р.с. последнее фото,где два маленьких шва - это первый ремонт.

-
Проще всего вам попробовать самому на "черняге". Берёте примерную толщину материала\или изображаете узел с которым вам придётся работать и пробуете сначала пруток 1мм\1.2мм, потом 3.2мм. Это намного наглядней вам подскажет,какой пруток будет послушней в ваших руках. От скруток надо уходить,т.к. их приходиться крутить заранее,а это потом превращается в сборник грязи и пыли(даже в тубусе)
-
Кустарь"Коле стало интересно".. Он задал мне вопрос в личке, но я без спросу расскажу своё виденье вслух. Чугуна приходится сваривать немало. Вот свежая сделанная деталюха. Просили оформить так,чтобы не было видно сварки...здорово, меня есть классные молоточки и маленький навык проковки. Именно эту работу делал косичкой из "залежей загашника" 1мм или 1,2 мм из первого "александровского" панча скрученного втрое,т.к. было интересно по какой причине(как писали на форуме) большим спросом для РАДС спрашивают этот диаметр. Изначально начал на Edon 200, но делая прихватки понял,что тока не хватает(тепло убегает) и приходиться педаль выжимать до упору. Это неудобно. Переключился на Edon 315. Хоть и шлейф на нём дубовей,но работать педалью и ловить сплавление намного комфортней и быстрей.Но фото видна последовательность прихваток,сварки и организовал типа усиления (косынку).Потом под покраску,клиент доволен. По поводу косички из 3-х жил - для меня лично неудобно и долго. Это раньше я скручивал в три жилы,а сегодняшнем понимании скрутил бы в 4 или 5 жил.Но для меня эта работа была "проба пера" и я лишний раз убедился,что при таких толщинах намного проще и удобней работать с прутком 3мм. И с блоками также сподручней 3мм...если топим педальку Педаль( ампераж не знаю), Edon 315, скрутка из панча, проковка молоточком(где-то есть фото в моих постах), горелка 20HG, вольфрам 3.2мм(кажется WT-20), сопло 6L резанное пополам.
- 1 073 ответа
-
- 15
-

-
А работать когда? Я лично "на вольных хлебах" ,но иной раз и пораньше(к 7-00 утра) приходишь в мастерскую и до поздна ,чтобы успеть управиться,потому,что тебе доверяют и по срокам надо успеть и с чугуняками,т с алл.корпусами и т.д. и т.п. Если мне доверяют,верят и получается делать лучше других,то некогда кино снимать.... ..у него видать доля такая - изначально был в "переднице",сейчас подстрижёт лохов и будет в "заднице"... Реальные заказы увеличиваются,когда грамотно и честно выполняешь свою работу....Ю-туб по инету рекламируют,а "цыганская почта" рекламирует тебя там,где ты обитаешь. Рекламные отчисления может и здорово.но когда к тебе приходят без звонка и готовы ждать выполнения работ ,то такой Бонус круче!!!
- 1 752 ответа
-
- 12
-
-
Геннадий,можно и полуавтоматом тиски сваривать, можно и гантели на публику варить,а можно и банки к рельсам лепить. Я же не против,что тот ,кто чудит тому и бабло капает. Мне без разницы. Для того,кто желает и хочет понять сварку чугуна - тиски неплохая школа,хоть и минус карману. Тем более,что ни за одни тиски сваренные тиски я никогда денег не брал. А работу с этими тисками выставил ввиду того,что с Валерием (Селко) был диалог в другой теме и он показал,как можно восстановить тиски. У него тоже интересная версия ремонта и имеет право на жизнь. р.с. мы видим одно и тоже,но каждый понимает это по своему разумению...
-
Соосность - готовить кондуктор ,т.е нужен резьбовой винт,с план шайбами и стягивать
-
Наверное последние тиски в моей практике...Зарёкся! Больше не беру тиски в работу. Эти пришли от товарища,с которым в своё время сидели в детском садике рядом на горшках. И до сих пор умудрились ни разу не поругаться....но это уже вторые тиски ,пострадавшие от него Дальнобойщик однако...крепок в руках. Панча уходит очень много,но это своего рода возможность тренировки укладки шва типа бабочки,можно изобразить и стиль "МИГ",типа полуавтоматом сварено. Можно сваривать и на холодную и ковать-ковать
- 1 073 ответа
-
- 15
-
-
Фото не четкие,но если будете сваривать,то надо думать про усиление - косынка\накладка Тиски - детский сад по сравнению с нагруженным узлом . Сейчас скину в теме чугуна свежие тиски. Сварка тисков не проблема,только панча улетает много,а здесь надо кумекать,чтоб было работоспособно.
-
Сегодня принесли блок Ивеко. Вскрыл эпоксидку и отказался
- 828 ответов
-
- 10
-
-
Кожух КПП с клеймом Ауди\Фольксваген. Пришлось малёхо перекроить после предыдущих сварочных работ. Латка 5754, 4мм. Ребро тоже из этого материала.
-
А вот на этот корпус 4047 "не ложился",хоть и весть в рытвинах и пустотах.
- 3 328 ответов
-
- 9
-
-
- технологии
- TIG
- (и ещё 1 )
-
Спасибо Игорь
-
Спасибо! Форуму и всем форумчанам здравия!
-
Цам - это отдельная песня,сопровождаемая матом и переточкой вольфрама. Просто увидел видео на у-тубе про швы,которые уложили при сварке трещин дисков. Стало интересно,взял паршивое итальянское литье(всё в кавернах) от моечной машины и начал сваривать 4047,4043,5356. Потом на пресс и ломать...сделал кое-какие выводы. Но сварка 4047 проходит только на том литье,гда получается согласовать плавление прутка и самого литья,не допустить кипения.
- 3 328 ответов
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Патрубок от Даф. Малехо нагрел и притянул по плоскости,т.к. при поломке свернуло. Разделка,пруток 4047, сундук китайский - Edon . р.с. не перестаю радоваться тому,что чисто случайно выбор пал на этот китайский бренд. В наличии 3 сундука 200+200+315 амп. +плазма CUT100 (Edon). кайф с 2015 года,никакой головной боли в плане работоспособности самих сундуков для задач практикуемых в ремонте железок с помощью сварки.
- 3 328 ответов
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
Первые три фото до чистки пескоструем После пескоструя стала немного страшней. Ремонтники говорят,что от 208 мерса найти хорошую на разборке нереально . По процессу - намного лучше ложится 4047.
-
Принесли коллектор грузовика с отводом для другой турбины. Сваривал на холодную светлым панчем. По свечению дуги и свариваемости совсем разные чугуняки.
- 1 073 ответа
-
- 13
-