AKeeper
-
Постов
897 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент AKeeper
-
Да тут скорее речь не о том, что можно или нельзя. Тут долбить и менять... Ну или фокусника с магом-чародеем приглашать...)))
-
@ЛехаКолыма,08ГС2 1мм
-
IVECO, ступичная часть заднего моста, износ шлицевой планетарной шестерни. Как просили, так и сделал.

-
что-то на чугун "поперло"... распредвал от "БМВэтора", дорогой как толерантность Европы...))) Захожу в стоймаг, а там молоток кровельщика на 600гр. Думаю надо брать, как раз у него носик загнутый, самое то для проковки. Кончик оплавил и быстро в снег... Работает на ура.
-
Часто бываю на выезде по тиг сварке - перила. Так чтоб не тоскать кучу электродов и затачной станок. Точу электрод наждачкой на липучке, накладывают прям на отрезной диск для жесткости.
- 2 243 ответа
-
- 13
-

-
Да нет их особенно....
-
идея неплохая для будущей обработки, да и меньше напряжений будет... у нас один есть и тот на стороне... Беда прям с этим. Сегодня хозяин ГБЦ отвез к фрезеровщику, кое-как его уговорил на обработку, говорит выбросить ее и все тут.... Там говорит после сварки ее не обработать... ну блин матерый фрезер еще с времен СССР...)))
-
Очередная работа...
- 628 ответов
-
- 17
-
-
- технологии
- схемы
- (и ещё 3 )
-
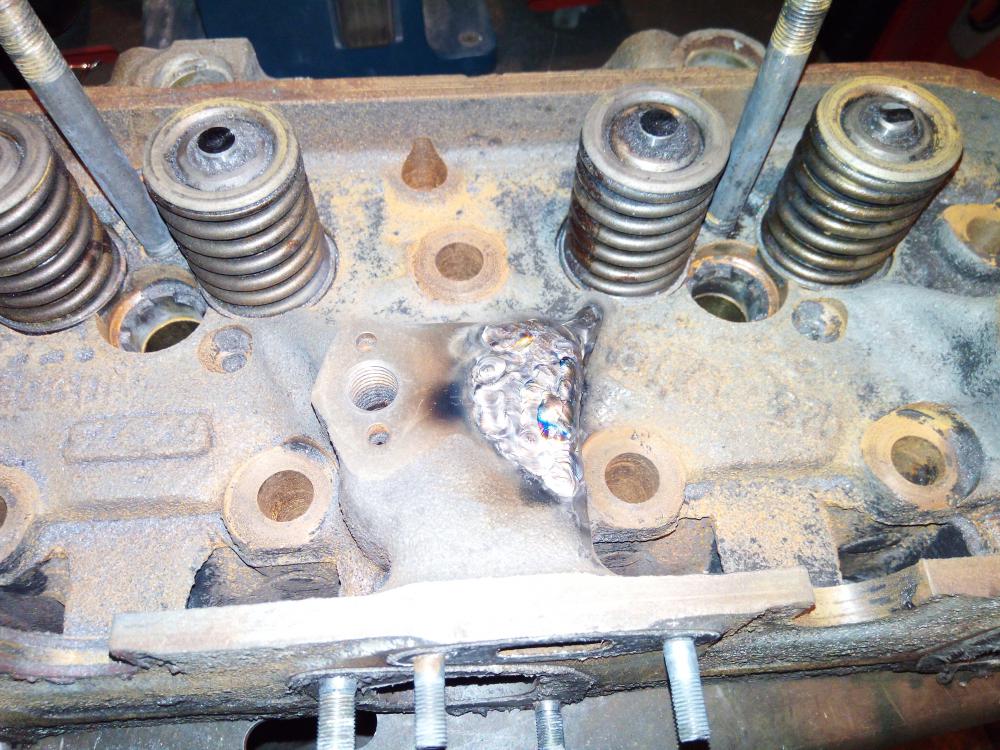
Опыт, вещь бесценная... Хороший знакомый, но денег пока не взял хотя сумма оговорена... Работу по наплавке чугуна, хоть и не часто, но делал. А тут содержание углерода значительное. Чтобы описать насколько, в голове только один понятный пример. Чугун это кусок льда, а дуга это тонкая струя горячей воды... Получилось наплавить только на спаде. Как говорил vnuk "разогреваю(катаю) яичко " и на спаде тока захватываю нетронутый чугун. Только так и получилось. НО! После нескольких слоев в голове пришло осознание того, что получается кусок концентрации напряжения... Работой не доволен. Пока не хватает опыта по работе с чугуном. Хозяин предупрежден о последствиях и рисках.
-
Вот и фото...
-
@wazzya, у вас это тренировочный материал или законченное изделие? Почему не зарезать профиль под 45° градусов и поиметь более надёжную конструкцию даже при плохих швах. Зачем "вешать" всю нагрузку на одну полку профиля...
-
 Тоже самое было на лексусе. Понял, что полная засада - сразу вернул...
Тоже самое было на лексусе. Понял, что полная засада - сразу вернул... -
фото позже, когда отмоют...
-
@krech, я это все к чему... в целях экономии панча. механические свойства от такого "бутерброда" не изменятся?
-
@krech, площадка на мазовской гбц , под кронштейн коромысла толкателя
-
Есть задача наплавить объемное количество металла на чугуне, отломанная площадка с резьбой... Мыслю в следующем направлении - вначале наложить панчем, а затем 08ГС2.. Как такой "бутерброд"?
-
Правильное решение, молодежь поддерживать надо! Вы на фото гляньте, а так хоть робу новую получат! Высококачественный продукт!
-
Ответьте на мой вопрос пожалуйста!
-
@Серега_Z,я бы меньше 8-9 не стал бы брать. Вы знакомы с полировкой и сверлением нержавейки? Тогда подсчитайте сколько расходных материалов уйдет только на шлифовку, а если шлифовать внутренние углы, то диск одного номера скотч-брайта стоит 1т.р.
-
https://youtu.be/9mlfTDwCC-o Я так и не понял, "пила" на схеме, это вид сверху или сбоку?
-
так и надо варить, не отрываясь...Честно сказать вы запостили не в ту тему, вам бы сварка для начинающих, там бы почитать - посмотреть...
-
@Geradot,ну это просто непроваренные швы. Электроды 2,5мм , а сварочный ток 100А и непроваренные - тут кто-то "свистит", либо аппарат либо его хозяин! А так скорее всего быстро ведёте, вначале и в конце все же нормально, а вот середину боитесь провалить...
-
Вот крышка от ямахи. Серые вкрапления по периметру шва это гуляние дуги. Я не говорил, что как-то по другому варится, но дуга с таким фейерверком идет что ууу... Концентрация дуги как бы отсутствует - это на фото было 130Гц
- 3 328 ответов
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
так тут еще проще... Сначало отвод на горизонтальную трубу, затем к отводу катушку, но катушку размером между двух труб (горизонтальная и наклонная). И потом делаете наклон катушки перпендикулярно поручню уходящему вниз, далее фиксируете в этом положении. Потом второй отвод(нижний) прикладываешь сверху для разметки сначало отвода( если это необходимо), а после подреза отвода размечаешь на трубе... Как резать ровно трубу думаю сами знаете... Понятно, что на сложных участках всегда есть место подгонки, без этого никак!
- 628 ответов
-
- 1
-
-
- технологии
- схемы
- (и ещё 3 )
-
магний