selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Сергей , ну вы нам готовое показали и пластиковые направляющие уже на месте, а хотелось бы швы посмотреть . На канал подписался и сегодня усе посмотрю Сергей да чо тут руку набивать , у него "капельный процесс" и рука не поможет так как стабильности нет в нем и отсель швы с "холмами" , но человек почему то "подсел" на сие и пока его не кто не переубедил .
-
Ну не знаю что у вас за производительность с малой подачей проволоки , и вот посмотри что получается и без перевода все прекрасно видно . Нам бы что то показали , а пока только одни разговоры .
-
Ну я исходил из качества , а катет это так скажем отвлеченная величина и она меняется при одних и тех же настройках даже от движения горелки . Вот катет немцы обозначают от настройки , но даже они признают и сколь раз на выставке говорено ими , что этот параметр ориентировочный и боле не чего , а о десятках думаю разговора вообще не может быть и сварщик их ловить не будет (не робот) он просто будет выполнять свою работу со своим подчерком , иначе бы все сварщики были как на подбор, "на одно лицо " .
-
мОЖЕТ сие и так , но многое от самого аппарата зависит , а еще больше от рук и мыслей сварщика . Да что бы и не прожечь и чтобы комфортнее сварщику варить было , а иначе зачем тогда на аппарате "широчайшие настройки" и тогда простейший Тельвин пойдет там две настройки по напряжению МИН и МАХ.+подача и тут хоть плавную сделали , но все равно отстой полнейший мОЖНО и 08 с разделкой и прочим но напряжение и подача должны все таки по максимуму для 08 выставлены и это где то по току 160-200А . Вот видел обратную ситуацию , то есть варили довольно толстое , но были детальки и из тонкого примерно 1.5мм -2мм , так вот не чего не меняя с проволокой 1.4мм сварные приваривали и их но просто движение горелкой было ускорено в разы . Ну и вот не достаток напряжение-подачи или току как хотите назовите и что мы видим , попросили поправить сие дело так как прицепное таскает довольно большой и тяжелый прицеп да еще дорога не короткая от МО до Абхазии и назад . И вот теперь исправленное ,часть исправленного так как полностью не фоткал с правильным напряжением+ подача, и есть разница???







-
Другие факторы понятны и с ними в какой то мере согласен и я (дуга не касается основного металла не посредственно и только через наловленное присадком и т.д.) , но вот это и как ? Вот здесь как раз от всего и напряжения и подачи зависит , и по вашему выходит немцы зря старались с синергией да и без нее тоже самое приходиться настраивать и иначе не как . И вот смотрите малая подача + меньше напряжение и толщина свариваемого!!!, правду проволочка CuSi3 и просто фотки с чернягой малоамперной не нашлось , но тенденция точь в точь такая же .





-
Должон и в без импульсном варить в том числе и черный металл, скорее где то есть переключатель . Вот подающие раньше лучше было типа "Изоплан"


-
Да думаю все просто
-
Ну человек , похоже вообще "мистер инкогнито" , что варит не известно , ПА тоже не известен , профиль не доступен , и вот я предполагаю что он много знает , а нам так для "развлечения" лапшу на уши вешает и потом читает нашу реакцию , как то так .
-
Подачи у вас маленькие и отсель напряжение много не накрутишь, и какие толщины сим варите . Подача и напряжение повязано одной веревочкой , не небольшая свобода есть для "хорошей сварки" , остальные отклонения не желательны и на качество в худшую сторону влияют .
-
И ПА варили и не все ТИГ , но ясень пень что не в СО , но были применены самые самые на тот момент технологии да и ПА были советские специально созданные для этого, и импульс на всех металлах работает с правильном газом или смесью .
-
А кто сказал что в СССР массово не применялось???,,,,, применялось и еще как " Золотую рыбку" чем варили ? и не только ее , многое что делали , а вот американцы от сего отказались в те времена. Ну и хорошо , в СССР тоже изучали но не все , а те кто работал в ВПК ,,,,, ну время такое было .
-
Мда! .. и полы теплые как в лучших домах Лондона
-
Вот только возвышается заплатка и конечно не чего страшного , но вот же умудрились чем то протереть более компактное что было и интерес надо такую " черную дыру" протереть и не ужели не видели? Ну конечно если устранят чем терло то все будет хорошо .
-
А....а если Буйный!!! товарисч
-
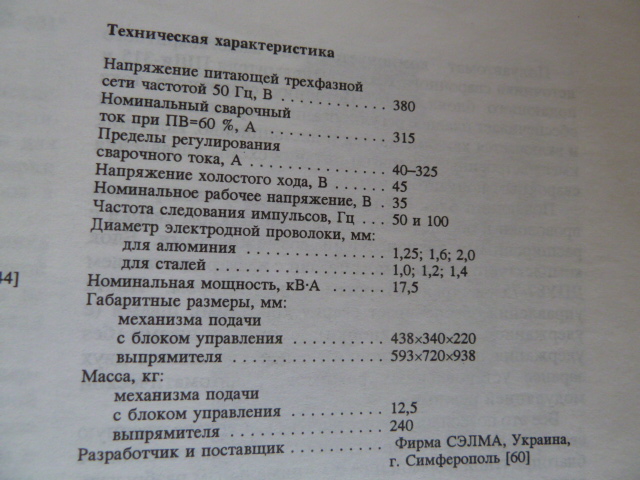
Я же выложил листочек из советской книги и тогды "напраслину " не писали , а это значит что усе было придумано давно до Линкольна и остальных и уже не буду выкладывать импульс приставочку СССР, так как многократно сие делал
-
Сергей , в принципе с тобой согласен , но вот в советских книгах есть и такое . Подозреваю что просто надо в СО более мощный импульс и может формы "экзотической"
-
Начнем будни с прошлой недели и не со сварки . Три дня метель была во второй самая-самая , в общем поработали в сласть мышцы поразмяли и вес чуток убрали, впрочем он почти в норме . Началось все вечером А утром Ну и сегодня - ювелирка Улитка от Мерседес-спринтер , что то влетело в нее и буртик на коей опирается резиновое уплотнительное колечко от части снесло . Поправили Форсаж рулит , впрочем больше для ТИГ у меня и нет не чего . Подогрели до 90г и все прошло как надо и поехала улитка в токарку Хе , румыны нынче делают для немца . из нутрей тоже прошлись-подровняли



















- 3 962 ответа
-
- 22
-

-
Александр с твоего позволения добавлю наглядное пособие
-
Возможно , возможно и главное что бы аппарат то есть его динамика отработала на урА. Вот это не есть хорошо и это я про закипание . Вот видео и как раз о переносе и настройке на капельный перенос , да пожалуй можно настроиться и вот раньше трансформаторные ПА в сим режиме очень плохо работали по ходу динамические свойства дуги у них пониже . Титры включите + перевод и боле менее усе понятно становиться , правда в дюймах но можно и в мм перевести , кстати проволочка 003 то есть 08мм по нашему , ну и смесь опять таки 75х25 .
-
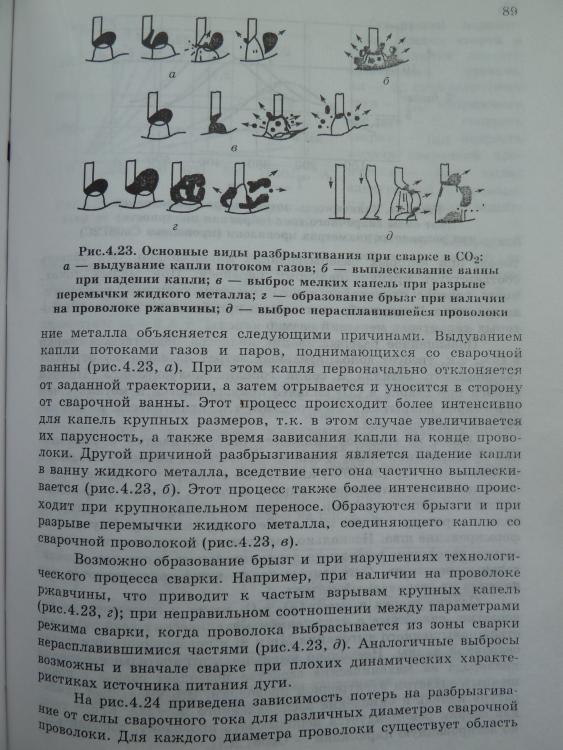
Вот вы подсели на крупнокапельный , а вы знаете что это такое в смысле сварки и это только у американца на видео боле менее и один раз можно для видео. В остальных случаях это мучение для сварщика , отвратительный шов и т.д. , поясню крупнокапельный процесс сопровождается обильными и крупными брызгами и это еще не главное , а главное что капля может улететь куды угодно , одна в ванну , другая мимо ее , третья вообще в зад шва .
-
Ну на первом видео все таки есть отличие спрея от КЗ , ну и на втором видео дуга "зажата" разделкой и ясно что процесс там жарче . Вот даже вылет проволоки влияет на проплавление . Ну и сейчас многое решается сварочным аппаратом и заложенное в него ПО . Вот почитайте и есть интересное у них , в прочем все интересно . http://технотрон.рф/ru/about/stati/

-
Вот весна будет, май месяц сгоняю в Монино и пофоткаю там уйма чего интересного , мне 10км и я там . https://yandex.ru/images/search?text=музей%20авиации%20в%20монино%20официальный%20сайт%20график%20работы&stype=image&lr=120082&source=wiz
-
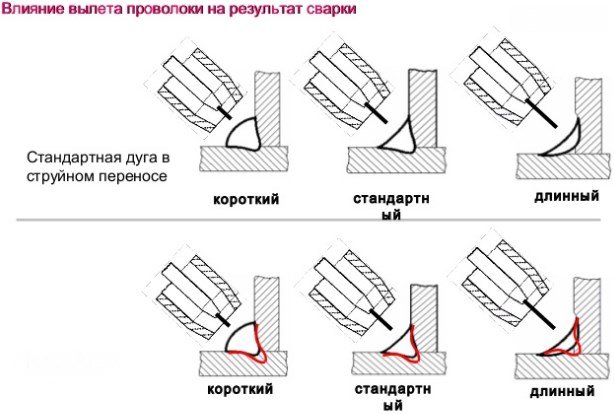
Ну если проволока подается стабильно и хотя бы есть некий ее вылет даже в 1мм то не привариться ,,, приваривается когда не достаточна подача или очень часто бывает при поджиге но тут сразу возникает вопрос почему так , да наконечник изношен и контакт плохой вот и усе и его надо поменять , ну и иметь при поджиге бокорезы и откусывать шарик или даже вот на многих сейчас аппаратах шарик откусывается автоматически броском тока в конце сварки , но проволочка все равно с окалиной и ее надо принять за правило откусывать, особо когда она уже остыла . Если прихватки или точки делаете с промежутком примерно 10сек то можно не откусывать . Ну и вывод конечно когда дуга ближе к наконечнику ему сильнее достается , температура, брызги, перегрев и ресурс его сокращается , но зато сварка при коротком вылете проволочки "песня" . Ну да тут больше "рекламный ход" , а так да подбирать меньшего диаметра сопло , длиннее наконечник , даже можно из обычного сопла сплющив его в тисках в разумных пределах, получить доступ к сим углам
-
Все проще , чем ближе дуга к наконечнику тем стабильнее процесс сварки не завися от режима импульс это или КЗ и т.д и в среднем вылет проволоки 3-5мм и то 5 уже многовато . Почему некоторые делают выступающий наконечник и этим грешат многие американцы , и тут просто так лучше обзор и вид ванны и дуги сопло не мешает , и да можно на свой вкус выводить наконечник за сопло примерно 3-5мм не больше , но при этом надо помнить что ресурс его сократиться однозначно . Вот смотрите замечательный аппаратик и на 5мин 27сек он вылет сделал 20мм с хвостиком ну и чо поджиг в разы ухудшился да и потом сварщик как можно дальше протолкнул сопло чтобы процесс был более стабильнее . На 50мм и даже на 30мм вылете проволоки не чего кроме ежей и каках не наварите любым ПА . Вот смотрите с выставки и длинный - длинный наконечник со снятыми стенками по бокам , зачем да все просто для сварки в щелевую разделку ну и конечно роботом , а почему бы им вылет проволоки не увеличить и не изгаляться со спец наконечником , да не будет сварки даже роботом и по сему лучше изготавливать спец наконечники .