Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Глобул
-
@Сергейб3, спасибо вам от администрации форума за ваши советы. Да, я понимаю, что вам нужен отклик. Но так часто бывает, что в суете мирской сходить сказать спасибо за решённую проблему бывает некогда. Примите его от нас.
-
 Не скажу -- не знаю. Недостаток -- вряд ли, а избыток проще. Можно немного, на пару сантиметров убегать вперёд, и сразу возвращаться. В этом случае на притуплении образуется набрызг, который сплавляется потом в ванну и немного ускоряет рост валика. А ванна немного остывает, пока вы уводите электрод вперёд. Главное чтоб ванна не успела совсем остыть, да и набрызгивать много не надо. Вобщем как-то так попробуйте. Такая же болячка и у меня, но обычно этим не заморачиваются, просто размазывают бугор да и всё. Да, в этом месте валик слегка меняет форму, но основной массе пофиг. Вернёмся к уоням. Как раз таки на заполнение и облицовку весьма хороши уонии от "Плазматек". Обмазка у них толстая, ещё и с металлическим порошком. Наплавляют они валики довольно красивые. Но конечно на первый проход не пригодны.
Не скажу -- не знаю. Недостаток -- вряд ли, а избыток проще. Можно немного, на пару сантиметров убегать вперёд, и сразу возвращаться. В этом случае на притуплении образуется набрызг, который сплавляется потом в ванну и немного ускоряет рост валика. А ванна немного остывает, пока вы уводите электрод вперёд. Главное чтоб ванна не успела совсем остыть, да и набрызгивать много не надо. Вобщем как-то так попробуйте. Такая же болячка и у меня, но обычно этим не заморачиваются, просто размазывают бугор да и всё. Да, в этом месте валик слегка меняет форму, но основной массе пофиг. Вернёмся к уоням. Как раз таки на заполнение и облицовку весьма хороши уонии от "Плазматек". Обмазка у них толстая, ещё и с металлическим порошком. Наплавляют они валики довольно красивые. Но конечно на первый проход не пригодны. -
Связались, договорились. Спасибо. ПЭКом до Ростовского терминала, а там у нас клиент через день курсирует -- заберёт.
-
Я пока учился на сварщика в ПТУ с 89-го по 92 год побывал на практике на нескольких заводах. Попадал и на конкретно сварочные производства, и в рем-цех хлебозавода, но нигде я не встретил аппарата с максимальным током ниже трёхсот ампер. Первый 250 амперный сварочный трансформатор я повстречал только в 2000-ном, но это был уже совсем новый аппарат сделанный не в СССР, а в России.
-
@Oswer, я когда в учебном центре первый раз под трубу ложился, то корень варить только с регулятором тока на пузе. Выносной такой регулятор, на проводе. А вот дальше уже без регулятора. То есть заполнение и облицовка получаются и так. Препод говорил, что надо дать тока немного больше сразу, чтоб начать. А потом потихоньку ток уменьшаешь. Когда электрод сменил, конец шва вырезал и снова вгрызаешься в зазор новым электродом, то ток опять немного завышенный, и сразу как вошёл начинаешь снижать. Причём электроды были далеко не уонии -- элбэшка и ещё что-то похожее. Попробуйте подтянуть регулятор под руку, если у вас не большой инвертор, то извратится можно.
-
@Renat_Spb, да, мы знаем, помним, скорбим. Поминаем каждый год.

-
Сварщику -- ничего. А вам скорее всего регулятор форсажа, ибо замена шкалы на регуляторе светящимися циферками пользы не приносит.
-
@selco, во первых плазма даёт небольшую конусность. Если ты вырезаешь круг, то у него будет конус минимальный, а на отверстии оставшемся в листе конус будет больше. Плюс на листе останется выход и заход плазменной струи. Если мы режем отверстие, то наоборот, но в том месте где струя ушла с окружности останется небольшой наплыв. Вот он то и портит всё. Кстати и современные напильники тоже портит. По идее чтоб вырезать нормальное отверстие, надо чтоб после сквозного прорезания струя продолжила ходить по окружности плавно уменьшая ток. Но это уже отдельная прога, которой в её мозгах нет. Мы не можешь заставить станок так поступить. Всё что придумали, это дать плазме замаркировать отверстия, а потом сверлим уже трубчатыми свёрлами по её разметке. Программа маркировки есть. Кушает она немного аргона и чертит на листе слабым током довольно приемлемые линии шириной миллиметра полтора, два. Кернение под сверловку она тоже делает, но вот в крепких сталях остаётся только серенькое пятнышко от импульсного удара плазмы, и в ст3 нормальное углубление остаётся.
-
https://www.youtube.com/watch?v=1phe0lvmgU0
-
@медведь69, это я тебя запутал. Обычно квадратные отверстия пробивает пресс. Но если это хардокс, то его никакой пресс не пробьёт, поэтому прорезают лазером. Так же лазером надо резать деталь под пуансон (под пресс) потому что ему требуется точность. Плазма не в состоянии вырезать с такой точностью даже деталь для закладки в пресс-форму. А о дырках ваабще речи нет. В смысле позиционирует она их превосходно, но вот огрехи самого реза требуют либо доводки напильником, либо больше дырку. У нас дырки круглые, потому что болты будут такие. В оригинале болт имеет под шляпкой квадрат, и полукруглую обтекаемую шляпку. А у нас будут болты тоже с такой шляпкой, но под шестигранник. А конечному потребителю ваабще начхать какие там болты. Это всё просто товарный вид. Дырочки резала плазма, потому что там точность не нужна. А у нас ни пресса нет, ни лазера.
-
Один двухэтажный магазин -- металлокаркас из двутавра -- 70 тонн железа. Сварка обычно составляет около 1% от веса металлоконструкции. То есть 70.000 : 100 = 700 кг электродов.
-
Вов, свою тему ты можешь почистить моими руками. Пиши прямо здесь что надо убрать, или в личку. От этого только лучше будет. Сугубо моё мнение -- автор темы подобной значимости может, да и должен наверное, иногда прибираться в ней.
-
Не скажу. Потому что не помню просто.
-
Да. Варился сверху вниз. Зазор 4 мм притупление кажись меньше. Это просто препод показал мне что корень у меня уже получается, а вот над вертикалом надо ещё работать.
-
@Георгий 11, химии процесса не знаю, просто я лично по любому буду зачищать. Даже если оно нормально варится по цинку, я лучше зачищу. Воспитание такое у меня, или религия, но вот люблю варить по чистому. Наверное много дерьма перенюхал.
-
@Шурпет, Попробую исправиться, и передать интонацию: Нет, не может такого быть. Тогда получиться что мы одним аргоном варим, а не смесью -- баллоны то у всех почти стоя стоят.
-
Интонацию передать сложновато. Я понимаю что порошок есть, его надо пользовать, и пытаюсь поставить себя на твоё место. Вот и спрашиваю. Есть такая аксиома -- хочешь красивый второй проход -- выровняй первый. Не обязательно болгарить весь шов -- просто счистить всё что выступает. Заодно и шлак убрать. У тебя там не везде болгаркой залезешь, но там где можно это надо делать. О тебе потом судить будут по красоте швов. Вертикалы сплошной проволокой у меня вот такие были в учебном центре: http://s017.radikal.ru/i443/1605/79/3b79b92c39ba.jpg Как раз по ширине тебе подходят (там больше сантиметра). Делается это элементарно: Жарим правую кромку, потом жарим левую, потом правую, потом снова левую. Переход быстрый и по прямой не задевая середины. На фото видно разделку и шов который на ней получился с первого же прохода.
-
А я отвечаю: "Утро доброе, когда оно днём, а потом она тебе кофе в постель приносит -- вот это доброе утро."
-
@Георгий 11, лучше предупредить по случаю. А от двух гаек конечно вряд ли.
-
И что это мы значит одним аргоном варим. Почти у всех баллоны стоят стоя. Те же детали которыми редуктор к баллону прикручивается соединяют медной трубкой.
-
Если вы водитель, то старайтесь после сварки оцинковки за руль не садиться. Состояние может быть сродни лёгкому опьянению, причём оно не заметно, даже если хорошо хапнуть. Только на следующий день осознаёшь что был не вполне адекватен.
-
@Кустарь, Ну ты кулинар...
-
А почему так? Просто чтоб порошок использовать? Или там по прочности так надо? Просто от порошка швы кривоватые малёха. Яб наоборот делал. Порошок в корень, болгаркой подровнял и облицевал сплошной красивенько.
-
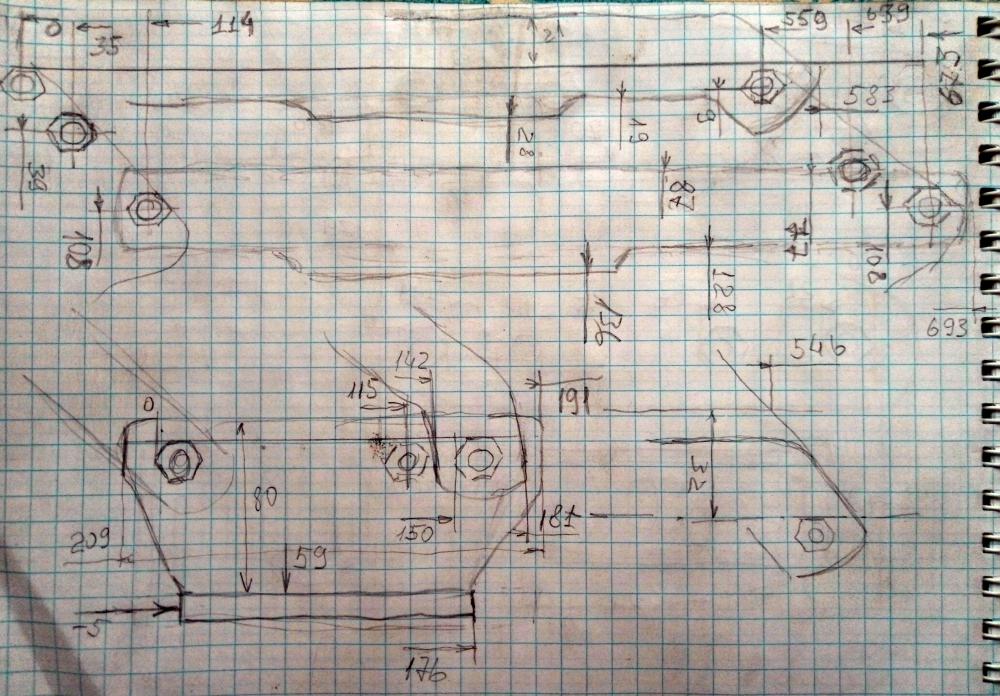
下面是这样的一天,我竟然是 Тфу, то есть вот такой вот выдался будень в субботу. Как порядочный китаец, я слизывал узел сельхозмашины:
- 1 853 ответа
-
- 22
-

-
@Гржемелик, @Кустарь, я и сам такой -- не прочитаю всё досконально, а потом вопросы задаю. Ответ на ваше мнение по производству этого изделия я старался дать заранее: Так что вы правы -- процесс не стоит того. Но там были ещё аспекты: клиент которому уже уйдут две штучки опыт подобного рода извращений, а они мне ещё предстоят, потому что гнутые детали всё же попадаются, и отказываться из-за них от отработки интересной машины не стоит ну и сама наплавочная проволока -- опробовать не просто на железяке, а с конкретными рамками. Думали. Однако шаблоны которые будут удерживать угол в процессе всё равно нужны, и тогда уж легче прихватить к шаблону чем согнуть, а потом прихватить к шаблону. Сгородить? Из чего? Ты эту железку согнуть пробовал? Эс семьсот, это не сталь три, там усилия будут страшные. Да и нельзя нам использовать самодельное оборудование, государь по карману ударит за это очень больно. Мало того, многие детали, которые гнуть, надо резать лазером, а не плазмой -- точность нужна. Плазмой отверстие под болтик на десять надо резать на тринадцать, и то возможно придётся слегонца напильником поправить. И при этом не толще десятки. А если металл толще чем диаметр отверстия, то можно даже не пытаться -- будет дырка.