selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
@nikkitoZzz, Может у вас что с подачей газа не все в порядке. Лучше давайте фото ваших пластин и аппарата с горелкой, так быстрее определить проблему.
-
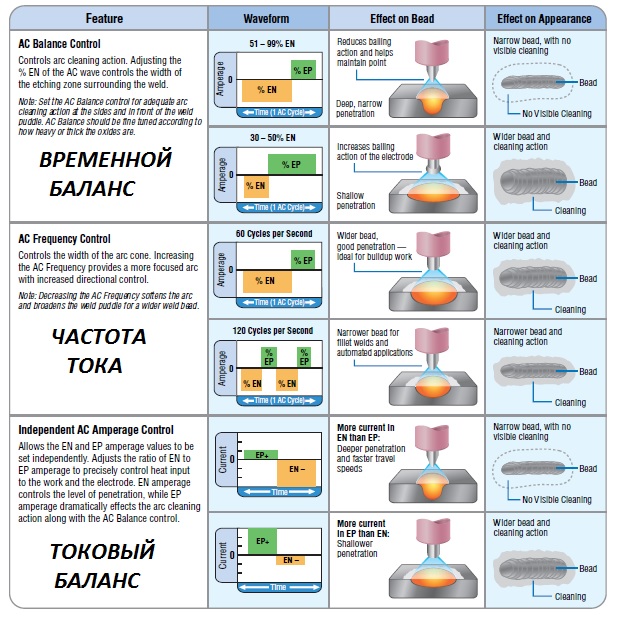
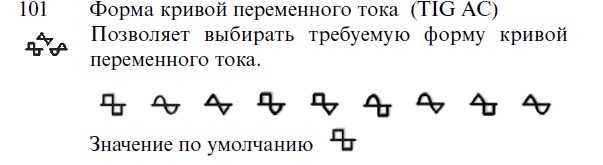
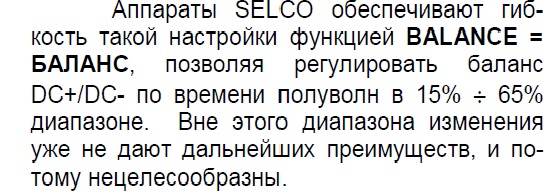
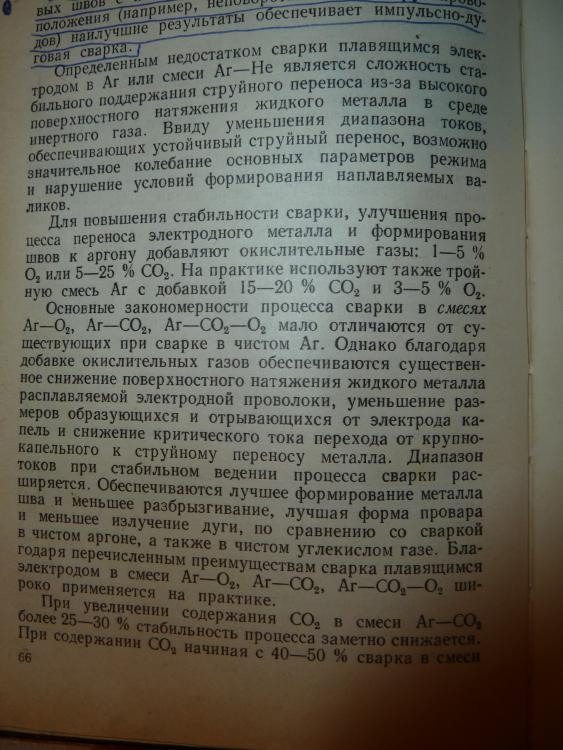
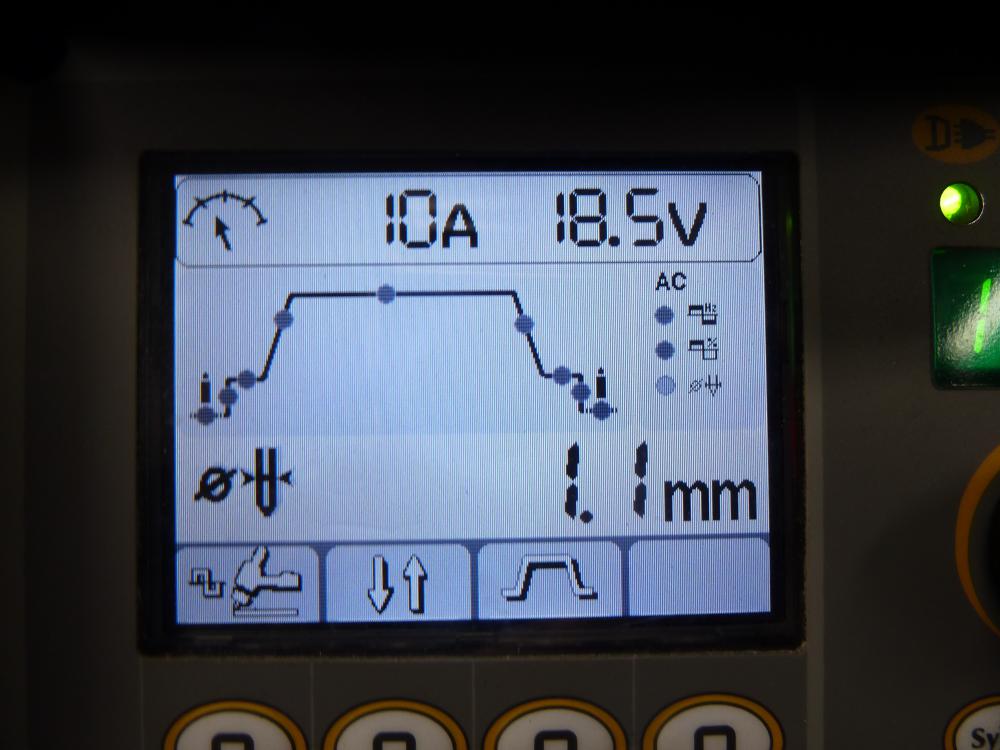
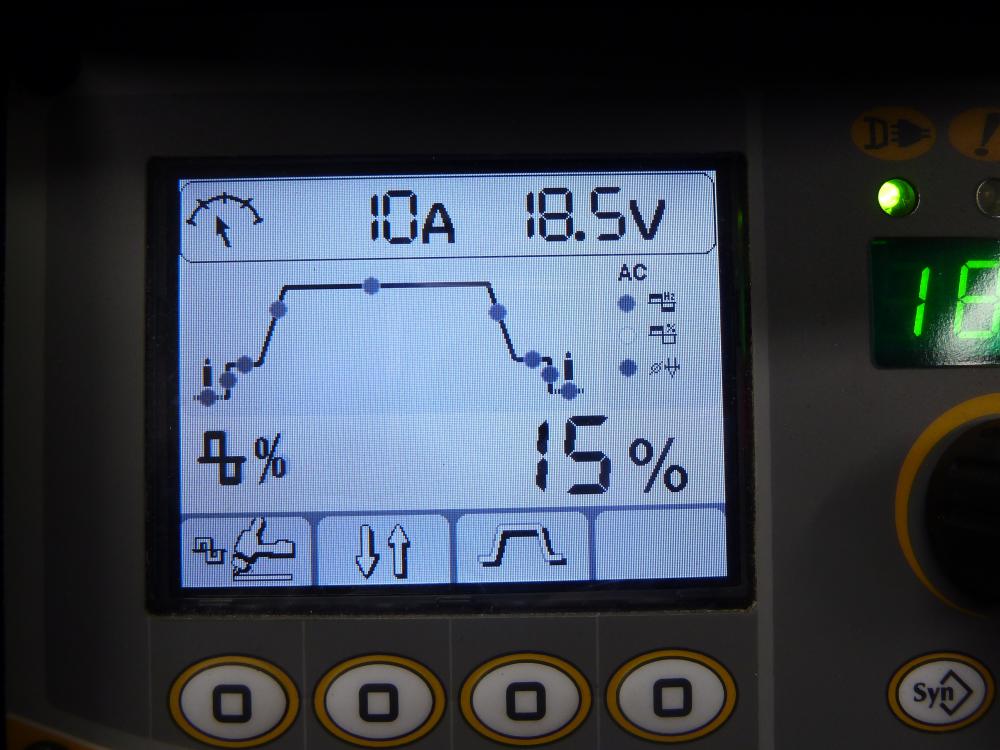
Гибкое управление АС током, рассмотрим на примере двух самых приспособленных (личное мнение) под алюминий аппаратов серии Genesis 1700-3200ac/dc и Dynasty350-700ac/dc. Оба аппарата имеют несколько форм АС тока, временной баланс АС тока, раздельный баланс по току EP+, EN- (в советских книгах - сварка на ассиметричном токе) , регулировку частоты АС тока Genesis 20-200гц , Dynasty 20-400гц, импульсный режим АС тока. Genesis 2200 Самое главное при сварке Ал сплавов, это очистка от оксидной пленки за это отвечает EP+, и сохранность вольфрама и за это тоже отвечает EP+, а за тепловложение и проплавление отвечает EN-. Временным балансом можно добиться сохранности электрода, но в ущерб очистке но у нас есть еще токовый баланс и мы можем легко добиться отличной очистки металла и сохранности электрода, например поставив EP+ 200А а EN- 100А (это пример и все зависит от вашей задачи), а временной баланс можно поставить EP+ 20% , частоту опять все от задачи и будет счастье вольфрам цел , очистка отличная и проплавление какое нужно. Можно наоборот действовать, токовый баланс EP+ 100А , а EN- 200А , но тогда нужно изменить временной баланс в пользу EP+ ну например 45% ну и частотой и формой амплитуды подбирать задачу. Таким образом можно добиться сварки острым электродом 2,4мм на токах выше 200А, и горелке облегчение и металл начинает плавится быстрее чем на ТИР315 на токе близком к 300А и с электродом 4мм. Все настройки можно забить в память и при необходимости пользоваться.

-
@grisom, Да правильно поняли, можно току поменьше поставить и не обязательно включать - выключать дугу, это тоже не очень хорошо есть. Ток подбирается не только от толщины материала , но и от её массы.
-
Не знаю что там за аргоновый лазер от Китая, но этот хорош. http://www.youtube.com/watch?v=82jQ9dl6l7s
- 1 ответ
-
- 2
-

-
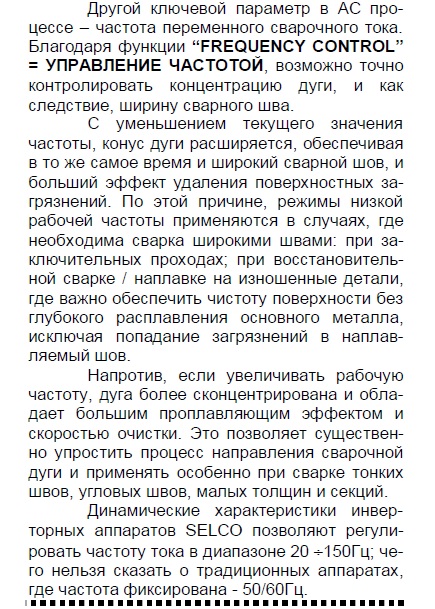
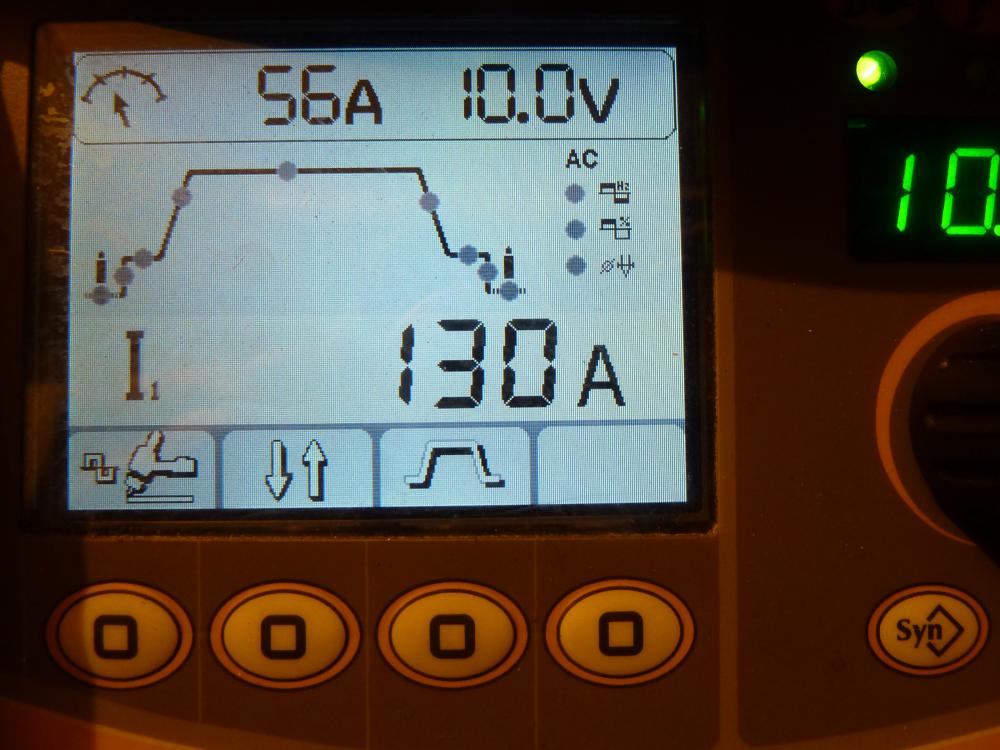
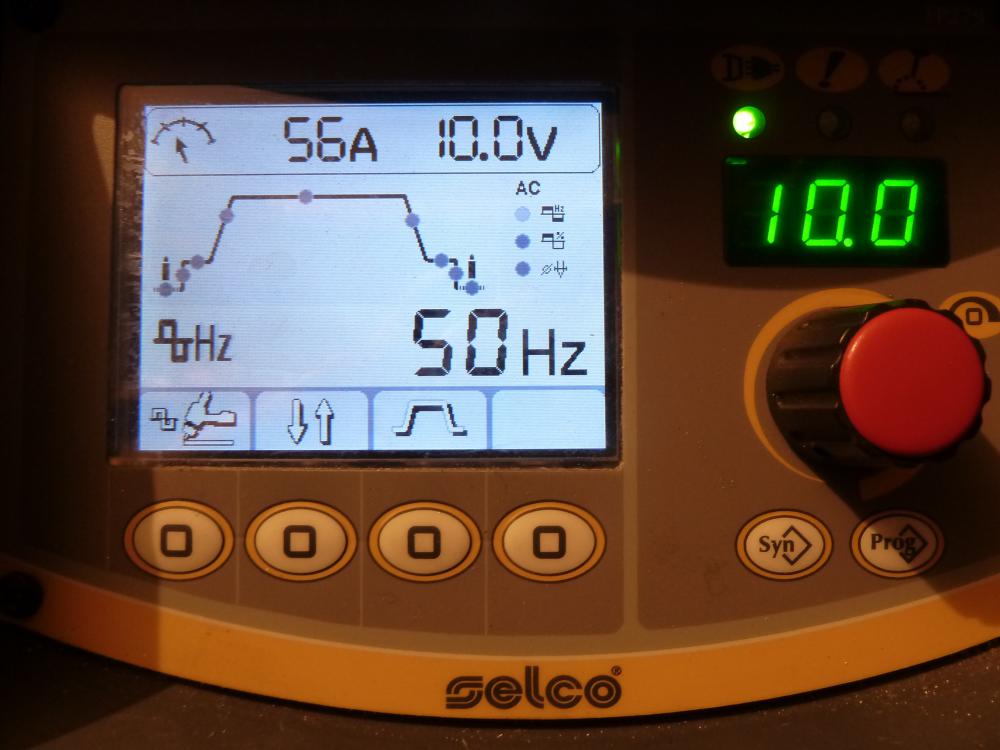
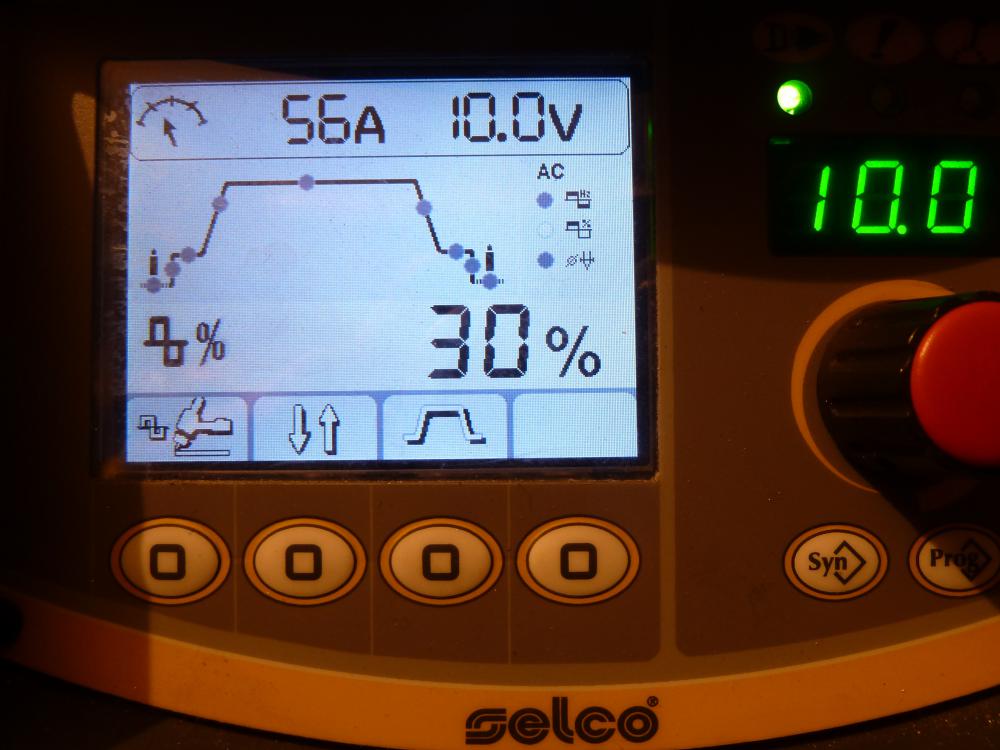
 Как в учебниках, что вы с успехом и доказали. Выдержка из буклета Selco,не сочтите рекламой может кому полезна будет , сейчас почти все современные аппараты имеют регулировку частоты. В этом буклете частота АС ещё была 20-150гц, но с каждым годом она растет на моем уже 200гц, на Miller 350 что выше на видео 400гц.
Как в учебниках, что вы с успехом и доказали. Выдержка из буклета Selco,не сочтите рекламой может кому полезна будет , сейчас почти все современные аппараты имеют регулировку частоты. В этом буклете частота АС ещё была 20-150гц, но с каждым годом она растет на моем уже 200гц, на Miller 350 что выше на видео 400гц.
-
Rust_eze, svarnoi69 С Днем Рождения!!!
-
А что там продавливать, я написал сквозная разделка. А вот на счет шушеры если сквозная разделка , вы её без подкладки столько получите из воздуха. Я понимаю где нельзя, но на диске подкладку за 10 минут из 1мм нерж. согнуть полоску и подложить, клещами пристегнуть, и нет проблем и обратную сторону потом подваривать одно удовольствие будет.
-
Так вот и выложу книжку потихоньку. Что нас ждет и к чему готовится при сварке магниевых сплавов. http://www.migatronic.ru/content/view/50/46/ http://www.metallstandart.ru/magnievaya_provoloka
- 312 ответа
-
- 11
-
-
@krech, С Днем Рождения!!! и здоровья.
-
Если хороший аппарат, то и не заметите на 220 или 380 он. Частота нужна для точности прохода шва и глубины проплавления , я на своем пользуюсь от 20 до 200гц. Про диски , если сквозная разделка, то желательно подложить подкладочку из нерж., таким образом шов будет намного чище и качественней. http://www.youtube.com/watch?v=Oh5n9fHdGjM http://www.youtube.com/watch?v=4gbOBMqAaS0
-
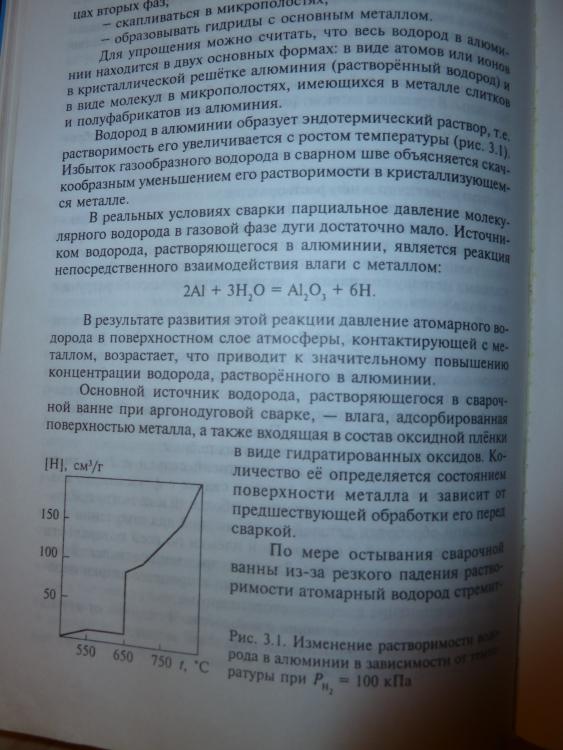
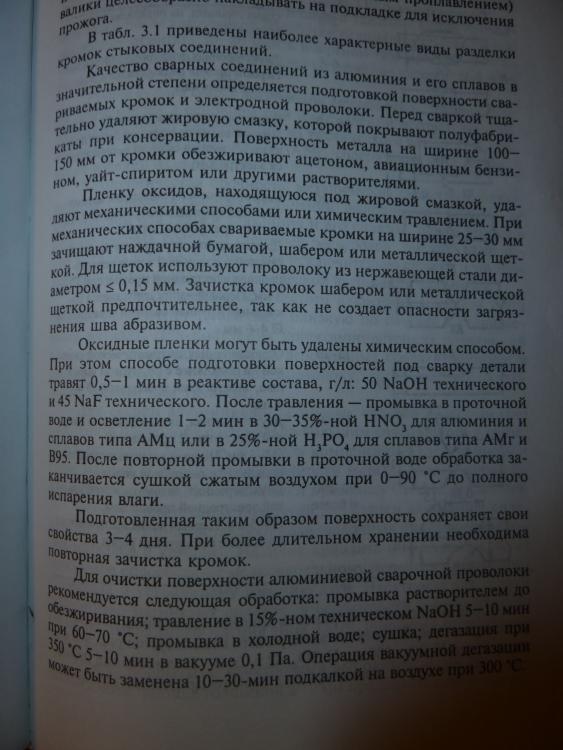
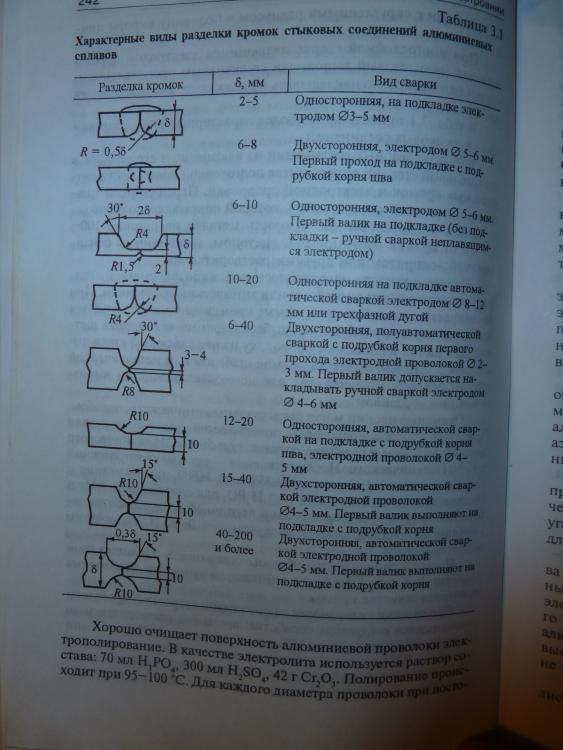
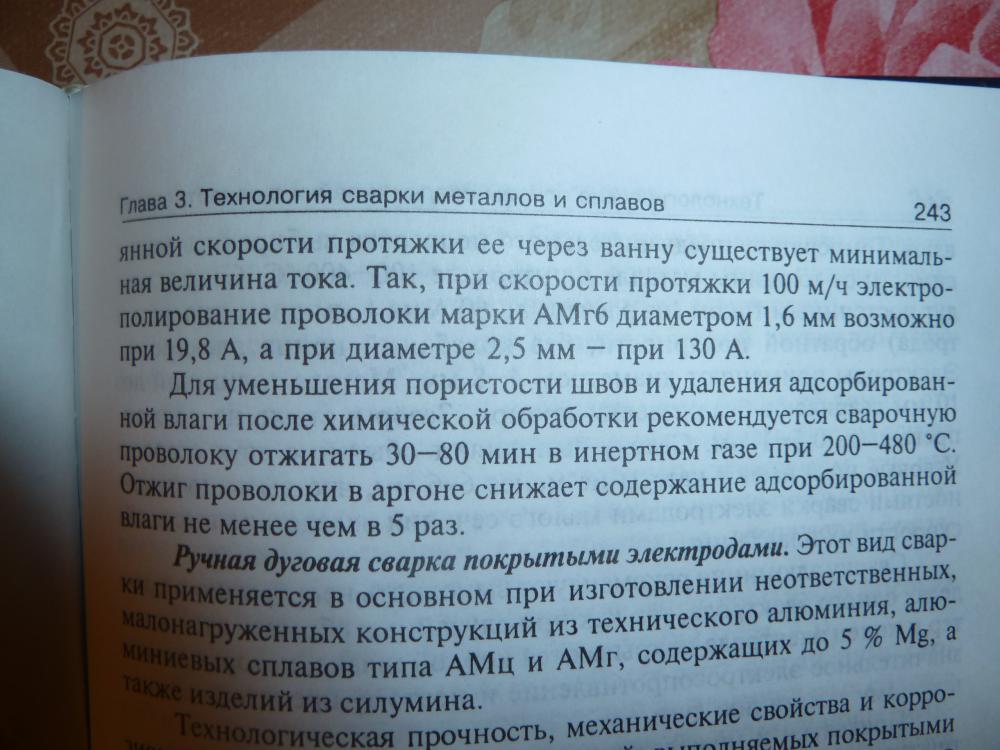
Пористость, и все последствия оной. Зачищайте и прогревайте металл перед сваркой. Присадку тоже желательно обрабатывать и хранить в закрытой таре и сухом с постоянной температурой месте. Выдержки из книги, но на счет наждачки я с ними не согласен , а остальное все верно. http://www.chipmaker.ru/topic/69090/page__view__findpost__p__2578008
-
-
Прошу извинения за минус в первом сообщении, случайно и не преднамеренно произошло.
-
ВСВУ-400 аппарат для сварки на постоянном токе, для АЛ у них другой имеется. А так вполне надежные промышленные источники. http://www.el-mech.ru/products/svarka/svarka_2.html
-
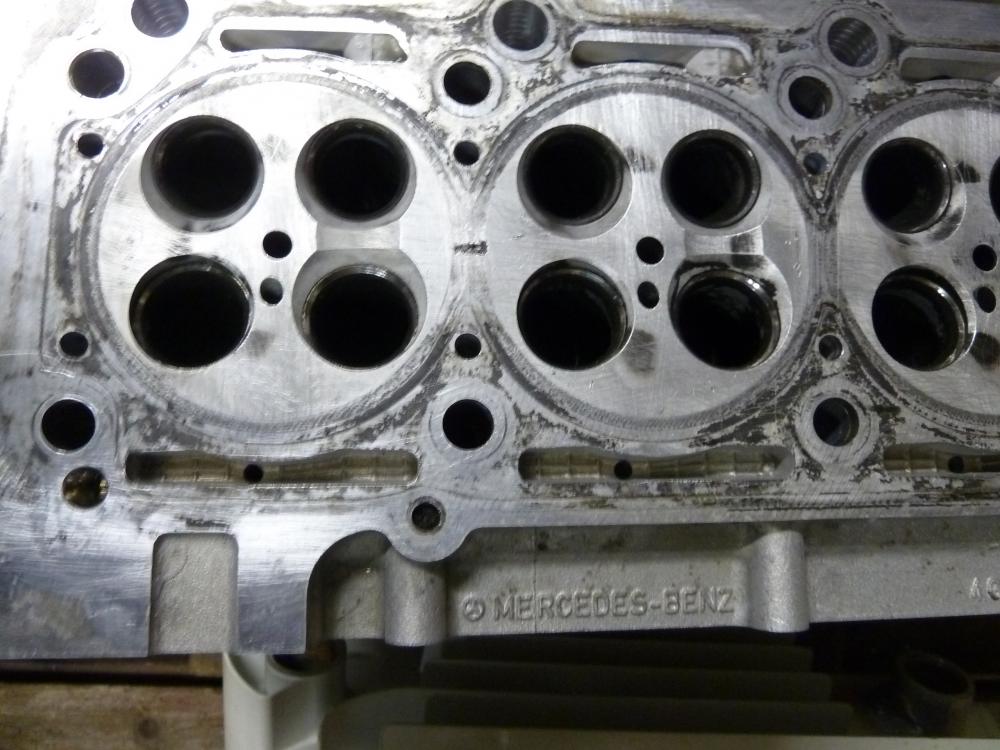
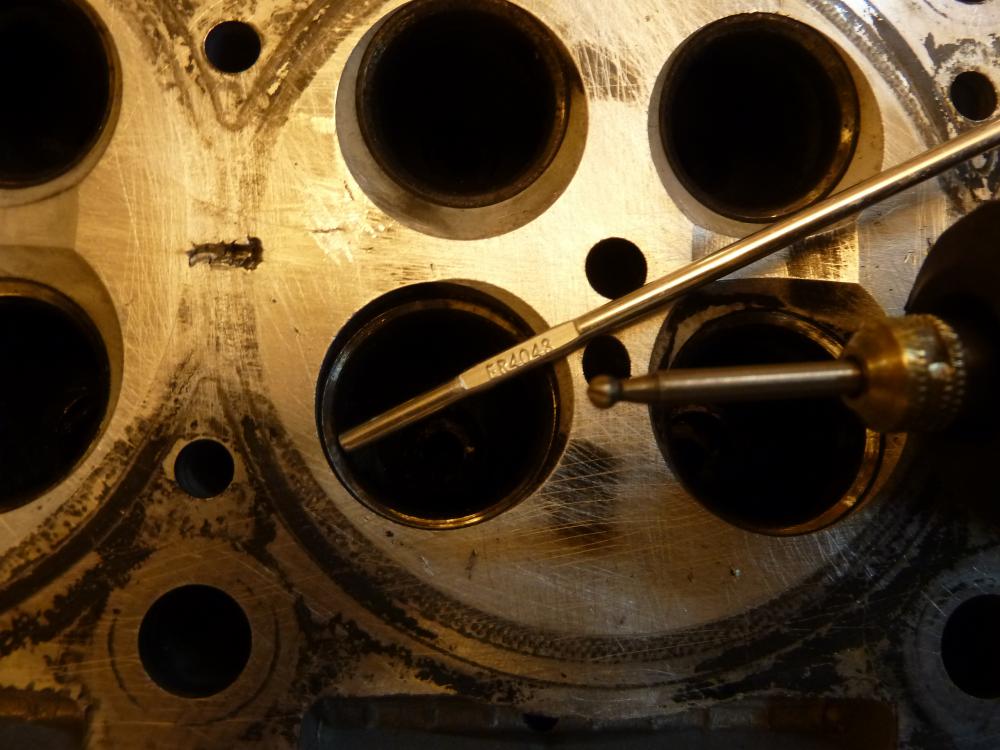
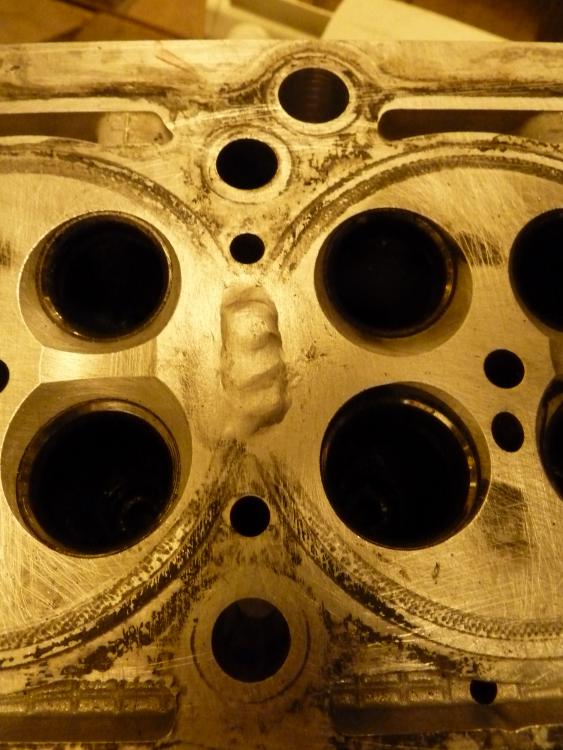
ГБЦ еще три штуки притащили ребята, у них поток и занимаются только ГБЦ без работы не сидят Автолайн у них постоянные клиенты. Эта с трещиной в выпускном канале, подварил но седла нужно тоже вытаскивать и обваривать, ребята пока забрали её для изучения вопроса стоит делать ремонт или нет. Эта уже проглажена и кариес виден не вооруженным глазом. Вроде с виду точка не большая, но начинаешь её копать и она уходит довольно глубоко в тело да ещё расширяется, точь точь как зубной кариес. До конца так и не удалось вычистить как следует и поэтому грязь на швах с верху. Завтра заберут и прогладят её и если что подвезут на подварку.
-
Вы фото детали показали , но и самой горелки с кончиком вольфрама после сварки крупным планом не помешало бы. Мое мнение чернота нет должной газовой защиты скорее всего, тем более на круглой детали из за неправильно установленного вылета электрода и расхода газа и номер сопла, дергали горелку резко, это видно по неравномерному шву на детали. Ну и выше два сообщения, тоже актуальны, давайте фото горелки.
-
Тяни-толкай от Fronius. http://www.youtube.com/watch?v=JA9ZfjABiy8&list=TL5chAQ3ivpSQ
-
@Vanguard, Плюс вам, пока. только не куда ставить. Вот и моя старушка АГНИ поработала с баком на все 100%, от 130 до 220 А и даже не задумывался, что перегрелась, жарил и жарил. От Селковской горелки-остались бы одни потроха, оплавившиеся при таком режиме.
-
Свои преимущества есть наверное и у того и у другого
-
Надо её успокоить от пляски. Минимальная длина дуги, 200гц АС тока, (если у вас есть, но можно и 50гц обойтись), вольфрам заточен , поджиг дуги на присадке как увидите зеркало расплавленного алюминия и пошли дальше как обычный шов .
-
ГБЦ Мерседес, притащили грязную...., не люблю грязных деталей.
-
Вот её и рвет , потому что температурная разница большая получается и это дело надо сгладить как- то. Песок самое подходящее в этом случае и поддон равномерно будет прогрет до 200 градусов и не должно не чего повести, горелкой вы так равномерно не прогреете.
-
Фотки бы показали. Попробуй вот так сделать, нагрей песку ведро до градусов 250 и в стеклотканевый мешок его как можно больше чтоб в объем поддона уместился и не мешал поддон к плите притянуть, притягиваете поддон и пусть прогреется от песка как следует и потом пробуйте заварить и оставьте остывать, обратную сторону шва таким же манером изощряйтесь, присадок 4043.
-
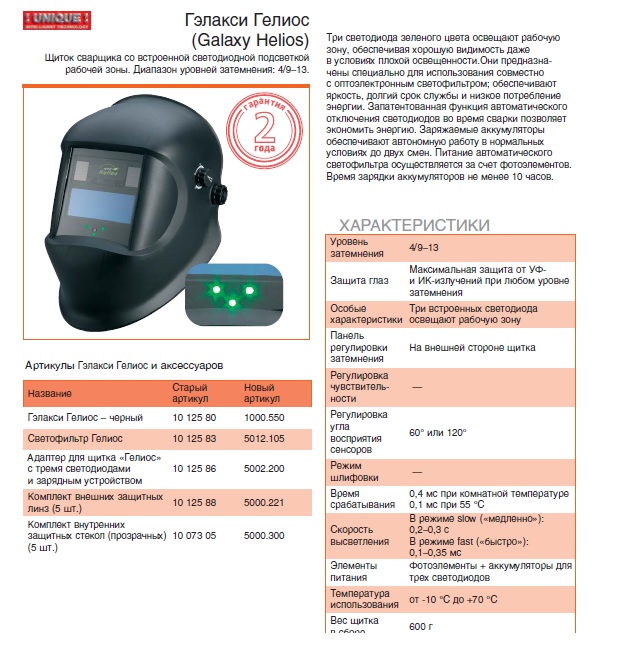
Может кому и надо с подсветкой, есть готовое решение. Я пользуюсь простой , а мой синий хамелеон не выдерживает больше 200 ампер и становится мягким как силиконовая форма для выпечки кексов, да и включать его иногда забываю (выключается авто) , итог зайчик, продам её. Был раньше хамелеон хороший прослужил лет шесть не помню название уже, не каких батареек да и к работе он был готов всегда, без всяких включений. Функция шлифовка и полировка в маске сварщика что то мне не очень, лучше снять маску и надеть щиток или очки для этого предназначенные. Мои старушки, но любимые Синяя модница красива, но не любима http://www.safro.ru/ Маска с подсветкой у меня нет, да и нужна ли она.
-
AMBIVERT42 с Днем Рождения!!! Жизнь это дорога, пусть она будет ровной и красивой как на этом фото.