selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
@Дядя Костя, Плюс пока не куды и тогда так . А то тут говорят сварщик не может и как это не может еще как может @Дядя Костя, Вот знаю видосы ты не любишь , но вот вроде это в самый раз суды и включайте субтитры на переводе ЗЫ, ну и вот вспомнил общался как то со старым сварщиком всю жизнь работавшим на ПА , так вот он говорил 100А -1мм проплавления в глубь + еще 100А и плюсом еще 1мм и конечно это на толстом начиная с 5мм ну и не бесконечно то есть до 350- 400А а дальше уже усе по другому .
-
@Schlosser, Антон, это от насоса похоже ? Да это мы просто стареем , а люди они почти везде одинаковы . Вот что творят и мы когда то тоже самое творили , но уверен и если он такого натворил то значит интерес есть , не отступит и победит свой котел с нашей и божьей помощью хотя он электронщик http://websvarka.ru/talk/topic/14298-kak-svarit-dyriavyj-kotyol/?p=447035
-
Не , ну как не комментировать и без этого форум потеряет очень многое , так как учатся в том числе и я, у Serj55441 и Точмаш 23 и многих других и собирают всю информацию
-
Сергей вот я даже по мануалу не пойму есть у него импульс режим в ПА али нет , похоже аппарат по нашим "стремительным временам" не совсем свежий и вот даже фирменный сайт Миллер не находит его . Так что спрашивай и если нет импульса то сперва попытай , но под Ал без импульса не совсем хорошо , да и ПАНЧ в импульсе мне по крайней мере больше понравился .
-
Да все это и раньше было , вот на НЗТА (Ногинский завод топливной аппаратуры ) работал и мне было 16 и это 1973г , так вот женщины руками доводили пару плунжер - гильза , распылитель-игла , до такого состояния держало вакуум несколько часов или давление если сжимать и это воздух а про жидкость в виде диз топлива и говорить на стоит , вот по сему трактора и танки заводились в минус 30 без проблем без всяких свечей накаливания и не нынешним дизелям чита . Ну и была такая профессия слесарь-лекальщик так вот он своими ручонками доводил до такого состояния если конечно это требовалось .
-
Супчик рыбный + стопка чачи Абхазкой , для???....для "пресса "

-
вот я с немцем с ФРГ работал 20лет в Щелкове он в перестройку колбасой обеспечивал Щелковский и Ногинский район да и Москве доставалось , нормальный мужик , утром в 6.00 приедет ему чаю принесут ну и сигарету из рук не выпускал и выйдет на крыльцо и мне говорит смотри ваши наконец то стали строить красиво , здания многоэтажек как грибы росли . Так вот у него работали как с ФРГ так и с ГДР люди , и вот один раз Олег (покупатель продукции) обозвал немца - работягу с ФРГ фашистом , ну тот сразу с главному и нажаловался , в общем был маленький скандал но все замяли . На следующий день подходит Дирк ко мне работяга с ГДР и говорит правильно его вчера обозвал Олег фашистом , он и есть фашист . Я ему ты чо так Олега защищаешь , а он говорит что 99% населения Восточной Германии ой как жалеют что вы ушли и их ГДР объединился с ФРГ ,,, мы лучше жили в ГДР 100% ,,,,,. вот так как то как и мы жалеем СССР и тоже наверное 99% было за СССР . Глобул Что касается ракетки да и может мультимиллионер и научит ее летать а вот посадка скорее не получиться как у него сейчас . Саш вот я скворечники ставил и профтруба 100мм 4метра + верх труба 40х40 , так вот мы ее в шестеро м поднимали на площадку на шпильки сажали , так нас болтало и думали не посадим и уронить нельзя скворечникам пипец будет . Примерно так же и их ракету будет и не одна электроника не поможет , вот он набрал самых толковых инженеров со всего земного шарика и чо они и чем думают , стабилизирующие крылышки - выкидывающиеся бы в верху сварганили или парашютик стабилизирующий и сразу бы устойчивость появилась да и двигатель для торможения можно было намного позже включать , вот нарисовал- примитивно и не охото по финишную на сие время нужно , а оно дефицит.
-
На 6 минут хватило , да и поднималась как "черепаха" , не так не летают . Вот так летают
-
@Serj55441, https://manualzz.com/doc/51910405/miller-xms-4000-benutzerhandbuch
-
@Kurt1, Михаил , @Schlosser, Антон , вроде резьба та по фото не тая уж плачевная , и может просто поправить резцом ее и выточить поплотнее гайку или что там на нее накручивается и сварки не надо и если это шпиндель т о после сварки его наверное в чермет можно будет , точным он точно не будет.
-
Не выйдет по любому ну если только с разделкой , вот в свое время с Евротек 15мм на 450А да еще Deep режим и проволока есно 1.2 и не проварили усе потекло и боле не чего путевого по сему этого видео и нет уже давным давно на Ютуб . Да вот тут немец изгаляется в Deep и примерно на вскидку 15мм да и проволочка 1.2 не меньше, нет полного провара и не будет . Где то гуляет на ютуб "великий обман Deep " то есть поставили пластиночку довольно толстую не на плоскость а на ребро и получили обратный валик , для несведующих это "ого - ГО", впечатляет , кто понимает тем и объяснять не надо ребрышко то по толщине на боле 1мм и естественно вылазит "обратный" ну и с переди типа разделки кою с успехом за один проход и заполнили.
-
Да согласен и выбор проволоки играет основную роль . Хотя я и не люблю 1.2 но у меня такие работы редко бывают да и то с "балансом" то есть 1.2 можно заменить на 1мм без ущерба сварки . Ну и по большому счету если ток превышает допустимый на конкретный диаметр проволоки то или выше переходить или многопроходный делать . Вот превышен предел допустимого на 0.8 и видно шов "кипел " да и выгорело самое смачное (импульс) А тут 1мм и все в "пределах" (импульс)
-
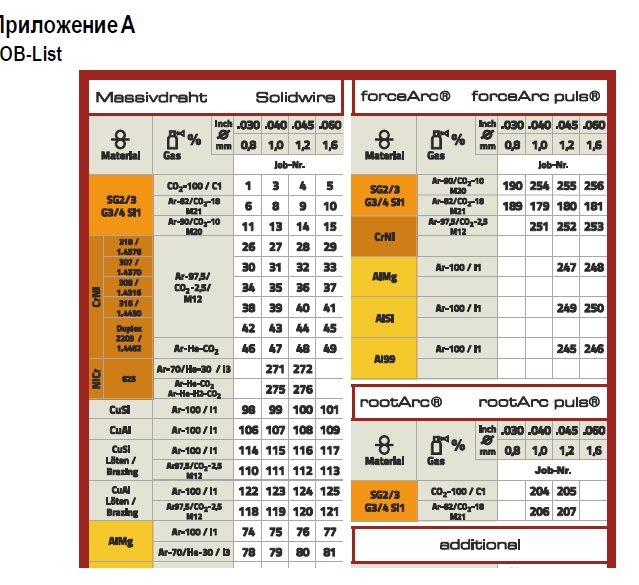
не Игорь и это интересно даже очень , ты правильно все отписал в #1285 Но это относиться к простым ПА и вот смотри и импульс ПА обозначен как "многоцелевой" , так вот с многоцелевым фиолетовым обозначено поле действия 0.8 и 1мм проволочки и оно просто в разы шире чем на обычных ПА и отсюда можно сделать вывод.
-
Ну про это у тебя надо и спросить ты выше даже 2мм к 4мм подставил , да я ММА варил то не много забор и то из того что ветер рядом речка и он почти постоянен и ПА не комфильно , ну и лестницу на 2 этаж гаража , стоит уже 20 лет. Но думаю если все правильно сделать то разницы не будет , так же и ПА 1мм али 1.2мм .
-
нУ А ЧО ТОГДЫ СПРАШИВАЕШЬ ???? и я вот ТДМа не видел, а хочется!!! 6061 во вращатели варил а я ручками , да и глаз моложе у него и мои уже подизносились , впрочем...... не до конца. Да черное хоть завтра.... , впрочем и Ал можно попытать но у газосварке некий + .................
-
Вы не внимательны и после этого я показывал куды тоньше 1.5мм ., и вот заметьте пивные баночки и что с лева низкая частота что с права 300гц Форсажа , ну и вы похоже хотите из Рема дураков сделать и на что они тогда деньги тратят да и других тоже . Так что включай ТДМ с осциллятором и работы будет много. Ну это я образно и имел в виду черное , в прочем можно попробовать и Ал .
-
Написанное о проволочке 1мм или 1.2мм в принципе для 200А аппарата "правда" особо под импульс вот почему и не сделали его даже "немчура" на 180м под импульс и только "черняга" 2 программы под 1.2 ну и CuSi3 и порошок . Ну и проволочка 1мм эта самый смак под 200А аппарат да и выше тоже вот почему и отписал что не люблю 1.2мм даже на более мощном аппарате , но это не значит что я ей не пользуюсь и все зависит от "конкретики" работы .
-
Георгий , вот у тебя выходит провар будет ММА 2мм за место 4мм ляктрода и не я сие придумал, ты чуток выше и озвучил это . Так вот и у меня будет и не хуже чем 1.2мм , впрочем по ссылке на Чип сходи и прочитай все две страницы . Да можно и наоборот 1.2мм тонкое варит и не кто не запрещает , кстати вот пивная баночка Меркле была сварена именно 1.2мм
-
А что вас заставляет не верить мне ???? ,,,,. религия . Вот тов. Шурпет и как то и не однократно советов просил и получал их а теперь как же за компашку топить и топить не "верных" ???? , да ладно и мне это усе равно. Про Сапера вообще не хочу и говорить ,,,,, стихи а где же швы от "немчуры" ????? Вот еще один объявился и давно его не было Рязанский пионер-трубач -Тесла и даже графики в "поржать 6" запихнул , ну и там же получил ответ , ну и чо моих ответов нет и в помине , зато его благополучно висит . Даже про сварку карданы и т.л. и там удалил Сварной69 мое сообщение а там чисто технология и боле не чего ,,,,, и это наводит на неки мысли , ну и туты ладно и переживем. Георгий , ты знаешь я сварю и 1.2 на Хелви или чем еще и пусть даже программы нет не бяда , но не люблю я 1.2мм даже на Меркле и 1ММ сделает тоже самое и даже лучше , ну это как ты примерно 4мм ляктрод или 2мм . Ну и споры по сим диаметрам ведуться очень давно и почитайте всю тему и там всего то 2 страницы . https://www.chipmaker.ru/topic/75856/ Ну вот и моя картинка вам , а почему и нет ????
-
Ну извиняюсь и одну пропустил, но еще раз замечу это на Ал сплав и всем известно что он плавиться (проволочка) при меньшей температуре , но импульс ему не обходим . ЗЫ , впрочем в инструкции что у меня нет импульс 76й программы . Может у вас новее аппаратик или не 180й а мощнее да на мощных есть больше программ да и возможностей . Кстати говоря о программах КЗ 1.2мм (короткого замыкания) ЕВМ , да есть и хорошо и это говорит об одном немцы они и есть немцы ,,, то есть динамические характеристики (есть и такие понятия) аппаратика на высоте.
-
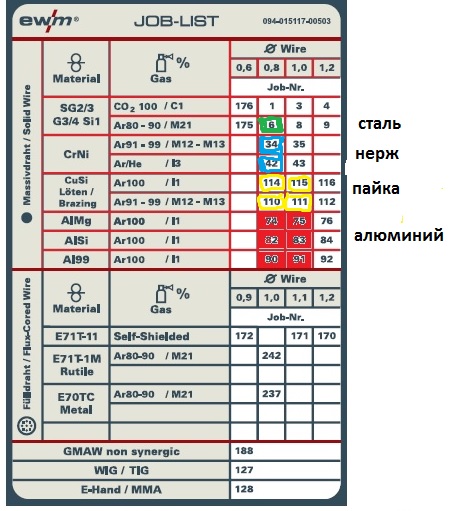
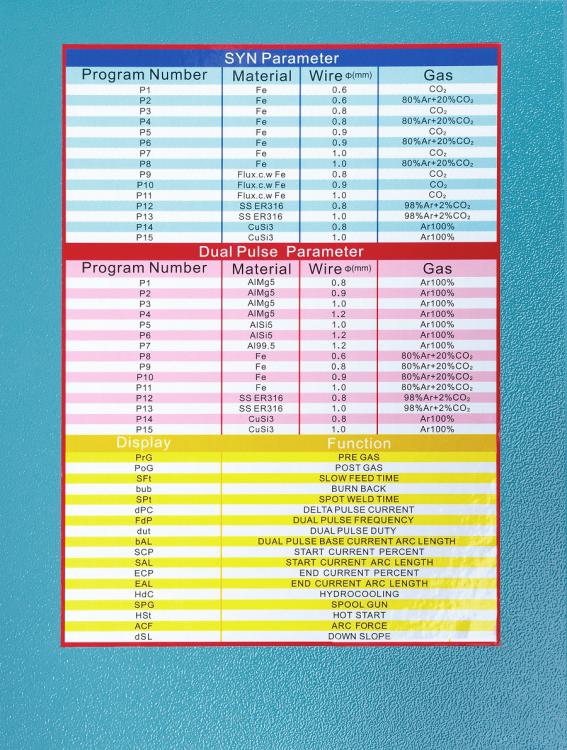
а тебе только отписать "поперечно" и не зная . Цветные квадратики - импульс программы. Вот смотри нет у ЕВМ импульс программы под 1,2мм проволоку даже Алюминиевую . Да есть программы 1.2 но под КЗ но тут совершенно другой разговор . Да вот и у Хелви нет импульс программы на сталь и нерж под проволоку 1.2мм , есть под Ал сплав и всего две, но тут понятно он помощнее ЕВМки в плане ампер . Так что как тут некоторые говорят "физику не обманешь" и стихия этих обоих аппаратов да и китайцев в 200А проволочка 0.8-1мм в импульсе , остальное от лукавого . ЗЫ, да вот и у китайца в 200А , 1.2мм только на Ал сплавах импульс программа и даже больше в КЗ вообще нет 1.2мм ,,,, вот вам и весь расклад.
-
А при чем тут Лорх , впрочем если кому сильно надо то и Лорх не устоит . Ну и Лорхом тоже надо управлять , сам он варить не будет . Да где же это там увидели , но даже допустим и так и это проба настройки всего же , я же отметил что собрал видео из фрагментов кои не были предназначены для Ютуб , но решил и это показать и кстати в импульсе повторюсь не может быть индуктивности и форма импульса меняется .
-
@Vanguard, Да не меньше тепловложение и все таки на нем пусть будет по "серединке" все же приближенно к прямоугольнику . А тепловложение меньше только по тому что нет "балансов" и вот смотри электрод 4мм и каков шарик то есть дуга не сфокусирована как при балансе и частоте тока . Вот спецом оставил "шарик" от ТИР315 и это ток где то 160А был . ЗЫ , ладно и тема не та а то опять что то не так пойдет
-
@copich, Во прицепились к аппаратику ???? ,, и зачем нормальный адекватный аппарат и вот видео не специально а собрал из того что было на ПК . Вот здесь что то мимо проходят ???? http://websvarka.ru/talk/topic/14227-start-aluweld-200-puls/?p=446245 ЗЫ , ну и тем кто увидел синусоиду в ТИР315 - ТИР300 с опозданием но ясность нужна.
-
Да какое ==== и ты делаешь классные вещи, просто у каждого свое направление .