Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@круазик, Что там не так? ..и что это такое?
-
 На это и рассчитано. А как я настраиваю ПДГО 510 ) и ВС 600...ступенчатая настройка подачи и напряжения...и ручки не подписаны.
На это и рассчитано. А как я настраиваю ПДГО 510 ) и ВС 600...ступенчатая настройка подачи и напряжения...и ручки не подписаны. -
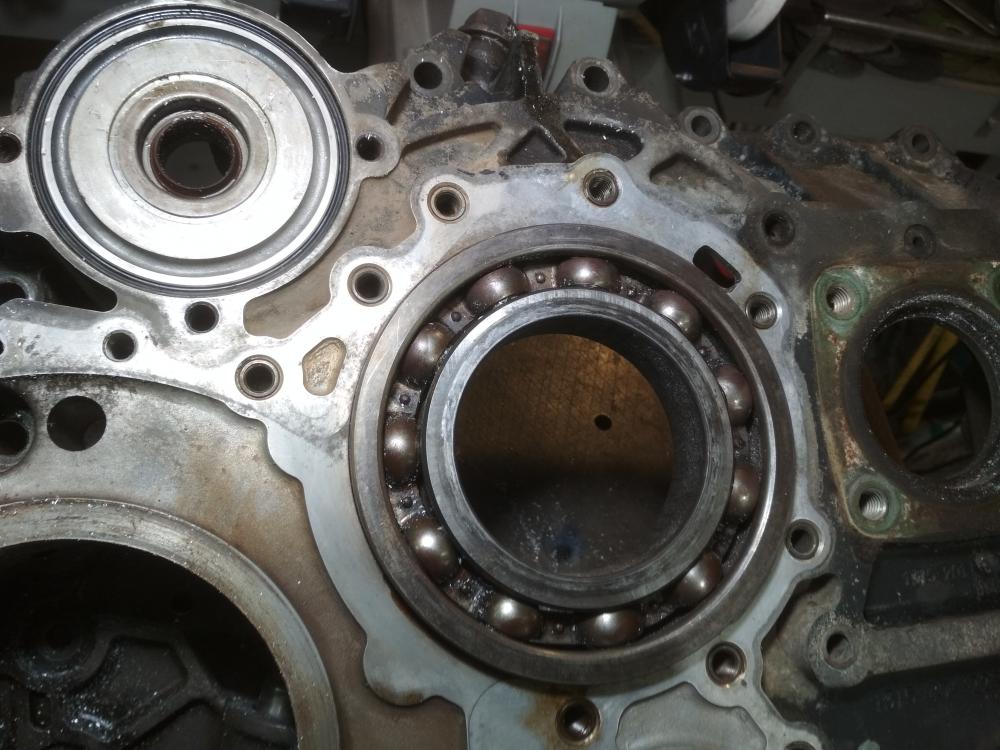
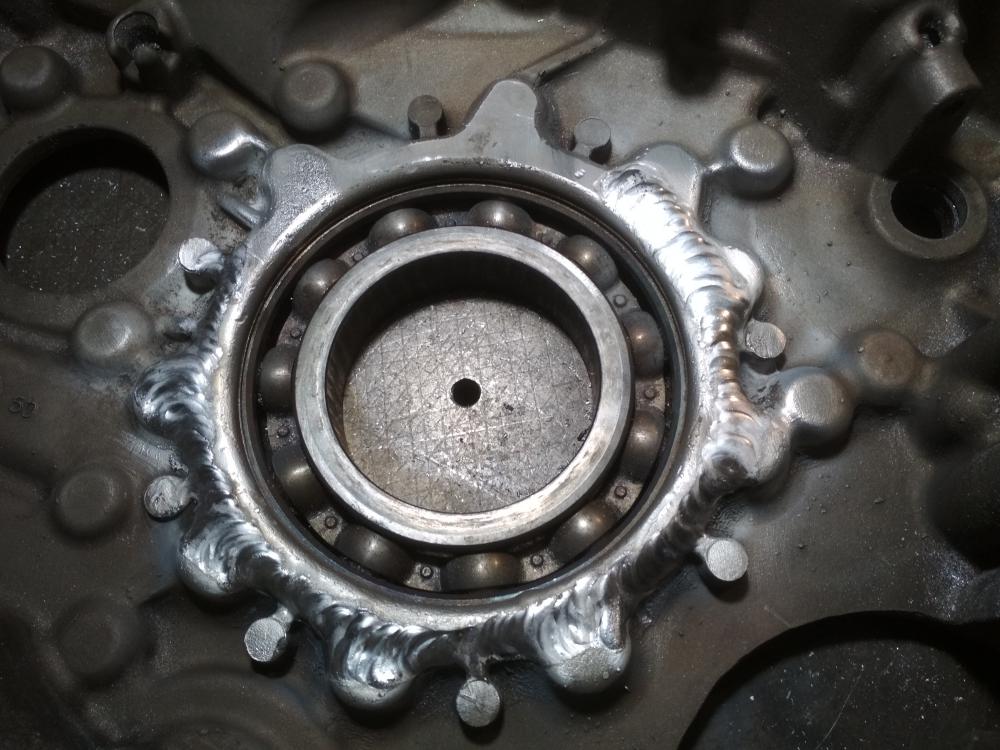
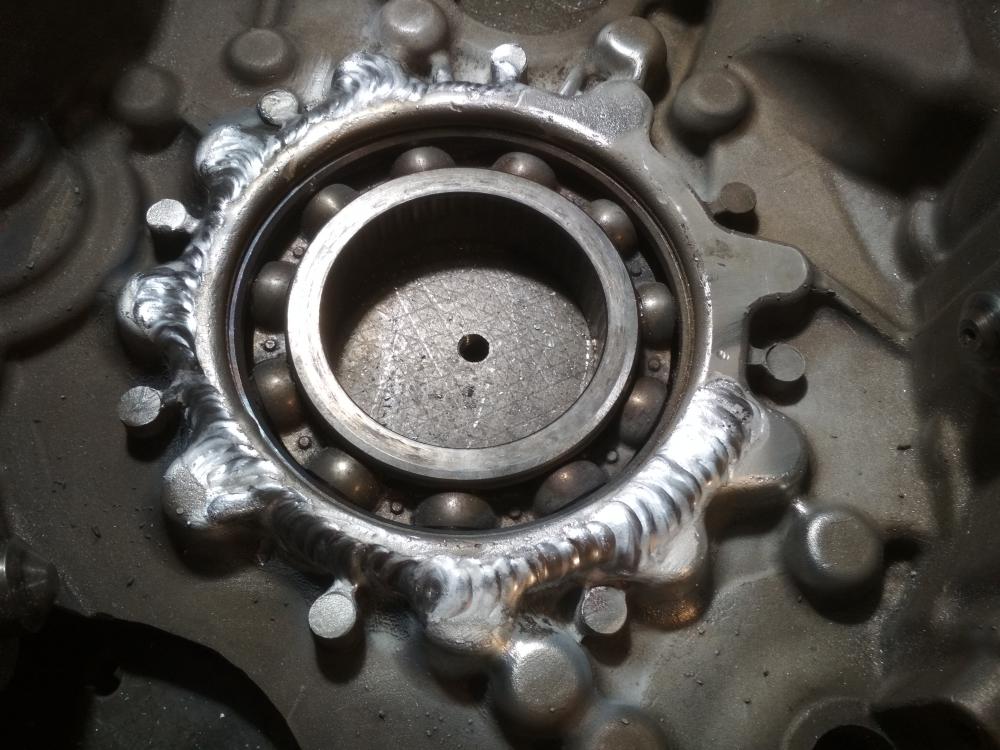
Крышка коробки Рено магнум .Удар,Трещина на три четверти диаметра.Диаметр подшипника 160мм. Посадочное место в принципе не повреждено.Было осевое смещение,судя по характеру трещины.По сути,оторван ограничитель продольного хода подшипника -назову его так.Естественно,подогрев и в два прохода.

-
Сила тока определяется скоростью подачи и вылетом проволоки ,ее диаметром и составом ,защитным газом и полярностью.Логичнее в настройках ориентироваться на скорость подачи проволоки.Настраивать по силе тока можно,но не очень точно,мягко говоря.
-
Температура 350С -это температура наиболее характерная для мартенситного превращения большинства закаливающихся конструкционных сталей.Давайте рассчитаем температуру подогрева для сварки ст.35ХМЛ толщиной 10мм. Для этого вычисляется химический эквивалент углерода,определяется размерный эквивалент углерода и находим полный эквивалент углерода путем сложения химического и размерного эквивалентов.Далее,как уже сказано,350С темппература мартенситного превращения.Ее умножить на корень квадратный из полного эквивалента углерода минус 0,25(0,25 -это предельное содержание углерода не оказывающее влияния на закаливаемость стали) .Если произведете вычисления,то получите температуру подогрева 200С. Для чего нужен подогрев.Подогрев обеспечивает снижения скорости охлаждения металла,что влияет на образование конечных структур.Если скорость охлаждения обеспечивает образование 25-30% мартенсита в околошовной зоне,то трещины образовываться не будут.Предварительный подогрев снижает количество мартенсита,но не исключает его образования .Также предварительный подогрев снижает скорость нарастания деформаций. Если интересует инструкции по сварке труб из теплоустойчивых сталей,то можно посмотреть РД Газпрома по технологии сварки технологический трубопроводов КС из теплоустойчивых и высоколегированных сталей.http://yandex.ru/clck/jsredir?bu=8iy7&from=yandex.ru%3Bsearch%2F%3Bweb%3B%3B&text=&etext=3128.yWLVS_G1ymQ4HZkVHYHIc5jCk9tD1lrxlSZllqQWRGsJaNOxe4l8x3GnngHS1QrZq5P6NZP_D80D2aGSTl4wliM63Si-XncZQ-dlKK58CQPoMHLoazvEXjJHAEkm93Wt.9a0e7f442b11a7284392e5a58fb20c5701bda29e&uuid=&state=PEtFfuTeVD5kpHnK9lio9dFa2ePbDzX7kDTG1R8Zf0ARBi8_2I6jPgTRYybhxriMEZK5yuDjTkooMW_xq4etHC-eslvs5mdMUT-s8yI3xp8,&&cst=AiuY0DBWFJ4EhnbxqmjDhWov6QaQr29ZrMPbeA3yK0Rs5eWzObDnO-aO0j42K1w3z_OoPs7PA_RL885mfnc8Cma10oPOOZgap16c4qSMGTraFrSLEh9ZwzfAjo2aXIvDUDz0VmNwir0zmg1760z6a5-OU41MFBOKUNG_06SrhnS9v-BddaCMWwFpcxIO6Bcp_KTuCHTuze-cxVgVtH8dpLoTKPObjK8M5CS3dtqUWgnfmfbPZmCN6B9Di7Z4wfSRoSUZucFgQ8B6irIBMhizj9ffe1qJH7T5Qt0-iiU-yEH8lff4sPkREKU7XJgg4XulDOB-HwxY6BtsOXg2djSzFAVP9f0G5tn7BaAIhtrKSgKhYNlpCgLRMaYBrBfJZ52Q7G8amPSUATQRuF4bUmZbZAELffGf8CPgLvWsg6RzfdG2OPBNkci603_kHClHu7H362UWGGzi-f5nF99ArX4wmbxBW2XLATQYHhTtChKWdH-5HJ2pXE-uiDnlT5WORzONrTcJfsj6eUSsqasYVf21XikxOiinGfZtca8K3DoMgBshO5YvlPKlCcXSv6pQXg5Qzgd4M6xtA2b9GUpqT2czJhapO5GW9YN9x-TtzRWphg6NsqorI1kojr39XbRp45nJsMcfJ2GWQ-Yuv39yqKxz0pENaiwjbKQzKENSKfSMTxxW8IJktRHJFlJvFhgD1ycJJEN03WSIUaR7-LChrL7jDMWlXPxz3dN5ku4i3d03aSd7gPO-DtU38nHHZS24r7hpTvF3YpwHnEl26CccXxGWgk3FMO5gSXOcDdKh4FG8pTmQc7-WtvdEiY5ausBKG6EBPp5LS_Tm1SlM1ef_WXFDxb6mE6q5T-FH2UtmpXNsKsrk0vlonYGlmRZZq4FBxje77BX-sjk3dU7_YCZ35y2ha7JgKr5RruMt2N_LIOjuQHzs6_V2m56JXUdJQzJt0s1onBbJdFaP9qZH7etIBTuIotnAvYlPTcTv&data=UlNrNmk5WktYejR0eWJFYk1Ldmtxai0yZy1FQWJoSl9sZ3FsT0NoR0FSeTR5YlRmbVFkbWZIWEd2Vl9DUGJXZ2tzSXdvQldRQ1owbllPWC05R3daWFRCMHU2dmxva3h4TXF1UjA0RTdxRUJvelp4b2x0c2lpOUNyTTVGS3UzYVZVem9iTDM2NDdWb3p1dmRBTTVfVkZnLCw,&sign=6173b0d47c84985de0d38e3f827f518f&keyno=0&b64e=2&ref=orjY4mGPRjk5boDnW0uvlrrd71vZw9kpVBUyA8nmgRH5pjAsQ9jusnb2RSIj22hu5qcw1R_Sp6sPFW1P1RDXvsWxQFLfz6c837VvZgb-wq-d6bP1xX3y4ziCm3jjDj1uOPoAXkFxdyWeAusSEslXt1e62-VEyBGHSBz9Fp8YXshQjjhHI3Ndc4ZFJrPViHNS500jMQOBRUz263DbOPhAU2BmOQj8qEd0hj3svTzhA0-mfNMoppBimhJuXU7gu3CNHvg9dqls3cAT30NtAI21j647IaExEocQWlM4dLGNf7RnRbg_PTn9sBi2IjhV_Qryst785TuUtm6AEi48mu43RQ,,&l10n=ru&rp=1&cts=1563984790706&mc=3.084962500721156&hdtime=8047
-
Хороший вопрос.Если цена названа,то она должна такой и остаться,несмотря на дополнительные затраты,которые выявляются в ходе работ- это вещи принципиальные..Сварка,как таковая,затруднений не вызывает,но много времени уходит на слесарные операции и это надо учитывать,хотя бы постараться учесть. А, как правило,сначала оцениваешь сложность сварочных работ и их стоимость,а остальное упускается из виду как незначительное..
-
Бойлер автомата по продаже кофе.Вопрос не столько в сварке,сколько в ценообразовании.Довольно трудоемкая штука при кажущейся простоте.Горловину пришлось гнуть из полосы.Все-таки такие изделия надо оценивать по затраченному времени.Навскидку цену называть не стоит... Одно из следствий закона Мерфи: Всякая работа требует больше времени,чем вы думаете.
-
Была там трубка.По согласованию с заказчиком -заглушил.Полагаю,что они знают,что делают,а если не знают,то это их проблемы.Я от них требую конкретики - что вы хотите? То-то и то-то.Хорошо,будет сделано именно то,что вы сказали.
-
Да. Это 130 зил.
-
"Модернизация" радиатора ЗИЛ. Надо заглушить крышку и впаять трубку ф35 в нижний бачок.Была под рукой нержавеющая труба нужного диаметра.Облицовка МНЖКТ и пайка.
-
Сопутствующий и полесварочный подогрев должен осуществляться несколько часов после сварки для завершения структурных превращений и удаления диффузионного водорода. Это касается нетермообработанных сварных соединений в ряде случаев.Температура подогрева будет зависеть от хим.состава и толщины металла,к примеру: 12ХМ до 200С. 15Х5МФ до 400С. Основной вид термообработки - высокий отпуск сразу после сварки.Температура 700-750С,время выдержки 60-180минут в зависимости от толщины и хим.состава. Высокий отпуск может полностью устранить опасность возникновения холодных трещин.
-
Это в порядке товарищеской критики)
-
Это характеризуется одним словом - аляповатость.
-
Как там - Ворота с элементами "ковки"? Эта "ковка" лучше бы смотрелась на воротах крематория...трагизма было бы больше...красненькое с черненьким и золотистыми завитушками.
-
Негерметично бутылка прилегает к патрубку ?...или давлением срывает ?Хомутом ее..
-
В какую сторону хренение было ...мало или много?
-
Можно и резиновыми патрубками,но в этом случае есть преимущество -универсальность.Все-таки удобнее взять пластиковую бутылку,разрезать пополам,феном закрепить и опрессовать.Миротворец в свое время говорил об этом ...думаю,что это очень хороший вариант.
-
@круазик, Можно и так,но нужно основательно подойти к делу)
-
Необходимая для опрессовки вещь.
-
@midtower, Это выдержка из статьи в журнале "Автоматическая сварка" 5/2013.Если есть желание,то можете поспорить с институтом Патона. ИНДУЦИРОВАННЫЕ ВОДОРОДОМ ХОЛОДНЫЕ ТРЕЩИНЫ В СВАРНЫХ СОЕДИНЕНИЯХ ВЫСОКОПРОЧНЫХНИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ (Обзор)И. К. ПОХОДНЯ, А. В. ИГНАТЕНКО, А. П. ПАЛЬЦЕВИЧ, В. С. СИНЮКИЭС им. Е. О. Патона НАНУ. 03680, г. Киев-150, ул. Боженко, 11 E-mail: office@paton.kiev.ua
-
@Lex86, Согласуйте параметры с европейскими партнерами, опираясь на наш стандарт.Если внесут коррективы,то учтите их.
-
@Lex86, https://docviewer.yandex.ru/view/40127518/?page=1&*=KB32skEFhoqWekxvo7YGVy7yVVN7InVybCI6Imh0dHBzOi8vbWVnYW5vcm0ucnUvRGF0YTIvMS80MjkzODI2LzQyOTM4MjY3NzQucGRmIiwidGl0bGUiOiI0MjkzODI2Nzc0LnBkZiIsIm5vaWZyYW1lIjp0cnVlLCJ1aWQiOiI0MDEyNzUxOCIsInRzIjoxNTYzMjE2MTIzNzMxLCJ5dSI6IjQzNDY4NTcyNDE1MzM5MTkzMjEiLCJzZXJwUGFyYW1zIjoibGFuZz1ydSZ0bT0xNTYzMjE1ODc5JnRsZD1ydSZuYW1lPTQyOTM4MjY3NzQucGRmJnRleHQ9JUQxJTgxJUQwJUJFJUQwJUJFJUQxJTgyJUQwJUIyJUQwJUI1JUQxJTgyJUQxJTgxJUQxJTgyJUQwJUIyJUQwJUI4JUQwJUI1KyVEMCVCMyVEMCVCRSVEMSU4MSVEMSU4MislRDAlQjgraXNvKyVEMCVCRCVEMCVCMCslRDElODElRDAlQjIlRDAlQjAlRDElODAlRDAlQkQlRDElOEIlRDAlQjUrJUQxJTgxJUQwJUJFJUQwJUI1JUQwJUI0JUQwJUI4JUQwJUJEJUQwJUI1JUQwJUJEJUQwJUI4JUQxJThGJnVybD1odHRwcyUzQS8vbWVnYW5vcm0ucnUvRGF0YTIvMS80MjkzODI2LzQyOTM4MjY3NzQucGRmJmxyPTM1Jm1pbWU9cGRmJmwxMG49cnUmc2lnbj0wY2RkZjdjZGVjYzQxMDZhZTEwZTFhN2ZkNDQwMGU2YyZrZXlubz0wIn0%3D&lang=ru http://docs.cntd.ru/document/1200144941