selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
 Попал почти в 00 , а этот "перекос" я думаю прокладка с успехом перекроет.
Попал почти в 00 , а этот "перекос" я думаю прокладка с успехом перекроет. -
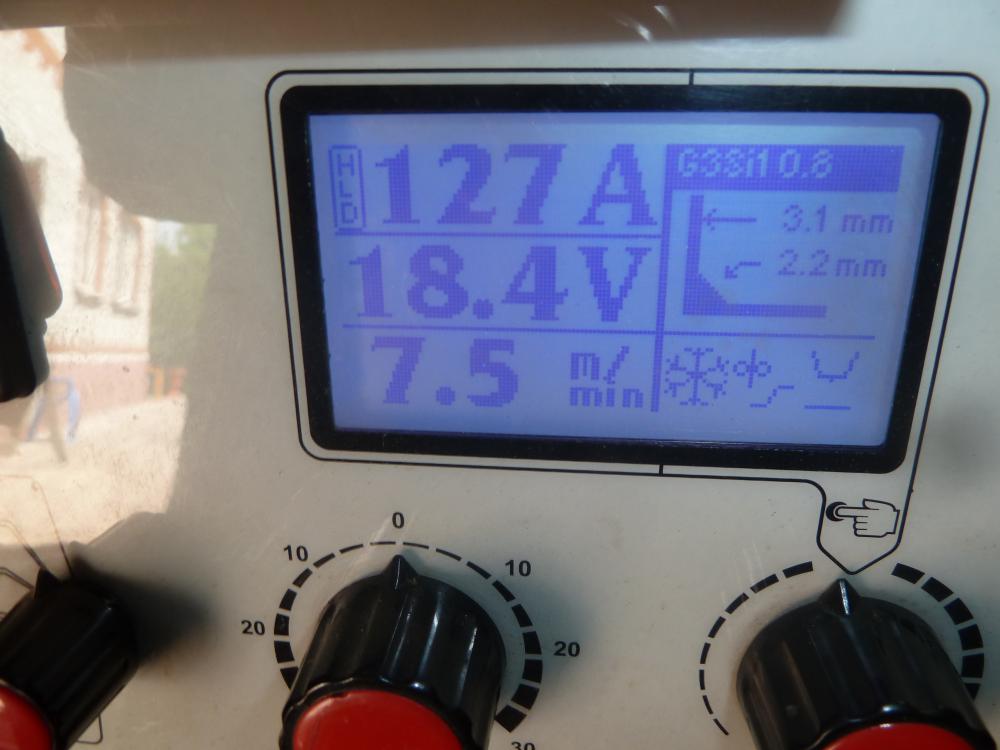
ъНе хорошо обижать "железного Lorch " напарника , на первом фото чуток и очень далеко в поле попал . Обидится , его надо крупным планом и мощь его на дисплее показать.
-
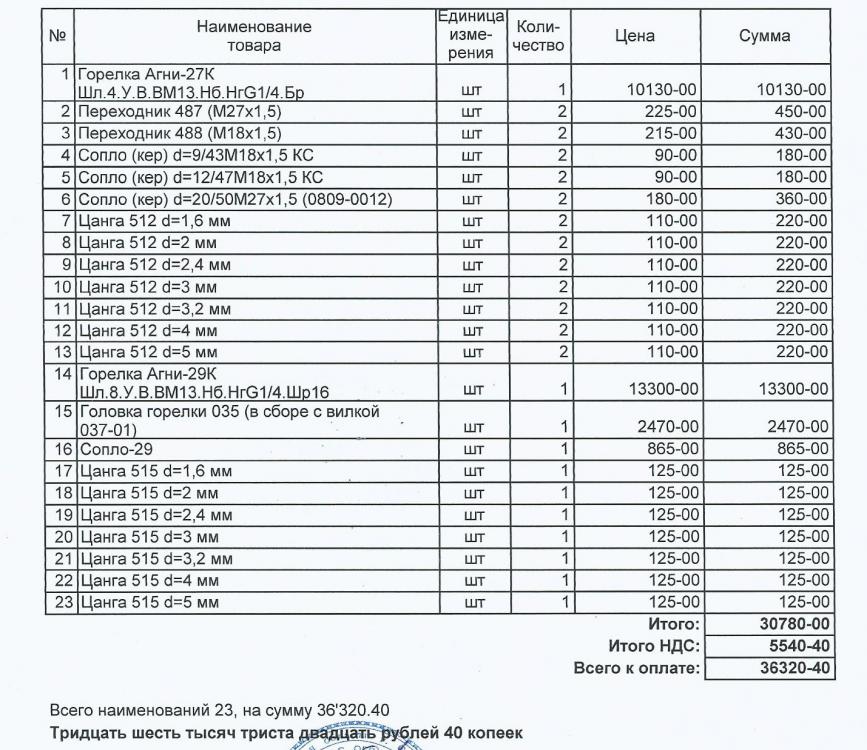
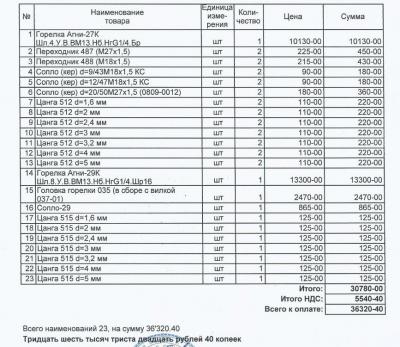
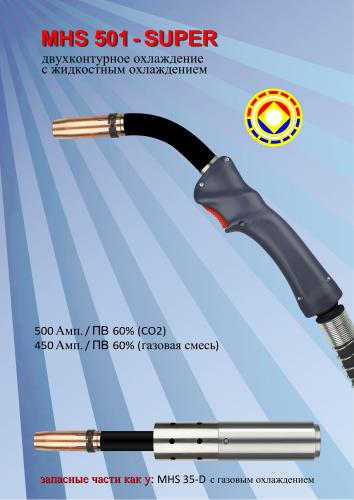
Конечно он "М....", надо было вставить их "адрес" чтобы другие время не тратили. А горелочку лучше прямо в АГНИ заказать , я вот им просто чтобы не разбираться в их индексах написал словами что мне нужно и прислали счет довольно быстро и оперативно. Что касается шлейфа то мое мнение взять вместе со шлейфом , он у них сейчас довольно мягкий и в несгораемой оплетке да и по цене самодельный выйдет не дешевле.
-
Профиль квадратный или прямоугольный купите или заказчик пусть купит (он не так и дорог) и можно АМГ он (профиль) по любому жестче уголка.
-
А что Selco, у нас все впорядке :P . Теплотвод это первое и самое главное и здесь стальной уголок даже пусть он будет 100 не поможет . Ищите толстостенный Д16 , почему дюраль да потому что он упругий и не даст себя "прогнуть" нержи. Второе хорошая газовая защита и быстрота ведения горелки . Третье подборка токов и импульса . Технология , зажимаете на уголке как можно лучше полосы нержи так чтобы торцы полос заходили одна на другую ровно на половину толщины своей каждая (это надо сделать очень хорошо и ровно ) далее прихватки , остывание и собственно сварка с одного конца к другому (не каких шахмат) и желательно без отрыва и снова остывание и часок другой пусть полежит на уголке в неволе. Ну и после всех этих операций "турецкой сабли" не должно получиться. http://websvarka.ru/talk/topic/166-svarochnye-shvy/?p=102187 http://websvarka.ru/talk/topic/166-svarochnye-shvy/?p=102300
-
Смотрите совсем маленькая фирма и существует давно , офис, завод и все остальное похоже в этом здании , у наших "новых русских" побольше коттеджи встречаются. Да ладно суть не в этом , а в том что они выпускают и похоже держат в страхе EWM и Merkle , ну Panasonic далеко от них, хотя они ему прямые конкуренты. У нас бы побольше таких зарождалось и "импортозамещением" не надо было бы заниматься. http://www.elmatech-gmbh.de/index.php/en/ Evospark стоило бы рассмотреть и заняться полуавтоматом с АС режимом .



-
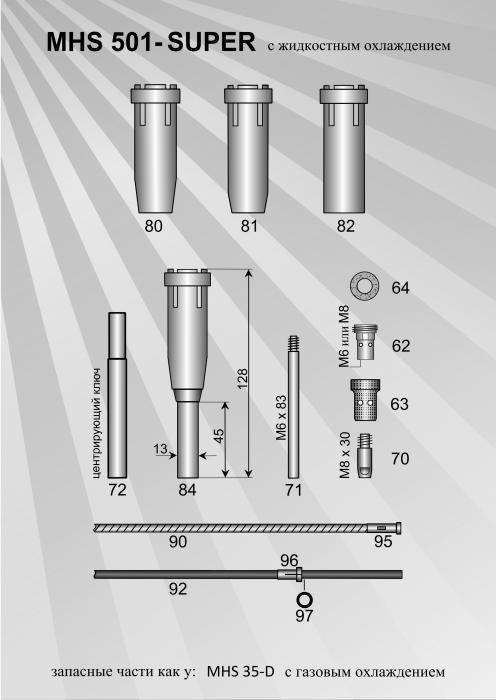
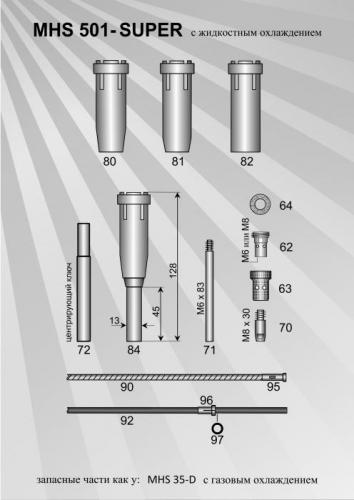
Два вида горелок бывает , 1й- однотрубная и она (труба ) носитель сварочного тока и сверху должна иметь резиновую трубку - изоляцию 2й- двухтрубная и наружная труба изолирована , внутренняя носитель тока . 1й вариант- Сопло имеет изоляцию Переделка под сопло без изоляции 2й вариант - двухтрубная по фото я думаю все понятно будет











-
Вот этого я увы не знаю, сам не учился на сварщика..., не учился конечно после основной работы шофером , сразу в цех к очень хорошим сварным и не один год лет пять-шесть. Все еще зависит от желания освоить и не кабы так а как положено и даже "домашние задания" брать, ну и конечно у "некоторых" талант врожденный проявляется ну как у фокусников которых кстати не очень много . По поводу приобретения, цены, с новыми прошивками и осциллятором попробуйте написать в ЛС Вадиму (Вад11) , я думаю он все разъяснит по 200х сотому.
-
НАКС частнику не нужен , их сертификаты дают доступ работы аппарата в "ответственных" сварочных делах.
-
Немного о "разбросе" , точно знаю у Кемппи сидят специальные люди и отбирают что им подходит остальное выбраковывается . Ногинский завод топливной аппаратуры (на коем работал до армии) , "спец" женщины сидят и подбирают в ручную "пару плунжер- гильза" и "иголка-распылитель" , немцы поставили линию и даже отладили ее по калибровке всего этого дела, но через какое-то время "спец " женщин вернули на место и после немецкой супер линии они в ручном режиме спаривали деталюхи , так как не справлялась немец. линия со своей задачей и насосы потеряли качество и ресурс. Да чего там наш завод , известная фирма по выпуску спорт амортизаторов Кони и штоки проходят все стороннею проверку в том числе и электронными средствами, но вердикт штокам выносит "дед" который уже наверное и не блещет зрением но у него рабочий инструмент пальцы , так вот пощупает он шток и в ящик к сортовым а другой в брак и не кто даже директор не сможет поперечить ему. Выше где то писали что похожи аппараты на "что то" , так и есть вот их так сказать "крестный отец" , очень грамотный и толковый а самое главное повернутый к сварке на все 100% в прочем как и мы все здесь. Видел его аппараты ПА на выставке , работали нормально и двойной пульс выдавали и его можно даже было корректировать прямо в процессе сварки с ноутбука и просто мышкой "зацепив" кривую двинуть туды или сюды и аппарат сразу по звуку и по шву выдает изменения. Деревянные приборы , ну это в России не новость и были бы деньги можно и ... но денег как всегда нет и шедевры приходится создавать на "деревянных" , но как только чиновники почуять "добычу" сразу и деньги и все остальное появляется , но это не означает что "продукт" будет выше качеством , бывает в основном наоборот они все портят. Ладно что то я поэму сочинил целую. Вот ссылка на первые варианты аппаратов и заметьте я тоже там критиковал , но сейчас изменил свою позицию , так как нервов и здоровья разработчикам приходится очень много тратить и не один год это происходит. Но "шедевры" на коленке создавались и будут создаваться в России , да не только в ней. http://www.chipmaker.ru/topic/100375/page__view__findpost__p__1806022
-
Вот и хорошо , доживем обязательно познакомимся. А так идеи у них просто замечательны и вердикт пусть работают ( "деревянный" прибор не помеха он когда нить в музей заводской попадет) и нарабатывают опыт да и электронную базу со временем поменяют может и на нашу . Не помню уже но по моему Меркле или Лорх начинали с корпусов простеньких для сварочников, но им уже за 50 лет , а вот Селко молодая с 1979г если мож чуток ошибусь но уже давно ходит в "брендах". Пожелания , побольше информации а то сейчас на сайте их был и практически кроме главной страницы остальное не работает. Пришлось нырять по просторам и искать информацию, немного нашел может кто видел уже а кому будет интересно . BUKLET_EVOSPARK_250216.pdf EVOSPARK_TIG_AC_v04_16.pdf manual_EVO_MIG-MAG.pdf
-
Немного вчерашнего , мне нужно было 2уголка по 4000мм , один отыскал второй пришлось удлинять. Вытащил Mobimig свой , переключил подачу газа с аргона на смесь , кстати тут недавно кто то шланги мыть собирался внутри спиртом, по моим бежит то смесь то аргон то гелий и не когда не промывал, достаточно небольшой продувки ну как на "ракете" ы . Только закончил с уголком , бац притащили валы и срочно . Сделал и эти валы , проволоки почти катушку на них угробил , в общем не творческая работа да еще и мизинец через перчатку подпалил в пылу работы и не заметил как. Вот на советских горелках 60-70х годов щитки стояли и похоже не зря.















-
МНЖКТ я только чуток пока попробовал просто и по ощущениям она менее текуча чем CuSI3. Так что СuSi3 я думаю ваш вариант будет герметично и поводок минимум или вообще не будет их . Просто надо не спеша продумать как и с чего начинать и где закончить латание . Можно "скобочки " из нержи поставить для усиления и залить их CuSi3 , вот коллектор делал пополам напрочь сломан , ребята просили хоть чтобы месяц протянул , но ездят до сих пор . http://websvarka.ru/talk/topic/1359-svarka-chuguna-tig-om/?p=182499 http://websvarka.ru/talk/topic/1359-svarka-chuguna-tig-om/?p=182807 Что касается некуда шлифовать , то это так кажется и выход есть например поршня днища чуть подрезать или прокладку из Ал подложить для компенсации , сейчас это не проблема и что угодно изготовят.
-
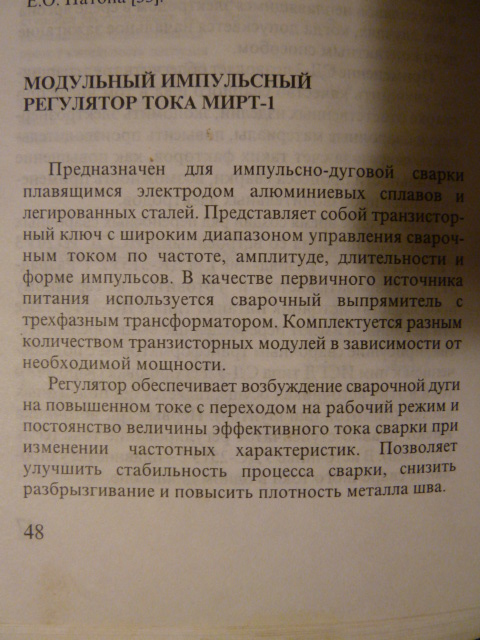
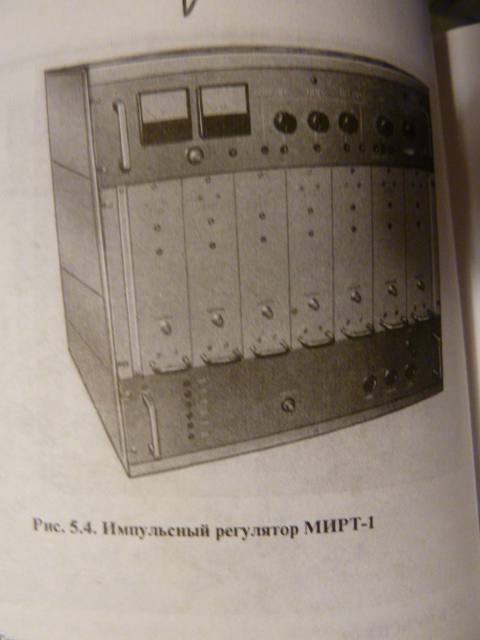
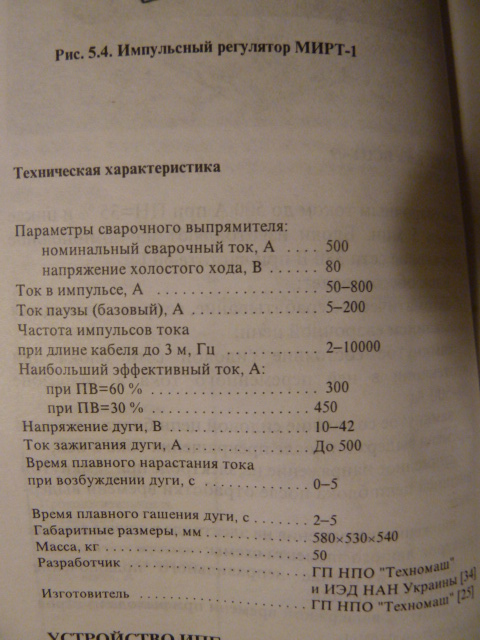
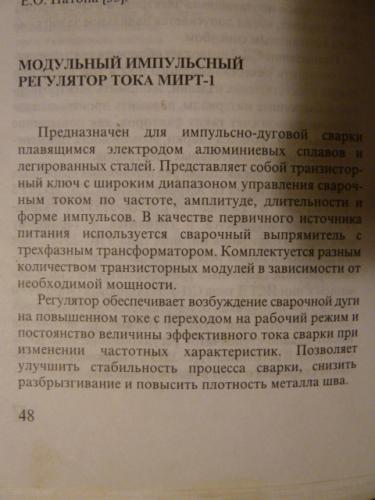
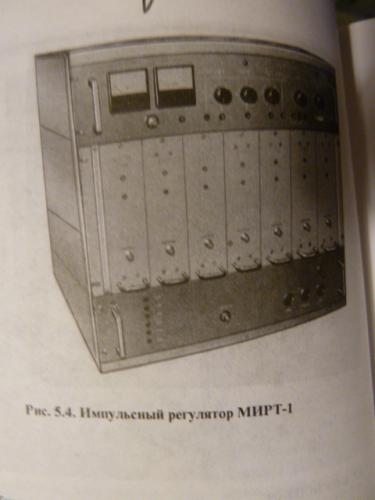
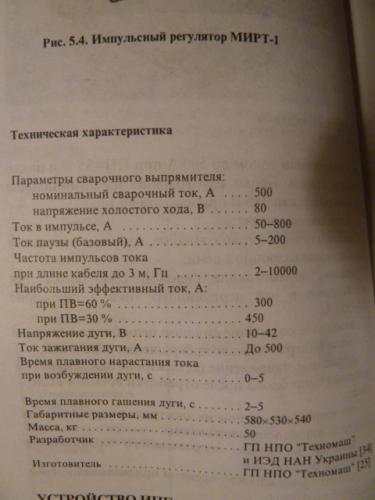
Модульное исполнение , давно уже было придумано и с успехом работало . Кстати , модули очень легко менялись в сей машине , да и своими параметрами она может еще удивить многих производителей импульсной техники.
-
На небосклоне появились новые немецкие горелочки правда не с гибким гусаком но сопла и наконечники есть интересные. http://www.intertehno.ru/catalog/b29/c15/s44/item757/

-
Не знаю каков у него ротаметр , но проблема была в количестве газа подаваемого на горелку. Шипение есть особо в начальный момент , так называемый "пшик" . Все зависит от редуктора , вот на видео двухступенчатый еще из СССР и "пшика" практически не дает, кстати ротаметр тоже из СССР и я ему верю , он показывает например 8литров, а китай в параллели стоит все 18-20литров. Когда начинал , то был простенький кислородный без всяких ротаметров и расход на щеку пробовал или контрольный шов и если нужна то коррекция. Все просто, надо расход газа тоже как и ток подбирать под задание и все встанет на свои места. https://www.youtube.com/watch?v=wtyshs4TJjQ

-
Не надо удалять , все нормально .Мои фотки выше не лучше , но начинающим будет полезно посмотреть и на мои и на ваши . Внутренний угол самый трудный да еще короток шов на профиле и поэтому или прожигают или размазывают присадку на них.
-
@Миротворец, Саш , ну теперь под их вариант покупай , они вроде сейчас не так дороги 200-300р . В свое время лет 15 назад я покупал по 600-800р но их тогда только в Москве найти можно было и то не везде , да и чисто немецкие они были .
-
А мне что и первый раз с вилкой пришел , что второй с такой же да они похоже и не снимали ее. У меня в гараже аналоги стоят такие же , других не признаю они все от "лукавого".

-
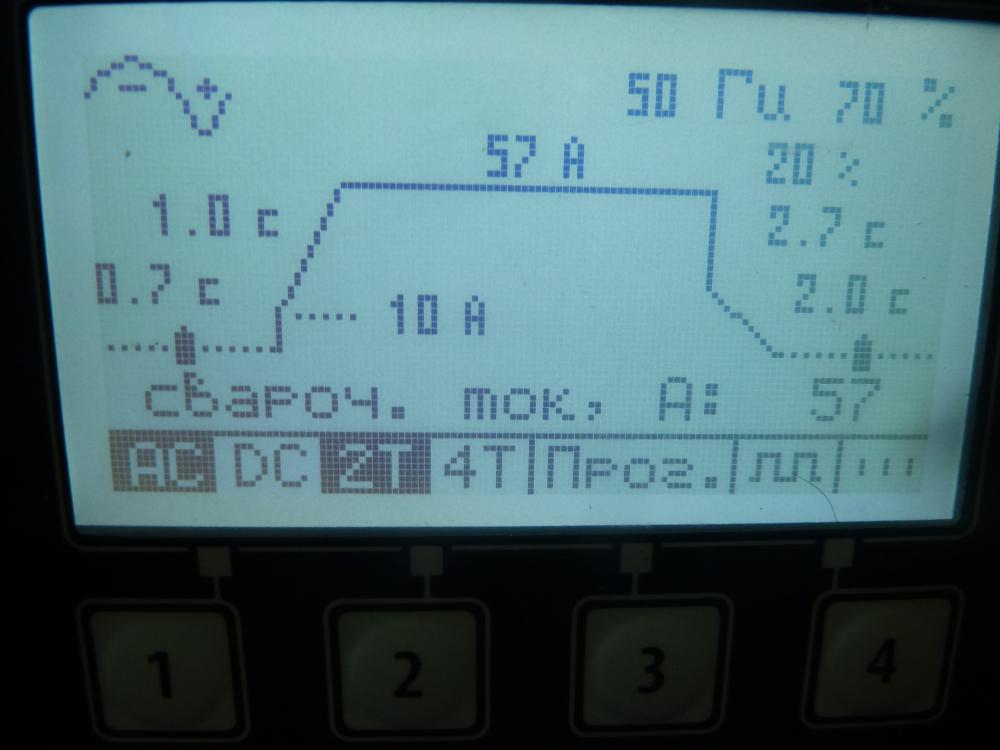
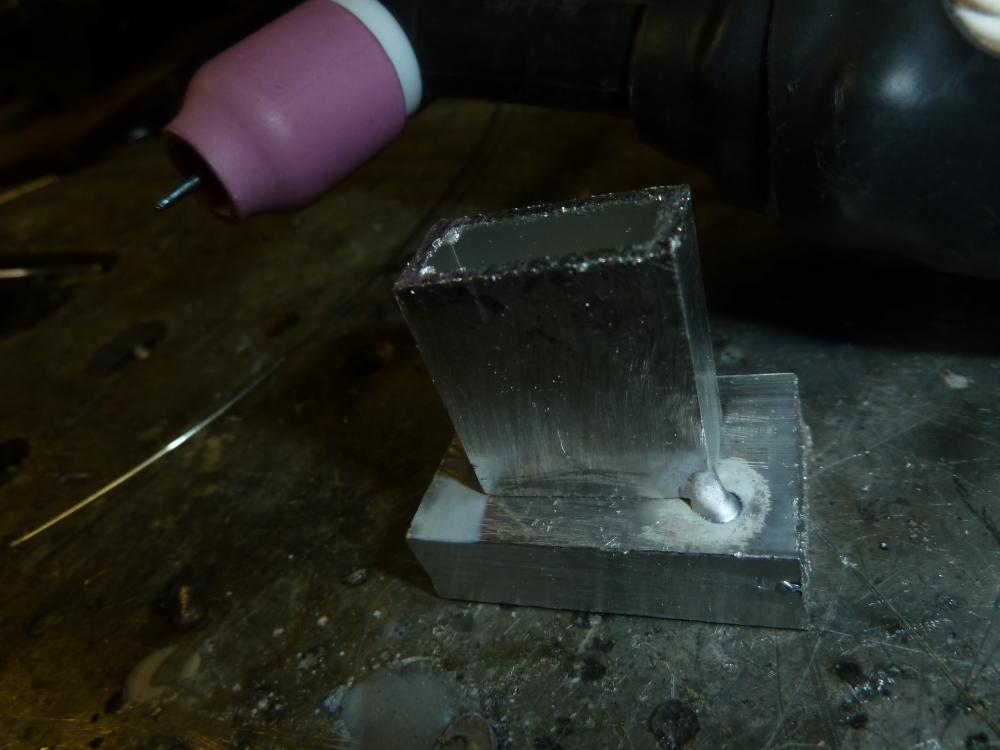
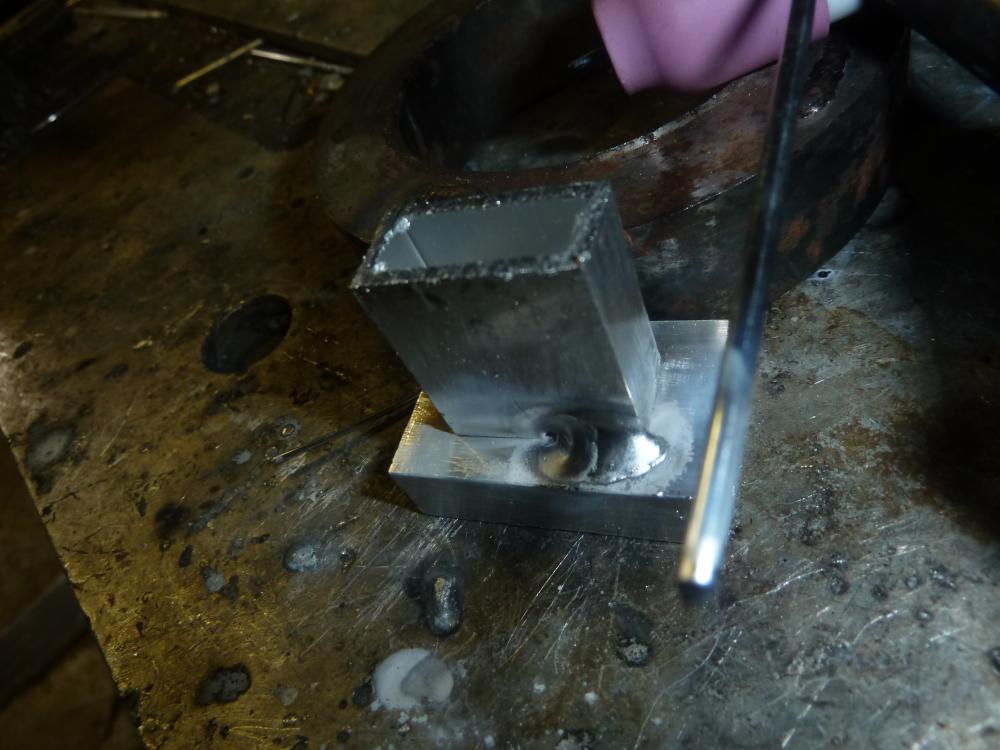
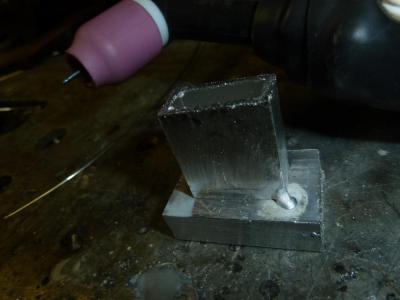
Скорее всего это не пленка , а гальваническое покрытие Ал сплава (обычно мебельные причиндалы покрывают , бывает и профиль с трубой с покрытием идет) и если попробовать царапину ножом или полотном ножовочным сделать то звук будет как по "стеклу" настолько она прочная и даже мощная щетка на болгарке не справляется с ней. Выход липестковый круг на болгарке и потом щетка и после нее с обязательной мойкой с хоз мылом 72% и промывкой чистой водой. Вот советские отливы с оксидацией им лет 30 , она под цвет АЛ (то есть без цвета) и только проба ножом или чем еще покажет стеклянным скрипом наличие оксидации. Что касается грязи то из детали то из присадки , всему виной подача защитного газа и грязь (окислы ) образуются из воздуха и потом с ними бороться при помощи дуги бесполезно , нужно просто их удалять и потом по новой сваривать это место. Может вы держите очень длинную дугу и поэтому подсос и завихрения воздуха в место сварки ну и естественно грязь. Вот специально для вас профиль кусочек сварил , ток на табло , частоту 50гц поставил как на вашем аппарате . Вот специально остановил процесс , так сказать стоп кадр и на нем показано в какой момент можно добавлять присадку , а то я выше поглядел ваши "профили " и вижу что присадка добавленна не во время и потом вы ее просто размазывали дугой , так красивого шва не выйдет А вообще тренируйтесь заваривать вот примерно так и тогда не будет проблем с любыми швами Ну и немного погладили дугой , можно мех обработкой вывести так что не кто и не догадается что здесь сварочный шов. P.S. Вижу что вся ваша проблема в подаче защитного газа , мало плохо, много тоже плохо и нужен оптимальный момент подобрать. Вы выше писали что 20 л накрутили, так вот от них и плясать чуть по литру убавляя и пробуя варить и так найдете оптимальный вариант , ну а дальше дело техники и опыта , будете крутить эти "литры " не смотря (в слепую) на расходомер.







-
С газом Агон и ПА и ТИГ . А каков диаметр проволоки и намотана на катушку для ПА? Покажи разлом детали прежде чем варить поглядим и определим как и чем лучше сварить.
-
Не я спокоен и вижу что у него все выходит, через год он нам всем "фору" даст.
-
Сергей, не пугай Василия :P, а то расплавит и поплывет у него ободок у диска вот тогда будет проблема . Я надеюсь он с двух сторон проварил , на диске есть такая возможность с другой стороны пройтись можно и с разделкой будет еще лучше результат, я тоже не особо стараюсь на сквозь проплавить если доступ хороший с обратной стороны .
-
Да ладно , не за "плюшки" стараемся , за Державу обидно и нужно ей помогать и догонять Восточных соседей . Вот помню в детстве у бабки был термос и фонарик из Китая и больше им тогда предложить нам да и всему миру нечего было. Нам в армии показывали "закрытые " фильмы про восточных соседей как они хотели обогнать нас в выплавке стали и у каждого "крестьянина " своя личная домна была построена ну и понаплавили " метеоритов кое просто не куды не годились или как воробьев гоняли и грузовиками мертвых вывозили (спасали зерно -урожай) а потом этих воробьев в Англии покупали . Но вот прошло 40 лет и их правительство кончило ерундой заниматься и сейчас вторая держава если не первая.
-
Не будем гадать кто прав а кто виноват, самое главное вот он есть и довольно достойный аппарат и постараемся еще подсказать и заложить в него на будущее чтобы не отстал от брендов . Что касается цены то я думаю что все равно дешевле чем "именитые" , просто у них там зарплаты другие и я примерно сравнивал , американец если захочет то может себе накопить 7000баксов за три месяца и купить Миллер 350 , у нас он стоит Мильон и вряд ли частник купит его или копить надо лет 5 . Но заметил и следующее, американцы тоже жадные или у них тоже кризис как у нас , просто все больше видео от них с Китайскими у них очень дешевыми "брендами".