Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
@медведь69, развлекаемся пока. Потом всё это надо будет убрать, а то загадили тему человеку. А пока пытаемся помочь товарищу понять, что не все госты одинаково полезны.
-
Ммда... размашисто. А коллектора так и будут в воздухе висеть?
-
Щас ты у меня кажись вырулишь...
-
А если ещё проще то без подачи, а с отбортовкой кромок. Полушария сразу штампуются с отбортовкой -- и торцы получаются ровные на прилегание, и присадка уже не нужна.
- 21 ответ
-
- 1
-

-
Даладна. Он прекрасно научился конвертировать магазинную колбасу в домашние котлеты.
-
Вам, как специалисту, должно быть известно какое усилие должна развивать струбцина для выполнения своих функций. То есть удержание металлического профиля весом в несколько килограмм максимум. Потрудитесь предельно конкретно указать узел стрбуцины, который не выдержит такого усилия. Лично у меня сложилось впечатление что вы просто не знаете для чего предназначены эти приспособы, и исходя из ваших запросов на прочность можно сделать вывод что магнитные угольники вообще ни к чему. Хотя используются гораздо чаще струбцин, причём повсеместно.
-
У вас скорее всего обычные ошибки: Руку надо фиксировать. Придерживать другой рукой или опирать куда-нибудь. Во время сварки обмазкой касаемся металла. Обязательно. Стык делаем с небольшим зазорчиком, буквально миллиметр, тогда хорошо видно куда электрод тыкать. Глаза должны быть на расстоянии 40 см от дуги.Если это всё выполнить, то швы станут ровные. В наше время в любом ларьке можно купить хорошие электроды для сварки труб на бытовом уровне. Плюс инвертор. Для сварщика восьмидесятых годов это просто фантастика недостижимая, поэтому и варили ацетиленом. Ну так же и продолжают. А вам учиться надо. Сварка бытовых отоплений это не верх профессионализма. Это низ, это самое начало. Так что дерзайте, если хотите стать сварщиком.
-
То есть как все. А что вы такое газом варить собирались?
-
@Krasavcneg, в пламени пропана металл сгорает. То есть не выполняется одно из главных условий сварки -- защита расплавленного металла. И на этом всё. И не обязательно читать интернеты. Возьмите тот же резак и попробуйте что нибудь заварить. А так же поверхностно осмотрите все виды сварки -- везде защита в первую очередь -- обмазка на электроде, углекислота, аргон, флюс.
-
Если уж делать самому, то тогда полностью плавную регулировку. В серийных аппаратах этого не делают из-за себестоимости. А для себ,я в единичном экземпляре, это имеет смыл.
-
Да ну его нафиг. Я варил бак трактора. В поле. САКом. Электроды -- УОНИИ 13/65 четвёрка -- других нет. Нигде нет. Тогда электроды в каждом ларьке не продавались. Хорошо хоть щётку по металлу нашли, иначе вобще не знаю как бы это получилось.
-
@медведь69, это скорее технологическая нужда. К примеру мы варим круглую ёмкость типа жд цистерны. Нам надо чтоб шов вдоль "трубы" выходя на торец был полным и цельным. Проще всего вывести его на железяку, и обрезать вместе с ней, чем заканчивать его на торце имея риск наделать кучу пор и подрезов. И при этом торец всё равно надо будет подработать механически.
-
@Kondor416, аатлична. Теперь покажи нам вертикал без отрыва элбэшкой. Вот как-то так должно получиться: http://websvarka.ru/talk/topic/6148-budni-svarschika-s-illiustratciiami-chast-2/page-8?p=158829&do=findComment&comment=158829 Руку которая варит подпираем другой рукой, глаза в 40 см от дуги, корень ведём ровно, облицовку ведём прожаривая кромки и не задерживаясь на середине. Электрод должен иметь тоже направление что и шов, а не сбоку. Дугу не отрывать.
-
@медведь69, это кусочек железа на который выводится шов с изделия. Он потом отпиливается вместе с концом шва. Но обычно шов и заводят с планки и выводят на планку. @dobryvecher, раньше тупо молотком обламывали и турбинкой зачищали. А сейчас не знаю -- УШМ наверное.
-
@svarnoi69, а что для сварщика это проблема?
-
Тебя он любит, а не посуду. Наивная. Это я тебе как мужик говорю.
-
@Volodimir78, не боись -- мы же рядом. Мы везде, на карту глянь: http://websvarka.ru/talk/membermap/
-
 @serga01net, странные у вас представления о сварке.
@serga01net, странные у вас представления о сварке. -
@Mavritanets, справочник не помешает конечно. А то каждый раз в интернет лазить. 12.50 послабее, но он и поэластичнее. А там нагрузок особых не будет. Хотелось бы чтоб после отпиливания всех удерживающих геометрию железок эта геометрия не ушла. Всё таки швы длинные, а собственной жёсткости у этой лыжи нет. Если её свернёт в пропеллер будет грустно.
-
@Mavritanets, я назвал все три типа проволоки, и дал их основные параметры. Может ещё что-то? Там св08г2с - 0.8 мм _ 422 Мпа _ 29% Аристород 12.50 - 1.0 мм _ 470 МПа _ отн. удлинение 26% аристород 69 - 1.2 мм_ 730 Мпа _ 19% Наплавка OK Tubrodur 60 G M Не знаю. Узнаю только в понедельник.
-
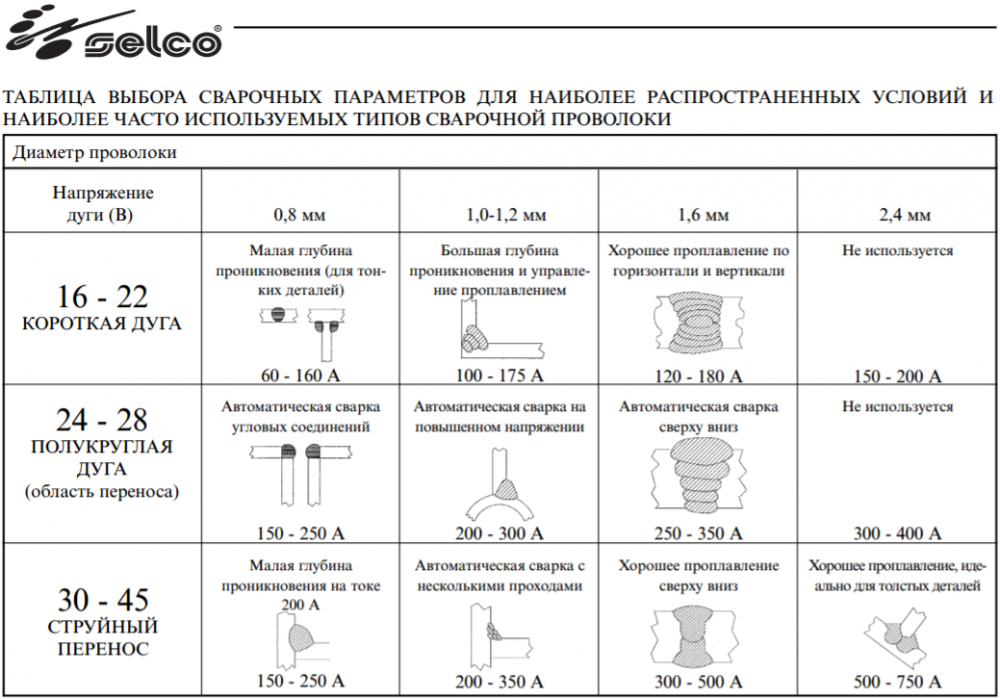
@Mavritanets, чудесно. В успехе этого опыта я и не сомневался. Мне надо понять. Вот мануал говорит нам что shot arc режим находится в этой области вольтажа: Однако я буду варить десятку. Да, в разделку, но облицовывать надо будет износоустойчивой наплавкой. То есть мне надо ещё и не наполнить разделку до краёв. Ну это не сложно, а вот боюсь что либо перегрею, либо недогрею. Там ещё и сталюка S700. Кстати в наличии имеется проволока аристород 12.50, аристород 69 и св08 г2с. Теперь в отрыве от торговой марки имеющаяся в наличии проволока: Ø 1.0 mm _ 470 МПа _ отн. удлинение 26% Ø 1.2 mm _ 730 Мпа _ 19% Ø 0.8 mm _ 422 Мпа _ 29%Вопрос знатокам -- чем варить?

-
То есть ты вот там, за этим Мужиком? В смысле за_мужем.
-
Да нивапрос. Я восемь миллиметров заваривал снизу вверх. Просто подбор тока и импульс отключён разумеется. Но я варил снизу вверх, потому что хотел одинаковый валик с двух сторон. А сейчас задача сделать шов с минимальным тепловложением, чтоб свести к минимуму деформации. Требуется повторить чёрную деталь не имея гибочного пресса. Разумеется собирать я это буду на шаблонах вырезанных на плазме ЧПУ, разумеется будут приняты меры чтоб железяку не скрутило. То есть вдоль, изнутри, её будут держать шаблоны которые задают углы сгибов, а поперёк с внешней стороны просто ровные полосы. Тут обсуждать нечего. А вот режим правильно выбрать -- это для меня вопрос.
-
Обьясните пожалуйста что такое Cold Mig и как его добиться на аппарате Selco. Третий час просеиваю форум и ничего внятного не нашёл. В мануале к аппарату есть вот это: Если это и есть Cold Mig, то я так и не вычитал где оно включается. Или вручную настраивать? @Mavritanets, @selco, на вас уповаю.
-
После стирки робы жарить в ней семочки? Как? Вонять же будут!