Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
@psi, да не волнуйся ты так. Просто с жиру бесятся, пока хорошо живётся. Да и потом -- почему умалишённым нельзя организовать свою секту? Пусть общаются, так их хоть видно будет. Александра Натальевна...
-
@selco, да как только не пробовал. Яж не сразу на изделие полез. @медведь69, а вот тебе и выводные планки, кстати:
-
Это вопрос? Там просто сверху на дисплее индицируется тип выбранной проволоки, диаметр и газ. А импульс включай, выключай сколько хочешь -- синергетический режим для этого типа проволоки остаётся.
-
@selco, наплавочная проволока стояла в селко. Там и смесь, и прога синергетическая для неё есть, однако не варит хоть убей. По зоне сплавления шва с основным металлом явно видно несплавление, и ешё и сам валик торчит бугром. Дугу сделал +4 и только тогда пошло нормально сплавляться. Набрызг конечно жуткий, но зато шов нормальный.
-
Нет такой трубы. А если и будет то ровно разогнуть его будет очень сложно. Плюс к тому ещё и варить из кусков всё равно придётся. @selco, для корня углекислота потому что она там на аппарате стояла. Я ею попробовал добиться "холодного" режима о котором тебя ранее пытал -- сказка просто -- решил ничего не менять. Итальянская деталь штампована, и не понятно из чего. Возможно хардокс, тогда дырдочки должны быть прорезаны лазером, а там сильно на это похоже. Я точно знаю, что этот изгиб при работе приминает какую-то стерню, то ли подсолнуха, то ли ещё чего-то. Мне рассказывали но я не запомнил. Это как бы такая лыжа, которая едет по полю, и истирается она довольно хорошо. Поэтому наплавка.
-
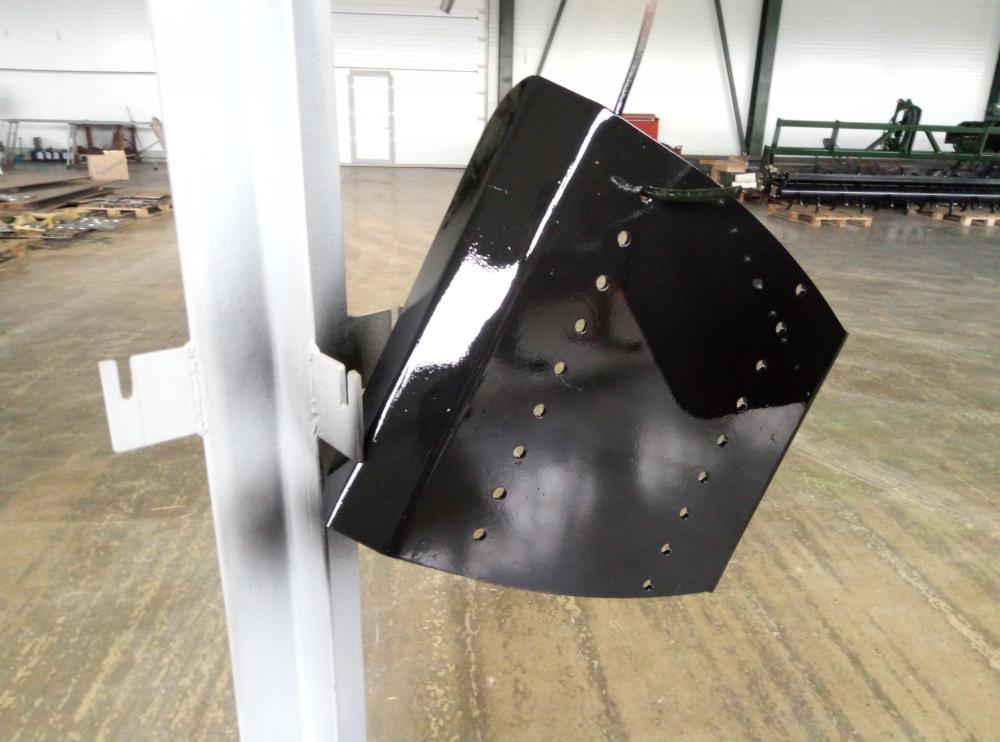
Ну а дальше вышлифовывание болгарками. На фото не удаётся поймать нормальный блик, и всё выглядит криво, поэтому пофоткал уже крашенные изделия. Всего их четыре штуки -- две на заказ сделаны, и две на пробную продажу. Если пойдут то... будем их в Италии заказывать готовые пока не будет своего пресса. А вот так мучиться больше не надо. Однако эксперимент показал что геометрию сохранить таким образом можно: В принципе всё, можете пинать.

- 37 ответов
-
- 20
-

-
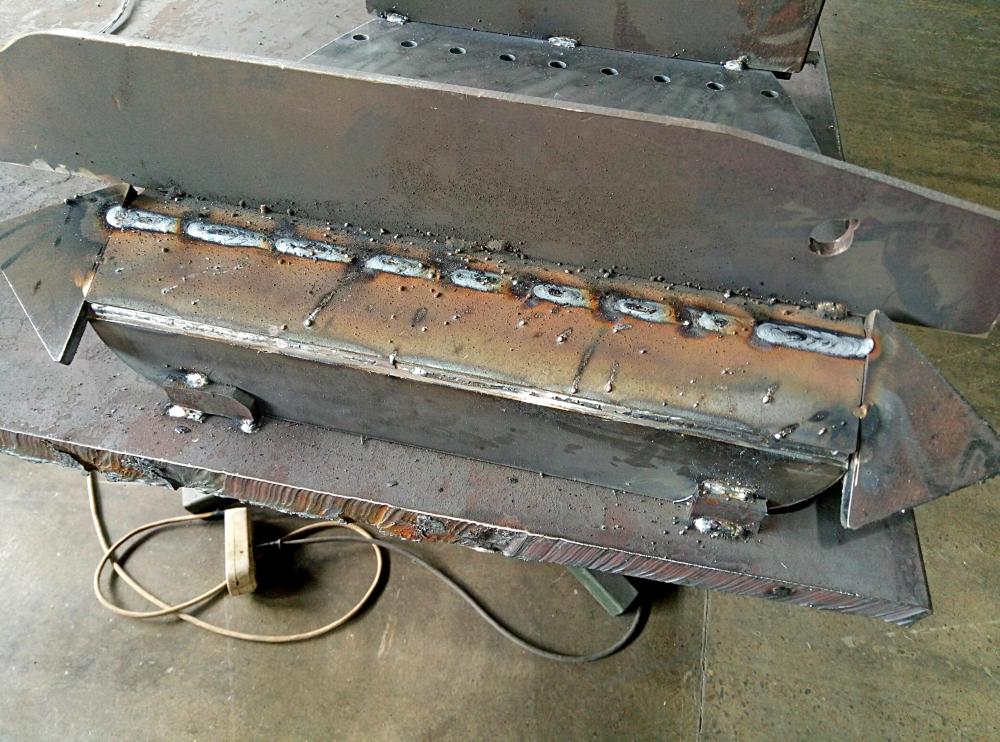
Теперь начинается самое страшное -- заполнение. Дело в том, что заполнить надо износоустойчивой наплавкой. Это порошковая проволока Tubrodur 60 G M. Зараза такая даёт нормальное сплавление только на длинной дуге, а значит тепла мы вольём в изделие просто очень много. Слава Selco, что у их аппарата есть возможность просто регулировать длину дуги. как бы я извращался на простом полуавтомате понятия не имею. Вот такой вот ужас получается: После щётки: Металл очень жидкий, дуга длинющая, поэтому ни о каком горизонтале даже речи быть не может -- только нижнее положение. Поэтому изделие приходится отрезать от стола и задирать один край на ножки. Ножки тоже к столу намертво прихвачены, а изделие, разумеется прихвачено к ножкам -- страшно потомушто. Оно всё потрескивает, прихватки регулярно рвёт. Шаблоны, которые внутри, просто вывалились когда отрезал изделие от стола, но вроде видимых изменений формы нет, и шаблоны встали на место:
-
Далее. Растачиваем разделку кромок, ибо проварить нам надо на всю глубину: Растачиваем практически насквозь, и потом ещё и пропиливаем отрезным диском для получения зазора: как видите и притупление тоже получилось. @медведь69, закончу -- сообщу. А пока скрою твоё сообщение. Извините, фотки грузятся долго. Теперь намертво крепим изделие к столу, и прихватываем к ней железки, которые будут удерживать его от деформаций. То есть с внутренней стороны его держат шаблоны на которых собрана форма изделия, а с внешней просто прямые рёбра. Шаблоны вдоль, рёбра поперёк. Как видите в качестве рёбер жёсткости использовал всё что нашёл из обрезков. Это 15 мм толщиной лист s355: Ну а теперь корень. Варим в разбежку, проволока св09г2с 0.8 мм. Ток не знаю, вольтаж около 16.5 - 17 вольт, углекислота. Постоянно даю изделию остыть -- страшновато -- а вдруг скрутит в пропеллер, абидна будит. А теперь, перед заполнением, я как обычно прохожу отрезным диском по краю шва. Таким образом всё по бокам выравнивается и вычищается. Получается вот такая картинка, после которой надо только посбивать болгаркой бугры на шве, чтоб они вам не испортили форму следующего прохода, и пройтись щёткой:
- 37 ответов
-
- 16
-
-
Имитируем сгиб, ибо согнуть десятку s700 на длину в 400 мм нам не под силу -- просто не чем. Итак нам надо получить вот такую чёрную железяку. Слева оригинал, справа заготовки из которых мы будем её лепить. Заготовки нам нарезала плазма с ЧПУ. Она очень умная, и мы попросили ещё вырезать нам линию сгиба из толстого листа, на которой мы будем собирать заготовки. Для неё это раз плюнуть, а для нас гарантия качества, повторяемости, и сохранения всей геометрии. То есть мы себе вырезали шаблоны на которых будет собираться железка. Они же будут удерживать её от деформаций в процессе сварки:
- 37 ответов
-
- 11
-
-
@svarnoi69, это единичный случай. И у меня такой же единичный случай -- ресанта пахала на стройке и жгла четвёрку пока вентилятор не мявкнул -- заменили оба, не поскупились, понесли родимую в компутерный сервис-центр и впаяли то, что мастер посоветовал, без оглядки на цену. Она это заслужила. Но общая статистика, я так понял, плохая, и наверное это подделки. Под раскрученную марку всегда начинают шлёпать. А может эффективный менеджер появился у ресанты, и заработал денег.
-
@Вад11, вот сварка сплошной проволокой. Мой шов. Без колебательных движений. Углом вперёд. А на видео кроме проплавления ничего интересного, и есть спорные моменты. Зачем, к примеру, он начал водить горелкой на сплошной проволоке? Что он там говорил про многопроходные? Как он увидит ширину прохода в сплошном шлаке?
- 1 853 ответа
-
- 11
-
-
Сижу пялюсь на вот это вот "пингону и в GOOGLE." и не знаю что и сказать. Но местечко вот подобрал уже для всего этого мусора: http://websvarka.ru/talk/topic/4993-korzina-dlia-udalyonnykh-soobschenij/
-
09 бери. У нас самое ходовое аристород 12.50 (есаб) это примерно 09г2с. По характеристикам она более оптимальна чем 08 -- немного прочнее и не сильно по эластичности уходит. А вот к примеру проволочка с сопротивлением на разрыв около 700 и выше даёт более хрупкий металл. Если пробовать на излом то весьма хорошо чувствуется. И на вертикале течь будет сильнее. Причём аристород не омедненный а полированный. То есть шлаковых наплывов на шве не даёт. Новые ощущения от непонятной геометрии шва? Мне лично его форма жутко не нравится. А по вертикалам -- цельная проволока отлично ложиться, просто надо немного потренироваться.
-
Да. Две катушки валяется, дилеры подарили. Никто этой фигнёй у нас варить не хочет. Видимо так и будет валяться, пока не поржавеет шоб выкинуть.
-
Мы используем диаметр 1.0 мм. Говорю это потому что железяки у нас тоже довольно толстые. По началу пробовали и 1.2 и 1.6, но самые красивые швы даёт 1.0. И кстати ею легче давать многопроходные швы, а они там у вас так и просятся. Желаю вам поскорее перейти на нормальную проволоку.
-
Не. На прибамбас это не тянет.
-
Это второй инопланетянин, которого я встречаю в сети. Первый на гугл ВиО наушники 5.1 искал, а тут вот новый наверное. Видимо он не знает, что у сварщиков ушибы и ожоги это привычная рутина, а такие вот струбцинки снижают их количество в разы.
-
Спасибо нашей любимой компании Esab за любезно предоставленный адаптер для 18-ти килограммовых катушек. Правда ждать пришлось почти два месяца, но за то как раз вовремя... мне пришлось его рукожопить самому:
- 1 853 ответа
-
- 10
-
-
Наверное плохо видел трещину, и варил потихоньку в отрыв? Надо было обозначить её болгаркой, и варить сплошняком. Тока маловато -- там прям видно что ты привык тоненькое варить. В принципе пойдёт, конечно, как замазка шоб не спускало. Но на прочность так делать не надо. Если ток маленький, то разделка поглубже, вплоть до сквозного пропила миллиметровым диском. Или ток побольше и проплавить. (это касается толстых металлов, профильная труба из сельмага к ним не относится) А ты всё что делаешь выкладываешь? А то как-то не густо.
-
А я складной железный метр в кармане постоянно таскаю. Выручает. Когда-то давно попал к югославам на монолит. Опалубка, арматура, все дела. Так там прораб не допускал человека к работе если у него не было рулетки молотка и карандаша. Вот просто не допускал, и всё. "рУлетка мОлоток и кАрандаш должен быть у каждого", говорил он. И был прав.
-
То ли виста на компе, то ли икспиха под висту закрашенная.
-
Шо то подобное я где-то уже слышал. Или читал. Емнип у классиков.
-
Немного не так. Зависит от того, что когда-то впечатлило, зацепило. Пусть не осознано -- вскользь. Но оно потом прорастает и начинает брать. Я в большом городе родился и вырос -- мопеды были как-то не в ходу. А вот электроника была под рукой. Родители магнитофон купили, и я втихаря решил посмотреть что находится в старом приёмнике "Океан". Да и запах канифоли всегда нравился. Вот и встрял. А в 92-ом переехали в сельскую местность, а тут получается такая обширная деревня без общественного транспорта почти. Из конца в конец вполне можно за полтора часа дотопать пешком. Вот и начал осваивать мопедную технику. Понравилось.
-
@BelaZZ, Игорь, вот эта курточка на тебе сколько уже прожила? Моя такая же уже в хлам разлетелась за последний год, так я то и не варю особо. А я помню что когда я пришёл на форум (почти два года назад) ты тут был в такой же курточке.
-
@svarnoi69, поверь. Такие люди есть. Редко, но встречаются. У них что то нарушено в организме и они почти не пьянеют. Я лично одного такого знаю, он за ночь выпил пять бутылок водки -- горевал над гробом своего деда, который был ему за отца. А утром с нами гроб этот нёс. И до машины нёс, и по кладбищу, и выпивал с нами регулярно с утра. По нему было видно что он пьян, но не сильно. Причём вся его родня прекрасно знала эту его особенность, и тихо, сквозь зубы шипела ему всякие пожелания.