selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Горелку от Fronius вот человек продает и я видел ее она новая но не помню водянка или нет, а я у него купил горелку от Daihen тоже новую и водянку. Что самое интересное горелка Fronius и Dainen как братья близнецы похожи, только от Fronius имеет свой фирменный разъем не совместимый с евро. http://websvarka.ru/talk/topic/6536-gorelki-migmag-evrorazem-novye/?p=161866

-
Ну чего вам посоветовать, тем паче по фото. Агрегат как агрегат , вооружайтесь рулеткой линейками уровнями и прочем измерительным инструментом какой на ум придет, меряйте диагонали и прочее , в общем полная ревизия трещин и прочего, план составить где лучше усилить и т.п. Ну и материал подготовить и в бой.
-
Совсем другое дело , но можно еще настройки покрутить побаловаться для себя и понимания аппарата. P.S. Роман а у вас какая панель на вашем аппарате стоит (их вроде три разновидности) и фотку покрупнее вашего подопечного,всем интересно и не у всех есть Fronius . Я уж и не помню где взял инструкцию на ваш аппарат но вроде в Тена мне сделали исключение и прислали. Особо не читал и не вникал в инструкцию но сохранил и выходит не зря, пользуйтесь на здоровье.
-
Вот такое бы "чудовище" купить https://www.youtube.com/watch?v=V4ynbEbA1gc
- 344 ответа
-
- 16
-

-
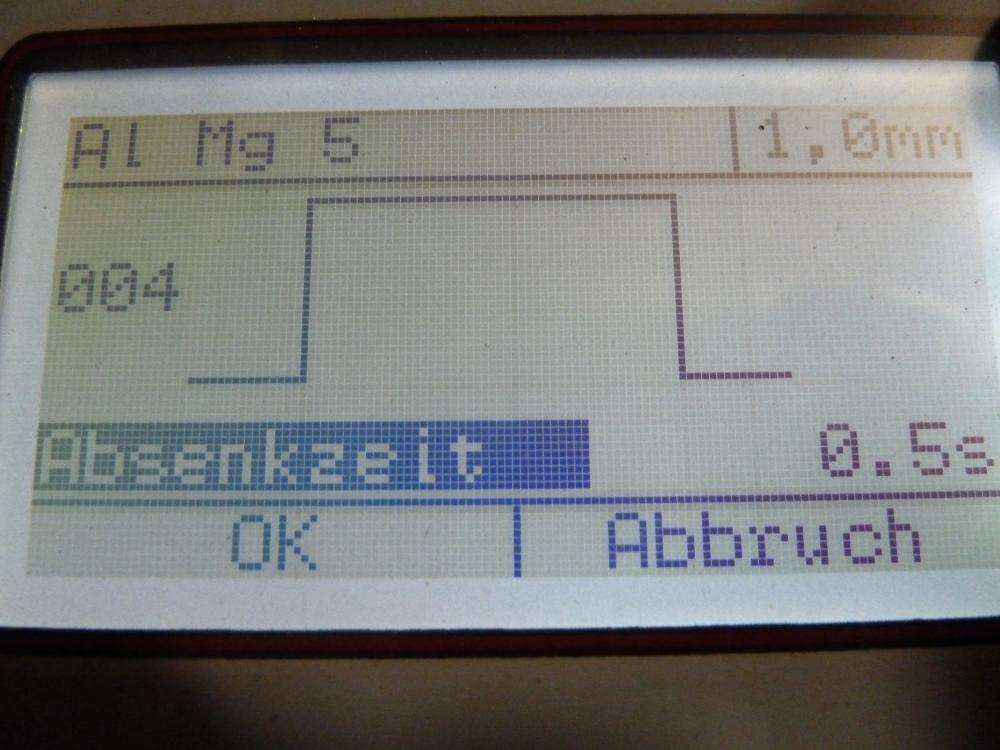
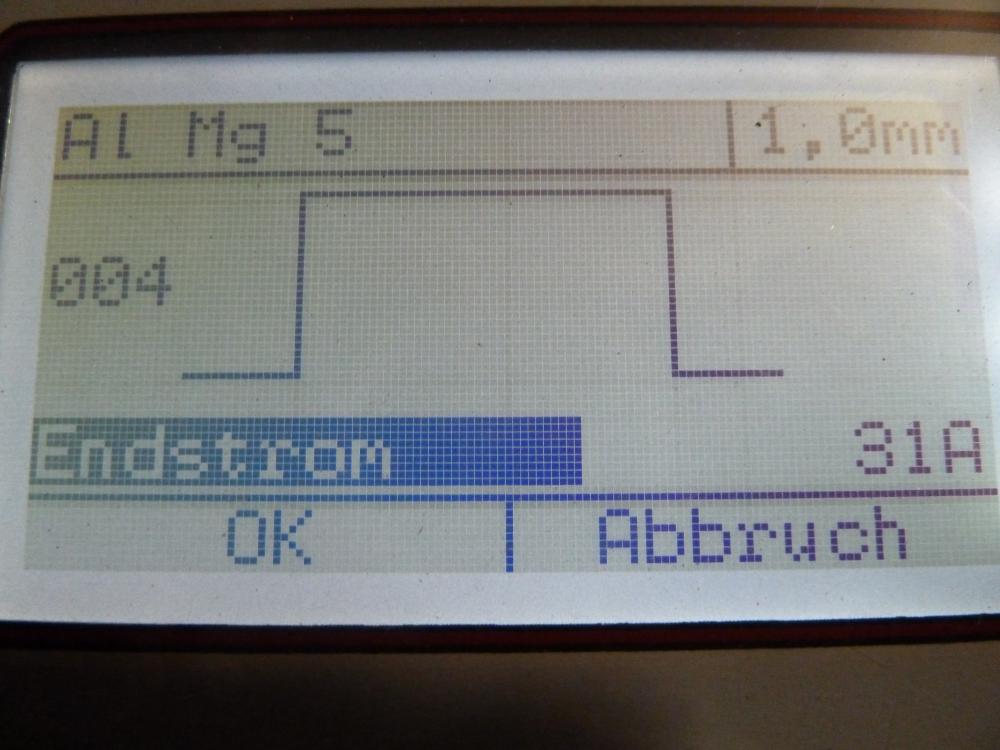
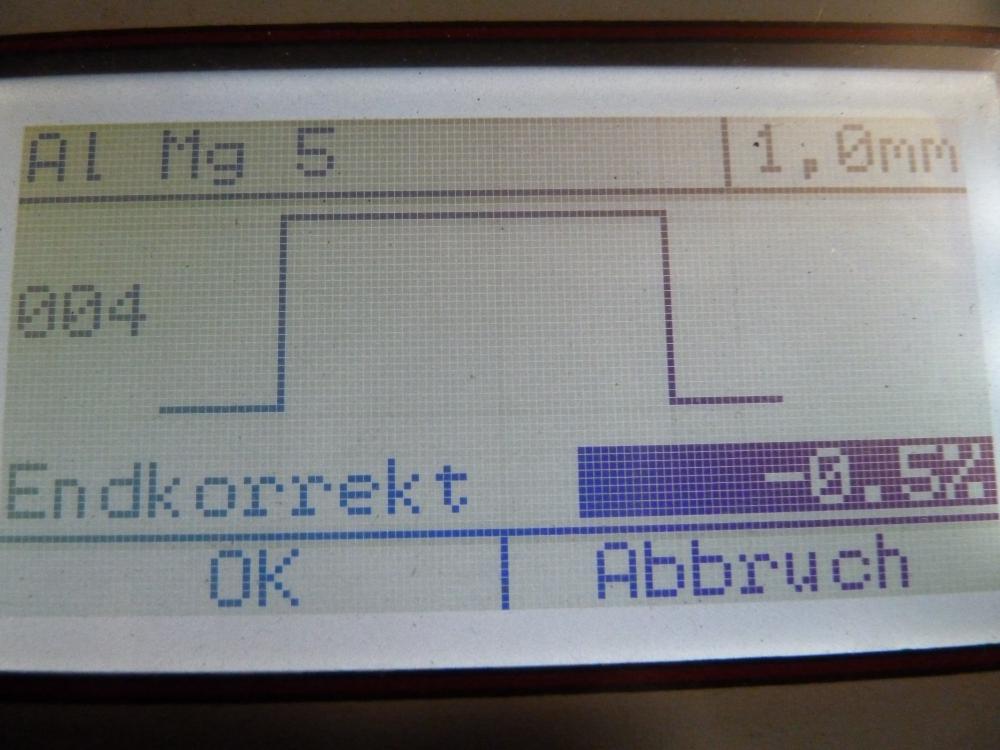
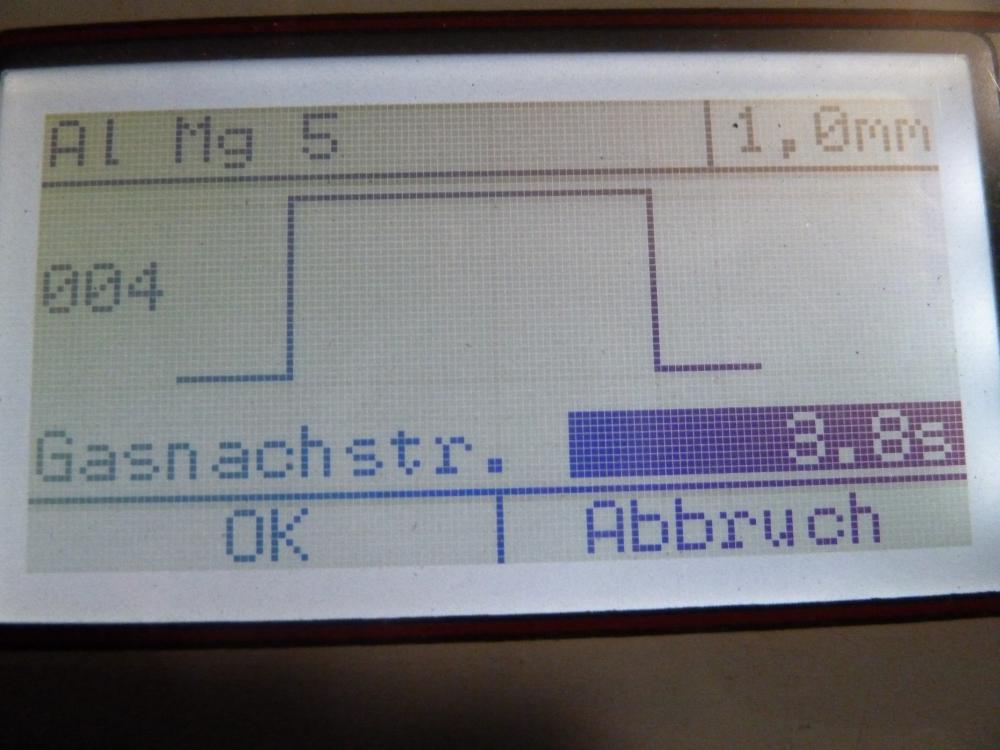
Дублирую, читайте и изучайте. Я знал что Fronius не так "прост" и пользователя не должен оставить без спада и конечного тока. Новейший ПА от Fronius с дисплеем и многими наворотами TPS i_RU инструкция сварка.pdf
-
@Area52, Роман подскажи пожалуйста инструкции две разные загрузились или две одинаковые? Просто что то инет или ПК барахлят и творится не пойми что, у меня две одинаковые инструкции показывал и хотел отредактировать и кажется вообще одну инструкцию потерял. Наверное продублировать надо их.
-
Плохо, но не верится что Fronius так оплошал, и такая настройка где- то должна быть , может скрытая в внутри аппарата или подающего мех. , иначе если например точками варить и точки будут с кратерами . Звоните в Тена они вам подскажут. Вот у меня кое какие инструкции есть , правда одна на новейшую разработку а вторая вроде как и к вашему применима будет. фроня .pdf
-
И у меня есть спец 4Т режим и в нем более расширены настройки. А вот время спада с основного тока и конечный ток должен быть и в 4Т на Фроне, и сейчас практически в 4Т есть у всех такиу настройки, а вот в 2Т не у всех они имеются поэтому и написал вам . Попробуйте просто в 4Т поварить и я думаю вы найдете такие настройки.
-
Запросите у них мануал на русском . Напишите или позвоните, марку своего ПА им и заводской серийный номер и они вам будут обязаны выслать инструкцию на русском , австрийцы следят за этим . http://tctena.ru/
-
Ищите на Фроне спад с основного тока по времени на конечный и сам конечный ток настроить . Не знаю как на Фроне может этот режим у нее есть (работает) только в 4Т а в 2Т нет (не работает) , на моем и 2Т и 4Т работает .
-
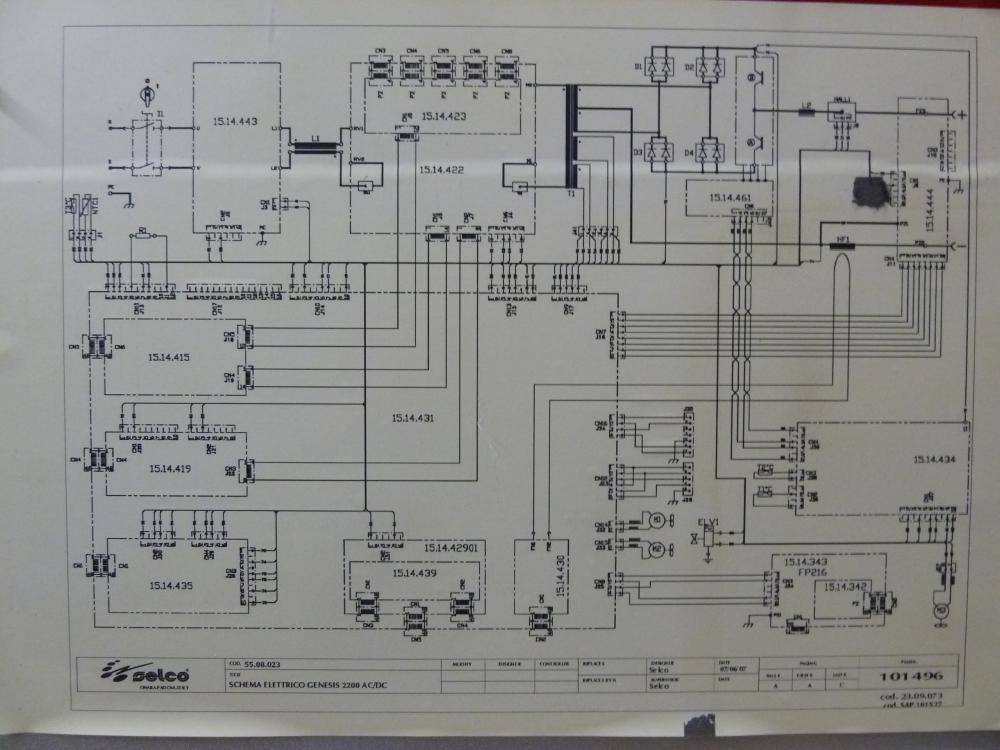
 Приличные фирмы не делают секрета и электросхемы на крышках внутри оставляют. На моем приклеена на крышке.
Приличные фирмы не делают секрета и электросхемы на крышках внутри оставляют. На моем приклеена на крышке. -
Виктор , после ортофосфорной нерж вроде как делается серой и не приглядной. Нашел еще сайт и там многое есть и для нерж. и для Ал сплавов. Я думаю многим интересно будет. http://www.ind-art.ru/catalog/stainless-steel-processing/antox-2001-t/
-
Виктор, а надо тебе это да еще внутри цистерны (швы у тебя и так окалины не имеют или совсем самую малость) , будут испарения при травлении и сам отравишься. Тем более они не воду возят и шов не заржавеет , а со временем и отполируются швы болтающейся горючей жидкостью. http://www.chipmaker.ru/topic/9103/ http://www.safro.ru/market/elektrody_rashodnye_materialy/sredstva_dlya_uluchsheniya_kachestva_svarki/
-
Добили мы с котом прицепное еще вчера до обеда. Хозяин как 4 дня назад уехал искать подходящие болты под колесо так и не появился наверное все ищет болты. Но я его знаю давно и он может через месяц появиться , зато меня предупреждал что прицепное срочно нужно на Ивеко. Сейчас мы в хвостах померим поработали можно и поспать
-
Горелки и газ пока откинем в сторону и начнем с самой нержавейки. Она у вас очень грязная и верхний слой с окислом и похоже с жировыми пленками на ней , так вот первым делом нужно вычистить нерж. и присадку если требуется, и пробный шов сделать, если опять будет "черный" то уже смотреть горелку ,газ , сопла и т.д.
-
Хозяин Kemppi довел до предсмертного состояния и скорее всего глючить стал вот и решили почистить. https://www.youtube.com/watch?v=NwNiOBR-vZ8
-
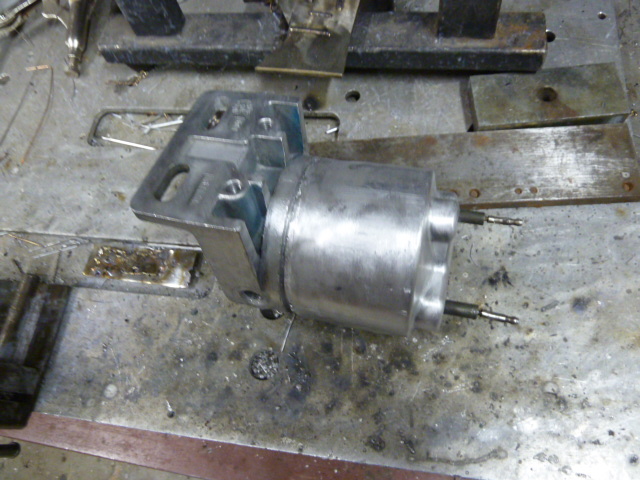
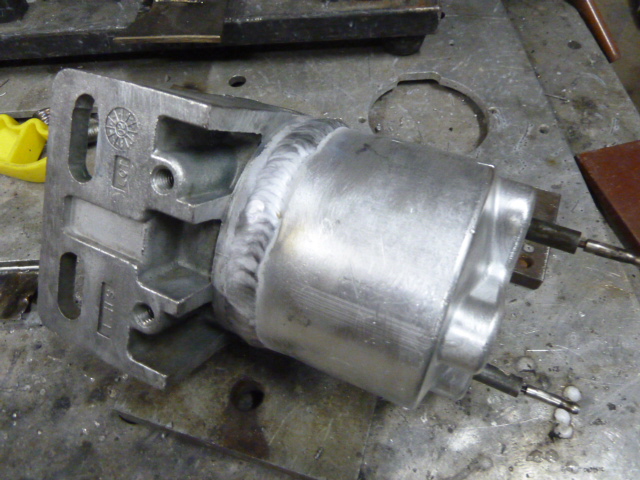
А то бывают и такие ситуации, вот сегодня с грузового автоцентра позвонили и попросили приехать и посмотреть что можно сделать с вот этой "штуковиной". Приехал , посмотрел и взял на реанимацию и сказал через часа 2 будет готово. Не успел начать отдраивать подогреватель а с центра уже звонят и просят побыстрее так как они работают до 18ч и им надо успеть поставить и машину вручить водителям. Я им обещал вернуть готовую деталь в 17,30 и попросил боле не звонить. Ровно в 17,30 деталь была у них в руках , а мне надо бы попросить доплату за срочность, но язык не повернулся.
-
Но фильтр не панацея и может ускорить даже выход аппарата из строя. Представьте такую ситуацию фильтр на аппарате и вы болгаркой пилите чистите ржавчину , и в это время пыль садится на фильтр и в щели лезет и в конце концов фильтр забит и пошел перегрев аппарата, а вы даже о этом не подозреваете и надеетесь на фильтр. Не я лучше тряпицу брошу на аппаратик и ноу проблем.
-
Таких мыслей не должно быть по большому счету. Аппарат ваша собственность, да пусть даже не ваша а фирмы, вы должны заботится о его здоровье и абразив и пыль исключить из его жизни, это так просто накрывать когда пилите или еще какие пыльные работы идут и делать перекур пока пыль не ляжет а еще лучше водицей пол попрыскать. Вот в свой два года не лазил и решил пыль проверить, заметьте только проверить .
- 27 ответов
-
- 11
-
-
Скромные мы ребята сварщики, вот весной на своей машине форсунку застрявшую из ГБЦ выдирал сам, но перед этим на форуме Санг Ёнг нашел кто их постоянно тягает и чтобы самому не заморачиваться позвонил ему и узнал цену выдирания форсы и был ответ 15-20тыс руб. Ладно форсу сам выдрал за 4 дня не спеша. Прошла неделя и тот крендель на форуме раструбил что его обобрали и чуть ли не ограбили сварщики - аргонщики содрали с него за 10см шва по алюминию 1500р . В общем я вступился за сварщиков и была 2х дневная перепалка , ему видите ли можно брать за выдирание форсунки такие деньги , так как у него эксклюзивные приспособы и инструмент, но он и с таким инструментом бывает тащит форсу до недели по времени , а у сварщика так не чего особенного и он не имеет право брать такие деньги. Я больше не хожу к ним на форум.
-
Торцевой шестигранник на колесе не разу не видел , если только в лихие 90е ставили на секретки по одному болту.Он грязью забьется и ковыряй в дороге его, похоже на этом диске уменьшенная головка под ключ 14мм идет , резьба на болту 12х1,5мм .
-
Да сомнений особых нет и насмотрелся я на плазму и микроплазму начиная с 1977г и по 1988г и не только на плазму но и на лазер сварку и роботов не хуже современных а может и превосходящих современные и все на родном заводе который "перестройщики" с успехом распродали в начале 90х. Вот институт на Дмитровском шоссе (уже не секретно) который разрабатывал любые "чудеса" , а в области экспериментальный завод который делал и отправлял в ВПК. Да ладно, за приглашение спасибо и обязательно зимой пожалуй приеду и обмен опытом и тестирование плазмы, это интересно. Ну и для всех видео плазмы, понимания процесса и т.п. P.S. Кстати если не изменяет память, аппараты от SBI могут переключаться и работать в обычном ТИГ режиме. https://www.youtube.com/watch?v=dc2C1LSOoek https://www.youtube.com/watch?v=mzNOhtHBa-0
-
Без поддона или с дырявым не поедешь , а с худой трубкой кондея можно жить спокойно до жары. Все зависит от жадности хозяина, и чем он жаднее (как правило жаднее оказываются те у которых кошелек ломится от купюр) тем хочется больше содрать с него .
-
Нержавейка сама по себе трудная задача для П.А. тем более как у вас аппаратик (предпочтительно для нерж. импульсный П.А.) и учится на ней не стоит. Возьмите черный металл и проволоку СВ-08Г2С для него, смесь Ar82%-Co18% и можно смело осваивать аппарат. Позже можно попробовать и нерж. но сразу скажу что красивых и качественных швов не получите на вашем аппарате. Видео и импульсный П.А. не самый навороченный и сварка нерж. не очень хорошо получается или его не настроили должным образом https://www.youtube.com/watch?v=faWWwfwNNzs