Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
— Дорогая, я решил, что больше никогда не буду с тобой ругаться! — Нет, вы посмотрите на него, он решил… А у меня ты спросил! Стук в ворота рая. Открывает апостол Петр. Перед ним – футболист в трехцветной форме. — Ты кто? — спрашивает Петр. — Я — русский футболист. — Х[рена]се, а как ты в ворота попал? Стоит милиционер нa посту, подходит к нему мaльчик и спрaшивaет: — Дядя милиционер, скaжите, a зaчем у вaс нa фурaжке хлястик? Мент принимaет срaзу гордую позу и отвечaет: — Понимaешь мaльчик, вот если будет погоня, и дядя милиционер будет гнaться зa преступником нa мaшине, и нaдо будет вылезть в форточку чтоб стрелять из пистолетa по преступнику, и вот чтоб фурaжкa не спaлa — я одену хлястик нa подбородок. Понятно тебе мaльчик? — Аaa понятно, a пaпa говорит чтоб (censored) не рaзорвaло, когдa в свисток дует. Свет мой, зеркальце, скажи, да всю правду доложи. Я ль на свете всех дурнее, всех ленивей и тупее? — Ты придурок — спору нет! Но живет еще на свете вот таких, как ты, две трети. Мучилась с насморком. Коллеги начали подсказывать средства. Одна говорит: — Надо тебе грелку на все тело. (типа мужика) Тут другая, не поняла прикола, и говорит: — Зачем на все тело? Можно просто теплые яйца к носу приложить! anekdotov.net
-
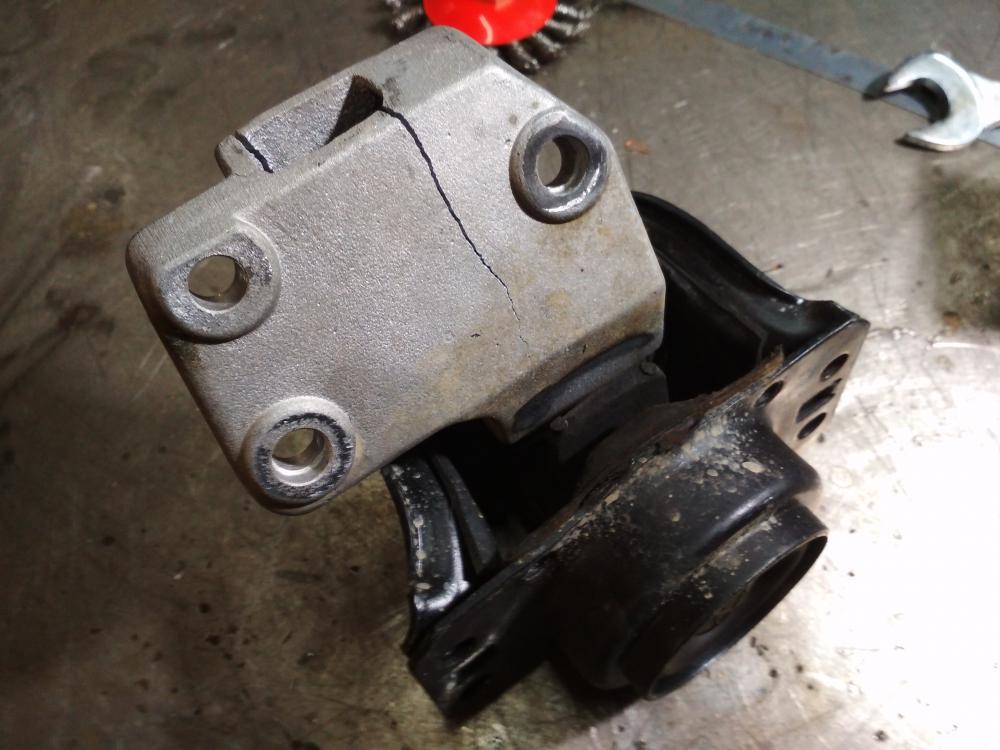
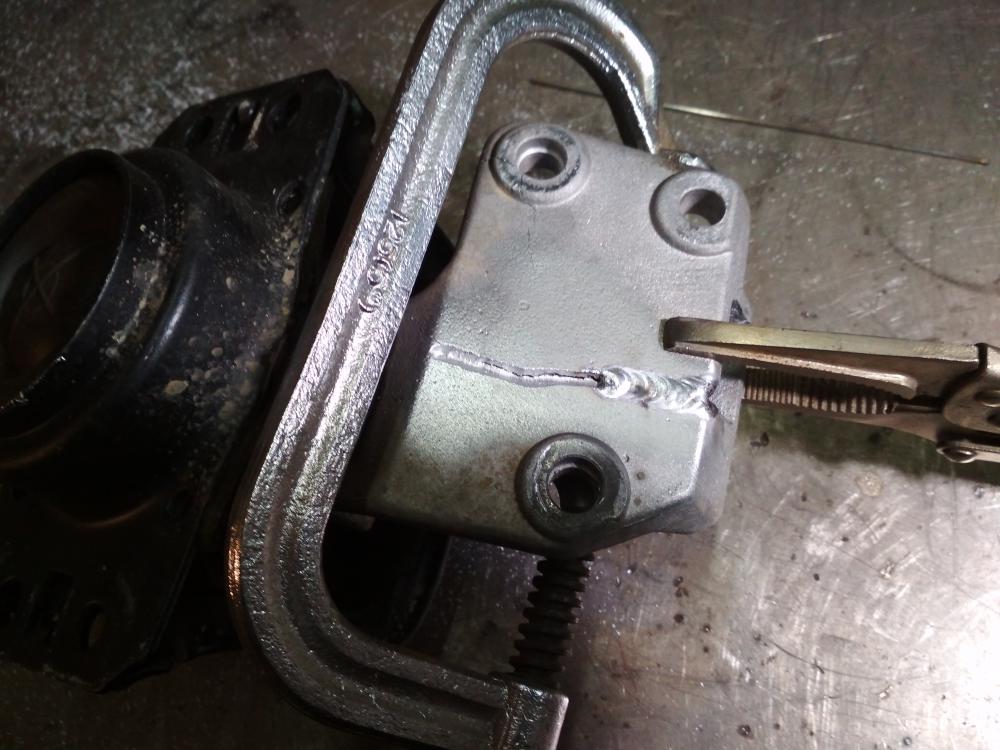
 Кронштейн крепления двигателя БМВ. Столбы на дорогах еще не перевелись. Кронштейн составной - алюминиевая часть и резиновая маслонаполненная вставка. Такую сварку надо производить,погрузив подушку в воду. Ток 150а.Как выполнить вертикальные швы сверху вниз или снизу вверх - будет зависеть от вашего умения. Работа в принципе несложная .
Кронштейн крепления двигателя БМВ. Столбы на дорогах еще не перевелись. Кронштейн составной - алюминиевая часть и резиновая маслонаполненная вставка. Такую сварку надо производить,погрузив подушку в воду. Ток 150а.Как выполнить вертикальные швы сверху вниз или снизу вверх - будет зависеть от вашего умения. Работа в принципе несложная .
-
Состояние российских миллиардеров за половину 2021 года выросло на 40 млрд долларов. Как приятно. Люди работают, богатеют. Сразу становится ясно – если ты не лентяй, как остальные 145 млн 975 тысяч 250 россиян – всё у тебя получится. Это даёт надежду, что всё не так плохо. Главное – верить в себя. В свою звезду. И в правильное число ее концов. ➡ Источник: https://publizist.ru/blogs/107374/40410/-
-
Вчера оплатил 1147 рублей за капремонт дома. Посмотрел на сайте Правительства Москвы, мой дом будут ремонтировать в 2033 году (через 18 лет). Общая площадь моего дома, по данным того же сайта, равна 56778 кв. м. А теперь мое любимое. Считаем: За 18 лет я заплачу: 1147 руб * 12 мес * 18 лет = 247'752 рубля. За 18 лет весь мой дом заплатит: 56778 кв. м. * 15 руб/м * 12 мес * 18 лет = 153'300'600 рублей. Я думал, нам просто трубы и крышу отремонтируют (так на сайте у них сказано), но, судя по сумме ремонта, уже в 2033 году на моем доме будут золотые купола, минимум две вертолетные площадки, бронированые окна, скоростные лифты, кевларовые стены и платиновое напыление на перилах, ну чисто для красоты. Я выражаю искреннюю благодарность всем, кто придумал или имеет хотя бы какое-то отношение к авторству этой замечательной, своевременной и такой щедрой социальной программы. В суде в маленьком южноамериканском городке прокурор вызывает своего первого свидетеля — старенькую бабушку. Он начинает допрос: — Миссис Джонс, вы меня знаете? — Ну конечно я знаю вас, мистер Вильямс. Я знала вас еще маленьким мальчиком и, честно говоря, вы меня весьма разочаровываете. Вы лжете, изменяете своей жене, манипулируете людьми и говорите гадости за их спинами. Вы думаете, что большой человек, потому что у вас не хватает мозгов, чтобы понять, что вы — всего лишь мелкий бюрократ. Прокурор был шокирован. Не зная, что делать дальше, он указал в другой конец комнаты и спросил: — Миссис Джонс, знаете ли вы адвоката? — Ну конечно я знаю. Я знаю мистера Брэдли тоже с его младых ногтей. Он ленивый, нетерпимый и у него проблемы с алкоголем. Он не может построить нормальные отношения ни с кем, а его адвокатская контора — одна из худших в нашем штате. Не говоря уже о том, что он изменял своей жене с тремя разными женщинами. Кстати, одна из них — ваша жена. Да, я знаю его. Адвокат стоял, ни жив, ни мертв. Судья попросил обоих юристов подойти к нему и очень тихим голосом сказал: — Если кто-нибудь из вас, идиотов, спросит ее знает ли она меня, я отправлю вас обоих на электрический стул. anekdotov.net - Между ног болтается, на три буквы называется. Что это? Мотоцикл «ЯВА»… Детская загадка из 1970-х.
-
Когда государству требуются какие-нибудь жертвы от граждан, оно начинает называть себя Родина. — Как бы вы написали в своем резюме: "Я поменял лампочку"? — Единолично управлял успешным обновлением и развертыванием новой системы освещения окружающей среды с нулевым перерасходом средств и нулевым числом инцидентов в области безопасности. Каждому из нас с детства хорошо известно, что самый лучший источник бесперебойного питания — бабушка . Из объяснений в полиции: Я сходила с ним в кино. Потом мы поужинали в ресторане и пошли к нему домой. Там он поцеловал меня несколько раз, и я позволила ему снять с меня юбку и трусики. Но я и представить себе не могла, что он воспримет это как приглашение заняться ceкcом! Говорят что красота спасет мир. Вчера ехал в автобусе, смотрел на лица... . похоже, скоро будет война. — Как ты думаешь, чего не хватает подрастающему поколению? — П@здюлей... anekdotov.net
-
Сергей, по сути дела, речь идет о сталях для холодной штамповки. В данном случае, сварка будет осложнена магнитным дутьем, а присадка 308LSi - уменьшает порообразование и увеличивает пластичность, а если будет свариваться сталь среднелегированная, то 316LSi с большим содержанием ферритной фазы(условие обязательное,если нагружена) , можно было трещину заварить мнжкт, кмц, нихромом( в данном случае) ...здесь нет проблемы- много лишних слов. Модераторам. Я понимаю, что отошли от профильной темы, но какое-то пояснение должно быть.
- 3 328 ответов
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
Да правильный выбор, что здесь еще обсуждать...
-
Это издержки наших грузоперевозок: как-то чем-то раздавили. Фирма довольно известная в узких кругах любителей автомузыки. Кстати, алюминий первосортный.
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Не знаю уцелел ли магнит, но такой каркас стоит( или динамик в сборе), если не ошибаюсь, 12тыс. или больше.
- 3 328 ответов
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
Каркас динамика...отрихтовать, подогнать, сварить, вывести в черновую..около трех часов работы.
- 3 328 ответов
-
- 15
-
-
- технологии
- TIG
- (и ещё 1 )
-
Устраняем дефекты литья ст 30Л. Пористость на значительной площади. Корпус должен быть герметичен. ..и любимая Селма в углекислоте).
- 1 224 ответа
-
- 12
-
-
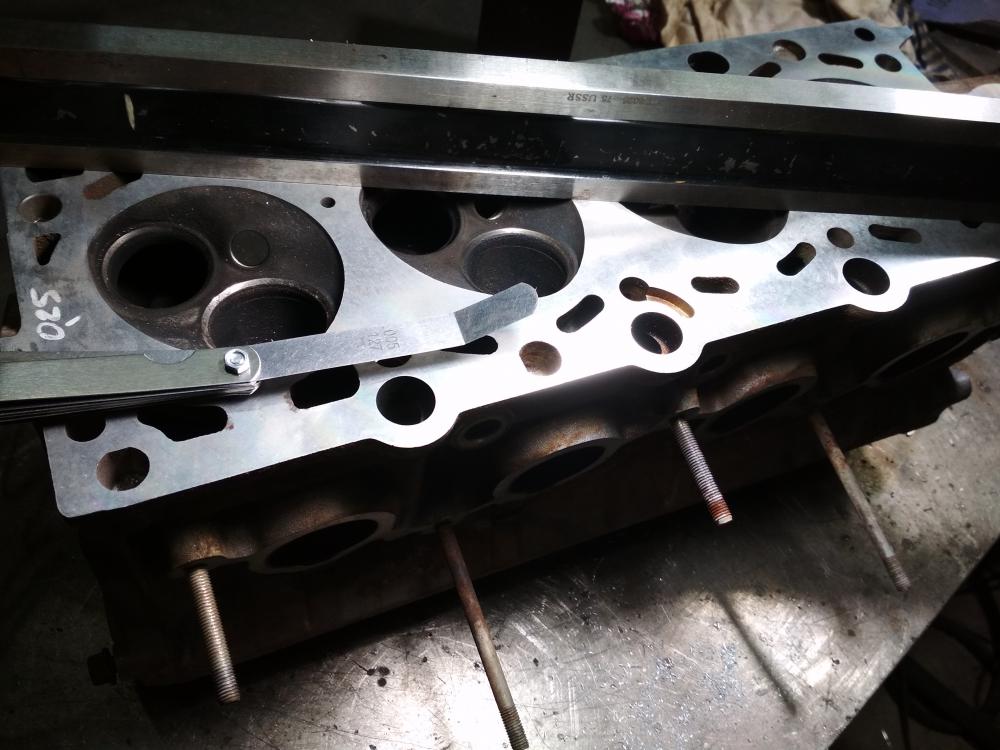
Сколько раз говорить,что порядок технологических операций должен соблюдаться, но...сначала шлифуем, потом выявляем, и...,как в том анекдоте - Сегодня все у вас получиться, но через ж.. В общем удалось избежать существенной деформации - щуп 0,005. Головка БМВ.
-
Если вам срочно надо сделать умное лицо, попытайтесь умножить в уме 385 на 294... ➡ Источник: https://publizist.ru/blogs/115058/40349/- Если девушка не только красивая, но и умная — то спать с ней не только приятно, но и интересно! Встречаются 2 американца. Одинн: — Я психологию русских совсем не понимаю Второй: — Да что там психология, я даже физиологию не понимаю! Первый: — А что в них с физиологией — то не так Второй: — Да иду тут как-то по улице, навстречу двое русских один другому и говорит — "Вась, одень на х[рен] шапку, а то уши отморозишь 1 сентября. Дети пишут сочинение Маша тянет руку и спрашивает. Марь Иванна, а как пишется забеременела? - Маша не пиши про лето, пиши про Пушкина — Что такое дом терпимости? — Наверное, это пивбар с закрытым на ремонт туалетом. — Так, пиши: причина смерти — кoронавирус. — Доктор, так тут же oгнecтpeл... — Да, это сопутствующее заболевание. — Мама, а чем отличается зимний рыбак от летнего? — Да практически ничем доченька, та же пьянь, только в валенках! anekdotov.net
-
На самом деле все великие дела начинаются не со слов "Я смогу! Я сделаю! Я достигну этой цели и пойду дальше!", как принято говорить на бизнес-семинарах и писать в книгах типа "Как стать миллионером". Все великие дела начинаются со слов "Ну х[рен] с ним, давай попробуем..." Муж и жена составили список из 5 человек, с которыми им разрешено переспать‚ если у них когда-нибудь появится такая возможность. Она выбрала: Брэда Питта, Криса Хемсворта, Дэвида Бекхэма, Ченнинга Татума и Брэдли Купера. Он выбрал: её сестру, её двоюродную сестру, её лучшую подругу, их соседку и учительницу их сына. Мужчины такие простые. Если бы Н. А. Некрасов написал поэму "Кому на Руси жить хорошо?" сейчас, ее бы никто не стал читать, потому что эти рожи и так каждый день показывают по телевизору. — Задержанный, место рождения? — Пишите Казахстан! — А точнее? — Все менты пишут просто: Казахстан. — Ты это, ещё меня тут будешь учить???!!! — Пишите: Кармакшинський район Кызылординской области село Яникурган! — Так и запишем... Казахстан... Заметил, что у большинства россиян нет уверенности в завтрашнем дне: В самом деле, какое оно будет — завтрашнее дно? anekdotov.net
-
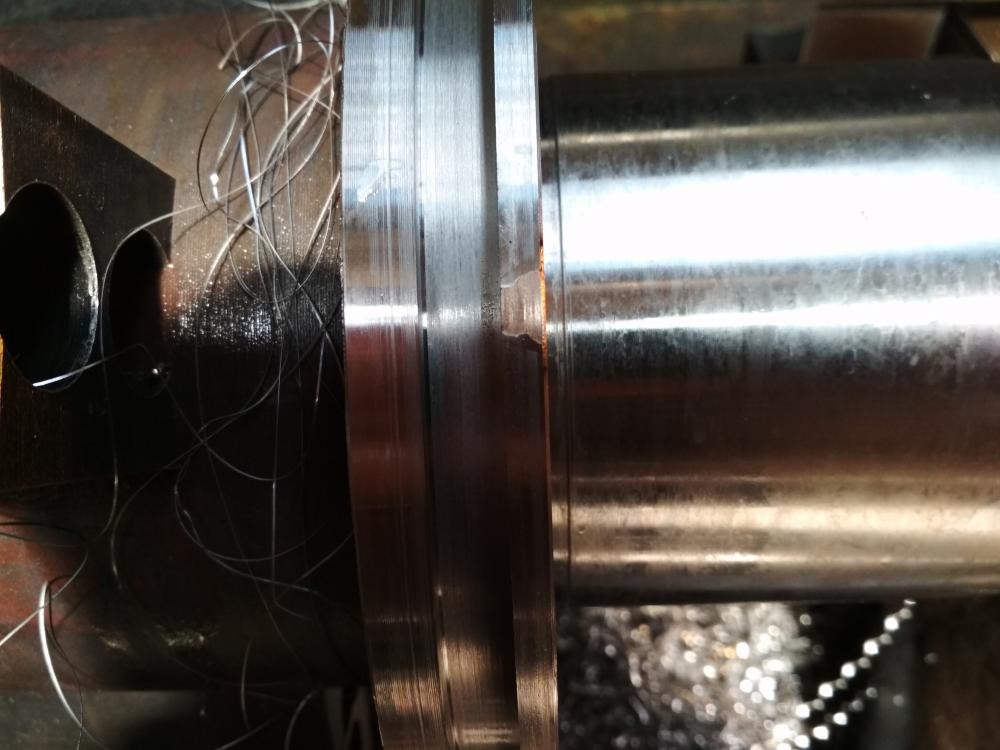
Поршень ф225,ст 40х. Черновая токарная и термообработка(улучшение) - возникла трещина, довольно глубокая, обнаружена при чистовой. Повторить всю феншуйную канитель смысла нет - потом не уложимся в размер( часть чистовой уже выполнена). Сварка без подогрева мнжкт. Глубина трещины 6-7мм. Разделку пришлось делать пошире, но не настолько, как она выглядит на снимках ( это вышло по объективным для меня причинам: аппарат ВД 306 и светофильтр стал открылся, ток 110а, масса детали примерно 40кг.). Довольно часто приходиться наплавлять металл(ст 40Х, ст45) уже на финишной обработке, допустим, при расточных работах( деталь обрабатывается с одной установки -снимать нельзя). Можно той же ст 18-9, но потом можно несколько дней убить на обработку, особенно при расточке на длинном вылете. Можно 08Г2С .., но это уже под абразив. На снимках четко видна подкаленная полоса металла, прядка 0,8 - 1мм (местами больше). В этом случае проточку удалось выполнить быстро (станки ЧПУ) . Резец Т5К10 с измененным углом заточки - снизить ударную нагрузку. Это один из приемлемых вариантов восстановления. В этом случае гарантирую работоспособность поршня.
-
Встречает Серый Волк Красную Шапочку и говорит: — Ну, ты сама понимаешь: у тебя есть два варианта. — Какие? — Ну... Либо слияние... либо поглощение. Созрел адский план: поливать лужи, которые остаются за котом, валерианкой. Пусть тоже мучается, с@ка шерстяная. Терпит крушение вертолет Путина где-то в Сибири. Выживает только Путин, но он ранен. Его находит местный житель погружает в телегу и едет лечить. Диалог между ними: — Долго до больницы? — Полдня пути до ближайшего города с больницей. — А побыстрее можно доехать? — Никак. Дороги размыло. Так что даже день добираться будем. — А местных больниц нет? — Нет. Была одна. Да только закрыли её из-за недостатка финансирования. Теперь вот ездим в город. — Чёрт возьми, да как вы тут живете? — Хорошо живём. Вот сейчас домой вас дотащу, включу вам первый канал сами увидите. Как заставить толпу детей в возрасте от пяти до восьми лет замолчать примерно на полторы минуты, заставив уйти в состояние глубокой задумчивости? Аниматор в местном ТЦ продемонстрировал мастер-класс, задав детям всего один вопрос: — КАК ЗВАЛИ КОЛОБКА?! Все, тишина была обеспечена! anekdotov.net Новый Чаппи со вкусом академика Павлова. Для собак, которые помнят... ➡ Источник: https://publizist.ru/blogs/115058/40293/-
-
Умер старый богатый еврей. Вся семья собралась у нотариуса, чтобы узнать завещание. Нотариус читает: — Я, Лахман Исаак Давидович, находясь в здравом уме и твердой памяти, все деньги потратил перед смертью. Сдается мне, что скоро бомж с советским школьным образованием будет умнее, чем нынешние выпускники кучи институтов. — Ну, дочь, представь нам своего избранника. — Это Адик, модный шиномонтажье. Совет психолога. Лучший способ успокоить нервы после семейного скандала — поточить кухонные ножи. И в домашнем хозяйстве порядок, и жена начинает несмело улыбаться! А совесть в курсе? – Совесть в доле. anekdotov.net
-
.. и КВА сразу стало на душе легче от захватывающей перспективы..)
-
Такая горелка -вещь страшная)..без опыта сразу расплавит радиатор. Уж лучше в какой -нибудь металлической ванне воду нагреть градусов до 90С и поместить туда радиатор.
-
И в чем же причина? ..., а если рН -метрические характеристики содержимого в пределах 7 ?... и чем 316 будет лучше 304 в данном случае?
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Константин Львович Эрнст сел в такси. — Останкино! — бросил он таксисту. — Три тысячи! — таксист, несомненно узнал пассажира. — А что так дорого? — для порядка возмутился Эрнст. — Прайм-тайм. — развел руками таксист — Пробки повсюду. — Договорились. Поехали — Эрнст торопился. — Спонсор сегодняшней поездки — Константин Эрнст! — торжественно произнес таксист — А моя супруга пьет нескафе-классик. Искушение вкусом! — Мы поедем или нет? — Поедем! Шкода — лучший автомобиль! Почувствуйте удовольствие от поездки на шкоде! Пассажиры и автомобиль застрахованы компанией РОСНО! — Мы поедем сегодня или нет? — Вот теперь — поехали. — тронулся с места таксист. Однако через метров двести машина опять остановилась. — Медленная безопасная езда! На первой передаче! Скоро! На первой! Я напряженно работаю. Питаюсь всухомятку. А это очень вредно! И теперь, для того чтобы убить легкий голод — у меня есть даниссимо!!! Даниссимо — и пусть пассажир подождет!! — Вы издеветесь надо мной? — Что вы? Сейчас поедем! — чавкал водитель — И все это мы запьем активией от Данон!! Поможем желудку! В животе ураган — принимай эспумезан!! — Я тороплюсь — вы понимаете это или нет? — чуть не плакал Эрнст — Мне на работу надо!!! — Я тоже хотел вчера не в полночь, а в восемь вечера бокс посмотреть! И посмотреть бокс весь!! Без перерывов на твою долбаную рекламу!!! Поэтому сядь и сиди!!! Поедем! Скоро!! На первой!!!https://www.anekdot.ru/id/198533/
-
— Милая, иди сюда. Потрогай его, не бойся, чувствуешь какой он твердый? — Да.. — Вот, сколько раз тебе говорить, не оставляй хлеб открытым! - Привет, милый! Что делаешь? - Кино смотрю. - Опять, гадость какую-то?! - Нет! Мелодраму... Немецкую... О бедной девушке, у которой в ванной сорвало кран и о пришедших ей на помощь четырёх сантехниках. Смотришь на страшных баб, у которых есть мужики, а у тебя нет. И тут два варианта: либо ты недостаточно страшная, либо еще страшнее, чем эти. -Как же я ЛЮБЛЮ тебя! -прошептал он нежно проведя рукой по упругой коже сиденья своей Audi... "Репка" в кратком пересказе: — Ы–ы–ы! — Ы–ы–ы–ы! — Ы–ы–ы–ы–ы! — Ы–ы–ы–ы–ы–ы! — Ы–ы–ы–ы–ы–ы–ы! – Чпок! Выпила на ночь валерьянки — всю ночь снились поцелуи с каким-то усатым мужиком. В следующий раз перед валерьянкой выкину кота из спальни.https://веселун.рф/anekdoty/6
-
Вы полагаете, что об этом никто не догадывается, кроме вас?... и зачем было снято усиление.
-
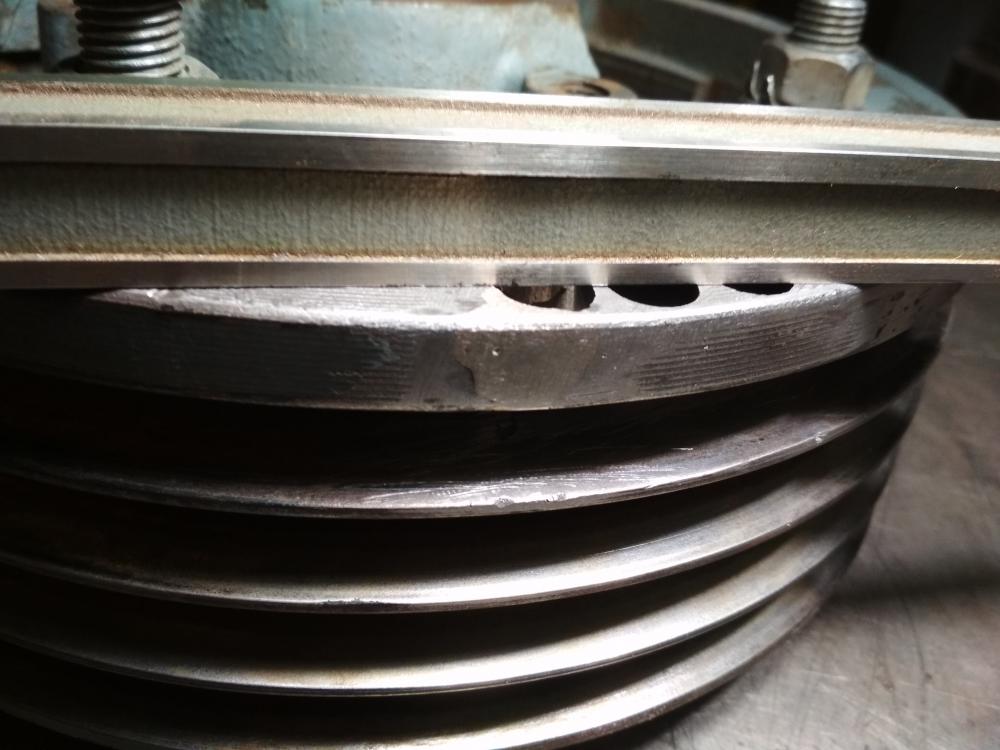
Нет, не проще. Профиль канавки имеет определенный допуск размера, скажем, о,3 - 0,5мм и незначительную сумму отклонений от размера. Так что будьте осторожнее с проточками.
-
Шкив комбайна. Требуется довольно точная подгонка.
- 1 073 ответа
-
- 14
-