selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
3,5% кобальта это наверное много и МНЖКТ 5-02-02 столько его и нету. Вообще где то указывается что он присутствует в проволоке где то его вообще не указывают. Но главное указывают что она пригодна для наплавки и это главное. http://www.uralprokat.ru/catalog/27/mnzhkt/
-
Но это супер присадка . Да дело наверное даже не в деньгах и тратиться или нет. Просто бывает и нету что требуется и в магазинах вот тут и включают фантазию в том числе и я. Предвижу вопрос в Москве все есть , о да практически все можно найти но вот туды ехать ох как не хочеться , пробки пробки и еще раз пробки посли этих авто пробок нужно три выходных иметь с коньяком для восстановления нервов иначе швы будут хуже чем у новичков.
-
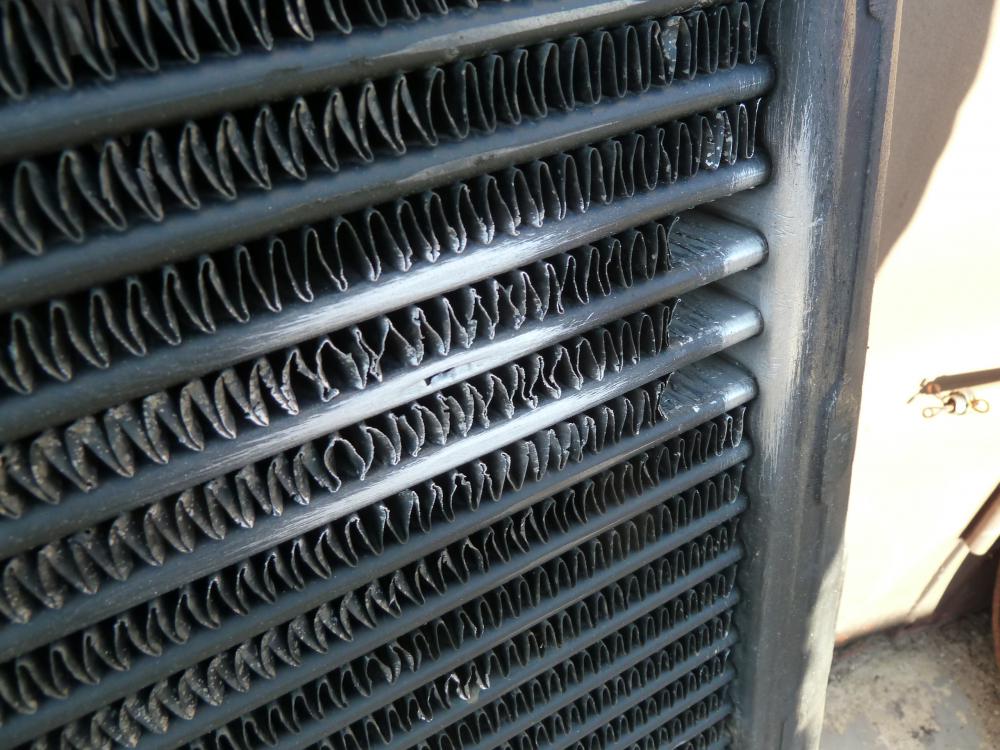
 Теплообменник с груз. капотника , обломили при установке. Привезли в масле и грязи , отмыл ну и сама работа, металл полное Г кипит и пузырит. Пришлось применять и ТИГ и МИГ , да в добавок за фрезер станок поработать.
Теплообменник с груз. капотника , обломили при установке. Привезли в масле и грязи , отмыл ну и сама работа, металл полное Г кипит и пузырит. Пришлось применять и ТИГ и МИГ , да в добавок за фрезер станок поработать.
-
Допустим по цене одно и тоже , но для тебя сварка-наплавка будет просто удовольствие и в ТИГ и в МИГ , не каких пор разливается по поверхности просто супер , да и мех. прочности не уступит ПАНЧУ или уступит совсем чуток. Вот мой коллектор с Мана развалившийся пополам , ездит ребята довольны и присылали СМС с благодарностью.
-
Михаил , здесь солидарен с тобой на 100% и вот пример. Привезли интеркулер с Volvo здоровенный потертости сот но это не проблема , а главная проблема утечка с трубной доски . В общем очистил все и без пескоструя , соты подварил а вот у трубной доски как не вертел горелку (примерял) так и не смог найти положения горелки чтобы все проварить. С пайкой у меня пока засада нет расходников , клиент уговаривал залить "клеем" но я уговорил его отказаться от этой затеи. Притащил в гараж ПК и нашли в Балашихе " ПАЙКУ" ну и отправил его туды. Клиент доволен звонил и уже работает как неделю.
-
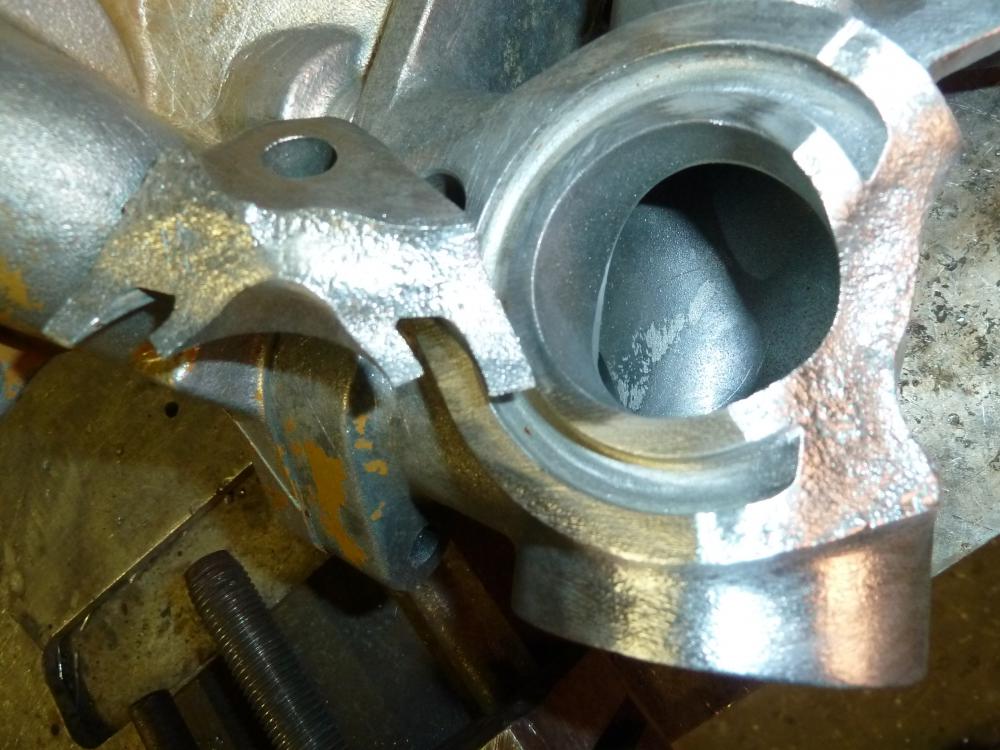
Сергей ПАНЧЕМ постели - дорого да и наверное хлопотнее даже после сварки станочникам. Предлагаю облегчить себе и станочникам труд и применить наплавку на постели CuSi3 можно с ней работать и ТИГ и МИГ или еще лучше применить нашу проволочку она более интересна МНЖКТ 5-1-02-02
-
Поподробнее, я вот и не знаю что такое Трилон Б.
-
Спасибо , теперь будем знать его в лицо, а то на Авито в объявлении стоит МПУ-4
-
Японский Мастер С Днем Рождения!!! Здоровья и радуйте нас Японской мудростью почаще.
-
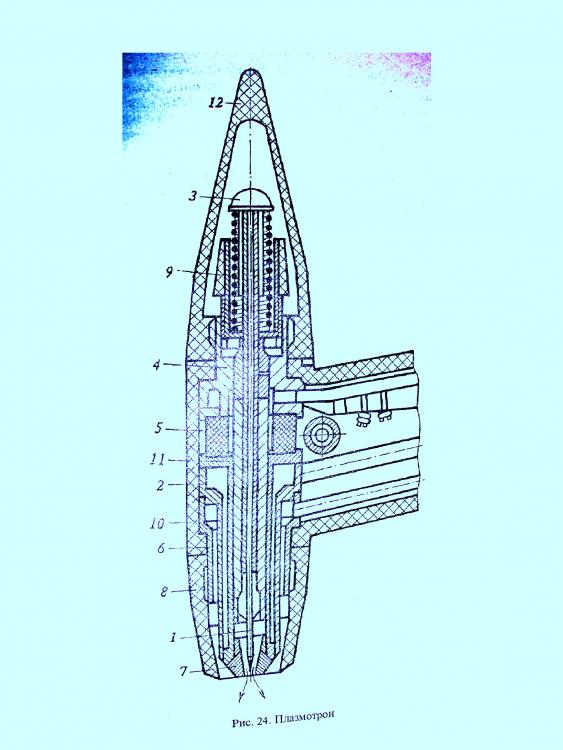
Да сегодня скачал новую инструкцию и НХХ похоже не меняется , в старой было про изменения НХХ но похоже переводчики перевели не верно. В новой вот только это Что то фото МПУ-4 странное или это очень древний аппарат, у меня фото МПУ-4 ну совсем другое.. Что касается горелки то может эта и для DC тока но были и на АС ток горелки, кстати выше показанный чертеж горелки не относиться к этой и мною выше показанной , это совершенная горелка и идет она под индексом 11 тыс. последние цифры не помню но дугу она в иголку превращала вот как на фото Летом найдем хорошего токаря и свою горелочку сделаем хотя бы на попробовать на Genesis 2200 но куда он денется будет и плазма дугу держать, у австрийцев была приставка к ТИГ аппарату дорогая но в ней и нет ничего такого особенного , вот я уже давно кумекал как это будет выглядит.
-
@SergDemin, А почему не будет на переменке , еще как будет , а плазмообразующий может и гелий может и аргон быть.
-
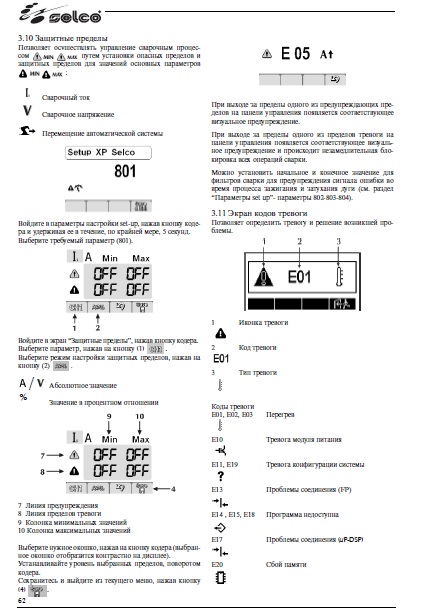
Да нет не маловато я думаю. А потом аппараты от Selco в частности мой Genesis 2200 имеет функцию изменения напряжения ХХ и я могу поставить и поболее и даже включить защиту ну например если напряжение сварки превышает мин или мах выставленный предел по напряжению так же и по току , аппарат отключает сварку и переходит в режим ожидания.
-
Мне вот этот нравиться аппарат по микроплазме но дорогой но немецкие он превосходит http://www.safro.ru/market/apparaty_argonodugovoi_svarki/mikroplazmennaya_svarka/ .А вот по горелочке так советской равных нет в смысле фокусировки "дуги иголочки " . Я вот хочу от своего аппарата попробовать и должен вытянуть плазму толь горелочку надыбить. Микроплазма.pdf
-
@Точмаш 23, Чем грели баночку и припой ТИГ горелкой или газовой. У меня кастолина нет но я тиг пробовал пробовал приноровиться можно частота тока 200гц (на Форсаж будет 300 и это плюс для "банки") ток где то от 15 до 20А , на 3-5А не сваришь будешь топтаться на месте пока не появиться "черная дыра". Ну и ПА банки донышко к донышку сваривал. С микроплазмой проще все будет, там столб дуги почти как иголка и не расширяется практически при удлинении дуги.
-
Правильно не сварочник это , а система управления роботом и сварочником . Говорят (но сам не видел да и секретно гриф стоял) что робот может двигаться по любой наклонной и вертикальной и потолочной плоскости и работать в радиации. Вот и аппаратик к нему и даже два но они практически братья близнецы.
-
Во я это предвидел но забыл отписать о казусе. В магазин идите печек и каминов, у них есть в продаже высокотемпературный герметик вроде до 1300 или 1500гр. и клей есть. Если герметиком то обмазываете слой на сторону по 2мм , или можно через гильзочку пластиковую заполнить и потом ее снять разрезав или смазать смазкой чуток ее чтобы не приклеилась. Если клей то можно использовать шнур что выше показали и обмотать с клеем, этот способ по термо будет наверное мощнее.
-
Ребята если пишете о сварке Ал на постояннке (DC) то указывайте на какой полярности это делали , ну очень важный момент . Вот в этом сообщении я так понимаю если даже пострадала цанга , сварка велась на обратной полярности. И еще не соглашусь с автором про гелий (He) он очень многое меняет а в некоторых случаях даже кардиально. Сергей , не стоило мучат своего старичка ТИР315 (хотя он все стерпит) не стоит этого СО2 . Видео охота поглядеть если уж снял. Загрузи его сперва на Youtube и как загрузишь скопируй ссылку и сюды ее вставишь и будет нам счастье.
-
Да нечего им предложить , правильно выше писали их интересует продажа акций и получение прибыли. Если бы допустим была достойная разработка то их уже бы скушал с потрохами ВПК и мы бы простые смертные и не узнали бы про них не чего лет этак 20-25 . Вот вам еще аргумент не в пользу "обратной полярности" , немцы они лишнего делать не чего не будут такой у них закон "жадности" и если бы все так хорошо бы было с "обратной полярностью" поверьте не стали бы они делать плазменный источник с АС током и ограничились бы DC источником со сменой полярности под Ал сплавы . http://merkle-russia.ru/catalog/welding/welding-plasma/3708/
-
Александр , да что они там придумали? Включим логику , на прямой полярности 70% энергии в деталь и 30% на электрод, обратная полярность зеркальное отражение и уже потерян сам смысл "плазмы" так как дуга по большей части будет плавить не металл а горелку . Кстати их видео урезано и раньше было намного длиннее и видно было как сварной с большими мучениями да и очень медленно продвигался и выше изложенные доводы мною тому подтверждение. Я не против плазмы но для нерж. и прочего "прямая полярность" для Ал сплавов АС ТОК и для плазмы и пока человек лучшего не чего не придумал. Конечно есть КосмоС технологии и лучше чем АС ток но пока они не для массового применения.
-
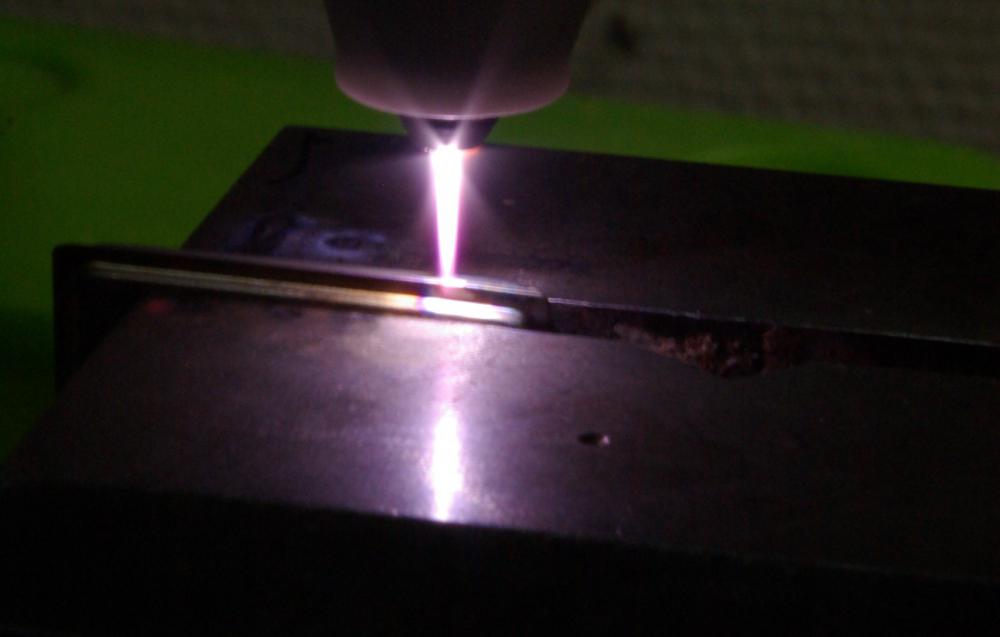
Давайте расставим уже все точки над i. Начнем с флуда , да по мне нет не какого флуда , мы выясняем истину. Что касается выставленных по второму разу Денисом фоток, так вот мое мнение , сварка произведена на них АС током и в аргоне, и меня в этом не кто не переубедит. Если Денис не согласен , пусть делает видео с СО2 и постоянной я даже согласен чтобы на обратной полярности чтобы была очистка , но уверен на 100% что не получиться у него видео . Виктор совершенно верный вопрос про сварку на прямой полярности в гелии , присадка утопленник под пленку и внутри шва эта пленка в виде раковин и инородных включений. Был как то в славном городе Коврове это оплот нашего ВПК в литейном цехе для АЛ сплавов . Так вот чан с расплавленным АЛ и его не сразу заливают в форму , рабочий бросил в него таблеток пять лекарства и потом мешалкой минут двадцать мешал и вытаскивал от туда грязь в виде оксидных пленок и прочего. А другой готовил формы под заполнение Ал сплавом , то есть продувал их аргоном , ну и конечный результат литье смотрится лучше чем у немцев , одно слово ВПК. Ну и еще раз про гелий и прямую полярность , я может и надоел с этими фото но выложу еще раз , короче дуга 0,5мм по мощи пробовал до 100А выше не поднимался и высокочастотный импульс 2500гц можно и без него в линейном режиме но немного худший результат получается, пленка убивается (испаряется) но про присадку можно забыть не получиться ее подвести в шов, а вот телом можно и конечно тонкое так примерно до 1,5мм . Так что мужики варить нам пока на АС токе еще долго. Гелий и прямая полярность
-
Они и я выше уже написал лет десять назад обозначились. Работает это где то или нет не ведаю но скорее всего пока не где не работает , поэтому и обозначились и спонсоров ищут. Зарабатывают на плазме, скорее на микроплазме ювелиры и зубные техники ну и так далее в этой категории . Что касается для частников и мелких мастерских, скорее всего не выгодна она да и преимуществ реальных не даст.
-
Вот это я и наблюдал уже лет десять назад . Коллектив может и разделился а может и сайт старый. Только вот убрали они детальки горелки в разборе были у них здесь , сейчас не вижу одни рисунки. Ох эта обратная полярность не дает покоя "конструкторам-мыслителям" , может кто и видел вроде с Тольятти конструкцию горелки для обратной полярности и в замен вольфрама предложили вставить толстенный стержень из меди , тоже не прижилась да и представляете точность дуги с меди толщиной в палец. Но мысль идет дальше и мож что то и придумают.
-
@Точмаш 23, Ну и вас туды же понесло (шутка) . Здесь может быть и есть доля правды , но похоже технология 19ВЕК " повар варит кашу" и понемногу добавляет приправ. На сегодняшней день такова технология будет наверное дороже современной сварки.
-
Во во и видео не впечатляет . Лет десять назад они уже со своей плазмой мучаться, а почему мучаться да одно слово "обратная полярность" расставляет все на свои места. У них раньше и конструкция горелки показана была на сайте (где то у меня валяются отсканированные детальки горелки) и в связи с обратной полярностью она довольно сложна в конструкции а в эксплуатации ну если как в видео один шов пройдешь и пол дня комплектующии в горелке менять "обратная полярность" плавит все даже водяное охлаждение не помогает да еще с их заявленными токами это не реально. Есть гораздо лучшие технологии, вот даже у нас товарищ в СО2 алюминий варит (шутка) , ну а технологии действительно есть лучше "обратной полярности" http://websvarka.ru/talk/topic/1398-vosstanovlenie-aliuminievykh-detalej-tig-om-i-ka/?p=198973
-
Денис не знаю что вы там наварили в СО, но знаю точно что топить присадку да еще с СО практически не получиться да и газо сваркой тоже самое но при газовой сварке можно флюс применить с СО и флюс не поможет . В общем утопленик присадка и получиться внутри раза в два хуже чем я выше показывал http://websvarka.ru/talk/topic/1398-vosstanovlenie-aliuminievykh-detalej-tig-om-i-ka/?p=198767 Вот с гелием еще мож что получиться но нужна огромная практика , да и то будут посторонние включения в шве.