selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Ну "рядовые" тоже разные бывают и может кому и нужно тем паче и металлы тоже разные сваривают даже "рядовые" . Да все и у многих есть даже китай и тот понял что нужная "весчь" , ну а кто не хочет переплачивать , тут каждый сам себе "рядовой" и т.д.
-
Дмитрий , вот как то года три назад или даже побольше мой дружек хотел прикупить такой на Тиберис , и пока собирался - собрался ему ответили так в Тиберис , Аспект 300 имел изначально какой то дефект и по сему все аппараты отзываются для доработки , а чуток позже сказали что модель сняли с производства . Но вот смотрю есть сейчас у Тиберис сей аппаратик и похоже может возобновили производство , за 400к.р цена уходит . https://www.tiberis.ru/katalog/lincoln-electric-aspect-300?utm_source=yandex_direct&utm_medium=cpc&utm_campaign=lincoln_msk_spb__3078065&utm_term=Lincoln%20300%20AC%20DC__6479832156&utm_content=search+premium&_openstat=ZGlyZWN0LnlhbmRleC5ydTszMDc4MDY1OzY0Nzk4MzIxNTY7eWFuZGV4LnJ1OnByZW1pdW0&yclid=1463909548457745590 Aspect300375-rus.pdf rykovodstvo-instrykciya-dlya-Lincoln-Electric-Aspect-300.pdf ---------------------------------------------------------------------------------------------- Вот смотри новинка Кемппи подешевле у них . https://www.tiberis.ru/katalog/apparat-argonno-dugovoj-svarki/kemppi/kemppi-mastertig-325-dc

-
Но как же он выставлял шовчики с 0.8 проволочкой и говорит отлично ,,,,, вот я думаю он с 1.00мм проволочкой такой же результат покажет . Ну а чо продает это уж его дело , может не взлюбил или еще чо , вот видите у вас приставка SPOT крякнула сразу даже не начав работать и вот думаю сервису вы на нее не сыщите ,,,,. тут уж как повезет .
-
@Фунтик, Андрей спасибо !!!
-
МДА??? вот покажите им сие , и кто сказал что 5А нельзя для старта . ЗЫ вот берите их "бумажку" и в суд и думаю отсудите энную сумму , да и они сразу научат аппарат поджигать на 5 Ам.
-
gyrza , Miners , Мужики спасибо!!! copich Игорь , С Днем Рождения!!!! Во мы ладно в один месяц , день за днем идем . ЗДОРОВЬЯ!!!!
-
@chdv1971, Дмитрий спасибо!!!
-
Calma Александр , спасибо !!!
-
Victor Kotyara , Фунтик Виктор , Андрей спасибо!!!
-
@Kurt1, Михаил , спасибо!!!
-
@ugaida, Юра спасибо !!!и
-
@Георгий 11, Спасибо ,Георгий !!!! Тебе тоже всего что хочется
-
svarnoi69 , Vlad12 , Dmitry_BY , tehsvar ,,,,, Спасибо мужики , приятно черт побери !!!!!
-
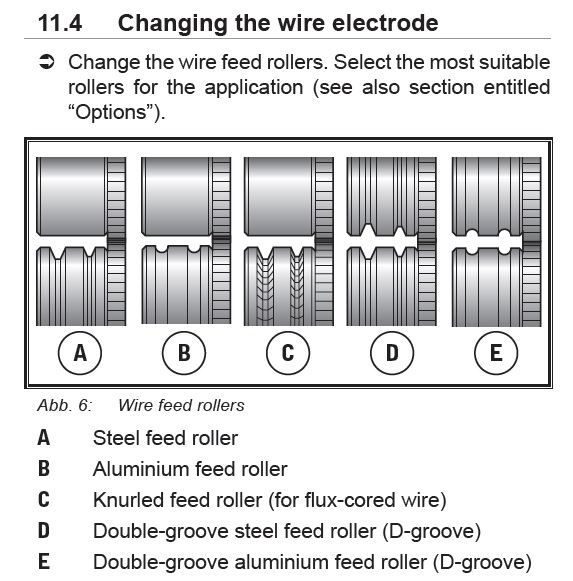
Но обычно нижние имеют проточку , верхние без ние - прижимные. Но вот от Лорх есть образцы роликов да и есть все пары с проточкой , но не разу не видел на выставке и АЛ варили , верхние как у всех лысые ,,,,, скорее все с проточкой конечно лучшее но как всегда у капиталистов под заказ .
-
а какого функционалу сие добавит ??? Источник трансформаторный , баланс АС тока есть , импульсы с приставкой . https://www.welding-russia.ru/catalog.html?itemid=17143 Комп. управление , ну не знаю для сварщика крутилки сподручнее и быстрее будет .
-
Слабоват аппарат и предложили за 2 прохода и почему и нет , катет можно наложить какой положено , .......... И прав Антон , и все равно это будет дешевле чем прикупить более мощный аппарат и не факт что он спасет их . но зато шовчик в разы чище будет , вот смотрите проплавление микс 4.25 , а лучше полностью посмотреть.
- 3 331 ответ
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
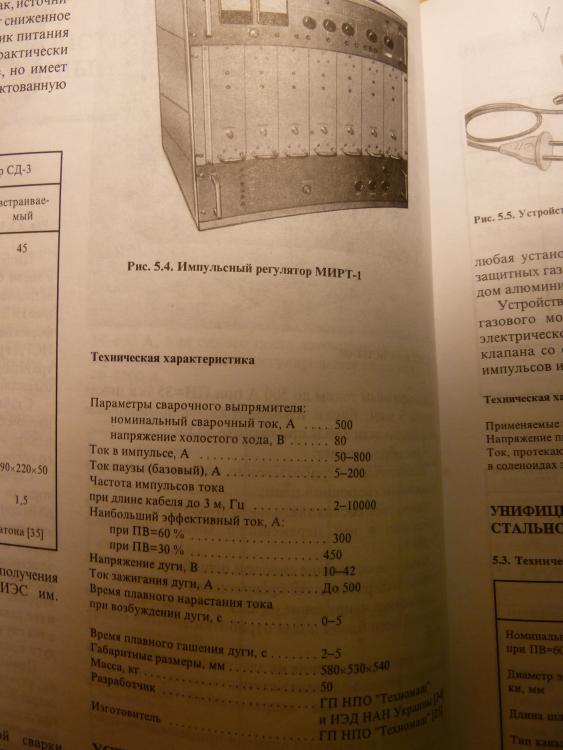
Вот здесь не соглашусь , до недавнего времени импульс был чуть ли не военной тайной каждой фирмы , мне вот давали форму и амплитуду импульсов ЕВМ и Меркле но с очень строгим требованием не распространения , комп слетел и усе исчезло в не бытье . Да тут где то озвучили на китайце в импульсе пик 470А , на Меркле знаю 600А и 300гц максимум , а вот и еще раз покажу СССР приставочка так вот смотрите все 800 в пике и частота до 10000гц , а вы говорите физика , похоже СССР инженеры лучше ее знали .
-
Ну да классным инженерам - новаторам надо платить а то они могут удрать в тот же Хелви или еще куды , у итальянцев хватает сих фирм . Мне вот в свое время не хватило 20кр до Селко и по сему Меркле и тоже не плох . Вот кстати чуток экскурса по фото в коррекцию Меркле , да бывает по 00 , а бывает и в 15% ухожу в обе стороны , ну а если обманываешь программу и чужой диаметр или марку пихаешь то бывает и до 25% в обе стороны . Многое зависит от пространства , газа, и погоды . А вот тут на минус7 ушел и уже не помню почему . но аппарат отработал на 5+ и об этом сигнализирует светодиодик HOLD
-
@Глобул, Ну цена Селки и вы любите сравнивать , он полностью на цифровой основе работает и по сему очень быстр да и думаю в синергии есть и автоподстройка то есть он сам и корректирует прямо в процессе сварки . Вот она для сего и сделана что бы подстраивать от дефолта и сие есть пока что на всех моделях мира и даже Дайхен не в силе отменить это , конечно не так круто как у Селко но довольно широкий диапазон и хватает на все про все .
-
Да какая разница кто и на сколько загнал , и каждый видит и делает свое и от сель исходит и коррекция . Ну и правильно все про коррекцию сказали , для сего она и сделана и даже Фрониусы на дефолтовых настройках требуют коррекции в конкретной сварке и она может быть как в минус так и в плюс и с малыми или большими значениями . Вот имитация , впрочем какая имитация и полноценный COLD, так вот коррекция в плюс 9 и если бы понадобилось то и до 40 догнал , но тут в полне 9 хватает , а вот в импульсе на той же проволочке коррекция в минус 7 и тоже все замечательно .
-
 Ладно , когды АС ток добудут для меня славные парни с Промэлектроники , тогда и попытаю завальцовку , но в принципе я знаю что будет и выше отписал , но для успокоения попытаю ,,,,. а вдруг не прав .
Ладно , когды АС ток добудут для меня славные парни с Промэлектроники , тогда и попытаю завальцовку , но в принципе я знаю что будет и выше отписал , но для успокоения попытаю ,,,,. а вдруг не прав . -
Ну а что там думать то и из под вальцовки не убирешь полимер не как и по сему швы безобразные и с грязью будут тем паче при нагреве он будет давить газами и дрянью из под вальцовки . Вот смотри и даже на донышке есть полоса полимера и вот если просто рядом шовчик то потемнел но не мешает , а вот когда донышко к донышку то он прет давлением и сбивает дугу и шов черти чо выходит , так что и донышко подчищать надо .
-
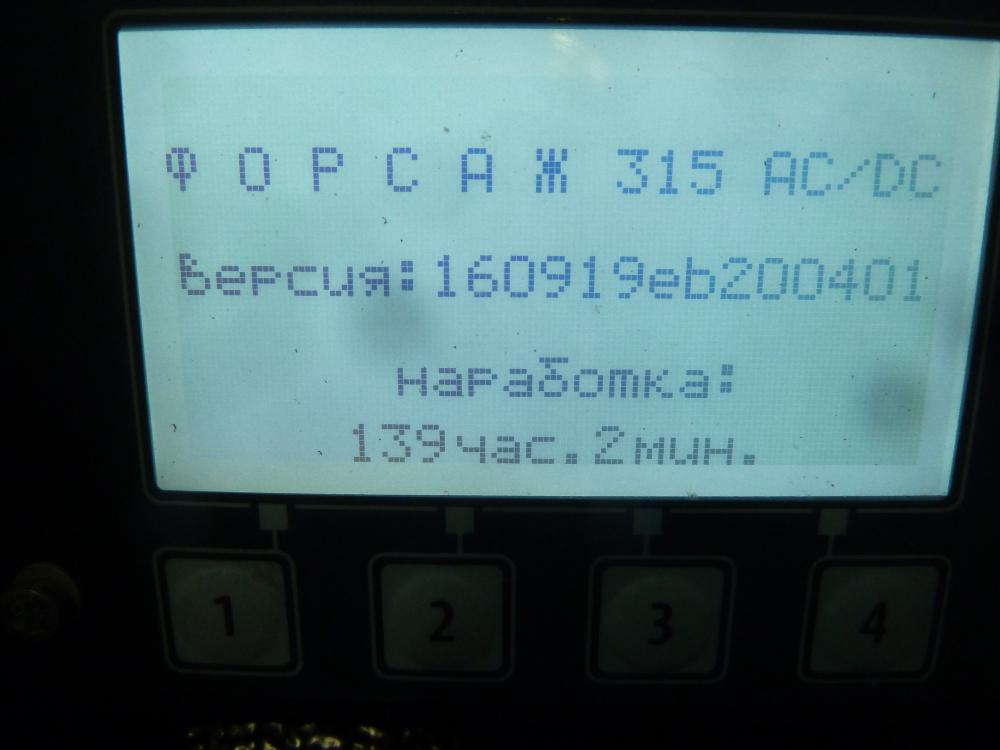
Ну сие есть "полное издевательство над студентами" , поясню ,,, горловина имеет завальцовку коя из внутри покрыта полимером неким , который очень мешает варить , сварить то можно , но зачем сий "компот" и их надо приучать к красивым швам а тут полимер , лучше донце к донцу и то надо подчищать и там есть полоска полимера и тоже мешает. Ну и теперь трубочка что вчера паяли , а сегодня сваркой . Параметры на аппарате усе те что вчера озвучил кроме ампеража и он 23 А , в самый раз к трубочке со стенкой 1ММ, да и вольфрам 1.4мм . Усе получиться , но вот Форсаж 315 подвел в самый интересный момент , "короткое замыкание" а чего хрен его знает , в общем до воскресенья стоит и потом включаю и если не "одумается " то в ПроМэлектронику с Андреем говорил и примут . Главное 139 часов наработки и усе , где мой Genesis 2200AC/DC который 13 лет без коротких замыканий и еще столько , да и трубочку с ним ловчее было бы , Форсаж что то чудит и это надо зазор вольфрам-деталь 0.5ММ а он осциллятором стреляет в сторону за 30мм и это как понимать то, дуга сама стабильна и не рыскает , итальянец такого не вытворял не когда даже 5мм зазор меж вольфрам-деталь . Да ладно и если бы не "короткое" то бы приварил и не одну , ну а так что есть , но и это "хлеб" и показывает что усе можно приварить и герметично . ЗЫ вот теперь на какое то время остался без АС тока ,,,, мда ,,,,,, DC найду в Хелвике или Меркле
-
Не ну это тогда не "честно" и надо баночку распороть , а так в целую не чего на впихнешь. Можно так и теплоотвод не надо . 17-20А и частоту на 300гц , электродик 1мм и тут выше почему то сказали точить его не к чему оплавиться в шарик , так вот я немного другого мнения и ставим баланс 85% отрицательной , и все должно как по маслу .
-
Юра вот не известно сколь он проходит и как и скорее после крутого ДТП или убитый напрочь молодежью . Юра они платят когда надо патрубки переварить на более мощную турбину , супер банки-глушители , а вот когды расколотят авто или убьют мотор то уже скоре всего на разборку и платить не хотят . Вот у моего племянничка была красавица , расколотил , с друзьями разобрали и продали усе , вот она изначально 2000000р стоил+ турбины-интеркулеры , ходовка спорт и супер стойки + еще наверняка 500000р , ну и 2 года и по запчастям дай бог за 300000 усе распродали а то и тго меньше .