selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
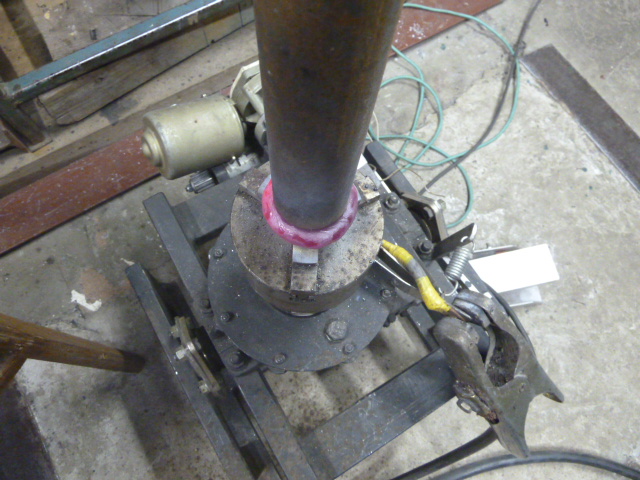
Ну тут все зависит и от других параметров кои могут и не дать варить до 50м\ч . Вот еще раз выше фото посмотрите шов почти по кругу еще красный и это говорит что очень быстро , можно было медленнее но тогды и вращатель медленнее крутиться и шов бы успевал остывать побыстрее , но это не значит что тепловложение будет меньше . Да не чего не получается и выше отписал о параметрах кои одной веревочкой повязаны на крепко, но главный параметр тут руки сварщика и вот смотрите скорость сварщика и такое роботу не под силу , ток 200 да как он писал и до 260 доходил и это на соты радиатора . Видео во #2 посте http://websvarka.ru/talk/topic/3658-avtomobilnyj-radiator/?p=77900
-
А что у производителя попросить помощи ,,,. и они просто обязаны дать вам информацию . Вот ваша приставка должна иметь заводской № и по этому номеру все должны предоставить , или даже в ремонт взять свое изделие . http://feb-spb.narod.ru/index.htm?/moda250.htm
-
Конечно друг и ты мне друг .
-
не Вадим , усе зависит от скорости сварки выставленного тока и можно да и так должно по зади горелки уже должно не красное быть это для ТИГ . В обще то словами трудно и объяснить , но вот смотри ПА в КЗ режиме, это кронштейны брызговиков на большегруз , да катет избыточен , но зато быстро , но смотри как ПА греет а видь во вращателе и очень быстро . Так вот ТИГ можно было бы это сделать с гораздо меньшим тепловложением , конечно такого катета не будет да он и не нужен такой избыточный . Вот посмотри варит-показывает товарищ из америки и не чего не краснеет и от ПА по сторонам больше "радуга" будет .

-
Да все просто в ПА сварке любой, импульс в том числе идет выгорание элементов и шов грязнее , а вот ТИГ это чистый способ и сварщик если опытен он сам регулирует тепловложение и не допускает выгорания и отсель вывод один ПА - жарче . Ну и это очень спорный вопрос , вот почему то атом маш практически все сварено ТИГ .
-
Саш , ну вот тоже сие замечаю и даже у американца да и остальных многих с ютуб , да и у себя усек Как поймать "серединку " а черт ее знает может угол у горелки выставить на вертикальную побольше или движения горелки поменять или фаску некую или пропил небольшой на вертикальной делать. В общем нужны эксперименты .
-
Георгий ты отписал что у ТИГ коэффициент 0.8 , у ПА -1 Математически 0.8 меньше 1 ,,, как то так .
-
@Шурпет, Есть полный каталог 2014 в бумажном исполнении . Вот есть еще для Ал от Есаб и это попроще и понятнее и скорее ты сие и ищешь . Есаб проволоки Ал сплавов.pdf вот еще но не есаб присадочные материаля для АЛ.pdf это наши авторы но тоже не плохо присадочная проволока для алюминия.pdf
- 3 331 ответ
-
- 4
-

-
- технологии
- TIG
- (и ещё 1 )
-
Чудно как то , 0.8 больше чем 1 . Георгий , не знаю что там закладывается на практике ПА горячее жарит чем ТИГ , вот это видно сразу особо на нерж
-
@Calma, Александр , добавлю с твоего позволения тоже самое но в формате PDF Aluminium Brochure 2015.pdf
- 3 331 ответ
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
@NikOtiN, Но вот у ТИГ термическое влияние минимально от остальных и всего 0.6 . Ладно отпустим формулы и практика надежнее , так вот из под ТИГ выходят швы на нерж золотисто - синие , ну а если "постараться то можно и беленький получить ,,,, так вот из под МИГ таких швов практически нет и тепловложение намного выше .
-
Никита , глупость озвучил и чем ЗТВ полуавтомата будет лучше ЗТВ РАДС ? Ну и РАДС , да точнейшая , то есть одна из точнейших способов сварки , но не как для одних тонких и аккуратных работ ,,,,,,,,, вот примерно такие возможности РАДС , от ювелирки до многотонных конструкций с любого металла , ну и естественно сваренных аккуратно и точно не зависимо от габаритов и массы . ЗЫ , вот вся Электросталь покрыта сетью железнодорожных линий через улицы , это сообщение между заводами , так вот иногда переезжают такие махины через улицу что на одну платформу не умещаются и лежат на двух в основном нерж конструкции типа емкостей с причудливыми отводами и т.д. , так вот все сварено РАДС
-
сталь нерж. или черная? , но вижу скорее черная . Да нормально все и потихоньку набиваете руку , присадочка 1мм думаю маловата в смысле подавать ее сложнее и возьмите 1,2мм или еще лучше 1,6мм с ней проще будет .
-
Сергей ну разница не большая и компенсируется скоростью движения горелки . Ну и программы разные у всех и раньше вообще секрет был , вот мне давали форму импульсов ЕВМ и Меркле сварщик - инженер с Евротек и писал о сим уже , ну и комп слетел и не удалось сохранить это , довольно забавное зрелище и импульсы отличаются у ЕВМ свои у Меркле свои. В свое время видел на выставке и кстати предшественник Евоспарк (первые образцы практически созданные студентами с учителем профессором ) так вот сварочник был соединен с ноутбуком и сварщик - инженер с Евротек варил и говорил профессору куды мышкой импульс "подогнуть" , в общем очень доходчиво так как сварка изменялась и довольно кардинально . http://websvarka.ru/talk/topic/8744-evospark-rosweld/?p=238333
-
Да нет и как это надоел , это очень пользительно для всех и меня тоже , выкладывай все не чего не таи
-
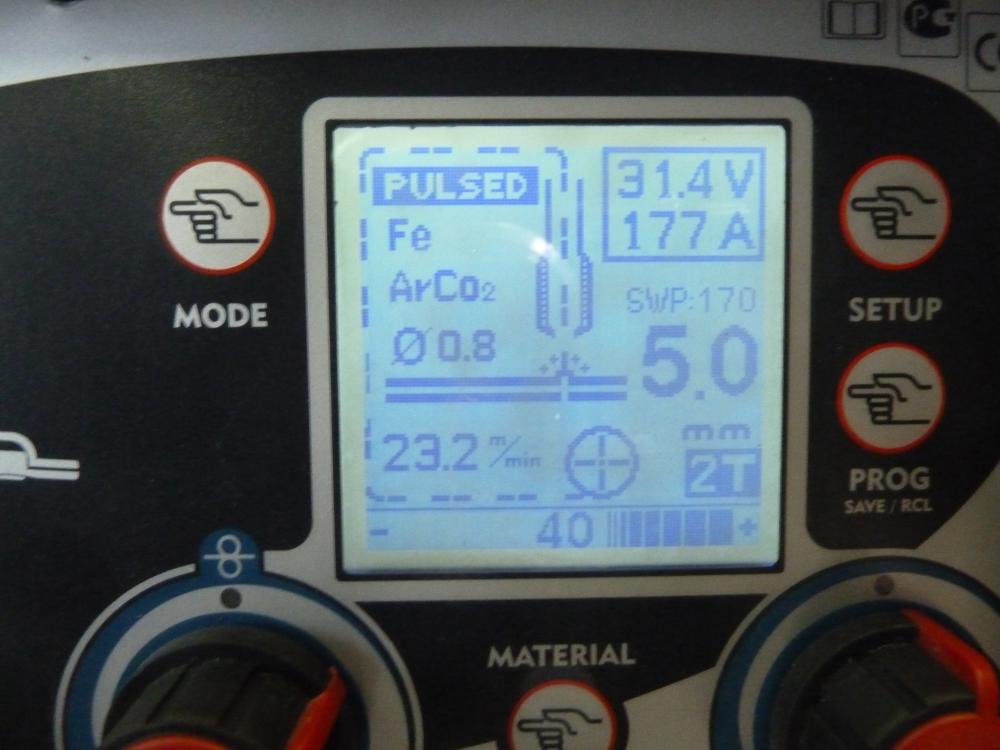
Да скорее туда , у кого рука набита то не промахиваются почти. Вот смотри 08 импульс и протравил пастой ЕСАБ для осветления швов нерж., можно ортофосфорной кстати в пасте Есаб ее больше всего ,,, и в аптеках продается ортофосфорная, это тем кто не знает где взять . ЗЫ забыл совсем протравленные образцы это вертикал в импульсе с низу вверх , видео на канале , но и думаю горизонт тоже в полном порядке если распилить . Ну и посмотрите дядьку-американца еще если не наскучил и включайте субтитры с переводом и с ними намного все понятнее, и кстати у него проволочка 0035 то есть по нашему 09мм .
-
@Георгий 11, Григорий , почитаю ну и все мы ошибаемся и что уж там засудить-посадить ,,,,, зачем нам от этого да и ему легче не станет. Ну и конечно темка интересная и не раскрытая полностью думаю для многих и для меня тоже и от сель вывод , надо пробовать варить разными проволочками+разные газы и смеси ,пилить , смотреть и делать выводы ,,,,. но вот время многим в том числе и мне это не позволяет делать . Как то так усе . Глобул что то молчит и у него каждый день ПА сварка , ну и что нить бы показал-распилил и это всем интересно .
-
Иван , мы просто не допонимаем друг друга и от сель весь сыР-Бор разгорается , но может сие и хорошо на пользу думаю всем и все из сего что то намотали на ус . . ЗЫ , вот чуток позже если время позволит сотворю видео из клочков кои на компе в изобилии с разными диаметрами проволоки и они даже журчат по разному в примерно одинаких настройках , 0.8 больше ГЦ в КЗ и по сему капелек больше или как хотите, наплавленого , 1.0 меньше ГЦ и отсель по направленному примерно равенство будет с 08й , 1.2 еще меньше ГЦ но по направленному будет больше в счет разность диаметров большая . Ну и конечно 0.8 имеет ограничения по току и где то в 180-190А со смесью 82\18 уходит в струю , коей очень хорошо варить горизонтальное , а вот вертикал вряд ли получиться , потечет усе ЗЫ ЗЫ и еще забыл , тема провар-непровар , так вот при одних и тех же настройках в режиме КЗ да пожалуй и в импульсе в неких приделах , провар 0.8 проволочкой будет повыше , аргументы - дуга более концентрирована и сфокусирована по плотнее .
-
 + шпилечки подкрутить и прическа тогда точно гарантирована на долго .
+ шпилечки подкрутить и прическа тогда точно гарантирована на долго . -
Не ну можно и с гарантией , например со шпилечками сварганить . но цена тогда минимум 5 руб не меньше , и то наверное мало и что такое сейчас 5руб - два раза в Пятерочку сходить и то не за красной икрой .
-
Ну я почти не ошибся . Вот на Туле в одном лице был и генератор и стартер и вроде обзывался как "династар" , скорее всего тут в точь точь все .
-
Ну там речь совсем не 0.8 , впрочем и о ней . Речь в том посте о применение проволоки 1.2 на однофазном аппарате и 100% поддержу сказанное там, что 1.2мм не для однофазного ,,, не ну конечно можно но не тот "компот" будет , вот 1мм и аппаратик скажет вам спасибо и " компот" охотнее сварить , я же показывал таблицы и только у ЕВМ есть програмка 1.2 и то под КЗ и оставим это на совести немчуры, а вот под импульс вообще только 0.8. У китайца под сталь макс только 1мм и ниже как в КЗ так и в импульс , да есть 1.2 но это под Ал сплав и тут все понятно как белый день .
-
@averyanov, Александр , а вообще это что есть то есть от чего , похож очень на вентилятор от мото Тула там примерно такой же был для принудительного обдува . ЗЫ ну и решение принято и приятной работы без "кочек" .
-
Я только озвучил и всего то , но если хочешь то попробуй и усе получиться как в лучших домах Лондона . И если уж на то пошло то 40мм и выше надо проволочку 3мм и не даром на роботе СССР такая стояла, но ясно что рука сварщика с ней не справиться и по сему 1.2 , 1.6 максимум для руки, и там были лучшие умы (ЦНИТИ центральный научно исследовательский технологический институт),,,, я был счастлив в эти года работы на сим П\Я , каждый день экскурсии сам себе делал и многое увидел и такого не на одной выставке не покажут . Вот я больше вижу тебя не диаметры проволок волнуют , а нечто еще ????