selco
-
Постов
9 765 -
Зарегистрирован
-
Посещение
-
Победитель дней
513
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент selco
-
Я конечно в этом не очень , но вот в СССР были даже не инверторы но имели в АС токе баланс токовый ( сварка на асимметричном токе) , там как бы два раздельных сварочника было и сходились в одну горелку. Еще интересен момент про импульсные ПА и во всех советских книгах написано что на линейный ток ПА накладывался импульсный ток . В современных импульсных ПА (видео с диаграммами ) это по сути обыкновенный импульс режим , а с двойным импульсом просто меняется и чередуется мощность дуги и частота импульса. Ну и вот удивил Евоспарк и у него на АС ток может накладываться импульс ВЧ и даже больше в медленном импульсе можно наложить ВЧ ток разной частоты в пике и паузе и пока он переплюнул весь мир . http://websvarka.ru/talk/topic/8744-evospark-rosweld/?p=248177 http://websvarka.ru/talk/topic/8744-evospark-rosweld/?p=247446
-
Вчера забыл еще два шильдика показать. Форсаж Евоспарк


-
Антон , есть такая и на Селко и можно на Форсаж подобное воспроизвести , на Ево тоже что то есть но не пробовал. И вот что хочу сказать , да микротак (так будем обзывать так как Селко названия не дает этому но функция есть) работать будет и неплохо на торцах что и показал Валера 1963 , а вот в накладку проблемы существуют на тонкой нержи про АЛ ниже отпишу. Дело в том что должно плотно даже супер плотно прижато одно полотно к другому и то бывает верхнее прогорело на нижнем точка металла и все и не что не спасет , с присадкой пробовал всяку от 0,5 до 1мм и ее просто сносит дугой . С Ал сплавами проблема еще плачевнее и пробовал на Кемппи с одним и тремя или четырьмя ударами (не помню уже вроде три или четыре у него и больше нельзя) , нет сплавления а присадка шариком улетает в неизвестном направлении. Есть по моему Китай аппарат , там сперва "приклеивают" прсадку медным электродом и потом начинают стрелять. Лучший результат получается все таки и с нерж и с АЛ сплавами такой , ставишь ампер 60 на аппарате и подьем тока секунду другую и плавненько любую прихватку ставишь и результат всегда предсказуем чего не скажешь про "микротак". Вот "микротак" на нержи 0,5мм и результат плачевен , крутилки все наизнанку выкрутил А вот это Форсаж с плавным подъемом тока и в любой момент я готов прервать процесс то есть я контролироваю прихватку. Есть конечно специализированные машины и они намного лучше , но я подозреваю что там разряд конденсаторов он в десятки раз короче нашего "микротак" да и мощнее , они почему то в К джоулях мерят мощь , а у меня всего 8 классов и я вот не могу пересчитать Кджоули в амперы , интересно однако. https://www.youtube.com/watch?v=0guzAgbi8Uk https://www.youtube.com/watch?v=rzltkc-kcdY



-
@Точмаш 23, Это ж сколько весит такая крышечка ? Мне алюминиевый мотор привозили 15квт не 110 и то тяжеленный.
-
 Николай в выходные фотки сделай да спроси каков "мотобайк" и колесо переднее или заднее и тогда подумаем вместе все.
Николай в выходные фотки сделай да спроси каков "мотобайк" и колесо переднее или заднее и тогда подумаем вместе все. -
Внутри отверстия почти не съедены были а вот резьба сорвана , да и выше написал что такую глубину не проварить . Добавил мяса где съело отверстия и рассверлил и резьбу следующего размера нарезал .
-
Костя , дюраль лопается а эти БМД под 100км\час носились по полям ,,и эти подкрылки гусениц у них всегда мятые были. Мы их почему то "Румыны" звали и офицеры тоже, у нас самоходки были САУ больше 50км не ездили , "Румыны" нас обзывали "Трактористами".
-
Костя если в дивизию поедешь то поклон от меня родной дивизии. БМД ха сварная но Ал броневой ну думаю заваришь проблем не будет. Вот катки у наших были магний но когда это было. http://voenchel.ru/index.php?newsid=1519
-
Здесь на сотку дешевле Не соврал 1500р http://zavod-pripoev.all.biz/pripoi-19a-20a-dlya-pajki-alyuminiya-i-g6513470
-
Вадим , да не усложняют. Просто не чего хорошего не выходит из "глубинной сварки" что ТИГ что ПА и объясню почему на тиг дуга будет по сторонам шастать и если уже 15-20 мм то не проварите дно отверстия да и газы вырывающиеся все портят. ПА на малых токах тоже не проварит а на больших скажу коротко "вулкан" . Вот как то привозили от американца и разбило болты под подушку говорят завари , сразу отказал но в ремонт взял , два отверстия разбитых с верху подварил мяса и на всех четырех резьба увеличенного размера спасла "отца русской демократии".









-
Это понятно теоретически , но не хорошо это если он будет постоянно крутиться и поверьте мощь он будет отбирать а ее на УАЗе и не так много да и сам будет изнашиваться. Вот в видео класс вариант , даже можно на ходу , тумблер "шелк" и все в рабочем состоянии , в другую сторону "щелк" и вы спокойны за шланги высокого давления и за насос.
-
А зачем , он будет постоянно в работе и будет мощность у двигателя забирать и бензин кушать. Сейчас вариантов море , главное по......думать..... https://www.youtube.com/watch?v=AAS69RJW38w
-
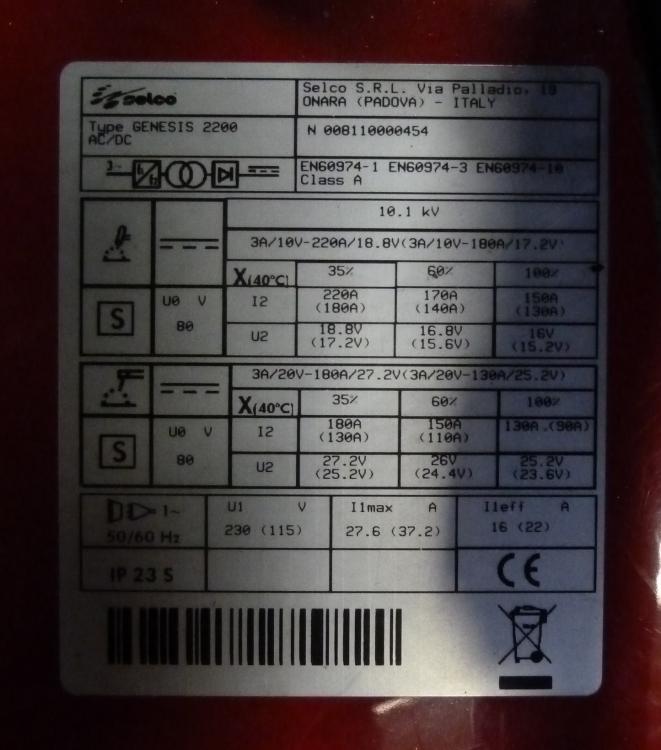
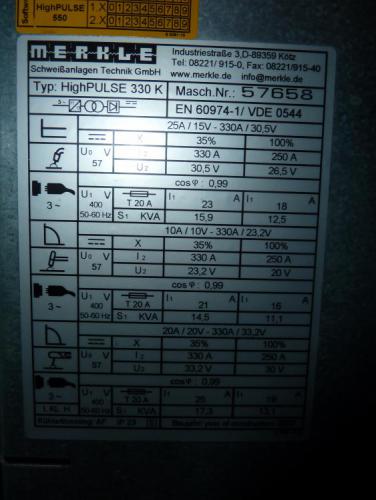
Паспорт не надо, кстати у Helvi этот параметр только на шильдике , в мануале больше внимания уделено обращению с аппаратом . Стандарт на шильдиках EN 60974-1 означает 40 градусов. Сейчас покажу шильдики 4х аппаратов и у всех этот стандарт правда после тире есть различия но это я так понимаю исполнение или еще чего . http://ctc22.ru/articles/article7290/ Selco и на шильдике продублирован стандарт в скобках темпер. Merkle Mobimig180 Merkle High330 Helvi220TP psi Александр шильдик от EWM PICOMIG я думаю покажет тоже самое.



-
https://www.youtube.com/watch?v=suTspF4emRs https://www.youtube.com/watch?v=IcI63ZSBn8E
-
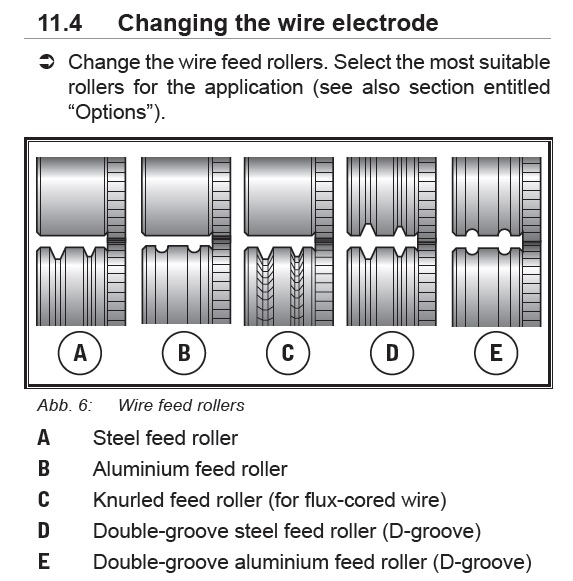
Картинка от Лорх и они молодцы хоть на картинке показали , сколь на выставках присматривался к Лорхам так и не увидел канавок на всех четырех колесах и похоже на заказ поставят. Что касается в каких случаях , да в любых с такими роликами подача намного стабильнее так как площадь контакта роликов и проволоки возрастает почти в двое. Особо актуально для мягких Ал , Меди и т.д. Кстати советские СПЕЦ. ПА кои варили АЛ и прочее имели такую конструкцию роликов или еще был сложный механизм "изоплан" я где то показывал его. У нас на заводе были и шестироликовые механизмы с натянутой спец гусеницей из жесткой резины с внутренним армированием металлическими тросиками и все это ради стабильной подачи при очень длинных швах и чтобы проволока не деформировалась. Кстати тут где то на "просторах" видел механизм двух роликовый но проволока идет по рабочему ролику по радиусу то есть примерно четверть радиуса ролика толкают ее .

-
Да не Вадим жидкость слишком и после нее точно не спаяешь. Речной песок желтизну оставляет наверное это на нем суглинок присутствует , так вот хоз мыло и горячая вода или можно мойкой высокого давления просто водой без всего .
-
Понял и нечего выглядит и главное бачек с верху и к такому можно распылитель прибамбасить . С нижним бачком , распылитель не очень хорошо работает проблема подачи песка.
-
@Вад11, Вадим, а что пистоль не показал, и каким соплом сегодняшнее чистил.
-
У него тоже есть DC и не плохой, так что перплата P.S. Виктор , без переплаты , огонь , ляктроды аж загибались от температуры и осциллятор импульсы выставлялись а для чего не знаю но видел в работе треск на весь цех от этой машины, а была еще такая же но 400А .



-
Покупаете то что у них есть то выходит под сталь и желательно с 0,6мм канавкой но можно и с 0,8мм канавкой. Ищете путного токаря и если не найдете то сами. На оправку в дрель , дрель в тиски , покупаете самый тоненький алмаз надфиль круглый и дальше понятно из V делаем U , можно потом наждачкой 400 довести до совершенства.
-
Чо с ним поделаешь , нерж при старте не пробивает и это уже хорошо и значит можно работать им. А может вы не правильно настроили и стартовый ток большой стоит. Разберетесь , поработаете освоите .
-
Вадим с распылителем не надо там расход минимален но зато и очистка раз в десять эффективнее чем с соплами заводскими у коих отверстие цилиндрическое и как минимум (точно не мерил) на вскидку 5-6мм и куча песка в "некуда" даже с регулировкой. Правда и на распылители отверстие увеличивается но не критично и думаю приблизительно площадь 1000х1000мм с космической скоростью хватит так как оно конусом и игла рапылитиля точно копирует этот конус так что по игле можно определить конусность отверстия . P.S. Берегите глаза , песок вылетает с бешеной скоростью и может рикошетить в обратном направлении .
-
Да пойдет , только их сопло на выброс или если жалко в шкаф и берите распылитель , на наждаке "пимпочку" пару секунд и отверстие 1,5-2мм готово и будет счастье.
-
С поворотом но ручным часть прошел, руками провернул , труба 40мм и что же ее не повернуть. Но и не поворотные должны так же выглядит, тем паче ТИГом . Тиг это высоко точная сварка в любом пространственном положении и с ней можно что угодно положить как надо , впрочем современные ПА подобрались по точности в плотную , да и ММА и современные электроды позволяют творить чудеса. Фоток к сожалению больше нет , трубы редко бывают.