selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Да Сергей, и мы молодые и любопытные. Про девятый не слыхал , я ведь всего навсего шоферюга был. Ты вот вчера про электронную базу сказал что нет ее у нас, я не согласен. Зеленоград наша "силиконовая долина" ездили туды часто и полный грузовик электроники да такой что сейчас и у Сименса может нет. Кстати корпуса завода - института очень длинные и говорили что хотели "небоскребы" поставить, но вояки приехав и глянув на проект сказали небоскреб положить на бок чтобы крылатой ракете не повадно было. А сколь еще таких "шараг" замаскировано так что база есть .
-
Егор у тебя пока новейшая прошивка и хорошо что ты сразу подсуетился , теперь только работай. Вот как новая выйдет то опять придется отсылать, но это уже так у всех, так как не всегда ровно и у брендов ложиться прошивка и требует заводской подстройки.
-
То ли ешще будет Да помню помню такой отдел , один раз поехали с грузчиком на п\я№0000 и попали в обед не пущяют , он ушел за пирожками я в машине и бардачек открыт и все документы на крышке лежат . Мой гружчик вернулся через пол часа в хлам пьяный , залез в кабину и взяв все документы выкинул их из машины по ветру . В общем я их с возвращающимися людми с обеда ловил и собирал , и куды с ним в таком виде нас не пустят, вернулись домой на следующее утро диспетчер отправляет меня в первый отдел , пришел начальник здоровенный бугаина сидит и говорит где твоя справка с моего отдела на допуск к "секретам" , да вот она при мне . А что же вы вчера в Москве потеряли справку твоего персонального друга- гружчика , напился что ли. Но я не выдал сказал ветер из кабины унес. Отобрал он и мою "секретную" справку и говорит понадобиться лично у меня за нее расписываться будешь а твоего гружчика я на год отстраняю от "секретов". Оперативно и эффективно работали
-
Вадим , тебе надо было убавить ток паузы где то до 7А , а время увеличить где то около 0,7-1сек , а ток импульса можно было еще чуток поднять, да и подъем тока я убрал в ноль иначе он мешает и лучше чтобы аппарат начало сварки прямо в импульсе начинал. Теперь чуток пояснений, у меня нерж 1мм была да и на второй фотке видно в одном месте был довольно большой зазор , ток импульса около 200А и подбирал под присадку 1мм так чтобы он ее за 005сек успевал капельку расплавить и "вдолбить" в свариваемые части и довольно длинная пауза в 7А металл остывает да и я не без суеты подготавливаюсь для нового "удара" импульса. Можно и толще присадку применить но и ток импульса тогда поднять до такой мощности чтобы "удар " и капля присадки красивой и чистой чешуйкой слилась с деталями. Вот и весь секрет.

-
Александр , да время бы уменьшить чтобы начиналось с 001сек , и добавить бы в DC ток еще и быстрые импульсы и было бы просто здорово. Сейчас аппарат по АС току имеет преимущество относительно DC тока , и надо DC ток подтянуть до "передового уровня" . Не за горами уже выставка в Сокольниках и будем с разработчиками беседовать на эту тему . Ну а в остальном все прекрасно, наработка моего аппарата уже выше 50моточасов , глюков не наблюдал работает нормально как на АС так и на DC токах. АС ток DC ток














-
@Hlorofos, Виктор вот на это посмотри , говорят как бы немец. Главное мощь отменная для 125мм и обороты регулировка , одно только но, цена . http://milwaukeeshop.ru/uglovaya_shlifovalnaya_mashina_ushm_bolgarka_AG_16-125_INOX
-
Вадим , на перспективу на следующую конференцию опять что то новое показывать надо будет вот и надо будет за год АС - ММА перекроить в АС- МИГ импульс , это поле пока почти свободно и прорыв будет колоссален особо на АЛ сплавах.
-
Надо было клиенту показать , и если уж варить то и старые швы-огрехи тоже исправлять, и с клиента плату за это брать. И в следующий раз они приедут только к вам да и друзей направят тоже к вам. А по большому счету этот диск отжил - откатал свое и пора его на переплавку.
-
Костя не поверишь , я это уже сегодня второй раз слышу. Первый раз от жены около 19часов вечера едем в машине и радио Звезда работает и как раз объясняли происхождение популярных слов "лыка не вяжет" , вот она и вставила. Про перевод знаю , корявый но я и без него все понял .
-
Раз уж мы тут про балансы и полуволны с импульсами , скину сюды интересное кино. Вот бы еще перевести что он за кадром болтает. https://www.youtube.com/watch?v=UkCcorHrCRQ
-
@SergDemin, Тема о Kemppi, а мы тут импульсы но думаю хозяин ругаться не будет так как очень интересная дискуссия . Вот он высокочастотный импульс , у ЕВМ и Меркле если можно так сказать супер скоростной , но и на моем с 2500гц практически так же обстоят дела. Что касается затронутого здесь Форсажа , то им тоже надо делать иначе проиграют конкурентную борьбу. P.S. Немцы сделали такой скоростной еще по тому что он человеческому уху не доступен и они похоже переживают за свой слух , ну а мне нравиться мой в 2500гц он славно поет и меня ну не капли не раздражает.

-
Сергей да все верно, но это касается частоты 50-70гц , как известно сейчас средняя (рабочая, у Селко по умолчанию стоит ) частота 100гц и практически мало заметно на какой форме тока работаешь, ну а если как на Форсаж 300гц вставишь то уже дуга поет свою песню на один мотив и только по табло можно узнать на какой форме варил. У Селко вообще 9 форм можно ставить ну например если надо острозаточенный электрод сохранить то положительную волну треугольник (пила) а отрицательную прямоугольник или синус, но такие варианты с частотой 200гц в основном на соты радиатора или трубочки тонкие, увелир. настройки так сказать . Форсаж для увелир. работ тоже не лыком шит , для этого у него 300гц и любая форма волны и душа радуется.
-
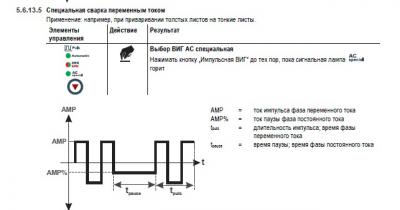
Сергей так оно и есть, только у нас словами говорят , а они сокращения придумывают. Но это пока только из брошюрки , на рисунке как я понял импульс с двумя токами и более не чего . А теперь практическую сторону разберем такого импульса. Возьмем верхний импульс и начинаем сварку и идет все замечательно импульс - капля- проплавление,,, пауза - уменьшение сварочной ванны и образование чешуйки и так далее . Теперь возьмем два уровня импульса , 1й уровень импульс капля проплавление,,, пауза - уменьшение ванны и образование чешуйки все идет по плану и... бац второй уровень импульса с меньшим или большим средним током и процесс тот же самый будет что и в первом уровне , но и еще раз но ..., шов будет отличатся от первого уровня кардинально . Теперь немного фантазии и можно представить как будет выглядеть таков шов , то есть он будет разным. Дугу сжимает высокочастотный импульс начиная примерно с 500гц и выше, на моем Селко до 2500гц, на EWM и Меркле до 15000гц , это относится только для постоянного тока , импульс переменного тока обычно не превышает 25гц, но у переменке и так пульсация идет при смене полярности и чем выше эта пульсация тем уже получается дуга , но пределы есть и у частоты переменного тока , Миллер имеет 400гц , среднее сейчас у остальных 200-300гц. Что касается брошюрки Евотиг , посмотрим как это работать будет в деле да и вообще одолевают смутные сомнения что она правильно написана или напечатана. Дело в том что были в СССР такие аппараты и на постоянном токе при пульсации например в 2500гц имели возможность изменять в низкочастотном диапазоне ток ну например 5гц , и что это давало , высокочастотный импульс сжимал дугу ну а низкочастотный создавал шов, то есть получалось быстрый даже очень быстрый импульс в медленном импульсе,импульс в импульсе.
-
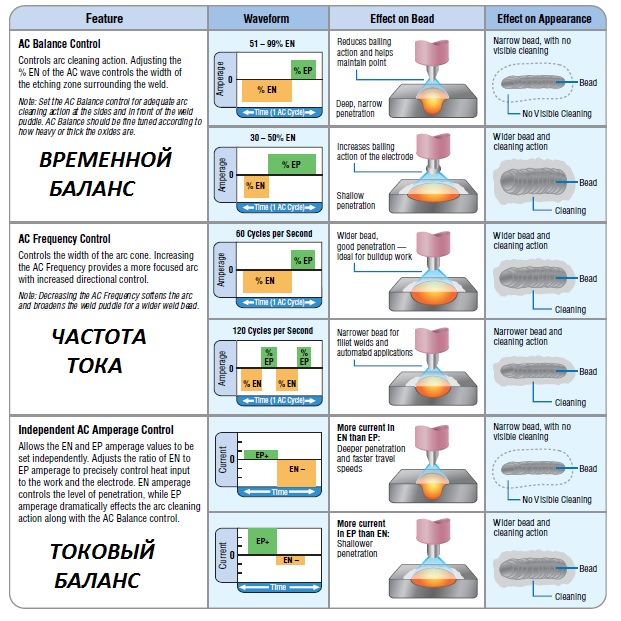
Сейчас уже довольно многие делают токовый баланс. Немного истории , это чисто Советское ноу-хау и применялось еще в конце 60х годов, и называлось "сварка на ассиметричном токе"". Селко делает на всей линейке AC/DC тиг аппаратов , Селко вообще одна из немногих фирм если не единственная в мире , которая не делит аппараты и они все начиная от самых слабых и кончая самыми мощными имеют один и тот же функционал , то есть можно читать мануал например от 500 амперного аппарата и применять это на 200 амперном и разница будет только в мощности. Технотрон (Чебоксары ) тоже есть токовый баланс и кстати они очень давно это делают. Китай Алюмиг- тритон тоже есть , но говорят что не очень удачный аппарат и не корректно работает. Миллер делает токовый баланс только на аппаратах от 300А , на младших его нет. Линкольн как бы выпустил с токовым балансом , но что то не пошло и все аппараты отозвали и потом вообще прекратили выпуск. Мигатроник тоже есть с токовым балансом , по линейке надо смотреть что у них есть. Ну и еще наверное пара , тройка фирм найдется кои делают , кто ищет тот найдет. Есаб, Кемппи, Евм , Меркле токовый баланс игнорируют. Лорх и Рем не знаю , может и есть а может и нет, надо искать. Форсаж, об этом уже знает и работает , думаю сделают куды денутся конкуренция. Эвоспарк, даблпульс скорее всего в ПА реализовал, так как в тиг пока (спецом написал ПОКА) понятия да и самого даблпульса нет , но чем черт не шутит может и появиться.
-
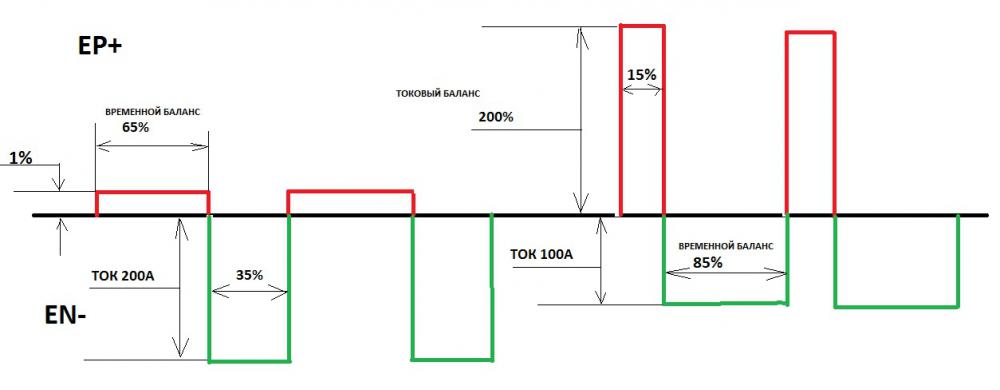
Чисто рекламное видео, у меня где то такая "железяка" валяется , варили на выставке EWM чистым АС током так вот шовчик покруче смотрится. Любят они такие видео снимать, самый простой шов и без присадки , а вот если бы с присадкой то такой чистоты на МИХ токе он бы не получил. Но я не против МИХ тока и еще "поковыряю" его может что достойное и найду. Не так скорее всего не получится . Давайте еще раз разберем эти пресловутые балансы , их всего то два , временной самый распространенный и токовый этот пока редкость. И так что такое верх по международному это EP+ , то есть плюсовая полуволна. НИЗ по международному ЕN- , то есть минусовая полуволна. Теперь рассмотрим предложенную выше настройку 200А плюсовой полуволны и 90% временной баланс и тяжко даже смертельно для электрода 5мм и тот не выдержит. Даже допустим что электрод выдержал и что нам готовит такая настройка , очень широкий шов с неглубоким проплавлением , ну а если материал будет до 5мм толщиной то скорее всего он просто потечет и шва не будет. НИЗ- 100А и баланс 50% в купе с верхним настроем это вообще нео чем и скорее всего работать не будет. Вот я немного про настройки балансов токового и временного (они связаны одной веревочкой) у кого это есть. И так например нам не хватает ампер на аппарате чтобы положить нормальный шов , вот здесь нам в помощь будут оба баланса . Нам надо получить максимальное проплавление и при этом сохранить электрод от разрушения и есть два пути , 1й- выставим токовый баланс EN- на 220А (буду от 200 амперного отталкиваться) а временной на 35% (у Селко это минимальное крайнее значение) , EP+ выставим токовый баланс например 25% от EN- , а временной баланс 65% ( это верхнее крайнее значение) и тем самым мы имеем щадящий режим для электрода и наилучшее проплавление. 2й вариант - EN- токовый баланс мы поставим 150А и временной баланс85% (это верхнее крайние значение для минусовой волны) , а EP + токовый баланс 200% от EN- и временной баланс 15% (это крайнее нижнее положение для положительной полуволны) и тем самым мы будем иметь отличную очистку за счет мощной положительной полуволне и в тоже время сохраним электрод так как время ее действия всего 15% и конечно проплавление за счет минусовой волне с временем в 85%. У Селко токовый баланс так и называется " дополнительная энергия".

-
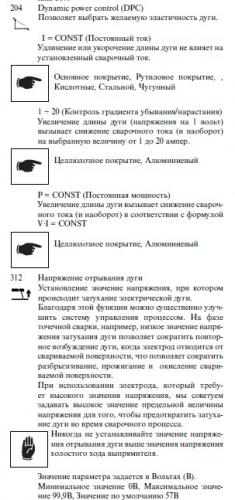
Егор , я так понимаю эта функция должна напряжение менять , вот примерно как у Селко в мануале.
-
В общем у всех по разному, Селко мануал молчит про применение , а вот что пишет EWM
-
Да конечно бесспорно, если он есть МИХ режим то его можно применять но нужно немного тренировок и понять его и где легче с ним будет. Что касается ширины шва , то я думаю тоньше его в этом режиме не сделать , вот фотка обычный линейный режим АС тока и шов максимально тонок , в импульсе или МИХ токе который тоже пульсирует тоньше не сделать. Вот нашел свое видео с МИХ током , правда надо было побольше время DC ставить для понимания. Завтра попробую если время будет другое снять и покажу, но и по этому видео видно что не та DC дуга в МИХ . https://www.youtube.com/watch?v=5oBGLG2DjbE

-
Опять но...но получается , во первых толстый тоже будет нуждаться в очистке пленки а во вторых эти перемещения не чего хорошего не дадут особо тонкому шов будет просто страшный и корявый , да и направить DC дугу точно не получиться , электрод как я выше писал имеет пусть даже самую малую сферу после АС тока и DC дуга уже не та во первых она не стабильна по направлению и постоянно отклоняется и во вторых она уже не имеет ту концентрацию как при чистом DC токе и пушистая и расширенная и больше напоминает АС дугу. Вот от баночки донышко приварено к более толстой пластине на чистом АС токе , в МИХ пробовал но одни прожоги и мучения и пришел пока к выводу что этот МИХ так сказать до кучи в опции которые поднимают цену аппарату ну и конечно сбивают с толку покупателей то есть простая "реклама" на кою попался и я. Но не жалею, Селко даже если у него и не было бы МИХ тока я бы все равно купил , аппарат просто уникальный даже сейчас а в 2008г он был мировым лидером.


-
На Селко по умолчанию стоит 65% отрицательная волна , но при мих токе я пробовал разные варианты , например временной баланс 85% отрицательной волны и электрод острый но сфера все равно есть малая но есть, пошел дальше пробовал разную форму волны например положительную полуволну треугольник а отрицательную синусоиду или прямоугольник , но все равно не та DC дуга в мих режиме . Пошел еще дальше , благо аппарат это позволяет игрался с временным балансом и токовым , доходило даже до того что положительная волна по току была всего 1% от отрицательной , и все равно Ас ток чистит и работает как положено, а вот DC составляющая не та , то есть на обычном DC режиме дуга кардинально отличается от МИХ режима. Но все эксперименты проводились на тонком относительно и пока не вызвали у меня "восторга" , прийдет зима попробуем на более толстом этот пресловутый МИХ ток.
-
Виктор , они вроде нам на выставке говорили что "готовят" импульсные ПА и дай бог тебе прямо первый образец надо отправить. У Вадима в гостях скоро будет Андрей ......, Вадим тряси его и забей ему "программу" в мозги по ускорению процесса по импульсным ПА.
-
В один день о одном и том же , но в разных темах. Пробовал не сказать что в плотную , что можно сказать самое главное то что электрод уже тронут Ас током и имеет полусферу и из этого следует что DC дуга уже не та и гуляет из стороны в сторону . Так что на чистом АС токе тонкое к толстому гораздо лучше получается, но может где нужно проплавление эта функция и сработает но не на тонком. http://websvarka.ru/talk/topic/6444-forsazh-315acdc-i-500-acdc-puls/?p=219907
-
Она так сказать отдельной функцией работает, но в принципе напоминает 4Т режим.


-
Александр, я тоже подтверждаю твои выводы по подъем-спаду. На моем Селко есть функция работы с двумя токами , то есть мгновенное нажатие кнопки и аппарат переходит на ток№2 и так же можно обратно в ток№1 , но после спада-подъема Форсажа эта функция на Селко кажется "каменным веком". Дело в том что на Селко ток перескакивает мгновенно , конечно толк есть от такой функции но, на Форсаж все под "контролем" и сварщик сам решает в какой момент опустить дугу пониже да еще может и на спаде "подумать" и еще одно нажатие и пошел подъем. В общем словами трудно , это надо пробовать.
-
Во , это хорошо . Только на "медведя" не ходите , на лодочке его катни .