selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Да Виктор с этим не поспоришь . Вот только по осени была сия проблема у соседа через дом , он на Газели, ГБЦ заломил шпильку выпускного коллектора , ГБЦ снимать ой как не хотелось пришел ко мне в общем балон + аппарат в зубы и к нему , приварились выкрутили , мне хорошо и он счастлив. На следующий день приходит и говорит хотел прогнать резьбу и заломал метчик да так что он во внутрях примерно 5мм , в общем сваркой уже не подлезть да и тем паче не удобно на машине . Посоветовал ортофосфорную , ну и тройку дней он ей периодически подмазывал заломыш и потом пинцетом остатки выкрутил , и говорит больше резьбу не буду прогонять опять сломаю , пришлось мне идти резьбу прогонять аккуратненько. В общем вывод сила есть ума не надо . вот так и действовал сосед.
-
Виктор , я обычно пишу что делал , и не пишу того чего не делал . Твои возражения готов выслушать и даже более , принять и намотать на ус .
-
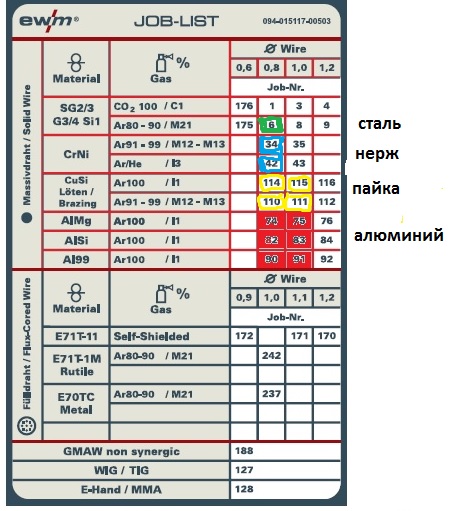
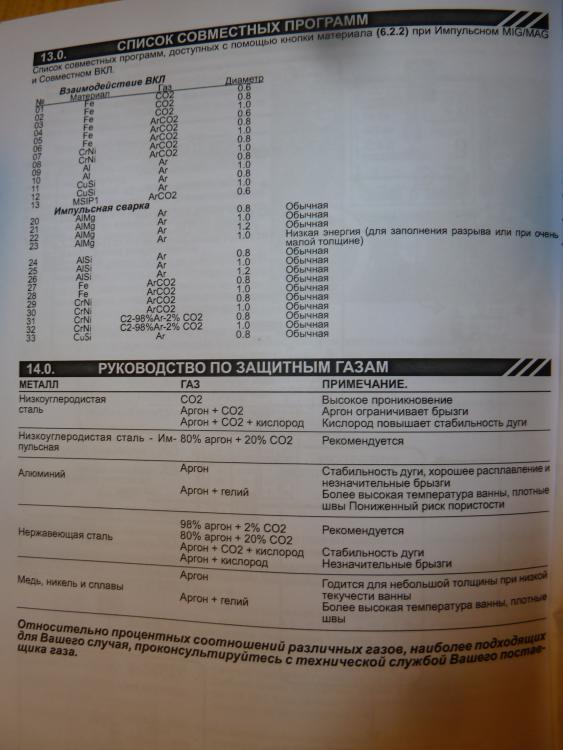
А почему и нет с определенной подготовкой да если еще в импульсе и с правильной смесью ( все эти таблицы очень древние и больше чем наполовину потеряли свою актуальность) , но кому это надо и конечно сим не кто не будет изгаляться, легче проволочку поменять
-
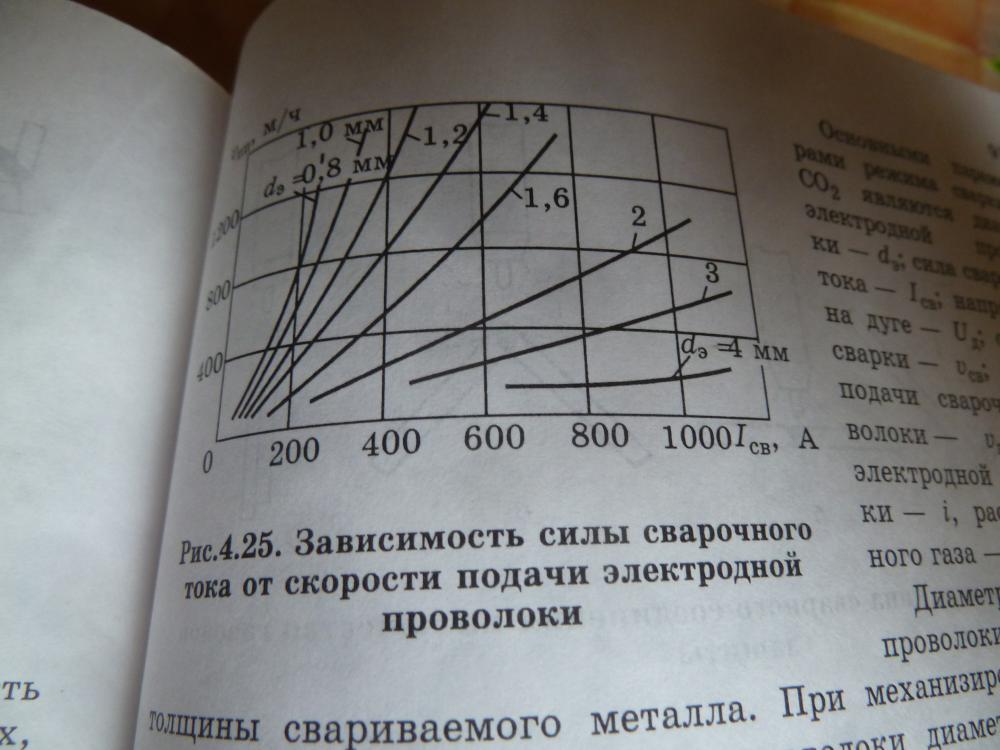
Ну если о диаметре проволочки , то можно любой сделать , 0.8 это будет долго и мытарно , 1мм лучше а 1.2 или 1.6 еще лучше . Вот у меня протяжка с робота СССР так вот она тянула 3мм проволочку и ей еще лучше но не руками и немного по другому была устроена и это я уже ее "испохабил" под свои нужды .
-
Ну это не ко мне вопрос ,,,, Георгий 11 катеты сперва по 18мм , потом по 10мм , озвучивал и про проходы молчал , я сие воспринял как за один проход , и скорее не первый не второй одним швом не положить .
-
Антон "хозяин" разбил отверстие и шпильку дрелью и теперь ровно по координатам не высверлить-уведет, если конечно на фрезере высверлить . Конечно ремонтные размеры лучше было бы .
-
Вот "хозяева" не компетентны и сразу за дрель хватаются , впрочем можно было наверное и высверлить если подойти к сему с "головой " Ну пилить не спешите , впрочем пилить то все равно придется но попробуйте так пильнуть , фрезой чуток уберите алюминий раздайте в стороны и "докопайтесь" до шпильки , ну и попробуйте схватиться за шпильку по выше изложенному и думаю схватитесь ну и дальше все выше отписано . Зато если прокатит такой вариант то вам только с верху надо будет наплавить алюминий и даже можно если останется отверстие то сразу и болтик-временный закрутить и тогда не придется ловить координаты отверстия . Как то так вижу , но конечно вам виднее и у вас деталь в руках и решать вам окончательно как исправить деталь .
-
А чо тут пояснять то не чего . 40ММ про 80ММ вообще промолчу , так вот одним швом даже 2мм проволочкой не проваришь ну а 0.8 тем паче , но все можно сделать по финишную любой в диаметре проволочкой, если подойти с умом к этому и иногда при этом вообще не смотреть на госты . Ну а это так в познавательное видео
-
Как это не выкручиваются . Заломыши прекрасно видно и они за подлицо с деталью , и по сему включаем ТИГ и проволочкой 1 или 1.2мм от ПА навариваем без фанатизма и не спеша капелька за капелькой и можно пережидать пока остынет немного и следующую капельку, то есть поднимаем шпильку на 3-5мм , ну и потом надеваем гаечку на наваренное и если надо то подгоняем напильником чтобы гайка села ну и привариваем ее , даем остыть и тряпочку промоченную ВДешкой или керосином на тройку часов . И по прошествии сего времени без фанатизма пробуем открутить и можно пробовать на откручивание и на закручивание и куды быстрее пойдет наша главная цель стронуть заломыш с места ну и добавляем ВД или керосина и откручиваем в 90% случаях заломыш откручен и деталь цела . Мне часто с лодочных моторов приносили примерно такие заломыши , и там вода и алюминий окисью намертво схватывал шпильку , но после приварки гаечки обычно окись (или локтайт иногда и на него сажают ) ослабляла свою хватку и заломыш успешно доставали .
-
Александр , ссылочку кинь , впрочем не надо и думаю найду в ютуб ,,, это просто для интересу и не боле. Ну тут думаю истина , вот и на ЕВМ 180 почти нет программ под 1 и 1.2мм только ПО две на сталь , а импульс вообще только 0.8 под сталь . Ну и у Хелви нет да и у китайца (только вот не помню какого но точно 200А) тоже , так что производители поддерживают истину выведенную очень давно .

-
@Георгий 11, А фаску то все таки сделали и как же без нее с 08й впрочем и 1мм и даже 1.2мм потребовало бы того же. Ну ну и вами руководит одно , главное поперек ,,,,, впрочем почему и не сварить и повторюсь ноу проблем . Но вот все таки о выборе диаметра проволочки , вот смотрите и упоминал сие процесс очень жаркий и мощный Deep и что вышло усе потекло и посему видео убрано , но фотки еще валяются . и насколько помню 450А и проволочка 1.2мм ,,,,, но вот бы если они взяли 1.6мм то думаю намного все "культурнее" получилось. https://www.merkle-russia.ru/info/1902/
-
А я разве сказал что без 1 или 1.2 раму не сварить? , можно и 0.8 сварить но придется поболе поизголяться вот и все И этого я не говорил , но все же лучше придерживаться "давних истин" , конечно с импульс аппаратам сие не относиться .
-
Ну и чего удивительного то , вот бы еще распилить образец и посмотреть в профиль . @Георгий 11, Но по большому счету , все таки надо придерживаться правил которые не сегодня определены для каждого диаметра проволоки и все очень даже хорошо изучено и опробовано до нас много много лет тому назад . Вот 0.8 до 200А дотягивает с хвостиком и не больше и по сему можно и 40мм сварить но с разделкой и многопроходной . 1ММ до 400А чуток не дотягивает , вот она самая универсальная для наших потребностей в любом смысле . ЗЫ вот и выходит что для 200А аппаратика самая востребованная 08 проволочка и прав Игорь как не крути .
-
Ну cold это отдельная тема да и импульсы разделены промежутком времени без дуги . Но импульс разный бывает и с дежурным током , вот скорее в СССР видео он то есть импульс с дежурным током который по мощи и т.д. тоже может быть очень разновидным . Ну и на атом пром не герметичное бы и близко не подпустили , да и там работали люди увлеченные и знали свое дело на 5 и даже выше. Вот кстати и уже писал о сим , в Электростали на атом маш прежде чем аргонщик начнет основную работу в смене , он в начале наплавляет "бочонок" диаметром с 5копеек ну и высотой вроде около 30мм и на экспресс анализ и если все в норме допуск к работе .
-
Михаил , ну это я пару лет назад слыхал , сейчас наверное и выше , все цены поднимаются все выше....и выше........ , и только сварщики как то запоздало реагируют на это.
-
Да зачем пост читать и лучше один и можно не один раз увидеть чем читать . Вот без импульса и сварить можно но много брызг кои прилипают к детали да "толстое в определенных границах" еще хуже будет . И вот идентичное но с импульсом , даже дыму нет почти .
-
@Kurt1, Михаил , может и так и я на них не ориентируюсь не когда . Привезли посмотрел и оценил примерно потраченное время свое , сварку и т.д. ну и договариваемся и может чуток скину . Некоторые считают так , вот в Грузовом менеджер по часовую считает и час было 1000р на одного слесаря и зависит от работы их может и четверо быть , но естественно сидеть не будут и работать будут , обед время не в счет , сейчас может и выше . Тиг Тула где то в своих видео озвучивал и у него час 4000р , не хило однако .
-
@konstantieseni2, Вот Москва и цены . В общем смотрите по сложности и загрязненности цементом , все работы думаю по отдельности считать + материал . https://www.neofishka.ru/services-and-prices/the-cost-of-the-work/
-
 Вы , уже "залезли" и посему продолжайте и чем дальше тем легче будет , ну а борщ,,??? муж варить будет и говорят мужики лучше даже готовят конечно когды научаться , вот и выходит учиться приходиться всему и всю жизнь.
Вы , уже "залезли" и посему продолжайте и чем дальше тем легче будет , ну а борщ,,??? муж варить будет и говорят мужики лучше даже готовят конечно когды научаться , вот и выходит учиться приходиться всему и всю жизнь. -
@tehsvar, Алексей , помнишь я тебе позвонил и сказал что МобиМИГ180 включился и тут же погас . Так ты мне сразу сказал померить на входе в аппарат напряжения . Так и сделал и немцы похоже просчитались , вилочка бытовая их не разборная и на вид все в норме , разрезал резину ну и отгорел провод внутри . После этого отрезал и поставил на 16А но как бы промышленную и она на вид даже мощнее бытовой в два раза , вот с ней же и работал и продал аппаратик , проблем не было .
-
Да согласен , но не хочется тратиться на сие . Машина конечно хороша и не когда меня не подводила , но вот пора ее поменять , хочу Ниву-шеви (а что мне еще надо и на мой век хватит вполне) и уже ездил приценялся в ЛАДА- Сервис в Электростали , в общем за мою дают 250кр и скорее на зап части отправят , но это уж их "дела" . Но раньше весны вряд ли "выгорит" у мня сие и скорее ближе к маю.
-
Да чего нового , и если только вот сие и то в "гараже" это не доступно . впрочем и это не "новое" и давно забытое старое из СССР . https://www.youtube.com/watch?v=sKZG7SmHUt8&t=8s --------------------------------------------------------------------------------- http://tctena.ru/texnologii/cold-wire
-
Сегодня , звонят и говорят бак подварить . Поехал посмотреть Мерс древний и под лентами сопливится бак еще не снимали , а от сюды вывод скорее как короед поеден бак под лентами и заплатки потребуются , мыть на мойку не хотят и я им одно они другое . В общем сказал у нас мороз и мыть мне его не где в такой мороз , углекислота замерзнет она летом то в +25 при заполнении подмерзает , ребятки ехайте так и не сильно уж у вас течет да и им до Казани не так уж и далеко ,,, вот тут согласились наконец то , они что думают так просто все тыкнул ляктродом и готово . ЗЫ да морозы до конца недели , а мне внуков возить-встречать со школы и тоже время , да и мой дизелек уж 350.000тыс.км отмерил и в минус 30 заводиться не хочет , но выходим из положения . закутали-запеленали и на 8 часов хватает , снаружи -30 , под капотом после 8 часов -5 , ну и при такой он как молодой с пол пинка начинает рычать .
- 3 962 ответа
-
- 16
-

-
Но , он может для себя хочет запечатлеть сварку и потом со стороны посмотреть , а почему и нет ??? Не все хотят делиться чем снимают ..... http://websvarka.ru/talk/topic/10799-uroki-ot-vnuktig-nerzhavejka/?p=370331
-
Где оН?? , на предпоследней фотке похоже с бородкой! Покажи и очень интересно с подогревом проволока и без него ???, или как в общем покажи и настройки на дисплейчике . А вот это особо интересно и также настройки на дисплейчика как асимметрии тока так и временного баланса , крайние значения??? Ну и надеюсь конечно, позже расскажешь и покажешь на сколь мощнее проплавление с асимметрией тока.