NikOtiN
-
Постов
1 282 -
Зарегистрирован
-
Посещение
-
Победитель дней
16
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент NikOtiN
-
Увидел в интернете Соглашение между Госкорпорацией “Росатом” и СРО Ассоциация “НАКС”, там есть интересный пункт в разделе "Предмет Соглашения" Похоже дело идет к тому, что на атомку сварщики будут аттестоваться в НАКСе

-
Не нужна она, газовая защита хуже, разбрызгивание больше. Просто у новичков не получается варить на короткой дуге.
-
Ранцевый инвертор Lorch c аккумуляторным блоком

-
@Фунтик, Тут представитель отписывался, что аппарат дали специально, чтоб его гоняли в хвост и гриву Я думаю они не будут против.
-
На сайте продолжительность цикла не указана, но если скачать инструкцию, которая приложена к описанию каждого аппарата - там продолжительность цикла 10 мин.
- 365 ответов
-
- 1
-

-
- полуавтомат
- TIG
- (и ещё 2 )
-
@tehsvar, Кстати, у п/а Grovers, насколько я видел, даже у моделей нижнего уровня ПН 60%, к вашей чести
-
Поварите немного на нем, чтоб он не холодный был ) Просто показатель ПН , измеренный в определенных условиях, не очень наглядно пересчитывается в показатель "ток длительной нагрузки". Который понятен каждому сварщику, необходимость продолжительно без перерывов обваривать какую-нибудь конструкцию возникает даже у гаражно-дачных сварщиков, бойцов выходного дня.
-
@Шурпет, День добрый! А аппарат еще у вас? Хочу попросить вас провести эксперимент, сначала разогреть аппарат сваркой, чтоб вышел на рабочую температуру, а затем поварить на максимальном токе длинными швами - интересно на какой минуте или на каком метре шва аппарат уйдет в защиту. Просто у данного аппарата заявлен ПН=30%, мне интересно, означает ли это что аппарат пригоден только для бытовых задач. И завышены или занижены ли показатели ПН.
-
@tehsvar, Все так, но это просто чуть сдвинет ПН в лучшую строну по цифрам, но не изменить сути - на таком аппарате не получится накладывать швы длиной по 3м, как где-нибудь на производстве балок или емкостей. К примеру даже собрать печку или бак для бани на прихватках а потом обварить целиком ее за один подход не получится.
- 365 ответов
-
- 1
-
-
- полуавтомат
- TIG
- (и ещё 2 )
-
На сайте бренда указано что при 40"
-
@Zlat070, У этой авроры при максимальном токе180А ПН=25%, это подразумевает назначение строго для бытовых задач, к примеру, вы собираете и подгоняете детали забора 3 минуты и 1 минуту обвариваете и т.д. Полагаю на при токе 120А будет ПН примерно 40%.
-
 Добрый вечер! Простите за занудство, но тавровых швов не бывает, только тавровые соединения.
Добрый вечер! Простите за занудство, но тавровых швов не бывает, только тавровые соединения. -
Нет.
-
Показания расхода с ротаметра - они для давления, на котором градуировался этот ротаметр. Нужно выставить это давление на редукторе. Далее показание расхода с ротаметра нужно пересчитать на расход газа при атмосферном давлении. Если речь про аргон, то полость заполнять через отверстие в нижней части полости, воздух стравливать через отверстие в верхней части. Дальше логично если время заполнения = объем полости / расход газа при атм. давл.
-
@supoplex, А откуда у них ваши данные? У вас есть что-то вроде общеевропейского базы-реестра специалистов сварочного производства?
-
Льгот много разных для разных условий труда - - сокращенная продолжительность рабочего времени, ежегодный дополнительный отпуск и прочее. Вас именно молоко и лечебно-профилактическое питание интересует? Тогда ТК РФ ст.222.
-
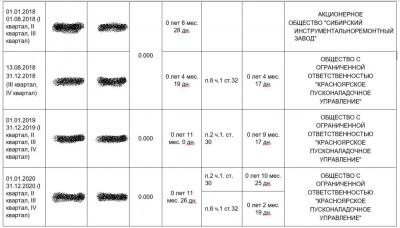
Вам нужно зайти на сайт ПФР и заказать выписку "Сведения о состоянии ИЛС". Вот из мой выписки Видно, что часть 2018 года я проработал слесарем-ремонтником на заводе, никакого особого стажа для раннего выхода на пенсию мне не начислили. Во второй половине 2018 года я был в командировке на Севере и мне насчитали 4 месяца по "п.6 ч.1 ст.32" - это работа в условиях Крайнего Севера. 2019 год я проработал элекрогазосварщиком в Красноярске, мне насчитали 9 месяцев по пункту "п.2 ч.1. ст. 30", это работа с тяжелыми условиями труда. 2020 год я проработал электрогазосварщиком с командировкой на Север. Мне насчитали 11 месяцев стажа по "п.2 ч.1. ст. 30" (тяж условия) и 2 месяца по "п.6 ч.1 ст.32" (Север). Кстати, время, что я был на сессии в ВЭМТ, засчитано как тяжелые условия труда Вам нужно проверить свою выписку и вы узнаете, как за вас отчитывается ваш работодатель в ПФР. Данные в выписке будут только за прошлый год и ранее
-
Постановление Правительства СССР от 26.01.91 N 10 КЗоТ недействует с 2002 года. Сейчас ТК РФ.
-
Как я понимаю, в советское время были список с вредными условиями труда "Список №1" и список с тяжелыми условиями труда "Список №2" каждый из списков подразумевал свои льготы и снижение возраста и стажа выхода на пенсию. Сейчас вредными условия труда признаются на предприятии по итогам специальной оценки инспектором СОУТ. На каждом рабочем месте оценивают производственные факторы шум, загрязнение пылью, загрязнение аэрозолями, излучение и прочее. В зависимости от итогов оценки предприятие платит отчисления в пенсионный фонд. Может оказать что два сварщика работающие на соседних рабочих местах получат разные оценки вредности ну и соответственно льготы по пенсии. Разумеется при проведении оценки инспектором, работодатель постарается выключить все оборудование , остановить все техпроцессы влияющие на вредность, может даже помещение вымоют и проветрят
-
@Casey Jones, Просто обычный полуавтомат, который адекватно работает, адекватно настраивается имеет какую-никакую гарантию и сеть сервисных центров по стране. А больше толковому сварщику ничего и не нужно.