mehanik1102
-
Постов
2 096 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент mehanik1102
-
Вот что то мне подсказывает, что эта европа и сейчас представляется нам такой, какой была еще при Союзе. А как там в настоящее время реально - нам не ведомо.
-
@Grim Reaper, Про какую украину Вы тут рассказываете?
-
Есть заводы, а есть шарашки - мелкая частная фирмочка, где таки можно. И такого хватает.
-
@SergDemin, Опыт Кустаря, да иной малоприменим, в следствии сильно специфических условий. В Мариуполе , как и у меня, реально артиллерию слышно каждый день. Не учебную на полигоне, настоящую. Вот и сейчас со стороны бахмутки громыхает.
-
Смысла в том нет! Мариуполь - сильно промышленный город и специалистов таких масса, многие делают шабашку прямо на производстве - на рабочем месте. И удовлетворяют спрос. Конкурировать сложно, разве что то комплексное - эксклюзивное. Сужу по своим реалиям. О России. Работать можно. В соседних областях - Белгородской , Воронежской и Ростовской вне областных центров хороших специалистов немного и работу найти можно. Нелегально. Особенно, если есть родственники.Работа эта в частной полулегальной кампании, скорее всего. Автосервисе, к примеру. Надо только вовремя въезжать - выезжать, чтоб миграционную карту непросроченную иметь. В Краснодарском крае тоже много наших. Если не выпендриваться - полиция не цепляется - мы там ничем от местных (в отличие от Москвы) не отличаемся. Но - тут собственную инициативу проявлять надо.
-
 @selco, Осмелюсь повторить вопрос -
@selco, Осмелюсь повторить вопрос - -
Быть такого не может! Должна быть! Обязательно! И не одна. Головки и столики поворотные разные нужны. Головки делительные и столики поворотные разные важны! не достигли Вы должной степени просветления! Надо обсудить.
-
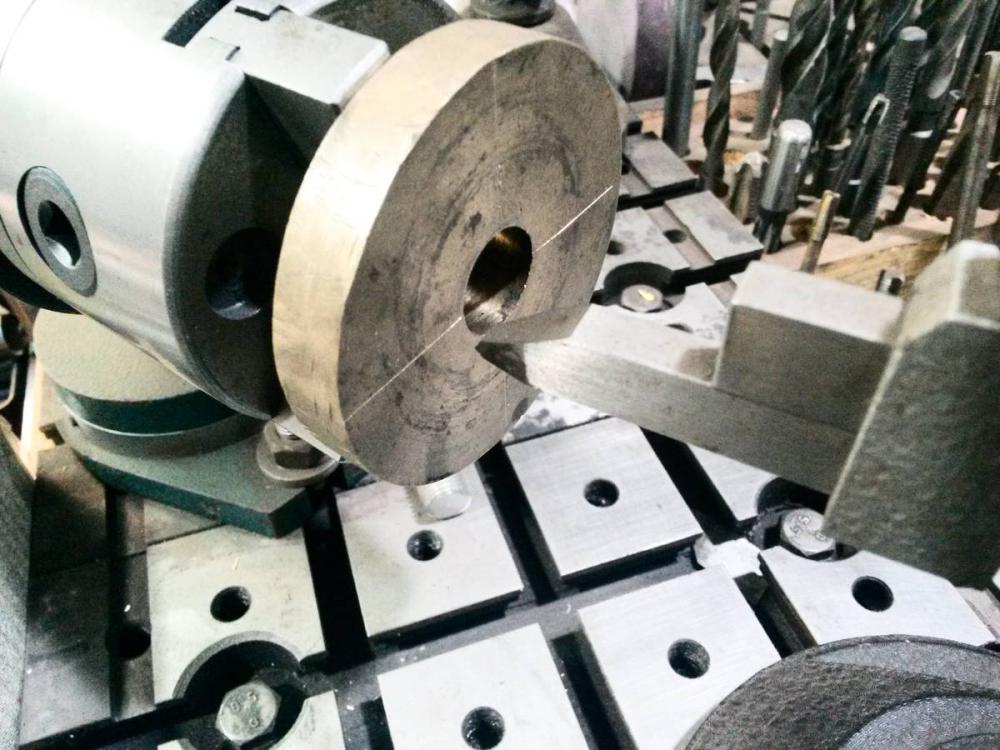
Аж облизнулся... Но - видать не судьба! Ну да ладно. Вернёмся к нашим баранам, тьфу ты , разметке! Итак - надо разметить фланец, к примеру. Нужно 4 отверстия на радиусе 25 мм. Берём делительную головку (я взял что под руку попалось - делительная головка с китайского заточного станка, но это всё равно) - И штангенрейсмус (на заднем плане видать). Размечать будем жёлтую железку, что уже закреплена в патроне: Выставляем рейсмус на высоту оси делительной головки и проводим риску: поворачиваем шпиндель делительной головки на 90 градусов и проводим еще 1 риску: Затем, добавляем рейсмусу 25 мм - расстояние отверстий от центра , и делаем засечку на радиальной риске: Повторяем эту процедуру еще 3 раза, поворачивая шпиндель делительной головки каждый раз не 90 градусов. И получаем размеченную заготовку: Таким образом можно разметить фланец (или иную деталь) необходимым образом на любое число отверстий и любой радиус их положения очень точно.

-
Дык вот он - Я это видел более 1 раза. Но - я об этом вёл речь -
-
На заводе десятки аппаратов стоят и все постоянно подключены к столам или изделиям, которые завязаны одним контуром заземления. Никто не умер. @selco, Я описывал нечто иное, нежели поджиг чирканьем.
-
Смотрю - никто не поправил. 1 атмосфера примерно равна 1 килограмму на сантиметр квадратный или 0,1 Мегапаскалю. 1 Мпа равен примерно 10 кг/см ^. 10 Мпа примерно равно 100 кг/см^
-
Спасибо! Попробую дождаться иных мнений.
-
Так оно и есть, но лёгкое усилие приложить таки надо. Аппарат, похоже, правильный, но его используют с простейшими настройками. Спросить некого. В этом режиме высоковольтный поджиг никуда не делся. Он есть. На переменном токе оно тоже работает, а там осциллятор, как мне кажется работает намного более, нежели на постоянном. Так что, электроника явно не при делах. Да и делался этот аппарат явно не для СТО.
-
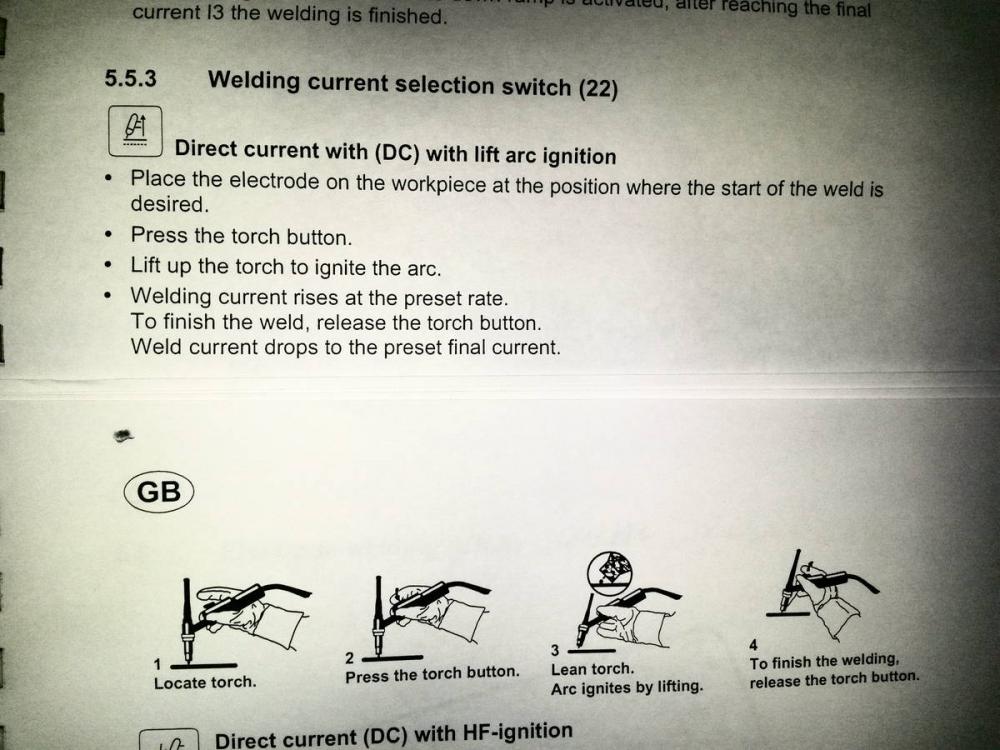
Здравия желаю, товарищи специалисты! Поджиг с отрывом, как его по ангельски - не помню, но это касание электродом детали, нажатие кнопки на горелке, отрыв электрода от детали и поджиг дуги. Вопрос - в каких ситуациях его надо применять? Сегодня попробовал - есть ощущение, что кончик электрода прилипает к детали - насколько это может вредить заточке и допустимо ли вообще?
-
Нормальная сварка будет. @Kriloff, Вам тут уже написали - зажигать на графите. берёте графитовую щетку от мотора или генератора, побольше размером, запиливаете её клином градусов 15 - 20, ложите вплотную к будущему шву и зажигаете дугу га графите. Потом перетаскиваете дугу на свариваемый материал. Всё! Никто никуда липнуть не будет. @Kriloff, Газ не забыли открыть?
-
Что там у Вас с косинусом Фи происходит? Не проще ли поставить большой ресивер и включать компрессор на полную мощность при падении давления в ресивере? Экономия в этом случае намного нагляднее, давление в системе стабильнее, при наличии регулятора давления на выходе ресивера, пускорегулирующая аппаратура явно дешевле и проще.
-
@kepelson,Идея здравая. Китайцы выпускают цифровой измеритель тока и напряжения в 1 корпусе. Измеряет напряжение постоянного тока от 0 до 100 вольт и ток до 10 ампер. Этого должно хватить. ССылку сразу не нашёл, если сами не найдёте, пишите, отыщу. Но - ток будет показывать только при включенной подаче, а напряжение - в зависимости от коммутации управляющей схемы двигателем подающего устройства Вашего аппарата.
-
"О сколько нам открытий чудных готовит просвещенья дух..." (С) Пушкин А. С.
-
Не надо. Потому как приборы были в замечательном состоянии, а поролон такой разлагался на коробках , хранившихся у меня дома при комнатной температуре и влажности.
-
@Точмаш 23,Некропостинг, однако. А циркуль такой - замечательная штука! На стенку для антуража повесить. Но - слесаря на заводе пользуются. Не - это он от времени. Старость. От условий хранения мало зависит.
-
С прослабленной пружиной не встречался. В основном зависало на мусоре. Особенно, если рядом чугун резал. Решалось помывкой.
-
Вдогонку - А разве совейская УДГ была некачественная? И еще - завод на днях, по моему требованию, приобрёл индикаторы. Новые. Но - ИЧ 10 84 года выпуска, а ИРБ - 76. В коробочках, с паспортами, отметками о приёмке, но со сгнившим поролоном.
-
Ага! Кстати - в делительной головке замечательно размечаются цилиндрические детали. Штангенрейсмусом. Ну да! Иначе никак!
-
На у как иначе? Вчера приводил а порядок УДГ250. Валялась позабытая в углу на заводе. Каждую деталь вылизал, добился взаимного совмещения и перемещения лучше, нежели на новой. Ясен пень, что она иные свойства будет иметь.