selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
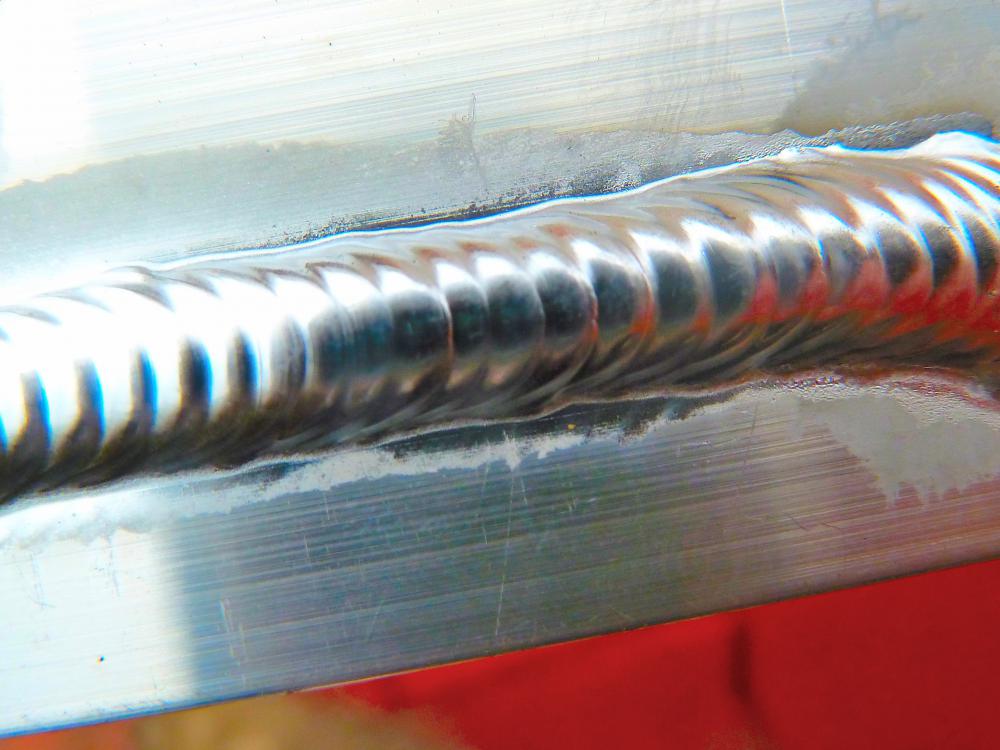
 @Nos, П\А сварка в импульсном режиме и скорее не СО2 , а смесь. Вот подлинник фильма от Kemppi http://www.youtube.com/watch?v=LMnRRx1popU&index=21&list=PLsHLtMYH29rQE4fohlrfakTtN5WhmNLXO Можно здесь еще посмотреть импульс на АЛ сплавах. http://www.youtube.com/watch?v=eZtv520FS48
@Nos, П\А сварка в импульсном режиме и скорее не СО2 , а смесь. Вот подлинник фильма от Kemppi http://www.youtube.com/watch?v=LMnRRx1popU&index=21&list=PLsHLtMYH29rQE4fohlrfakTtN5WhmNLXO Можно здесь еще посмотреть импульс на АЛ сплавах. http://www.youtube.com/watch?v=eZtv520FS48 -
Щеткой металлической из нерж. можно в ручную или дрелью, или шабером .
-
Наждачкой, противопоказано категорически. Травление, но если не возможно травление, то можно шабером или ножом поскрябать .
-
Поставьте 40 ампер и пробуйте , если плохо ванна образуется то добавьте 5 ампер и так далее, пока не добьетесь что вам комфортно вести горелку и контролировать ванну. Про пруток я вам видео показал, и еще один нюанс , пруток должен всегда находится в зоне обдува аргоном , так что далеко не убирайте его. Тренируйтесь пока варить швы просто на куске алюминия, плавность хода горелки и подачу присадка отрепетируете , тогда и два куска можно пробовать сварить.
-
Подачей "втыканием" присадка можно получить швы с разным внешним видом.

-
Плавно и аккуратно без резких движений, воткнуть можно кол в землю или ещё что. у человека горелка прыгает как мяч по полю, и нужно перво наперво добиться плавности и точности ведения горелки, а потом и присадку "втыкать" можно. Подача присадочной проволоки. Работа левого и правого полушарияИнтересен тот факт, что при подаче присадочной проволоки вручную, у человека задействованы оба полушария мозга. Левое отвечает за манипуляции горелкой (если он правша), а правое за подачу проволоки левой рукой. Поэтому считается, что если сварщик может варить аргоном, то научиться другим способам ему не составит труда. http://www.youtube.com/watch?v=wRHrFYV_uVo http://www.youtube.com/watch?v=nbQoby7uW_w
-
marat , С Днем Рождения!!!
-
С ними можно поторговаться , но это наверняка дешевле чем импорт. бренд. Кстати у них в Москве есть дилеры.
-
@Nos, Если уж возьметесь варить бак, то не делайте его полностью закрытым. Сделайте чтобы с верху была съемная крышка , бак будет нуждаться в очистке отложений и поддув тогда можно организовать. И еще вода будет греться от дымохода, таким образом вам понадобится тогда еще и титановая труба в размер дымохода и желательно с 3мм стенкой. Из другого материала вам не привариться будет к баку. У меня сделана такая же система но из нерж, и труба- дымоход которая внутри бака из 3мм нерж, вода вокруг нее закипает почти сразу.
-
Такой посмотрите, есть импульсный вариант , 3года гарантия и выбор подающих, но наверное не дешев, но наверняка дешевле импортных брендов. http://технотрон.рф/product/ds40033m/
-
Вот на этот посмотрите, но цена тоже наверное не маленькая, но зато полный фарш и не Китай. http://websvarka.ru/talk/index.php?showtopic=5310&p=131316 Или такой http://www.zub-tex.ru/good132421252.html
-
Universal welder С Днем рождения!!!
-
Посмотреть бы? Не будет, на плазме рабочее напряжение больше 100 вольт, а холостое 380.
- 3 ответа
-
- 3
-

-
Не совсем понял как на обоих крутилках, какой у вас аппарат. Оптимальный баланс где то 25-35% , но на разных аппаратах по разному бывает работает. Вообще 2,4 при балансе 50% и токе 80ампер должен выдержать нагрузку, но ещё раз повторюсь у каждого аппарата по свойму и надо привыкать именно к своему.
-
@BelaZZ, Каков ток был, и диаметр вольфрама , баланс на аппарате есть? Спрашиваю потому, что на вольфраме шарик больше диаметра самого вольфрама вырос, при таком шарике довольно трудно варить.
-
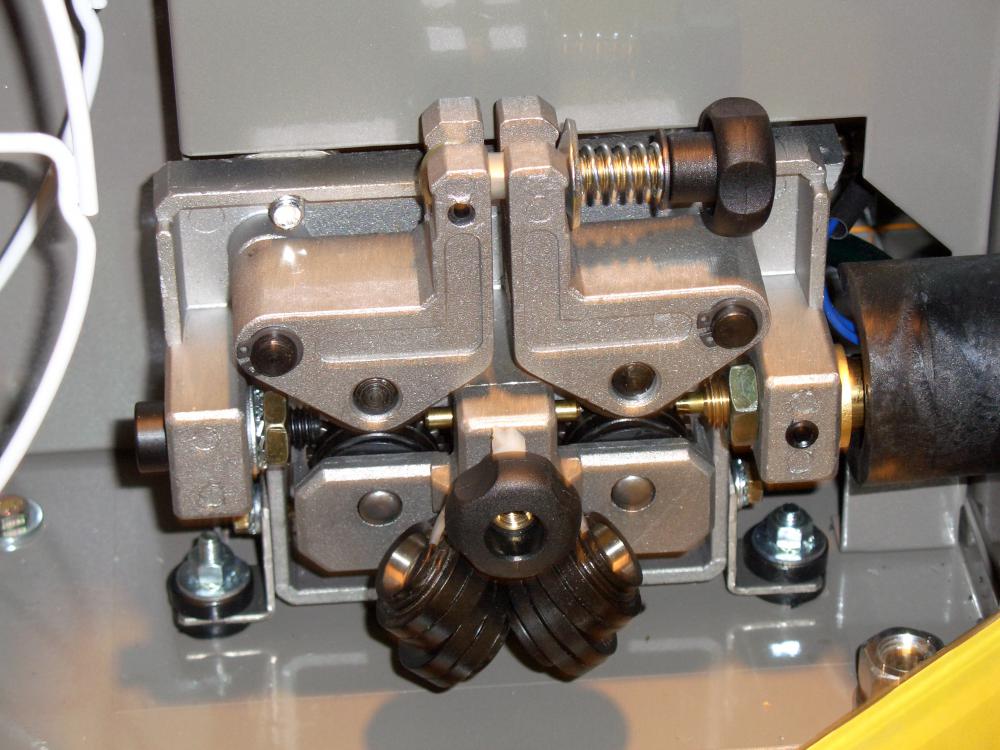
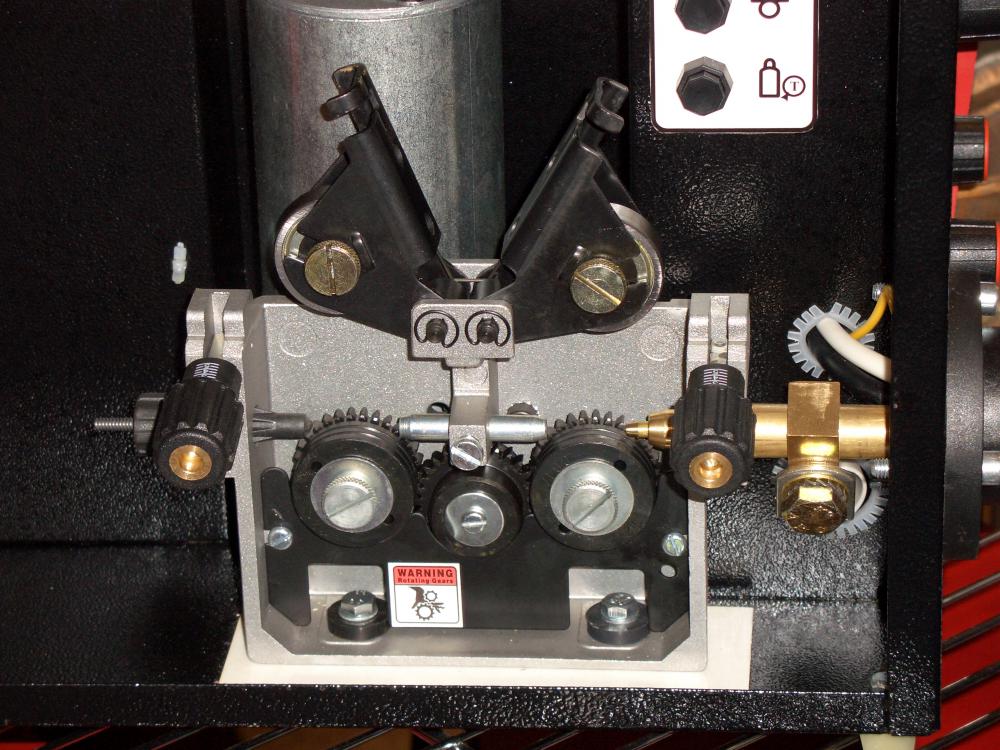
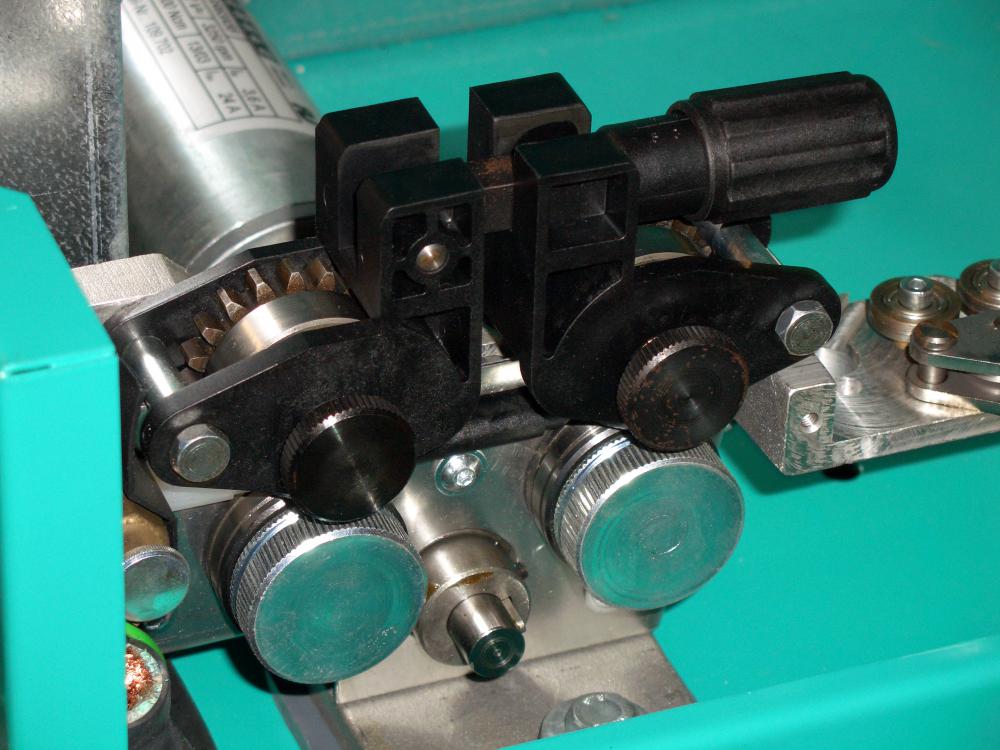
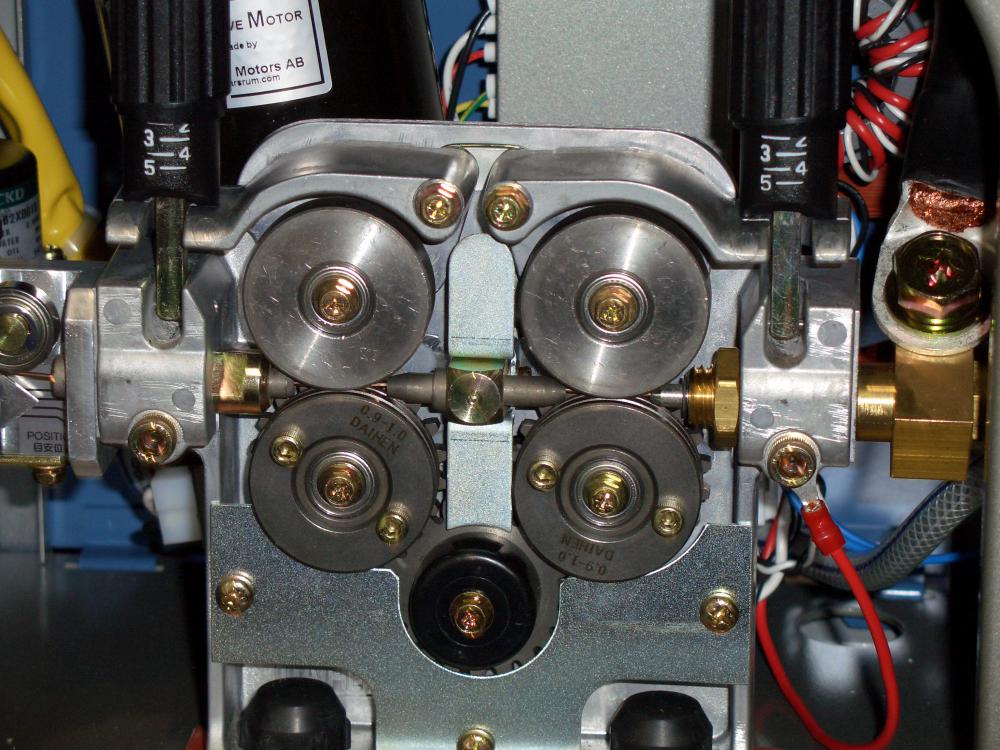
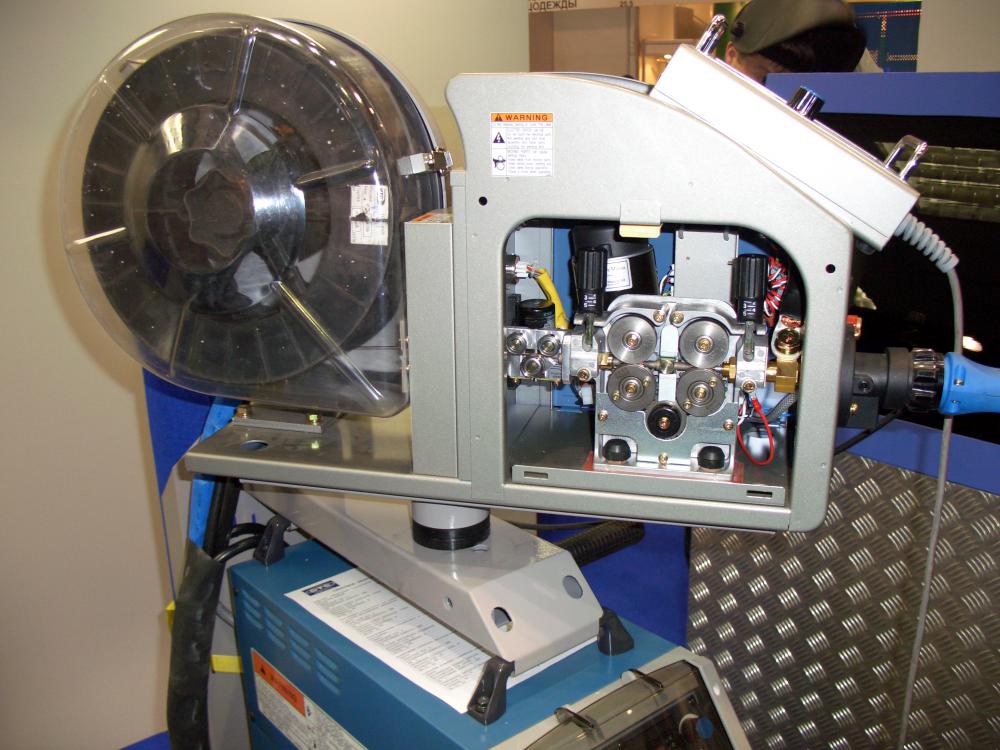
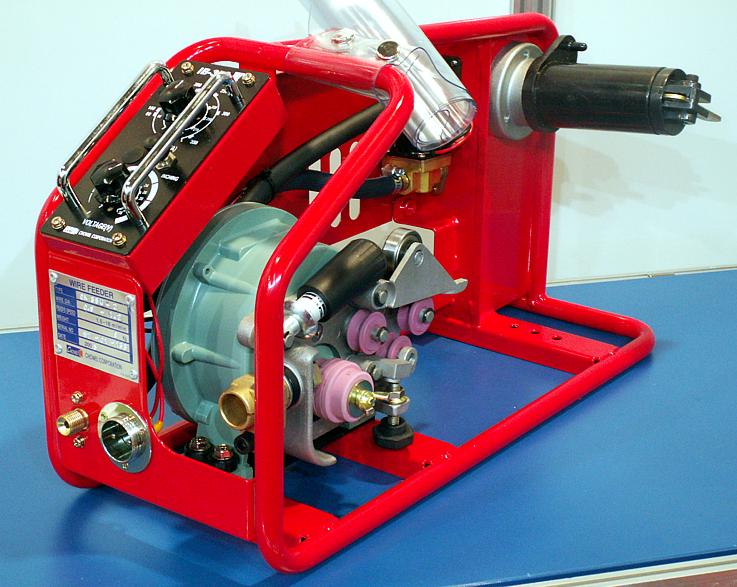
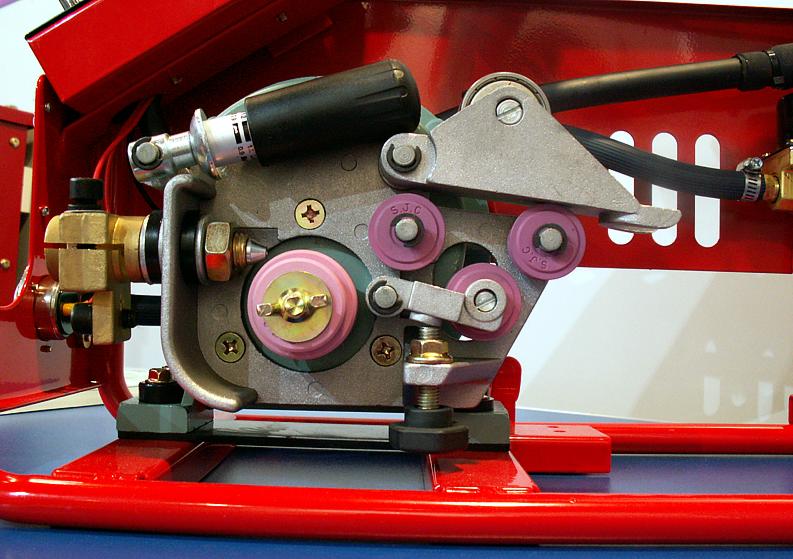
Просто фото подающих. Вообще как в жизни принято если 2 ролика не зависимо пассивный один или активный продавцы обзывают 2х роликовым, если 4 ролика независимо пассивные два из них или активные , продавцы обзывают 4х роликовыми. Пример EWM, везде написано 4х роликовый и не слова что верхние пассивны, и для сварки Ал или Нерж нужно докупить кит с активными роликами. http://www.cooptim.com/ Перейдем к фото. Привет из СССР, мощный подающей 12 вольт с планетарным редуктором стоял на роботе и тащил 3мм проволоку, правда ролики другие были да и сам механизм прижима другой, вес килограмма 3. Ну и с выставки 2006 год С немецкой машины REHM Lincoln EWM Merkle очень понравился и добротно сделан Daihen Южная кор. с керамическим роликом Chowel
- 142 ответа
-
- 11
-
-
- полуавтомат
- MIG
- (и ещё 1 )
-
@Nos, Немного фантазии для адаптирования горелки под титан, вот америкосы избалованные изобилием тоже вынуждены проявлять фантазию для титана. http://www.youtube.com/watch?v=bVOmJYXCOA0&feature=em-subs_digest-vrecs
-
Сергейб3, bader С Днем рождения!!! и немного " Музыки" http://www.youtube.com/watch?v=5aHp9S4SG98
-
если нажму здесь то запрет если просто переведу сюда то я на форуме находясь уже на форуме нажимаю сюда и снова запрет с улетом с форума и приходится кнопками вперед назад чтобы по форуму двигаться, остальное все в рабочем состоянии
-
У меня абсолютно все попрежднему осталось. http://websvarka.ru/talk/index.php?showtopic=2600&p=131783
-
@Куренга, Спасибо, успокоили.
-
Мужики помогайте, видимо у меня одного такая проблема. Держится со 2го февраля, антивирус пишет "все хорошо" , если можно как исправить, только по подробнее, а то я нуль в этом. Всегда нажимал здесь и выходил на сайт , сейчас вылазит это Но если нажимаешь здесь, то сайт нормально открывается Если на самом сайте нажимаю здесь , то обратно вылазит что на втором фото.
-
BelaZZ, С Днем рождения!!! крепкого здоровья
-
Что то сайт глючит, началось ещё вчера около 1 часа ночи. Сегодня то работает то выдает вот это
-
Шикарная кошка Моя любит на верхах сидеть и контролировать что на столах вкусного есть, и научилась TV (кнопка сенсорная) включать по утрам в 7.00 смотришь работает, не всегда но часто включает.